Microstructure and Mechanical Properties of Ultrasonic Welded Joint of 1060 Aluminum Alloy and T2 Pure Copper


Abstract
:1. Introduction
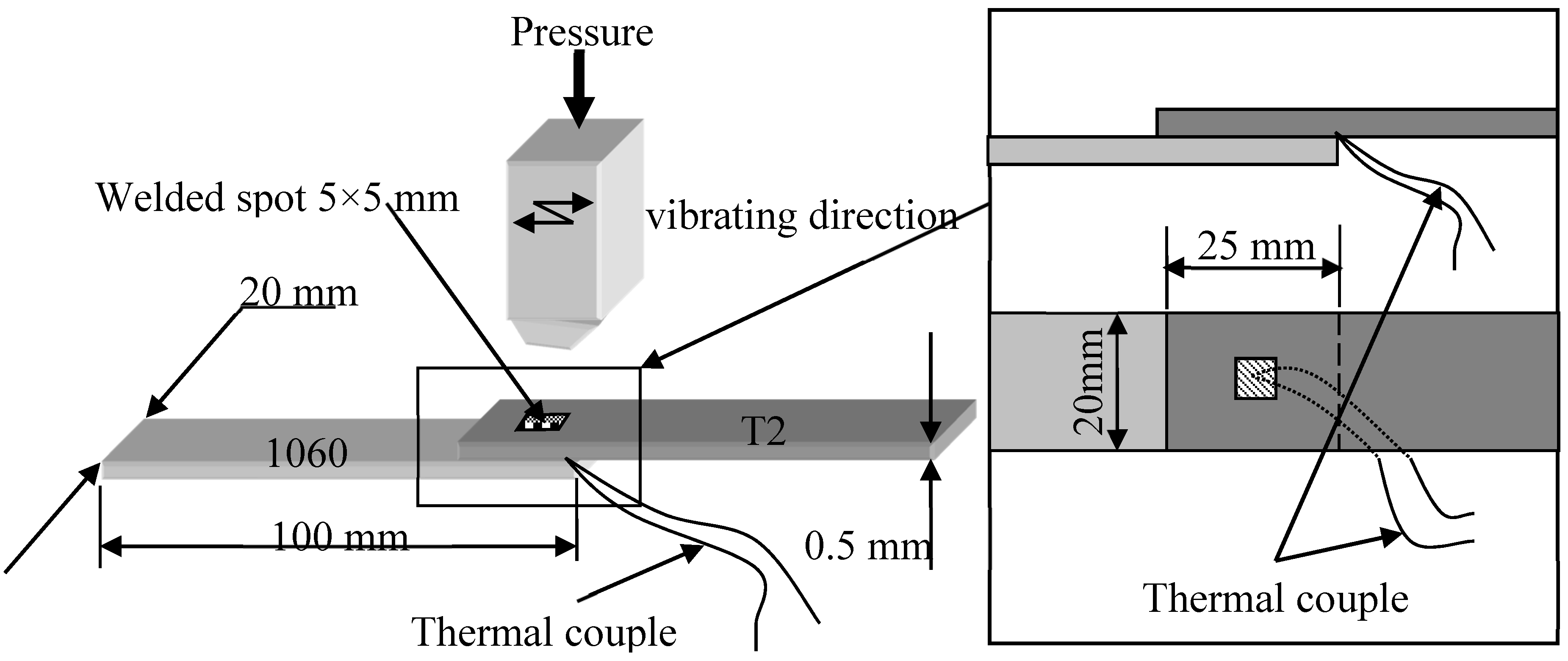
2. Materials and Experimental Procedures
3. Results and Discussions
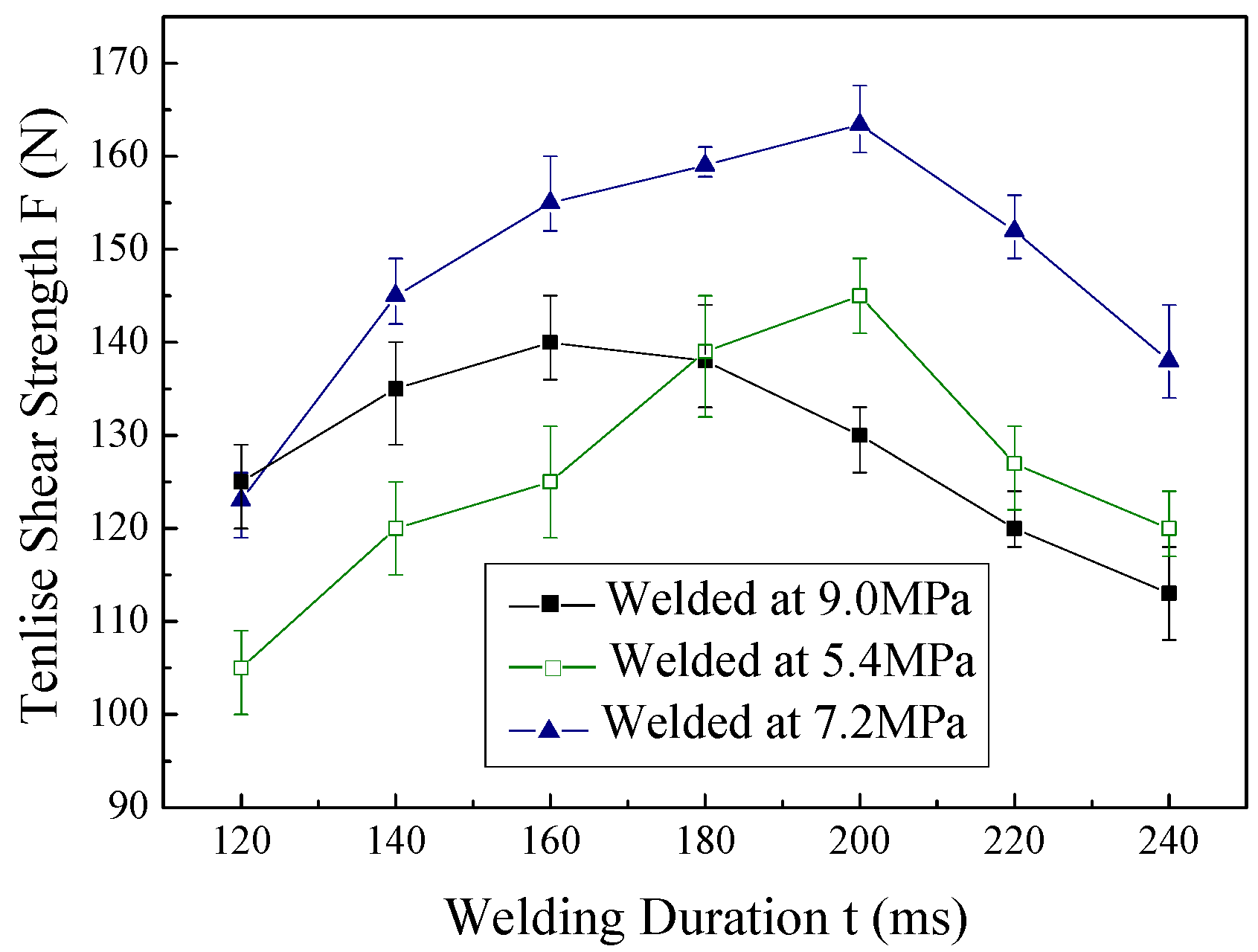
3.1. Tensile Shear Test
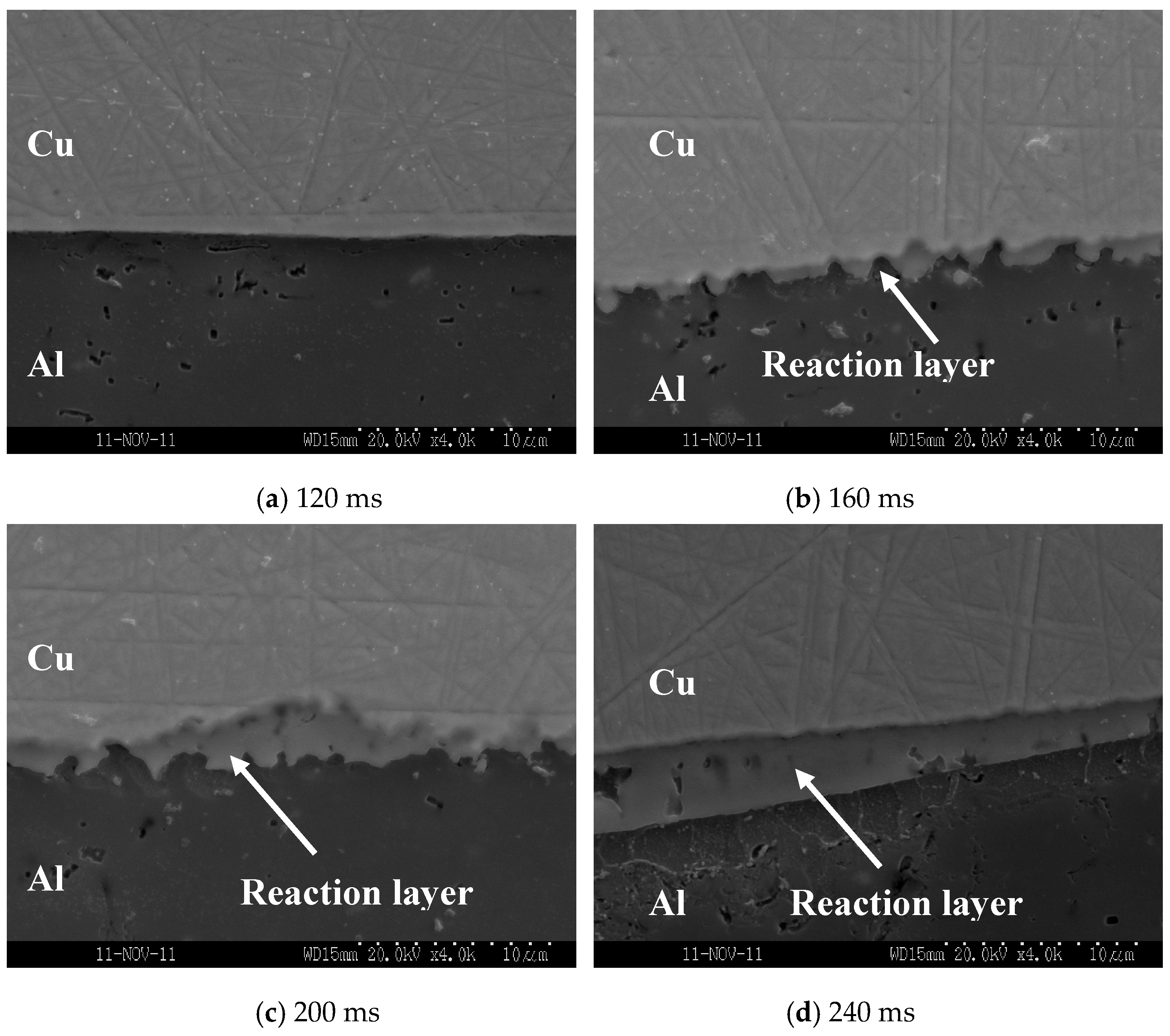
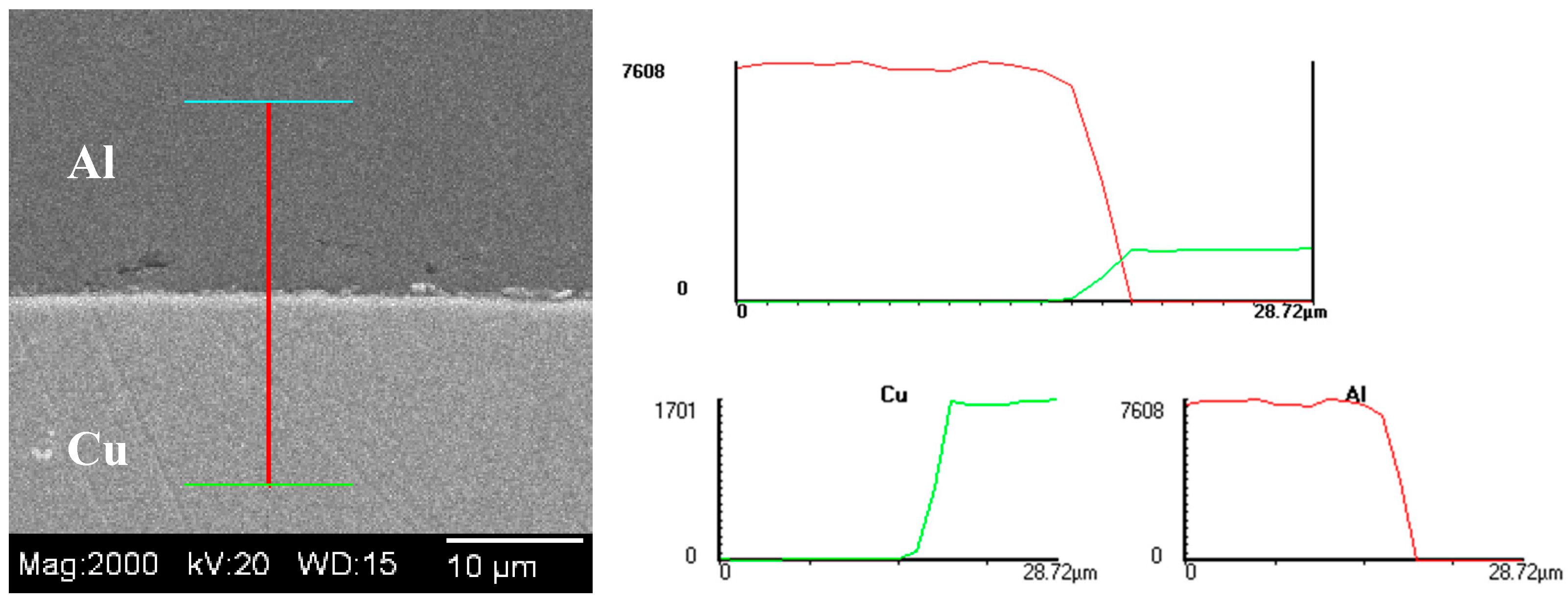
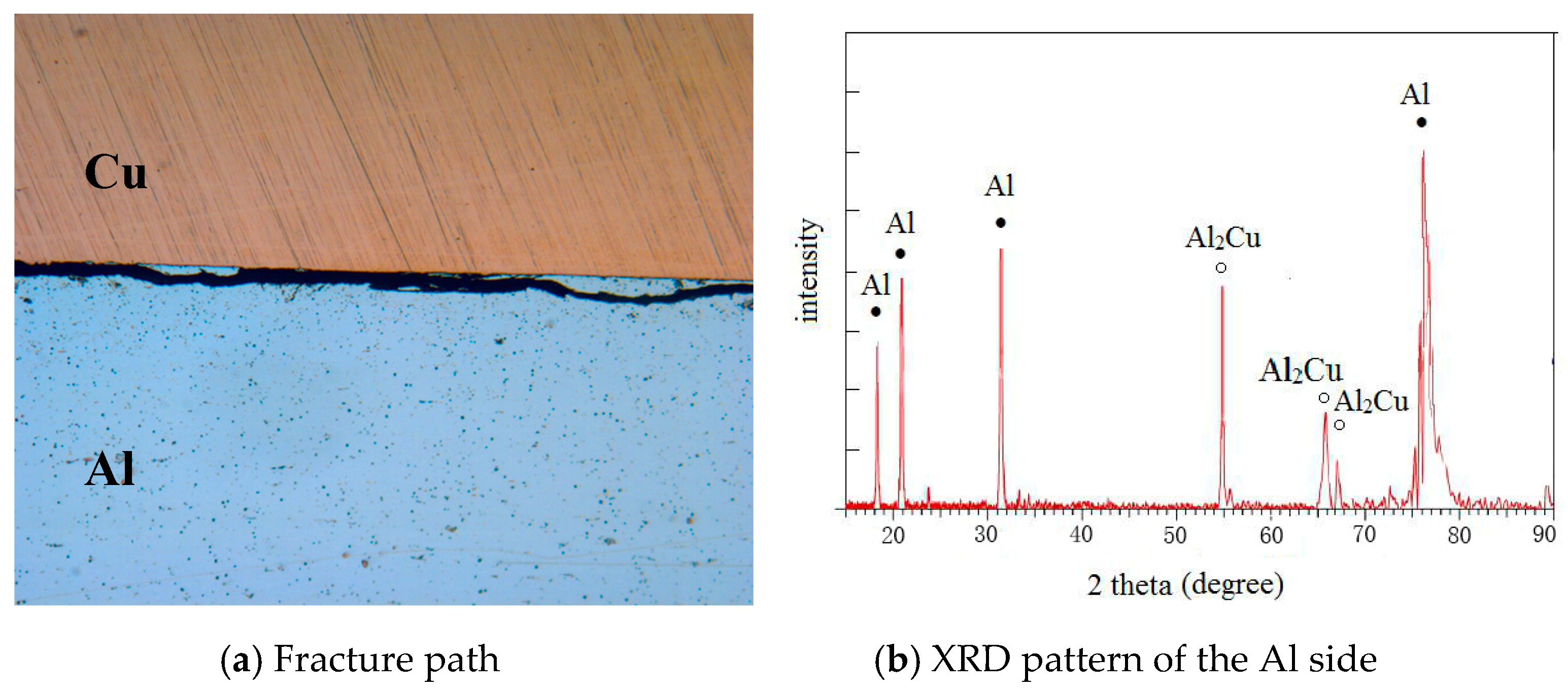
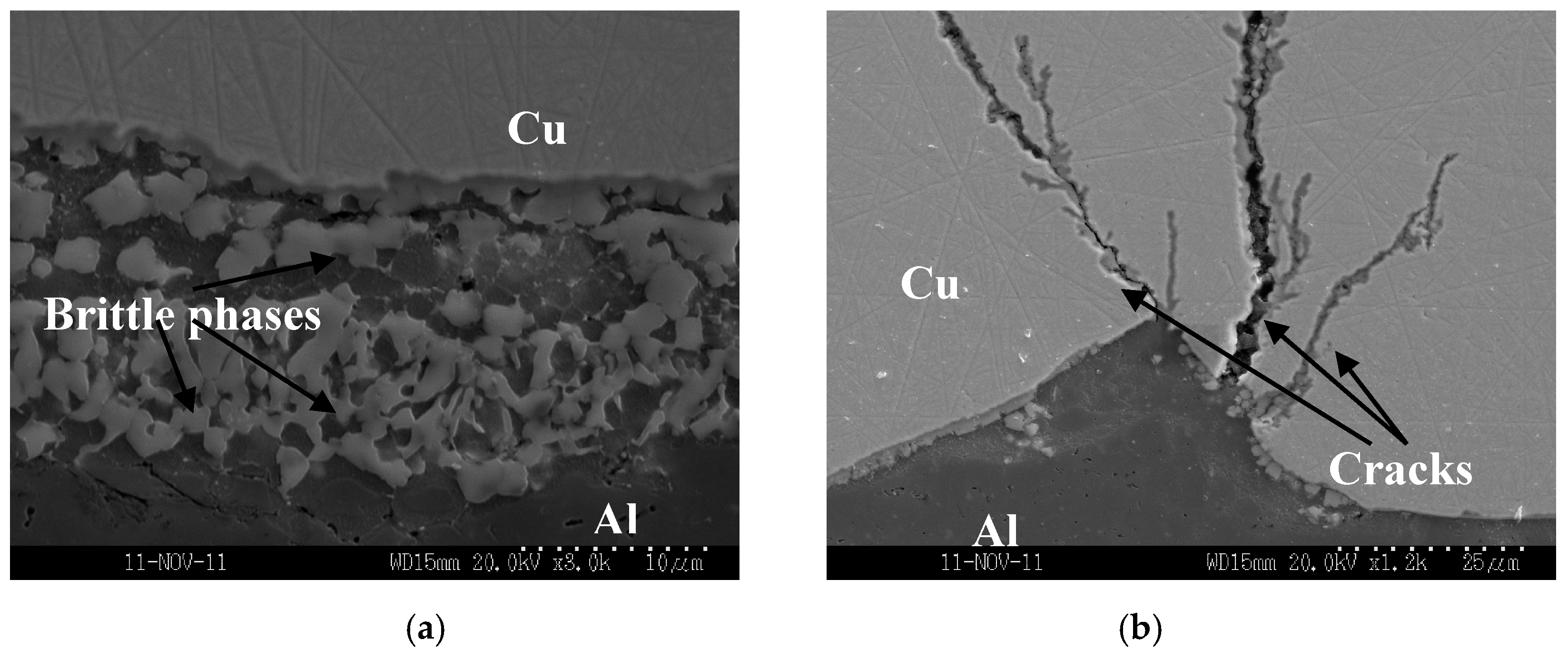
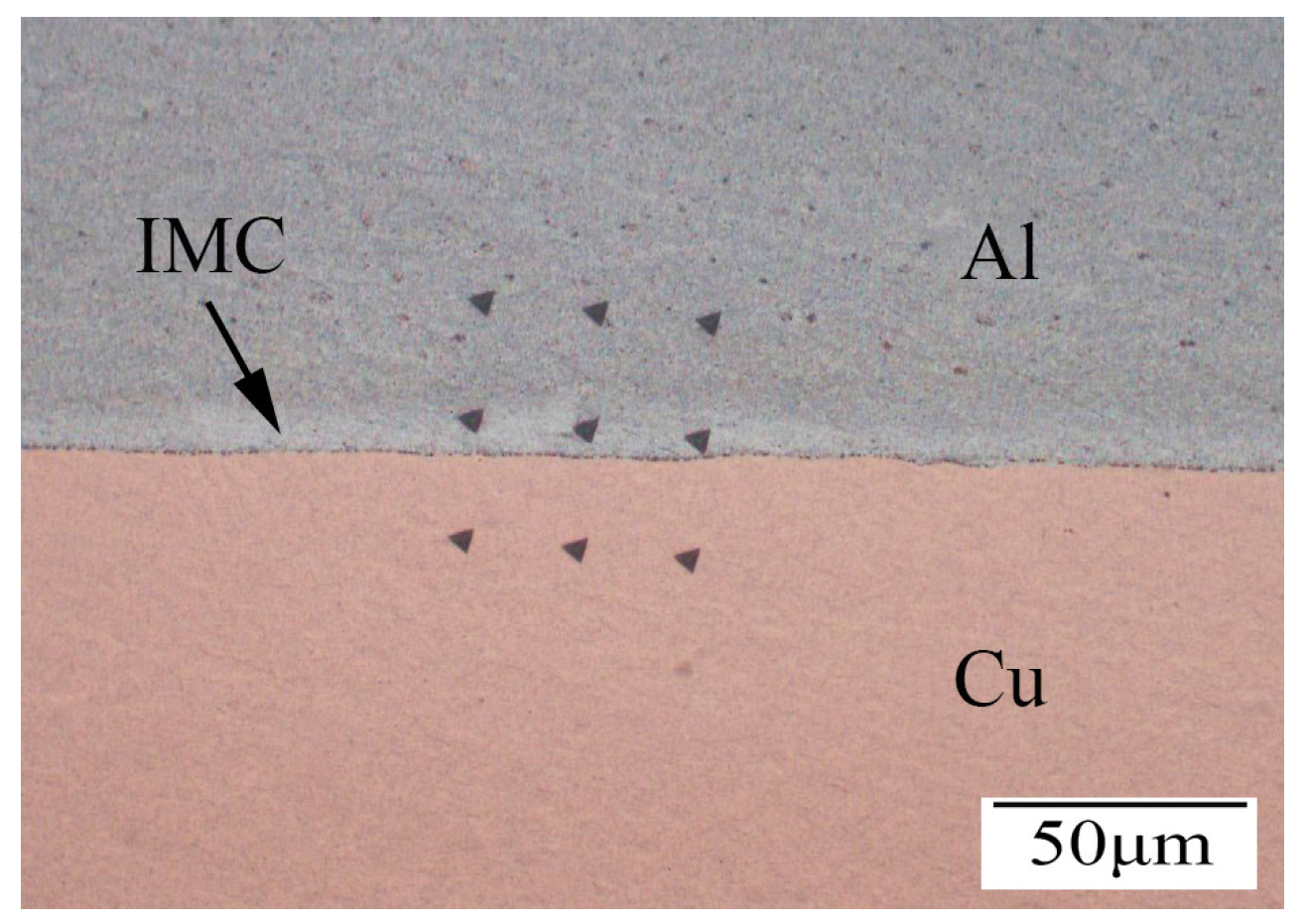
3.2. Microstructure Characteristics and Their Effects on the Strength
3.3. Temperature in the Welded Zone
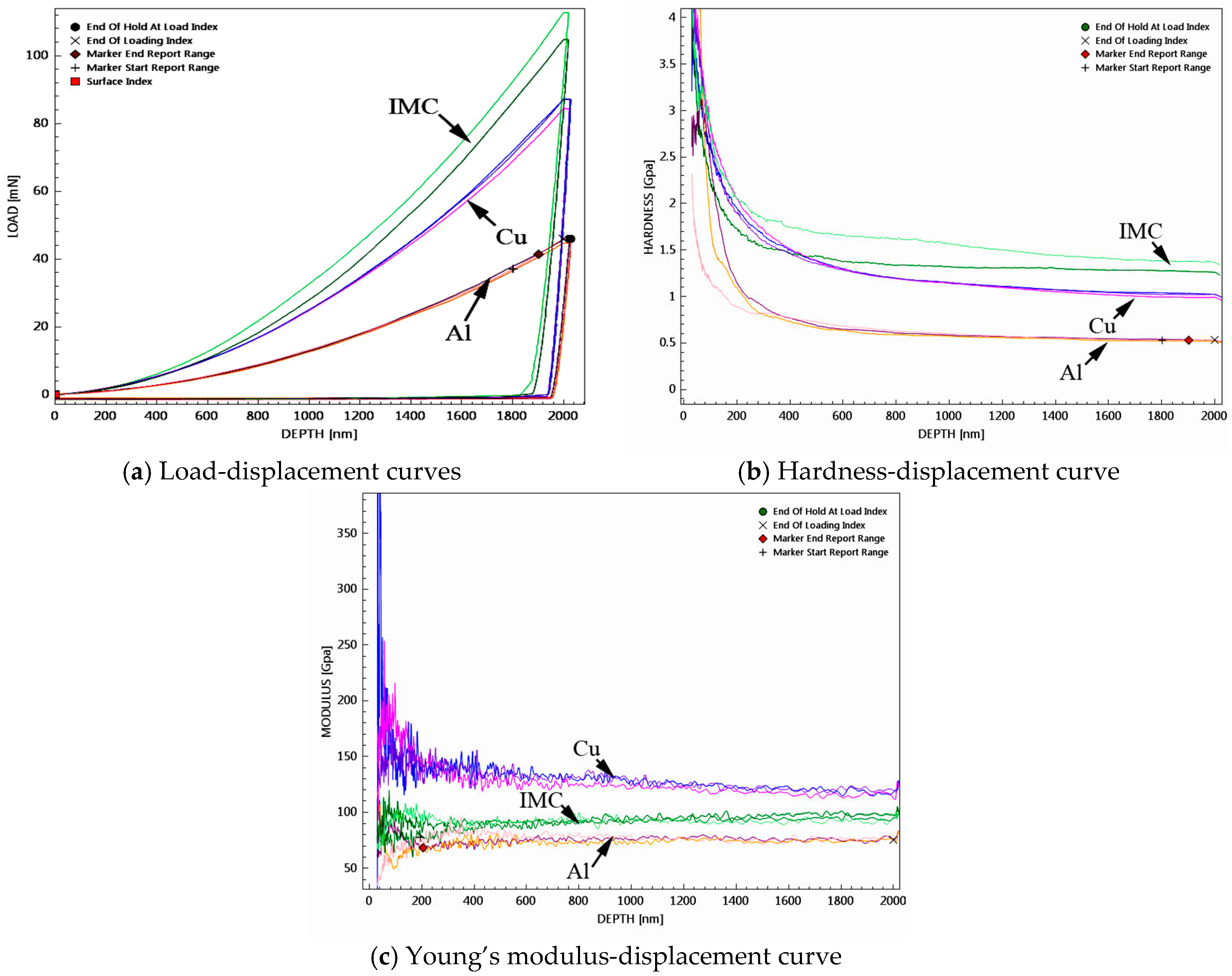
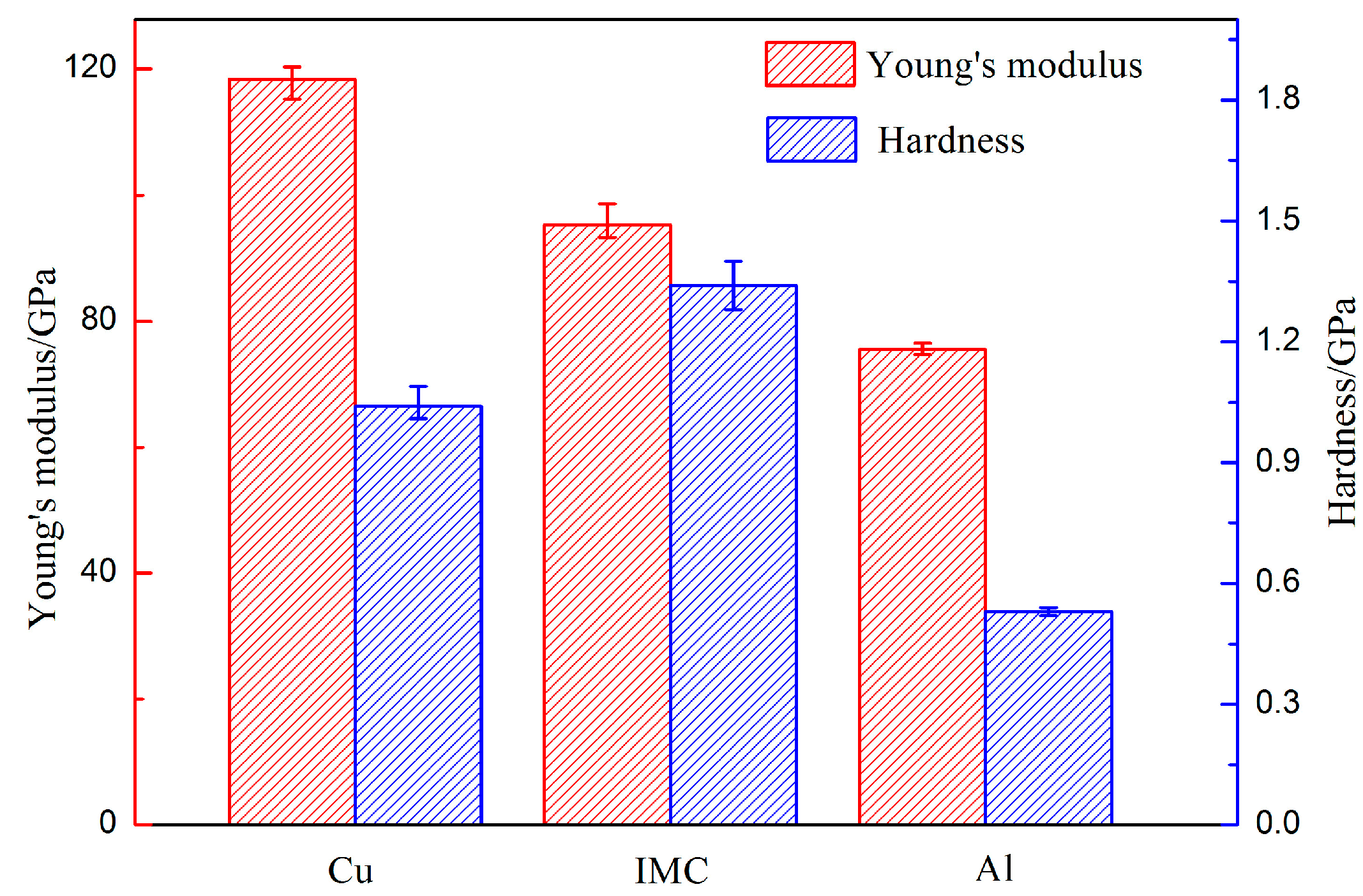
3.4. Nanoindentation Test Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Peng, J.; Fukumoto, S.; Brown, L.; Zhou, N. Image analysis of electrode degradation in resistance spot welding of aluminium. Sci. Technol. Weld. Join. 2004, 9, 331–336. [Google Scholar] [CrossRef]
- Brassington, W.D.P.; Colegrove, P.A. Alternative friction stir welding technology for titanium-6Al-4V propellant tanks within the space industry. Sci. Technol. Weld. Join. 2017, 22, 300–318. [Google Scholar] [CrossRef]
- Bakavos, D.; Prangnell, P.B. Mechanisms of joint and microstructure formation in high power ultrasonic spot welding 6111 aluminium automotive sheet. Mater. Sci. Eng. A 2010, 527, 6320–6334. [Google Scholar] [CrossRef]
- Feng, M.; Li, Y.; Zhao, C.; Luo, Z. Mechanical properties and interface morphology of Mg/Al ultrasonic spot weld bonding welds. Sci. Technol. Weld. Join. 2016, 21, 688–699. [Google Scholar] [CrossRef]
- Celik, S.; Cakir, R. Effect of friction stir welding parameters on the mechanical and microstructure properties of the Al-Cu butt joint. Metals 2016, 6, 133. [Google Scholar] [CrossRef]
- Lee, W.B.; Bang, K.S.; Jung, S.B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing. J. Alloys Compd. 2005, 390, 212–219. [Google Scholar] [CrossRef]
- Asemabadi, M.; Sedighi, M.; Honarpisheh, M. Investigation of cold rolling influence on the mechanical properties of explosive-welded Al/Cu bimetal. Mater. Sci. Eng. A 2012, 558, 144–149. [Google Scholar] [CrossRef]
- Avettand-Fenoel, M.N.; Taillard, R.; Ji, G.; Goran, D. Multiscale Study of Interfacial Intermetallic Compounds in a Dissimilar Al 6082-T6/Cu Friction-Stir Weld. Metall. Mater. Trans. 2012, 43, 4655–4666. [Google Scholar] [CrossRef]
- Xia, C.; Li, Y.; Puchkov, U.A.; Gerasimov, S.A.; Wang, J. Microstructure and phase constitution near the interface of Cu/Al vacuum brazing using Al-Si filler metal. Vacuum 2008, 82, 799–804. [Google Scholar] [CrossRef]
- Matsuoka, S.I.; Imai, H. Direct welding of different metals used ultrasonic vibration. J. Mater. Process. Technol. 2009, 209, 954–960. [Google Scholar] [CrossRef]
- Satpathy, M.P.; Sahoo, S.K. Microstructural and mechanical performance of ultrasonic spot welded Al-Cu joints for various surface conditions. J. Manuf. Process. 2016, 22, 108–114. [Google Scholar] [CrossRef]
- Meng, Y.; Wang, S.; Cai, Z.; Young, T.M.; Du, G.; Li, Y. A novel sample preparation method to avoid influence of embedding medium during nano-indentation. Appl. Phys. A Mater. Sci. Process. 2013, 110, 361–369. [Google Scholar] [CrossRef]
- Pharr, G.M.; Oliver, W.C.; Brotzen, F.R. On the generality of the relationship among contact stiffness, contact area, and elastic modulus during indentation. J. Mater. Res. 1992, 7, 613–617. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiment. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Panteli, A.; Robson, J.D.; Brough, I.; Prangnell, P.B. The effect of high strain rate deformation on intermetallic reaction during ultrasonic welding aluminium to magnesium. Mater. Sci. Eng. A 2012, 556, 31–42. [Google Scholar] [CrossRef]
- Haddadi, F. Rapid intermetallic growth under high strain rate deformation during high power ultrasonic spot welding of aluminium to steel. Mater. Des. 2015, 66, 459–472. [Google Scholar] [CrossRef]
- Wert, C.; Zener, C. Interstitial Atomic Diffusion Coefficients. Phys. Rev. 1949, 76, 1169–1175. [Google Scholar] [CrossRef]
- Yan, X.Y.; Chang, Y.A.; Xie, F.Y.; Zhang, F.; Daniel, S. Calculated phase diagrams of aluminum alloys from binary Al-Cu to multicomponent commercial alloys. J. Alloys Compd. 2001, 320, 151–160. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, G.; Jin, H.; Shi, Z.; Qiao, G. Intermetallic phase formation in diffusion-bonded Cu/Al laminates. J. Mater. Sci. 2011, 46, 2467–2473. [Google Scholar] [CrossRef]
- AlShaer, A.W.; Li, L.; Mistry, A. The effects of short pulse laser surface cleaning on porosity formation and reduction in laser welding of aluminium alloy for automotive component manufacture. Opt. Laser Technol. 2014, 64, 162–171. [Google Scholar] [CrossRef]
- Liu, L.; Zhou, S.Q.; Tian, Y.H.; Feng, J.C.; Jung, J.P.; Zhou, Y.N. Effects of surface conditions on resistance spot welding of Mg alloy AZ31. Sci. Technol. Weld. Join. 2009, 14, 356–361. [Google Scholar] [CrossRef]
- Chang, U.I.; Frisch, J. On Optimization of Some Parameters in Ultrasonic Metal Welding. Weld. J. 1974, 53, 24–35. [Google Scholar]
- De Vries, E. Mechanics and Mechanism of Ultrasonic Metal Welding. Ph.D. Dissertation, The Ohio State University, Columbus, OH, USA, 2004. [Google Scholar]
- Hongoh, M.; Miura, H.; Ueoka, T.; Tsujino, J. Temperature Rise and Welding Characteristics of Various-Frequency Ultrasonic Plastic Welding Systems. Jpn. J. Appl. Phys. 2006, 45, 4806–4811. [Google Scholar] [CrossRef]
- Laurila, T.; Vuorinen, V.; Kivilahti, J.K. Interfacial reactions between lead-free solders and common base materials. Mater. Sci. Eng. R 2005, 49, 1–60. [Google Scholar] [CrossRef]
- Braunovic, M.; Aleksandrov, N. Intermetallic compounds at aluminum-to-copper and copper-to-tin electrical interfaces. In Proceedings of the 38th IEEE Holm Conference on Electrical Contacts, Philadelphia, PA, USA, 18–21 October 1992; pp. 25–34. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Duration | 90 ms | 130 ms | 150 ms | 210 ms | 230 ms |
|---|---|---|---|---|---|
| Cleaned | 95.328 N | 102.123 N | 127.633 N | 156.56 N | 136.337 N |
| Uncleaned | 97.605 N | 100.503 N | 123.609 N | 150.24 N | 138.257 N |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.; Hu, X.; Fu, Y.; Li, Y. Microstructure and Mechanical Properties of Ultrasonic Welded Joint of 1060 Aluminum Alloy and T2 Pure Copper. Metals 2017, 7, 361. https://doi.org/10.3390/met7090361
Liu G, Hu X, Fu Y, Li Y. Microstructure and Mechanical Properties of Ultrasonic Welded Joint of 1060 Aluminum Alloy and T2 Pure Copper. Metals. 2017; 7(9):361. https://doi.org/10.3390/met7090361
Chicago/Turabian StyleLiu, Guanpeng, Xiaowu Hu, Yanshu Fu, and Yulong Li. 2017. "Microstructure and Mechanical Properties of Ultrasonic Welded Joint of 1060 Aluminum Alloy and T2 Pure Copper" Metals 7, no. 9: 361. https://doi.org/10.3390/met7090361
APA StyleLiu, G., Hu, X., Fu, Y., & Li, Y. (2017). Microstructure and Mechanical Properties of Ultrasonic Welded Joint of 1060 Aluminum Alloy and T2 Pure Copper. Metals, 7(9), 361. https://doi.org/10.3390/met7090361