1. Introduction
With the development of science and technology, there is an increasing demand for lightweight and functional parts in the aerospace, automotive, medical industries and other fields. At the same time, shorter machining times and good mechanical properties of the parts are becoming increasingly important. However, the functional parts often have a complex structure made of various parts, which is difficult to manufacture using traditional processing technology. Furthermore, there are often redundant materials in conventional parts due to the inherent restrictions of the conventional manufacturing processes, which make it difficult to create lightweight versions of parts.
Selective laser melting (SLM) is one of the new additive manufacturing (AM) techniques that emerged in the late 1980s and 1990s [
1], which can directly make complex three-dimensional metal parts, according to Computer Aided Design (CAD) data, by selectively melting successive layers of metal powders [
2]. The principle of SLM technology is as follows. Firstly, the three-dimensional (3D) model of the part is divided into slices by the computer. After this, each slice of the part is manufactured in the order from the bottom to the top, and finally, the full 3D solid is formed by the accumulation of the slices [
3]. SLM completely melts the powder material, which enables a density of approximately 100% and can maintain mechanical properties that match or even beat those of conventionally manufactured parts (cutting and casting) [
4]. However, residual stress is a serious issue in SLM [
5]. As a result, researchers have worked to develop solutions to this problem, such as process modeling and simulation [
6], process control and post-processing methods [
7,
8], design and analysis of overhanging structures [
9], and so on. However, the current research does not provide a standard solution as different cases have different solutions. When designing parts based on SLM technology, it is necessary to improve the problem of residual stress, according to the design objective and the technological characteristics of SLM.
The machinability of the SLM is weakly related to the complexity of the structure for each part, which forms a good complement to conventional manufacturing processes [
10,
11]. The powerful free-formability offered by SLM shows great potential in making advanced lightweight and functional structures, which are highly desired by engineering sectors. Furthermore, there have been many new design methods for lightweight and functional parts, according to its processing characteristics.
The current main design method to obtain lightweight and functional structures by SLM involves designing the structural functional units and optimizing the internal structure of parts. Furthermore, many related studies have achieved very good results, which are shown as follows.
Harrysson et al. [
12] proposed a hybrid approach that combines analytical modeling, with experimentation and simulation performed for the design of 3D cellular structures. A re-entrant auxetic cellular structure was modeled by this approach and tested. The results showed good consistency of the theories with the experiments when structural symmetry is maximized. Kumar et al. [
13] studied the effects of the foam structures with different pore units and porosity on the performance of the scaffolds used in human tissue regeneration. The mechanical properties were tested. Finally, they concluded that the use of gradient porosity can ensure high tensile and compression properties as well as increase impact absorption capacity under the premise of a lighter weight of the scaffolding structure. Pinto et al. [
14] studied the difference in performance between a single-sized and a double-sized lightweight aluminum foam structure. This involves processing these two non-metallic structure prototypes by 3D printing, before processing the final metal structure by investment casting. Compression tests that were performed on the two structures have shown that the compression strength of the double-sized aluminum foam structure increased by 83%, the stiffness increased by 29%, and the energy absorption capacity increased by more than 27% when compared to the single-size aluminum foam structure. Feih et al. [
15] compared the compression performance, energy absorption capacity of the Kagome structure, and the other three atomic lattice structures (body-centered cubic, face-centered cubic, and combination of body-centered cubic and face-centered cubic) by the shear test, compression test, and so on. It was shown that the Kagome structure was superior to other traditional lattice structures and had the same energy absorption capacity as the aluminum and titanium alloy honeycomb structures. Moon et al. [
16] compared the performance of the 3D Kagome lattice structure, the 3D pyramid lattice structure and the hexagonal diamond lattice structure based on the strong adaptability, low energy consumption, light weight, and high flexibility requirements of Unmanned Aerial Vehicle (UAV). It was found that the 3D Kagome lattice structure had the strongest bearing capacity, while the hexagonal diamond structure had the highest energy absorption energy. Finally, the UAV wing was designed with the Kagome lattice structure and fabricated by 3D printing.
The results show that the lightweight parts designed by this method can satisfy the requirements for use. The research on structural functional units has achieved some results, but there is a lack of data regarding the structure and performance of units. Furthermore, the structural parameters of many units are designed based on a particular application, so it is difficult to generalize these structural units to the whole mechanical design field. This results in the engineers spending a considerable amount of effort to choose the most suitable unit with suitable structural parameters each time that they optimize the internal structure of parts. Therefore, the establishment of a unit structure-performance database, which contains a large number of units, as well as their structure and performance data, is of great significance in the field of mechanical design so that the engineers can directly design the parts.
There is scarce research available with respect to creating such a database, although some progress has been made. In the sphere of bone regeneration, Wettergreen et al. [
17] proposed the characterization and documentation of a database of micro-architectures, which can be seamlessly merged according to the mechanical properties (stiffness and strength), flow perfusion characteristics, and porosity, which is chosen by the scientist based on the required application and anatomic location. This was helpful in aiding scientists in the fabrication of a successful scaffold.
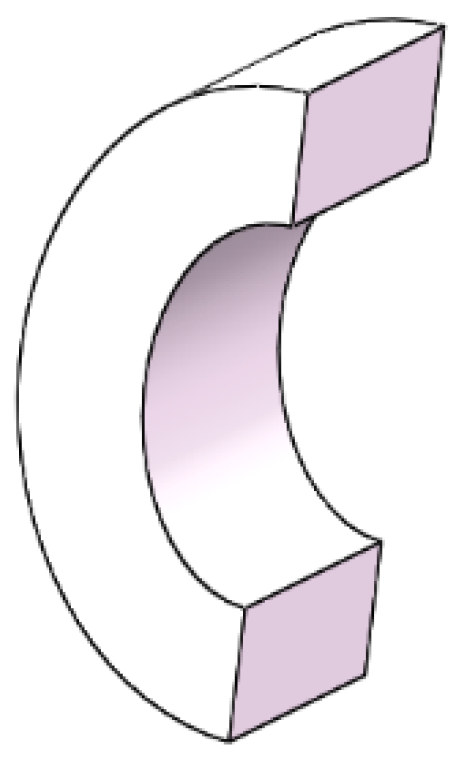
This paper investigated a creation of a unit structure-performance database, which contains a wide variety of units that can be fabricated with SLM. Each unit had a sub-database containing all of the structural parameter combinations that meet the manufacturability of SLM and corresponding performance. Several structural functional units of the database were introduced and a design method of the internal structure optimization of parts based on the unit structure-performance database was proposed. The bow structure unit was used to show how to build the unit structure-performance database. All data of the structure and performance characteristics of the bow structure were established through the theoretical calculations and experiments. Based on the unit structure-performance database, the structure of an aircraft sensor mount was optimized to be more conveniently lightweight. The results showed that its weight was reduced by 36.8% when compared with the original structure, while its strength far exceeded the requirements. This verified the feasibility and advantage of the design method.
3. Application of Unit Structure-Performance Database
Many parts can be optimized conveniently based on the unit structure-performance database, especially the aeronautics parts, such as the sensor mount, the blisk and its blades [
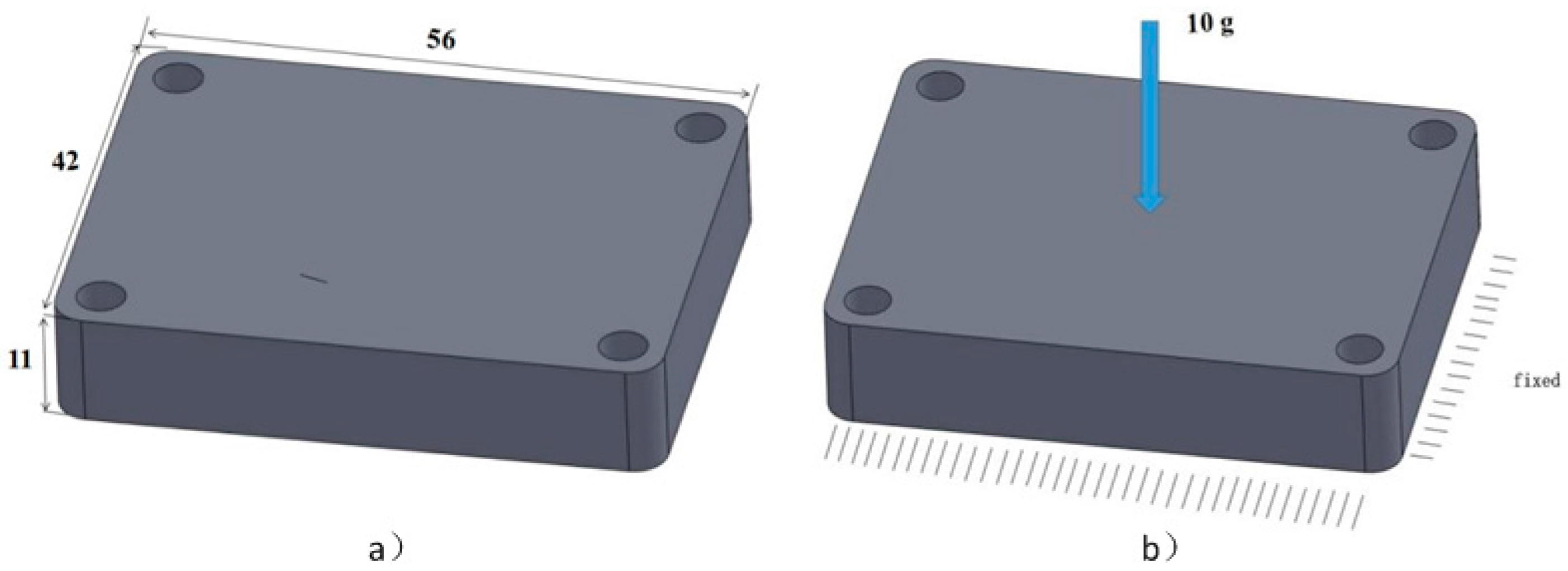
18], and so on. In this paper, the structure of a sensor mount of an aircraft was optimized, according to the structure-performance database. The sensor mount on an aircraft is shown in
Figure 8a. The optimization goal is to obtain the lightest part with the same strength.
First of all, we analyzed the stress distribution of the part when it is carried by simulation. The sensor mounts model was imported into the ANSYS Workbench (14.5, ANSYS, Inc., Canonsburg, PA, USA) to analyze the maximum stress and deformation of the structure. To simulate the force situation during the launch of the satellite structure, one side of the sensor mount was fixed, while the load was 10 times the gravitational acceleration (
Figure 8b).
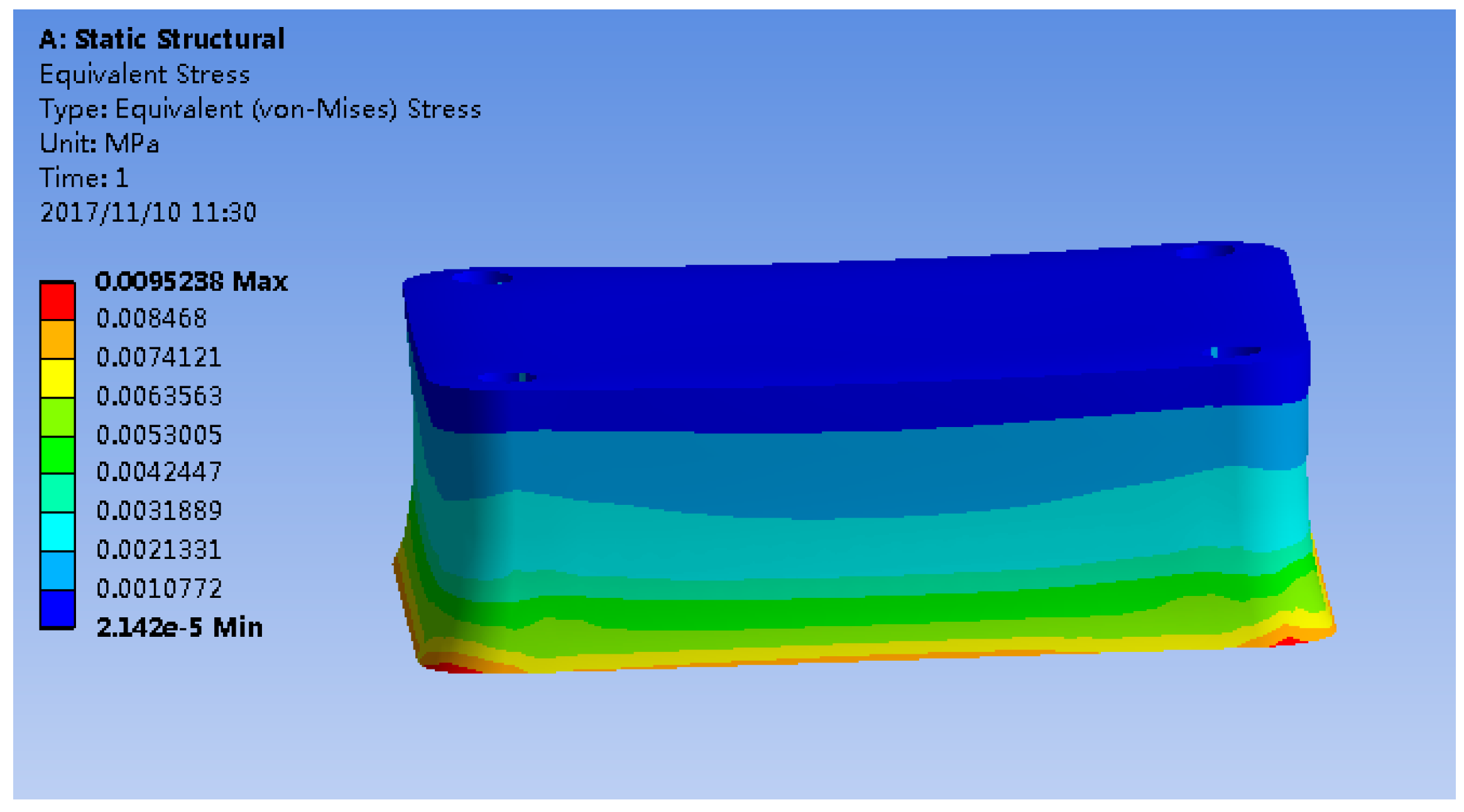
As shown in
Figure 9, the maximum stress of the sensor holder is 9.5 × 10
3 Pa, with the stress increasing from the upper surface to the lower surface.
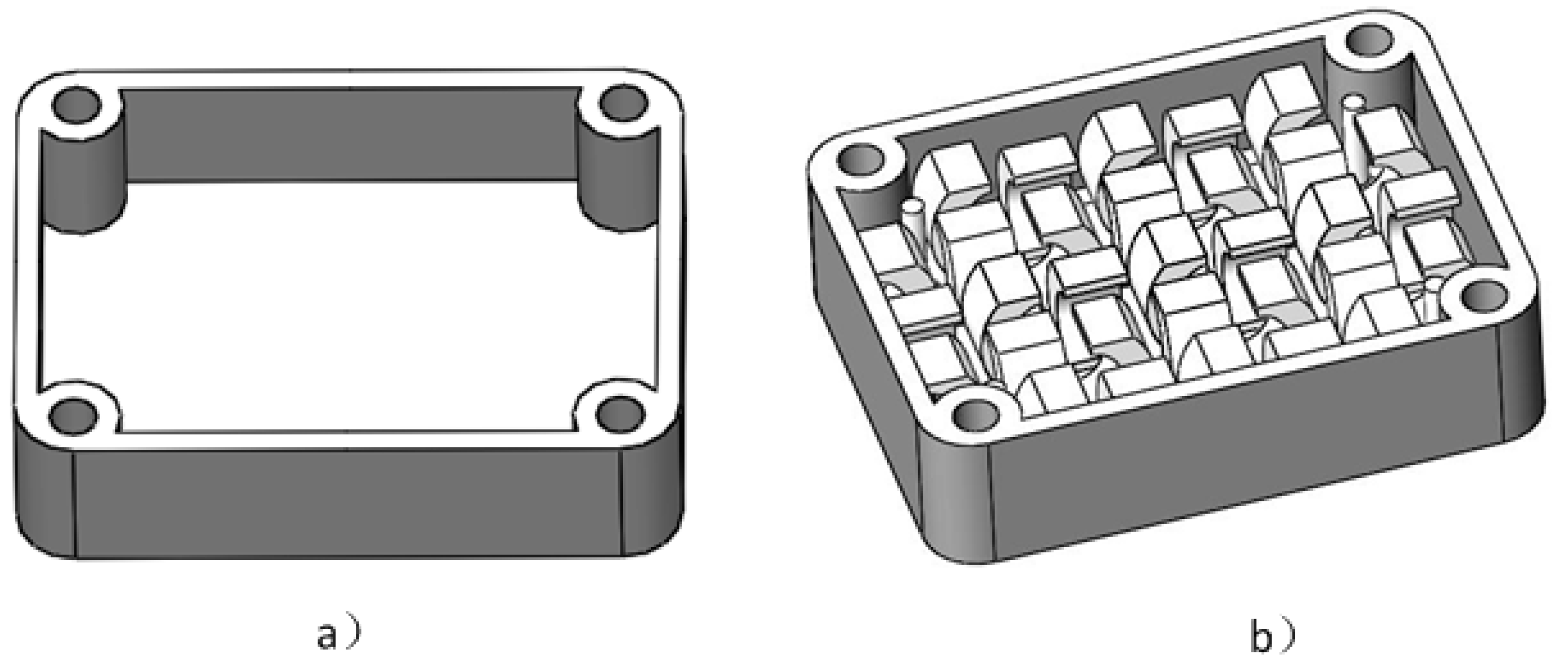
We created the shell of the model in the Solidworks software. According to a previous study [
19], when the thickness of the skin is 2 mm, the structure can achieve higher strength and rigidity, while the weight reduces. Therefore, the thickness of the shell was set at 2 mm and the sensor mount after the shell operation is shown in
Figure 10a.
Following this, we decomposed the model. According to the stress distribution and shape characteristics, the model was divided into two parts: the mounting hole at four corners and the planar structure. Thin-walled structures and auxiliary structures, such as bolt holes, screw holes, keyways, and auxiliary positioning structures, were not suitable for internal structural reconstruction. Therefore, mainly the middle plane structure was redesigned.
Based on the structure-performance database, a suitable manufacturable unit was selected for filling the gaps, according to the characteristics of each decomposed structure. As the main loading is pressure, the planar structure was considered to fill bow structure units.
The maximum stress of the sensor holder is 9.5 × 10
3 Pa, so every unit in
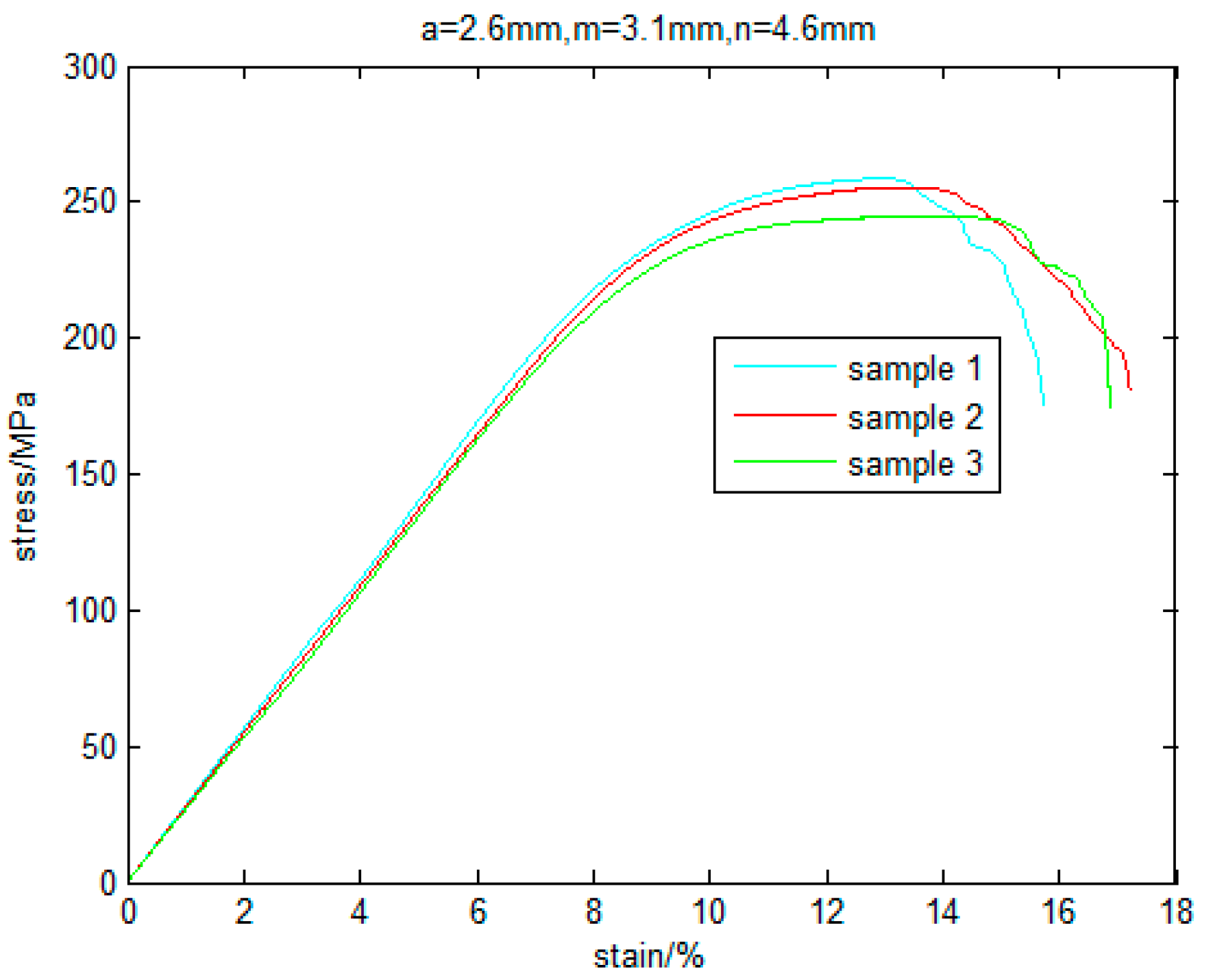
Table 6 meets its strength requirements. According to the optimization goal, the paper chose the bow structure with
a of 2.6 mm,
m of 2.7 mm, and
n of 4.6 mm to reconstruct the structure for the lightest part. The reconstructed model of the sensor mounting is shown in
Figure 10b.
Finally, this paper verified the strength of reconstructed bearings through simulation. As shown in
Figure 11, the maximum stress occurs at the junction of the unit and the supporting lower plate. This maximum stress is 2.5 × 10
4 Pa, which is far less than the average yield strength of the TC4 1000 MPa.
At this time, according to the volume of the three-dimensional model, the weight of the reconstructed model was reduced by 36.8%.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








