Optimization of A354 Al-Si-Cu-Mg Alloy Heat Treatment: Effect on Microstructure, Hardness, and Tensile Properties of Peak Aged and Overaged Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Castings Production
2.2. Heat Treatment Optimization
2.3. Mechanical Characterization
3. Results and Discussion
3.1. Heat Treatment Optimization
3.2. Overaging of the A354-T6 Alloy
3.3. Mechanical Characterization
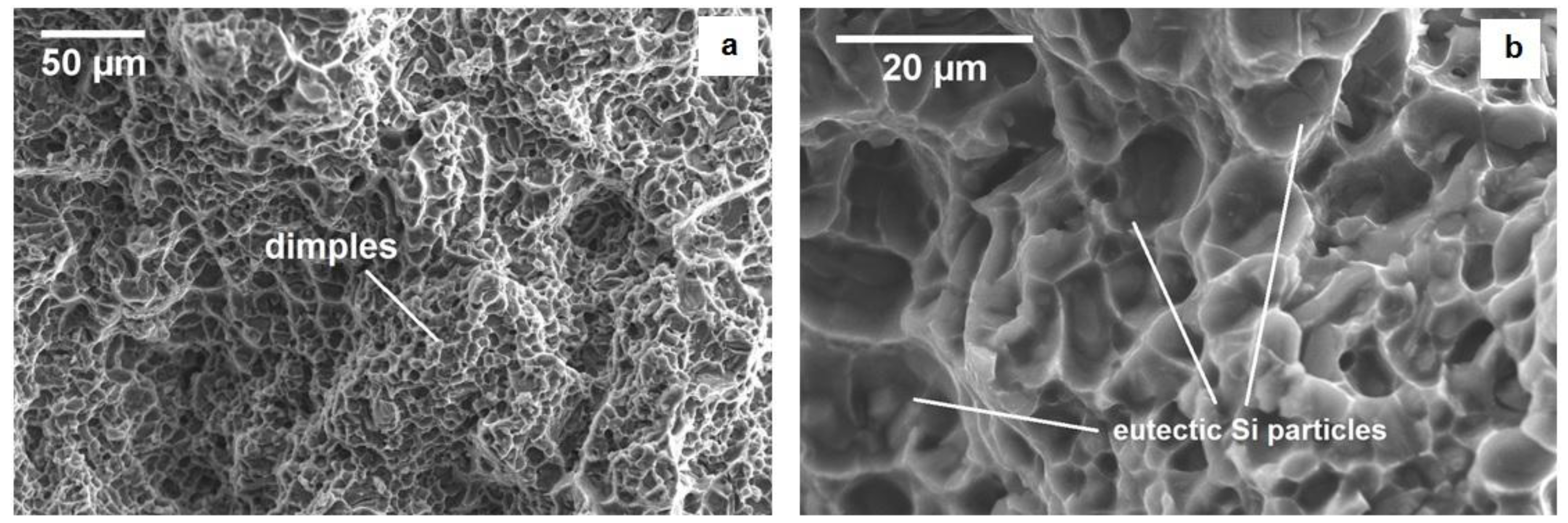
3.4. Fractographic Analyses
4. Conclusions
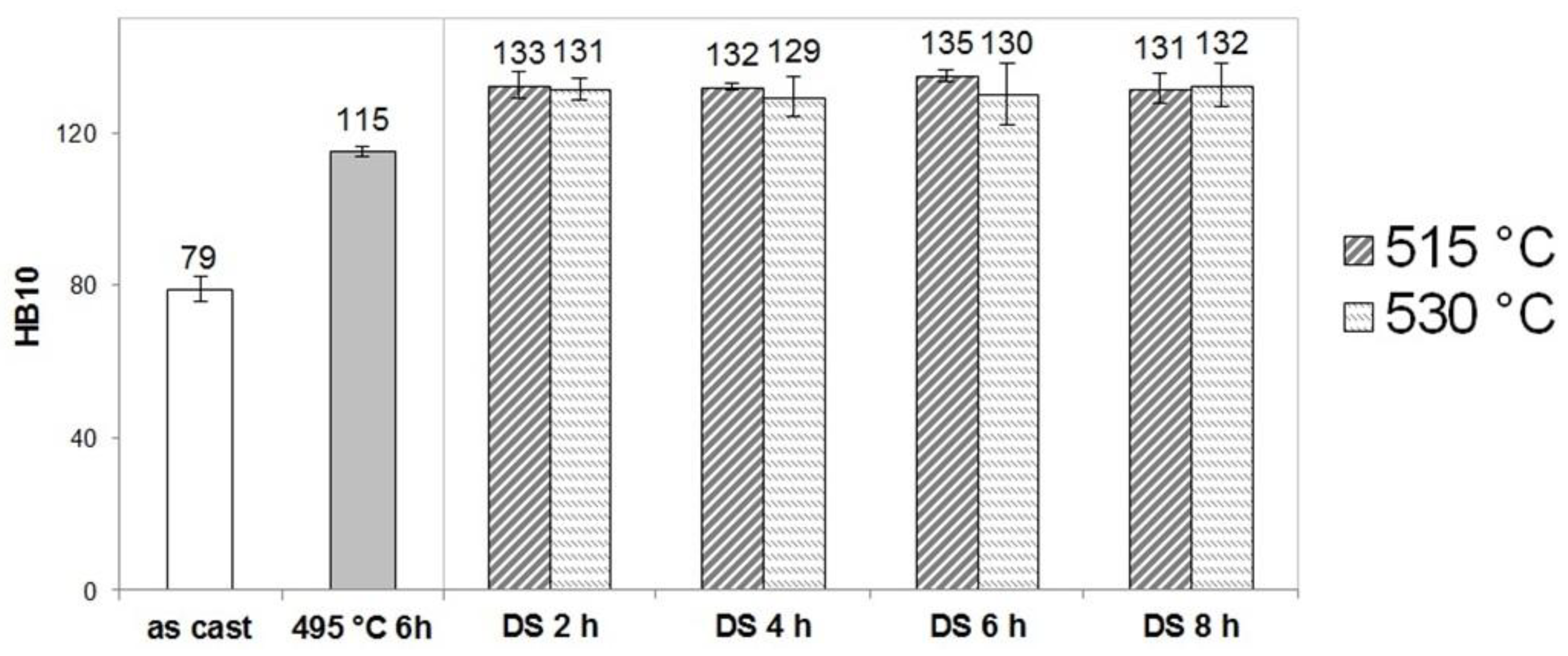
- In order to avoid incipient melting during the solution treatment, a first solution stage consisting in 6 h at 495 °C was required to dissolve the low melting compounds. A second solution stage at higher temperature (515 °C–2 h) was defined both to maximize hardness enhancement by bringing into the solution Cu and Mg in the α-Al and making them available for artificial aging while maintaining treatment time and temperature as limited as possible. The quenching condition was kept fixed (water at 60 °C).
- The peak hardness for the A354 alloy (136 HB) was obtained after artificial aging for 6 h at 180 °C after the double stage solution treatment and quenching.
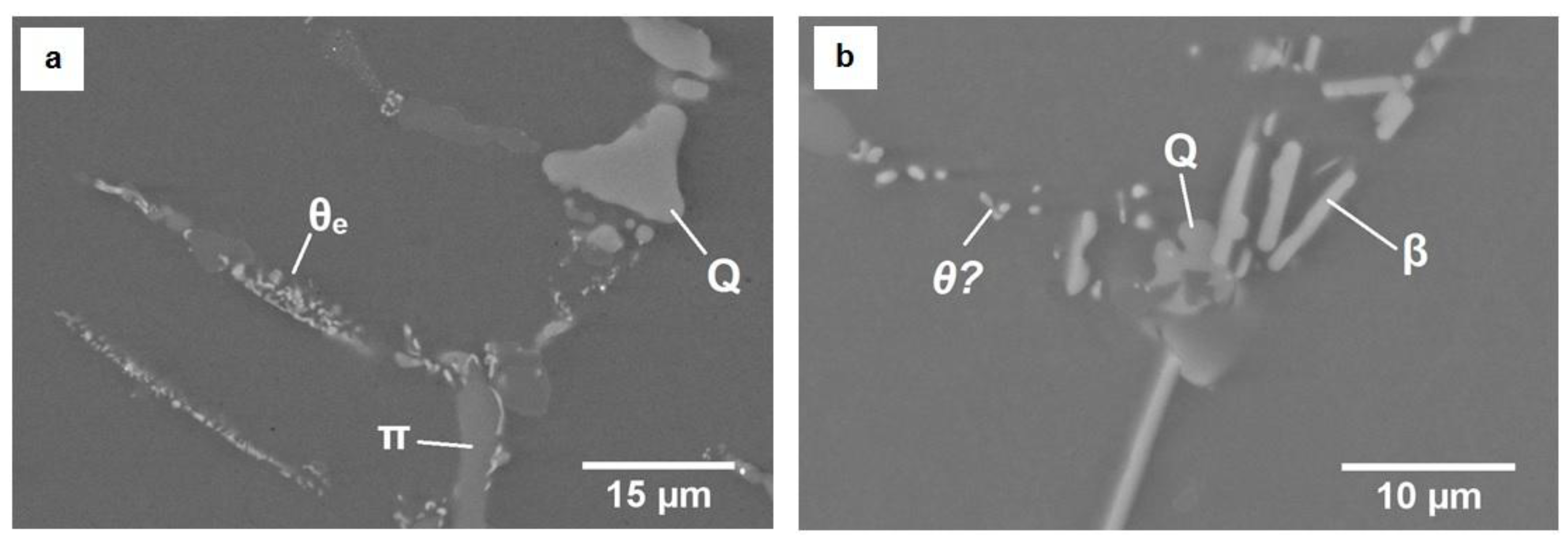
- Over aging curves highlighted the superior thermal stability of the quaternary A354 alloy in comparison to the ternary A356 alloy on account of the beneficial effect of Cu addition. Such behavior is related to the presence of Cu-based Q quaternary precipitates induced by heat treatment in Al-Si-Cu-Mg alloys, which are reported in the literature to possess higher coarsening resistance in comparison to β-Mg2Si and θ-Al2Cu phases found in ternary alloys.
- Compared to an industrial practice heat treatment, the proposed double stage heat treatment conferred to A354 alloy enhanced hardness and tensile strength at room temperature (HB, YS, UTS) while maintaining a good level of ductility. In addition, benefits in terms of high temperature (210 °C) exposure resistance were registered.
Funding
Acknowledgments
References
- Mondolfo, L. Aluminum Alloys: Structure & Properties; Butterworths & Co.: London, UK, 1976. [Google Scholar]
- Mohamed, A.M.A.; Samuel, F.H.; Kahtani, S.A.l. Microstructure, tensile properties and fracture behavior of high temperature Al–Si–Mg–Cu cast alloys. Mater. Sci. Eng. A 2013, 577, 64–72. [Google Scholar] [CrossRef]
- Lasa, L.; Rodrigues-Ibabe, J. Evolution of the main intermetallic phases in Al-Si-Cu-Mg casting alloys during solution treatment. J. Mater. Sci. 2004, 39, 1343–1355. [Google Scholar] [CrossRef]
- Han, Y.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Optimizing the tensile properties of Al–Si–Cu–Mg 319-type alloys: Role of solution heat treatment. Mater. Des. 2014, 58, 426–438. [Google Scholar] [CrossRef]
- Kasprzak, W.; Amirkhiz, B.S.; Niewczas, M. Structure and properties of cast Al–Si based alloy with Zr–V–Ti additions and its evaluation of high temperature performance. J. Alloys Compd. 2014, 595, 67–79. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Javidani, M.; Hoseini, M.; Larouche, D.; Pekguleryuz, M. Phase formation in as-solidified and heat-treated Al–Si–Cu–Mg–Ni alloys: Thermodynamic assessment and experimental investigation for alloy design. J. Alloys Compd. 2013, 551, 596–606. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Pekguleryuz, M. Enhanced mechanical properties of an Al–Si–Cu–Mg alloy at 300 °C: Effects of Mg and the Q-precipitate phase. Mater. Sci. Eng. A 2015, 621, 277–286. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Morri, A.; Toschi, S.; Johansson, S.; Seifeddine, S. Effect of microstructure and overaging on the tensile behavior at room and elevated temperature of C355-T6 cast aluminum alloy. Mater. Des. 2015, 83, 626–634. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Toschi, S.; Johansson, S.; Seifeddine, S. Microstructural and mechanical properties characterization of heat treated and overaged cast A354 alloy with various SDAS at room and elevated temperature. Mater. Sci. Eng. A 2015, 648, 340–349. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Banerjee, R.; Doty, H.W.; Kaufman, M.J. The effect of Mg on the structure and properties of Type 319 aluminum casting alloys. Acta Mater. 2009, 57, 1308–1317. [Google Scholar] [CrossRef]
- Sokolowski, J.H.; Djurdjevic, M.B.; Kierkus, C.A.; Northwood, D.O. Improvement of 319 aluminum alloy casting durability by high temperature solution treatment. J. Mater. Process. Technol. 2001, 109, 174–180. [Google Scholar] [CrossRef]
- Samuel, F. Incipient melting of Al5Mg8Si6Cu2 and Al2Cu intermetallics in unmodified and strontium-modified Al–Si–Cu–Mg (319) alloys during solution heat treatment. J. Mater. Sci. 1998, 33, 2283–2297. [Google Scholar] [CrossRef]
- ASTM E 10-08 Standard Test Method for Brinell Hardness of Metallic Materials; ASM International: West Conshohocken, PA, USA, 2007.
- ISO 6892-1:2009, Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; ISO: Geneva, Switzerland, 2009.
- Sjölander, E.; Seifeddine, S. Optimization of Solution Treatment of Cast Al-7Si-0.3Mg and Al-8Si-3Cu-0.5Mg Alloys. Metall. Mater. Trans. A 2014, 45, 1916–1927. [Google Scholar] [CrossRef]
- Li, Z.; Samuel, A.M.; Samuel, F.H.; Ravindran, C.; Valtierra, S. Effect of alloying elements on the segregation and dissolution of CuAl2 phase in Al-Si-Cu 319 alloys. J. Mater. Sci. 2003, 38, 1203–1218. [Google Scholar] [CrossRef]
- Han, Y.M.; Samuel, A.M.; Samuel, F.H.; Doty, H.W. Dissolution of Al2Cu phase in non-modified and Sr modified 319 type alloys. Int. J. Cast Met. Res. 2008, 21, 387–393. [Google Scholar] [CrossRef]
- Lu, T.; Wu, J.; Pan, Y.; Tao, S.; Chen, Y. Optimizing the tensile properties of Al–11Si–0.3Mg alloys: Role of Cu addition. J. Alloys Compd. 2015, 631, 276–282. [Google Scholar] [CrossRef]
- Javidani, M.; Larouche, D.; Chen, X.G. Dissolution of Cu/Mg Bearing Intermetallics in Al-Si Foundry Alloys. Metall. Mater. Trans. A 2016, 47, 4818–4830. [Google Scholar] [CrossRef]
- Bäckerud, L.; Chai, G.; Tamminen, J. Solidification Characteristics of Aluminum Alloys. Volume 2, Foundry alloys; Department of Structural Chemistry, University of Stockholm, AFS/Skanaluminium: Oslo, Sweden, 1990. [Google Scholar]
- Toschi, S. Cast Aluminum Alloys and Al-Based Nanocomposites with Enhanced Mechanical Properties at Room and High Temperature: Production and Characterization. Ph.D. Thesis, University of Bologna, Bologna, Italy, April 2016. [Google Scholar]
- Wang, G.; Bian, X.; Wang, W.; Zhang, J. Influence of Cu and minor elements on solution treatment of Al–Si–Cu–Mg cast alloys. Mater. Lett. 2003, 57, 4083–4087. [Google Scholar] [CrossRef]
- Samuel, A.; Doty, H.; Valtierra, S.; Samuel, F. Defects related to incipient melting in Al–Si–Cu–Mg alloys. Mater. Des. 2013, 52, 947–956. [Google Scholar] [CrossRef]
- Sandoval, J.H.; Mohamed, A.M.; Valtierra, S.; Samuel, F.H. Mechanical Performance of a cast A354 Aluminium Alloy. Mater. Sci. Forum 2014, 794–796, 489–494. [Google Scholar] [CrossRef]
- Mohamed, A.; Samuel, F.H.; Kahtani, S.A.l. Microstructure, tensile properties and fracture behavior of high temperature Al–Si–Mg–Cu cast alloys. Mater. Sci. Eng. A 2013, 577, 64–72. [Google Scholar] [CrossRef]
- Samuel, F.H.; Samuel, A.M.; Liu, H. Effect of magnesium content on the ageing behavior of water-chilled Al-Si-Cu-Mg-Fe-Mn (380) alloy castings. J. Mater. Sci. 1995, 30, 2531–2540. [Google Scholar] [CrossRef]
- Lasa, L.; Rodriguez-Ibabe, J. Characterization of the dissolution of the Al2Cu phase in two Al–Si–Cu–Mg casting alloys using calorimetry. Mater. Charact. 2002, 48, 371–378. [Google Scholar] [CrossRef]
- Moustafa, M.A.; Samuel, F.H.; Doty, H.W. Effect of solution heat treatment and additives on the hardness, tensile properties and fracture behaviour of Al-Si (A413.1) automotive alloys. J. Mater. Sci. 2003, 38, 4523–4534. [Google Scholar] [CrossRef]
- Alfonso, I.; Maldonado, C.; Gonzalez, G.; Bedolla, A. Effect of Mg content and solution treatment on the microstructure of Al-Si-Cu-Mg alloys. J. Mater. Sci. 2006, 41, 1945–1952. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S. Artificial ageing of Al–Si–Cu–Mg casting alloys. Mater. Sci. Eng. A 2011, 528, 7402–7409. [Google Scholar] [CrossRef]
- Taylor, J.A. The Effect of Iron in Al-Si Casting Alloys. In Proceedings of the 35th Australian Foundry Institute National Conference, Adelaide, South Australia, 31 October–3 November 2004. [Google Scholar]
- Taylor, J.; St. John, D.; Zheng, L.; Edwards, G.; Barresi, J.; Couper, M. Solution treatment effects in Al–Si–Mg casting alloys: Part 1—Intermetallic phases. Alum. Trans. Int. J. 2001, 4–5, 95–100. [Google Scholar]
- Mbuya, T.; Odera, B.; Ng’ang’a, S.P. Influence of iron on castability and properties of aluminium silicon alloys: Literature review. Int. J. Cast Met. Res. 2003, 16, 451–465. [Google Scholar] [CrossRef]
- Ibrahim, M.F.; Samuel, E.; Samuel, A.M.; Al-Ahmari, A.M.A.; Samuel, F.H. Metallurgical parameters controlling the microstructure and hardness of Al–Si–Cu–Mg base alloys. Mater. Des. 2011, 32, 2130–2142. [Google Scholar] [CrossRef]
- Ammar, H.R.; Samuel, A.M.; Samuel, F.H.; Simielli, E.; Sigworth, G.K.; Lin, J.C. Influence of Aging Parameters on the Tensile Properties and Quality Index of Al-9 Pct Si-1.8 Pct Cu-0.5 Pct Mg 354-Type Casting Alloys. Metall. Mater. Trans. A 2011, 43, 61–73. [Google Scholar] [CrossRef]
- Li, R.X.; Li, R.D.; Zhao, Y.H.; He, L.Z.; Li, C.X.; Guan, H.R.; Hu, Z.Q. Age-hardening behavior of cast Al–Si base alloy. Mater. Lett. 2004, 58, 2096–2101. [Google Scholar] [CrossRef]
- Cerri, E.; Evangelista, E.; Spigarelli, S.; Cavaliere, P.; Dericcardis, F. Effects of thermal treatments on microstructure and mechanical properties in a thixocast 319 aluminum alloy. Mater. Sci. Eng. A 2000, 284, 254–260. [Google Scholar] [CrossRef]
- Lifshitz, I.M.; Slyozov, V.V. The kinetics of precipitation from supersaturated solid solutions. J. Phys. Chem. Solids 1961, 19, 35–50. [Google Scholar] [CrossRef]
- Knipling, K.E.; Dunand, D.C.; Seidman, D.N. Criteria for developing castable, creep-resistant aluminum-based alloys—A review. Zeitschrift Für Metall. 2006, 97, 246–265. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Chen, X.G.; Pekguleryuz, M. Dispersoid strengthening of a high temperature Al–Si–Cu–Mg alloy via Mo addition. Mater. Sci. Eng. A 2015, 620, 181–189. [Google Scholar] [CrossRef]
- Wang, Q.G. Microstructural Effects on the Tensile and Fracture Behavior of Aluminum Casting Alloys A356/357. Metall. Mater. Trans. A 2003, 34, 2887–2899. [Google Scholar] [CrossRef]
- Caceres, C.H.; Davidson, C.; Griffiths, J. The deformation and fracture behaviour of an Al-Si-Mg casting alloy. Mater. Sci. Eng. A 1995, 197, 171–179. [Google Scholar] [CrossRef]
- Casari, D.; Merlin, M.; Garagnani, G.L. A comparative study on the effects of three commercial Ti–B-based grain refiners on the impact properties of A356 cast aluminium alloy. J. Mater. Sci. 2013, 48, 4365–4377. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Mg | Fe | Mn | Ti | Al |
|---|---|---|---|---|---|---|
| 8.608 | 1.746 | 0.467 | 0.113 | 0.003 | 0.122 | Bal. |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toschi, S. Optimization of A354 Al-Si-Cu-Mg Alloy Heat Treatment: Effect on Microstructure, Hardness, and Tensile Properties of Peak Aged and Overaged Alloy. Metals 2018, 8, 961. https://doi.org/10.3390/met8110961
Toschi S. Optimization of A354 Al-Si-Cu-Mg Alloy Heat Treatment: Effect on Microstructure, Hardness, and Tensile Properties of Peak Aged and Overaged Alloy. Metals. 2018; 8(11):961. https://doi.org/10.3390/met8110961
Chicago/Turabian StyleToschi, Stefania. 2018. "Optimization of A354 Al-Si-Cu-Mg Alloy Heat Treatment: Effect on Microstructure, Hardness, and Tensile Properties of Peak Aged and Overaged Alloy" Metals 8, no. 11: 961. https://doi.org/10.3390/met8110961
APA StyleToschi, S. (2018). Optimization of A354 Al-Si-Cu-Mg Alloy Heat Treatment: Effect on Microstructure, Hardness, and Tensile Properties of Peak Aged and Overaged Alloy. Metals, 8(11), 961. https://doi.org/10.3390/met8110961