1. Introduction
The friction stir welding (FSW) process is quickly becoming the joining method of choice for aluminum alloys. The solid-state process is able to form high-fidelity welds at excellent throughput rates. Because of the solid-state nature of the method, many types of defects are avoided that are associated with melting and solidification in conventional fusion welding processes. Nevertheless, depending on the process parameters, FSW joints can have volumetric defects that are detrimental to the ultimate strength of the joint. Determining the FSW process parameters that will prevent defects is a difficult task—one that is typically performed using trial and error experimentation. These experiments are costly and time-consuming. Given the inherent complexity of the friction stir welding process, the determination of optimal process parameters is an important field of research. Many researchers [
1,
2,
3,
4,
5,
6,
7] have worked on determining optimal process parameters. These groups have focused on optimizing joint strength via experimental work. The general conclusion from these groups is that the rotational and advancing speeds play the most important role in the final weld quality.
Tamjidi et al. [
8] used multi-objective biogeography-based optimization to optimize the process parameters for dissimilar butt joints composed of AA6061-T6 and AA7075-T6. Their approach allowed them to find the optimal tool speed, tilt, and offset based on a series of experiments in the lab. De Filippis et al. [
9] developed an artificial neural network (ANN) to determine optimal process parameters for a butt joint of AA5754-H111. They performed experiments to obtain joint quality based on defects, strength, and hardness. Their ANN model was able to determine optimal rotation and advancing speed with good precision for the heat-affected zone and the ultimate strength of the joint. Vijayan and Rao [
10] used an adaptive neuro-fuzzy inference system (ANFIS) to determine optimal advancing speed, rpm, axial load, and pin profile in order to maximize the tensile properties of aluminum alloys. They compared ANFIS to response surface method (RSM) models and found that ANFIS provided improved robustness and accuracy for the prediction of joint strength. A drawback of using an experimental approach for optimization is that the model must be trained with experimental data, which means that the model would be valid for specific material combinations, tool geometry, and clamping setup. Another set of experiments would then be required if one of these fundamental parameters was varied.
Compared to experimental work, analytical and simulation-based predictions can be well-suited for a wide range of materials and geometries. Qian et al. [
11] proposed an analytical model to optimize process parameters for defect-free welds. They imposed mass conservation and balanced material flow from ahead of the tool towards the rear of the tool. This allowed them to derive an analytical expression for tool rotation and advancing speed based on optimal process temperature. Fraser et al. [
12] used a Monte-Carlo approach coupled with a finite difference solution of the heat diffusion equation to determine optimal process parameter based on an optimal temperature range. Their model was able to predict the optimal advancing speed. However, the thermal model is only well-suited for simple butt joint weld geometries. Chen et al. [
13] used computational fluid dynamics (CFD) to predict process temperature and material flow. They developed a boundary shear stress model that they report better predicts material than a boundary velocity model. Carlone et al. [
14] performed CFD modeling using the commercial code ANSYS CFX to simulate butt joint FSW of AA2024-T3. They were able to predict results such as material flow, grain size, and micro-hardness profiles. Buffa et al. [
15,
16] established a rigid-viscoplastic model of the FSW process in the commercial finite element code DEFORM-3D. They used the model to investigate the feasibility of joining Tailor welded blanks using the FSW process. They also used their approach [
17] to predict residual stresses in AA6064-T4 butt joints with excellent precision. Recently, Paulo et al. [
18] developed an innovative shell-based finite element simulation model of the FSW process. Using a shell element approach drastically reduces the calculation time and allows the user to analyze large welded structures in a reasonable time frame. The model is able to predict residual stresses, hardness, and distortion. A slight drawback is that their model cannot predict surface and internal volumetric defects, since the shell formation does not predict material movement through the thickness of the plates.
Clearly, there is room for improvement regarding the numerical simulation of FSW. Tutum and Hattel [
19] provide a brief review of the challenges and the current state-of-the-art in the numerical simulation of FSW for optimization purposes. They note that one of the major challenges is to significantly reduce the computational time using advanced parallelization strategies. They suggest that the graphics processing units can be efficient resources for improving the performance of complex multi-physics simulation problems. As of yet, there has not been an efficient and robust 3D finite element method (FEM) approach that is able to simulate the material flow in a Lagrangian framework, and thus the defects during FSW. The main difficulty with FEM is related to the use of Gaussian quadrature to resolve the integral weak formulation. Quadrature essentially provides a link between the geometric and computational domains (mapping using isoparametric coordinates). As the finite elements undergo large deformation, the quadrature scheme breaks down (as measured by the determinant of the element Jacobian,
). The quadrature scheme used for the volume integration of a field variable,
, for 3D finite elements is:
where
are the weights over the
n,
m, and
l integration points in the
,
, and
isoparametric directions [
20]. Equation (1) shows that as
diverges away from 1.0, the volume integration becomes less precise. In FSW, the deformation is excessive, and in order to prevent breakdown of quadrature, it is necessary to re-mesh the problem domain. Schmicker [
21] had good success with FEM adaptive re-meshing algorithms in 2D for the rotary friction welding process. Other researchers [
16,
22,
23,
24,
25] have focused on coupled Eulerian–Lagrangian (CEL) and arbitrary Lagrangian–Eulerian (ALE) approaches. These methods have advantages over FEM with re-meshing when it comes to dealing with large deformation. However, they are not true Lagrangian approaches, which makes following the material history difficult. Because of this, quantification of material mixing is not feasible in either CEL or ALE.
Since the major issue with simulating large deformation processes is associated with the mesh, an innovative approach is to use a numerical method that does not require a mesh. Such an approach falls into the class of meshfree methods, whereby the set of partial differential equations describing the physics of FSW are solved at a set of material points. There is a vast array of meshfree methods available, as described by Liu et al. [
26,
27]. Some of the more popular meshfree methods are the local radial point interpolation method (LRPIM) [
28,
29], meshless local Petrov–Galerkin (MLPG) [
30], finite point method (FPM) [
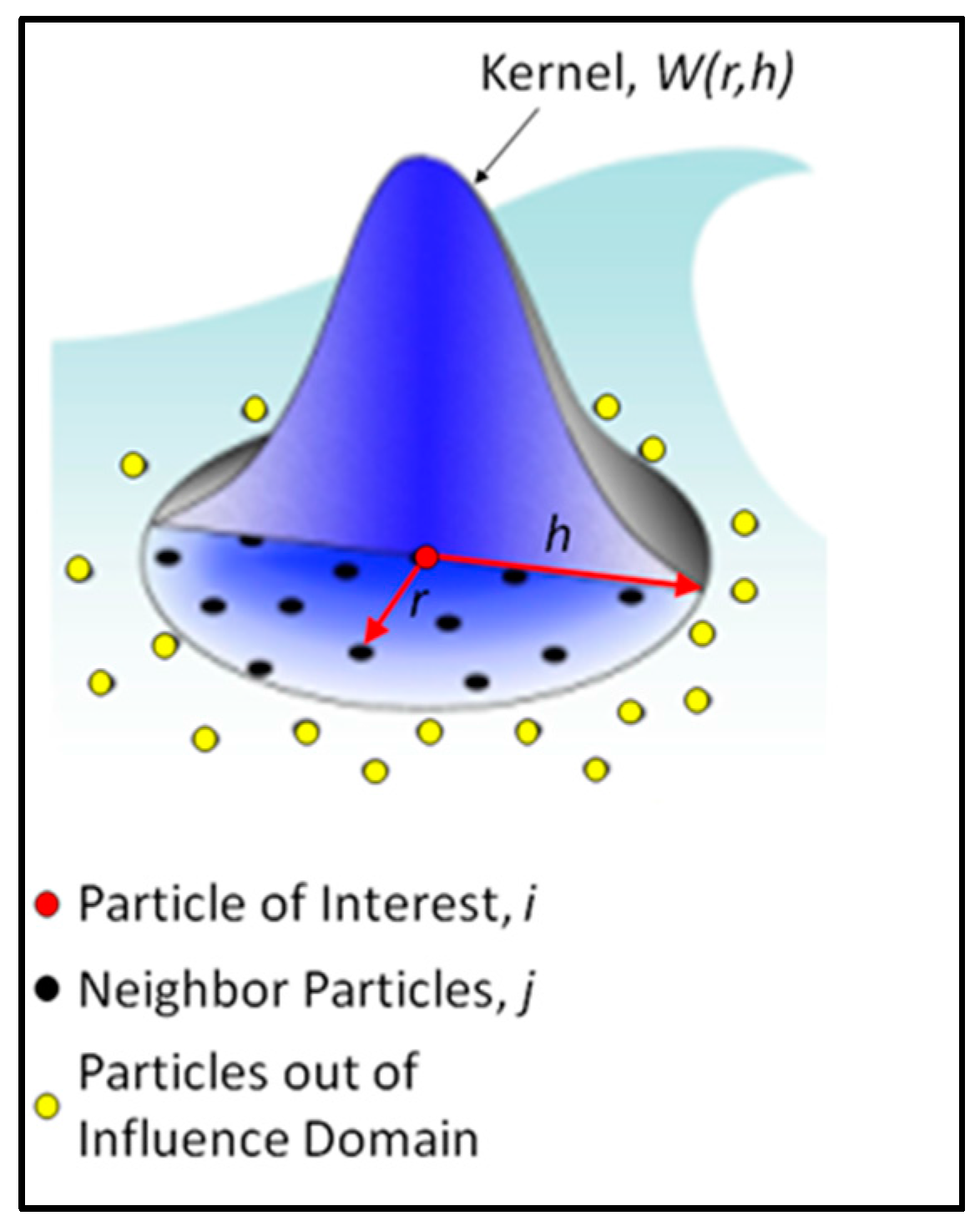
31], as well as the smoothed particle hydrodynamics method (SPH) [
32,
33]. Fraser et al. [
34,
35,
36,
37,
38,
39,
40,
41,
42,
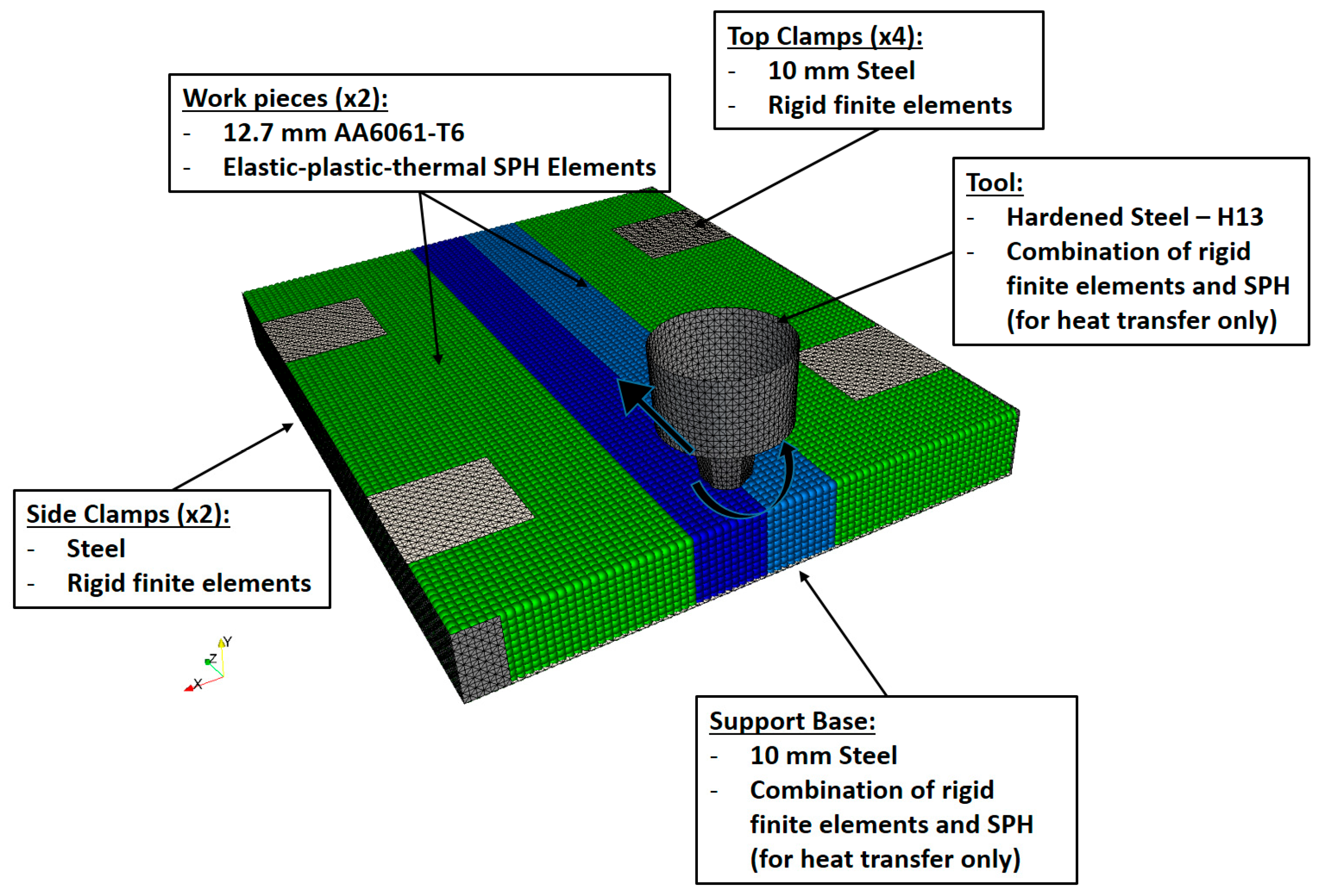
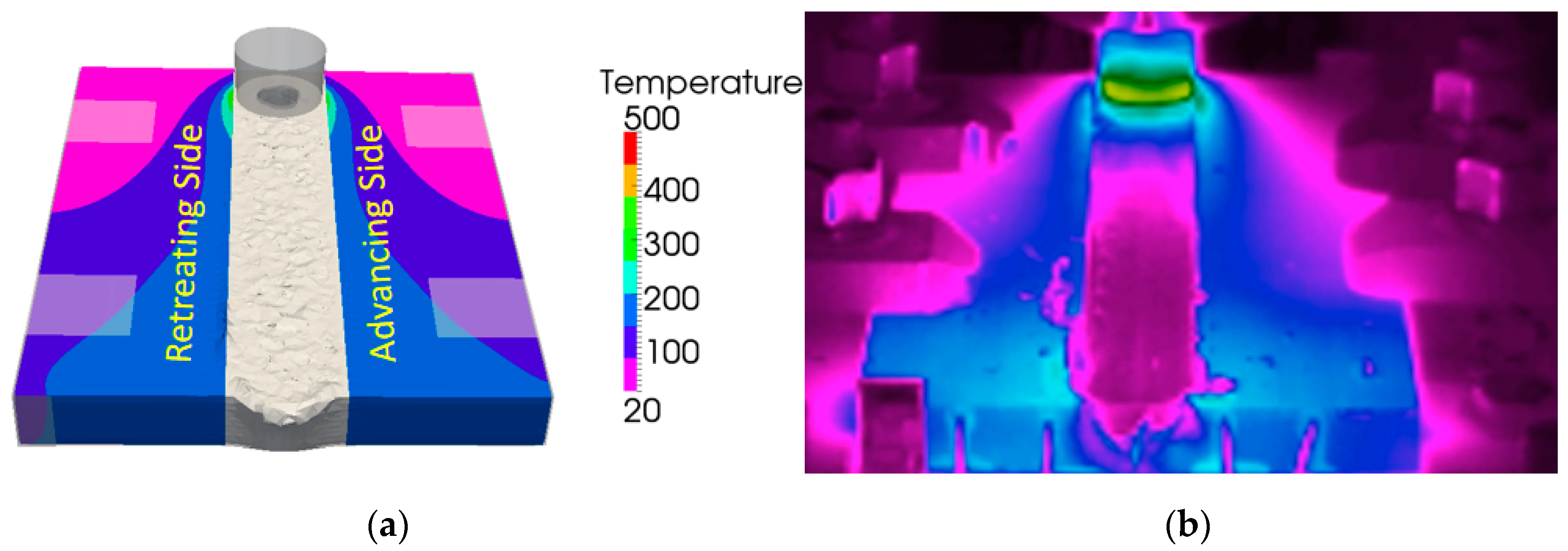
43] have recently developed an advanced meshfree framework on the graphics-processing unit (GPU) to simulate the entire FSW process. Their code—SPHriction-3D—is able to predict temperature, process forces/torques, internal and surface defects, tool wear, and residual stresses.
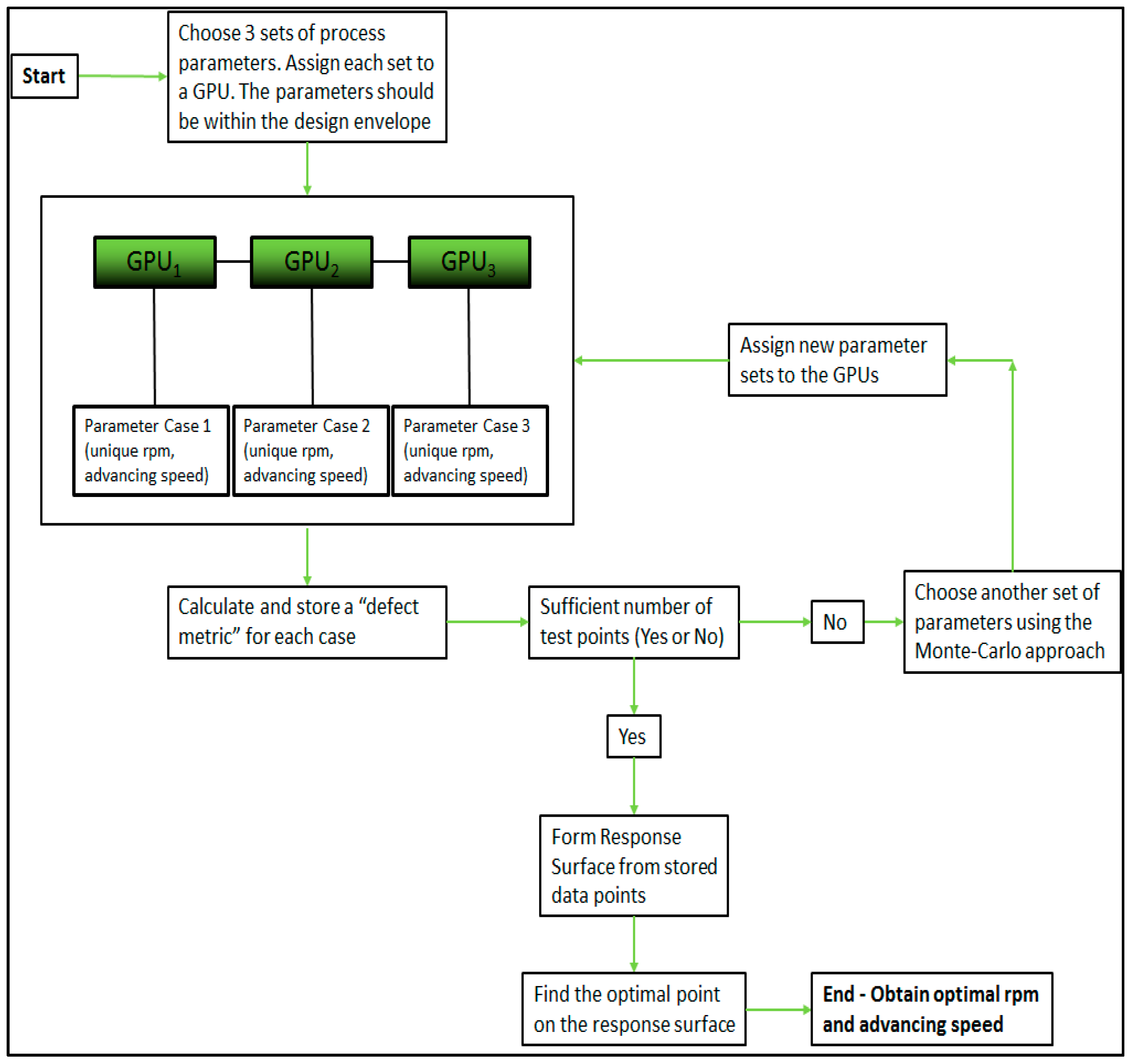
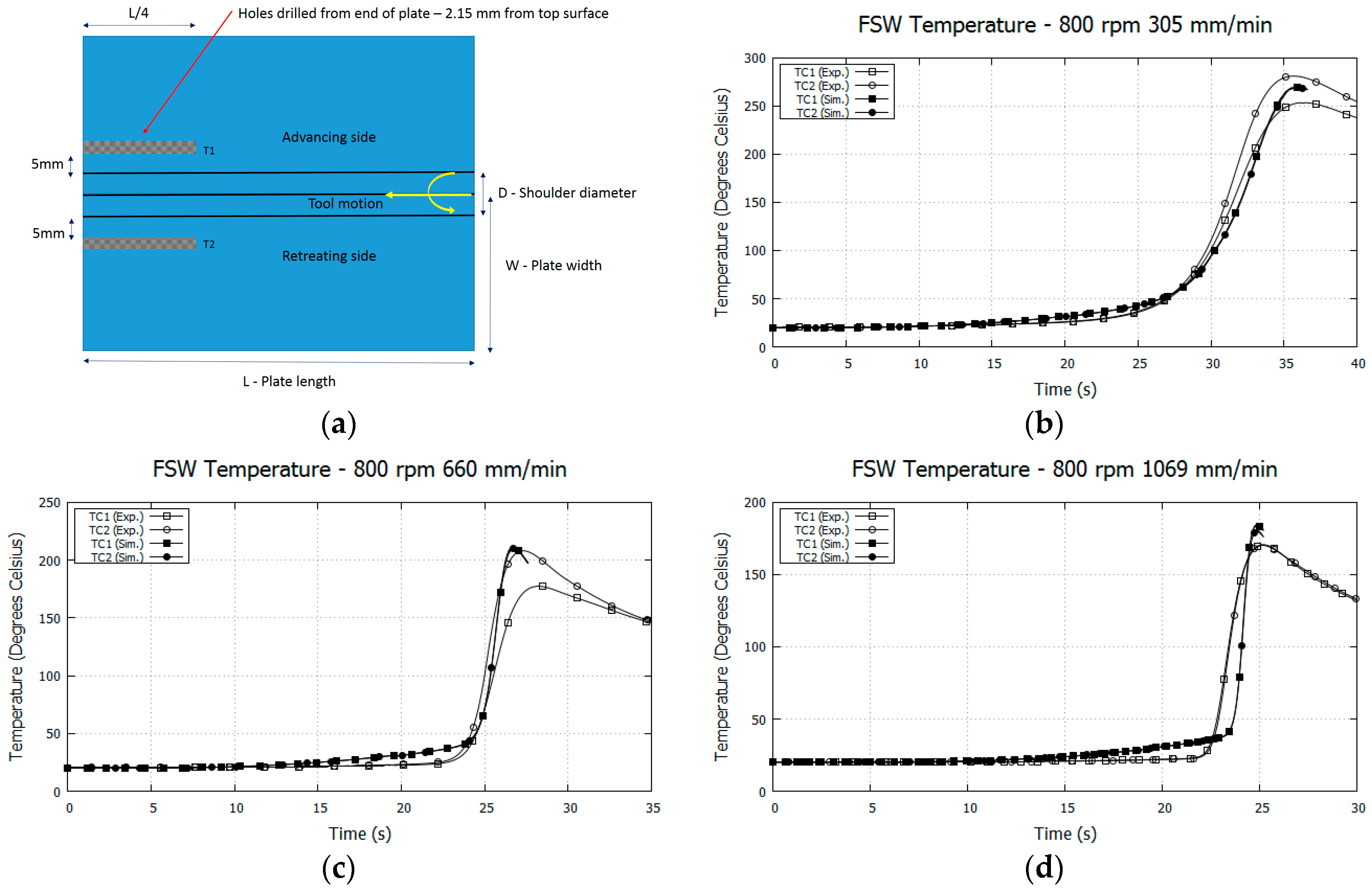
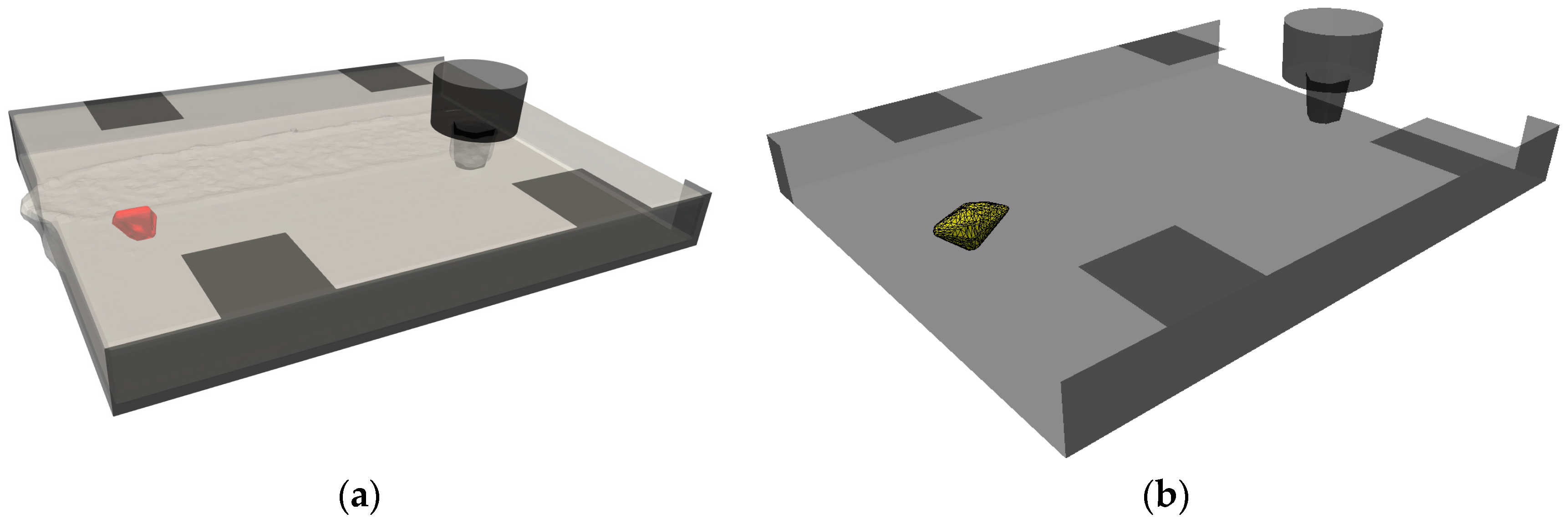
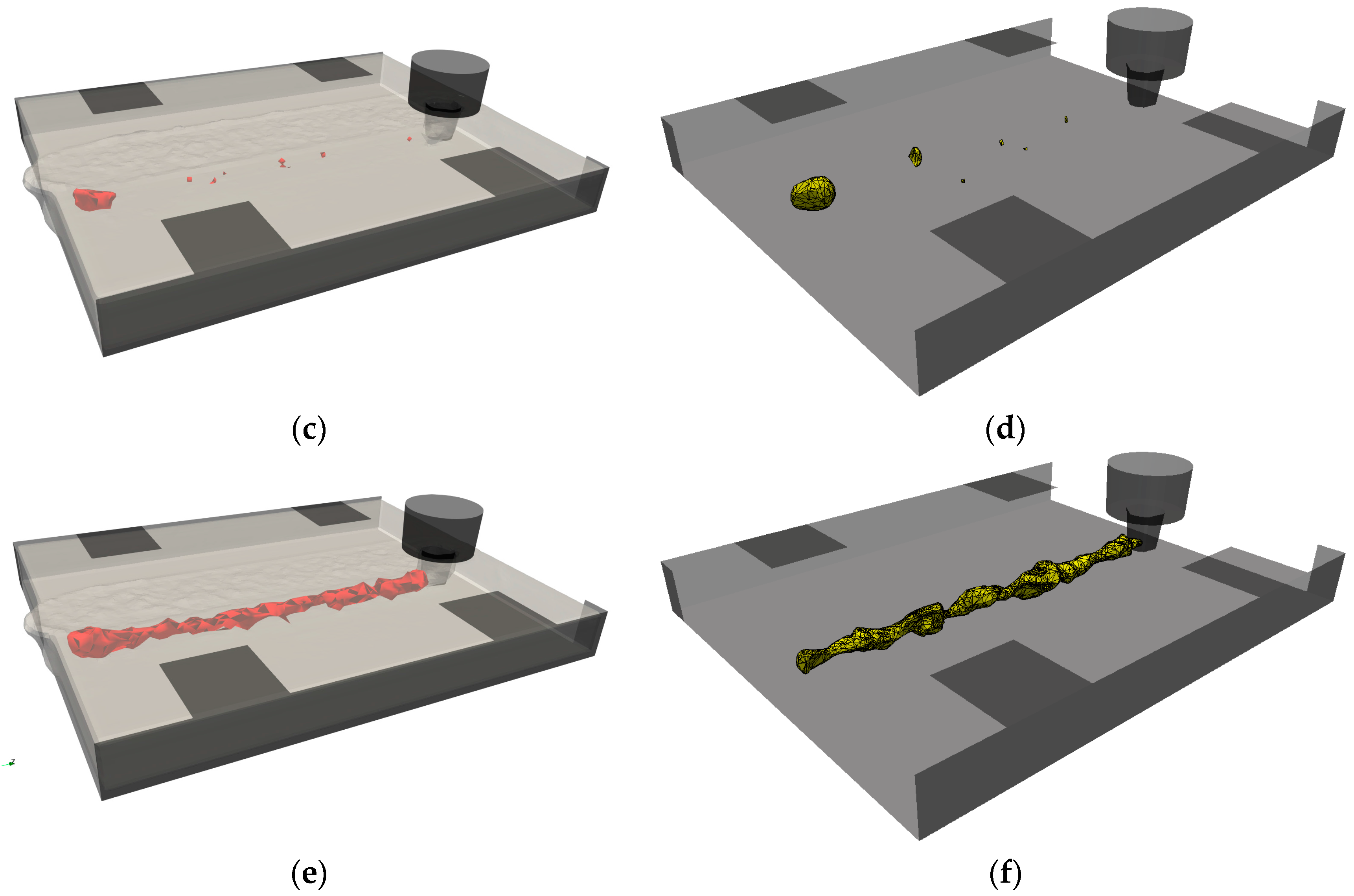
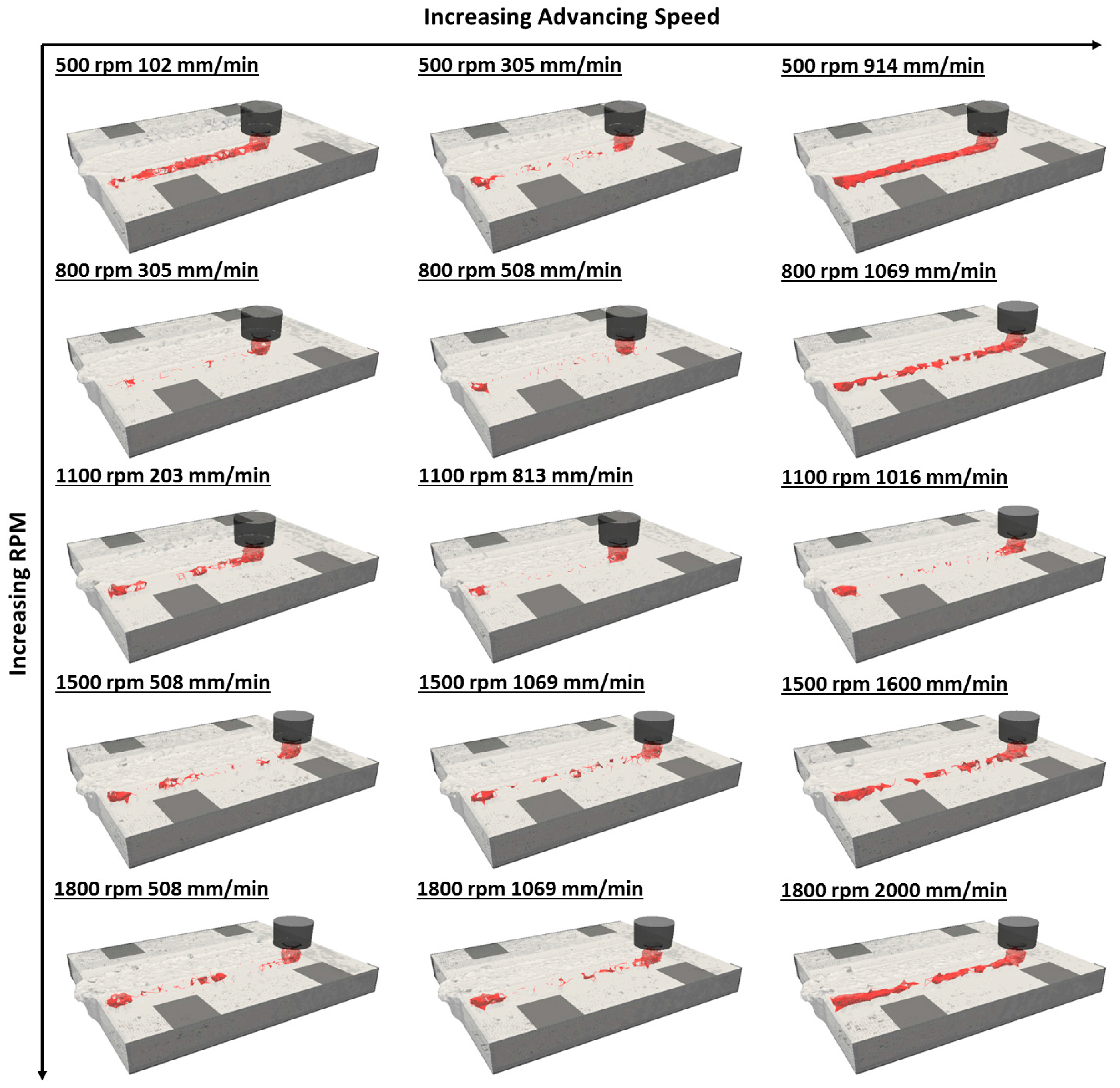
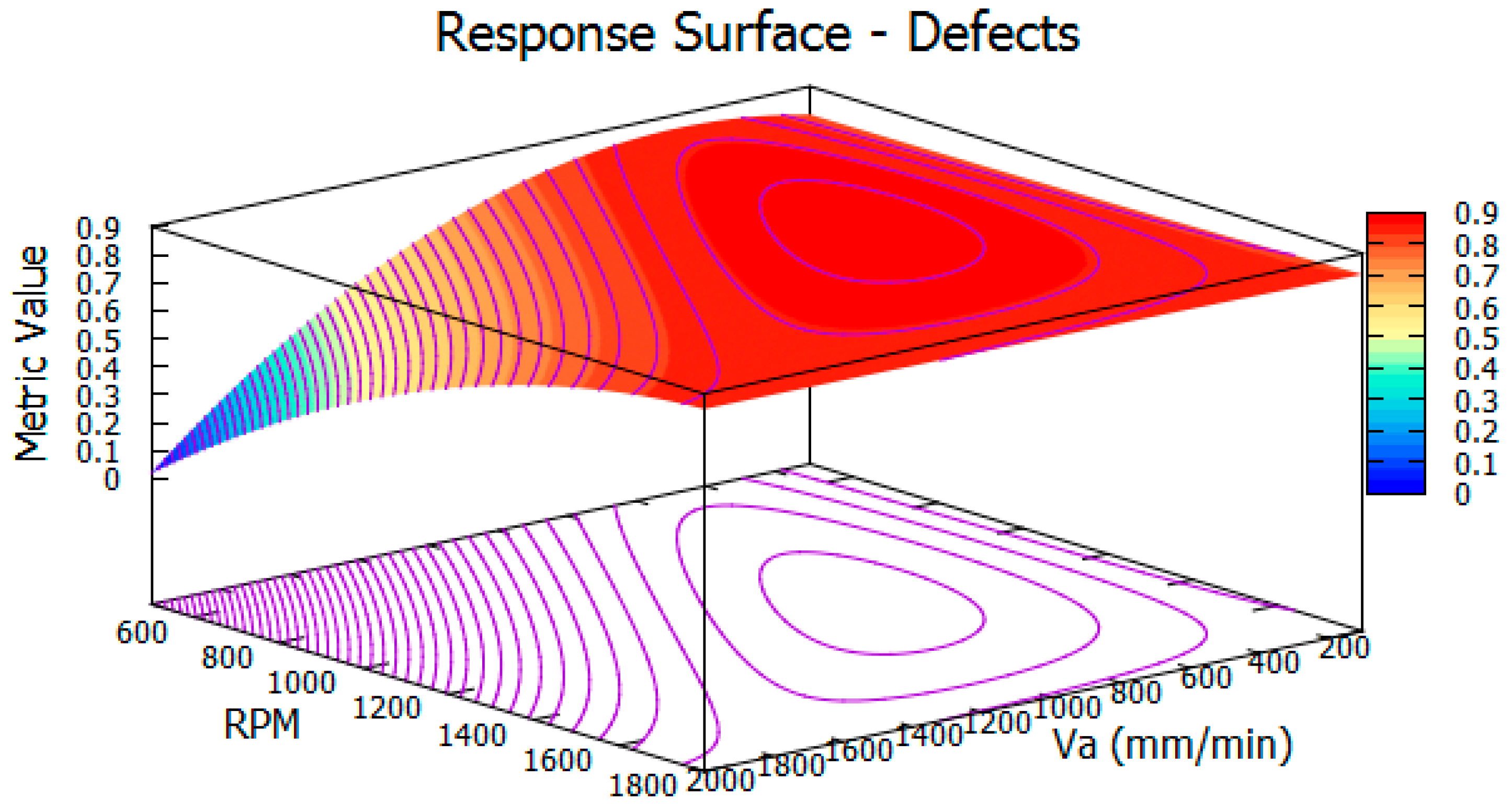
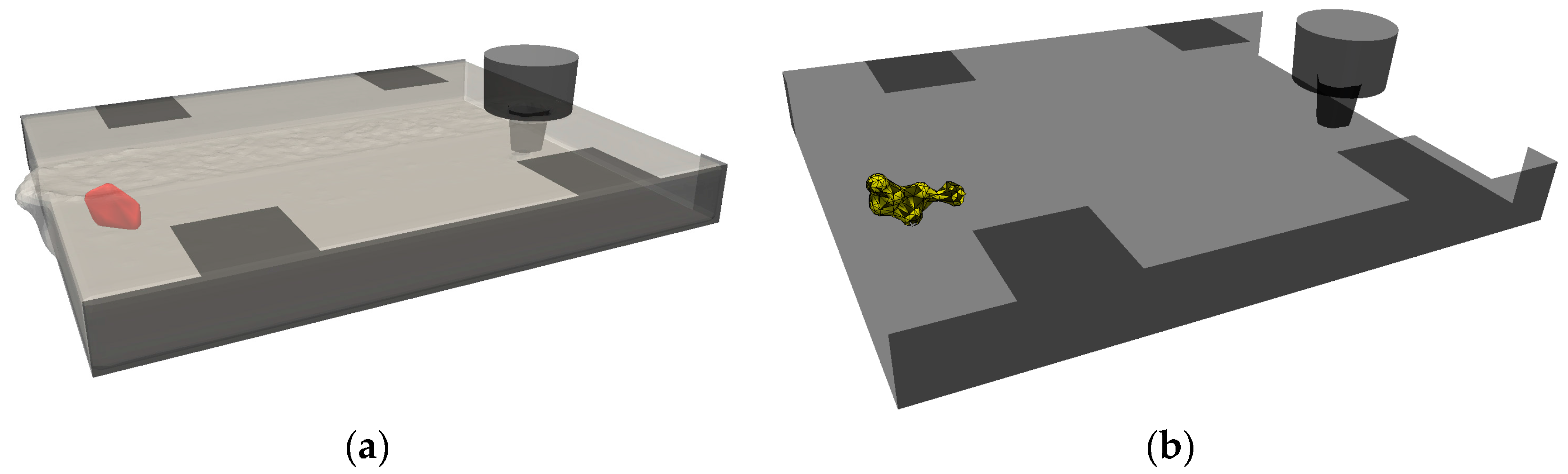
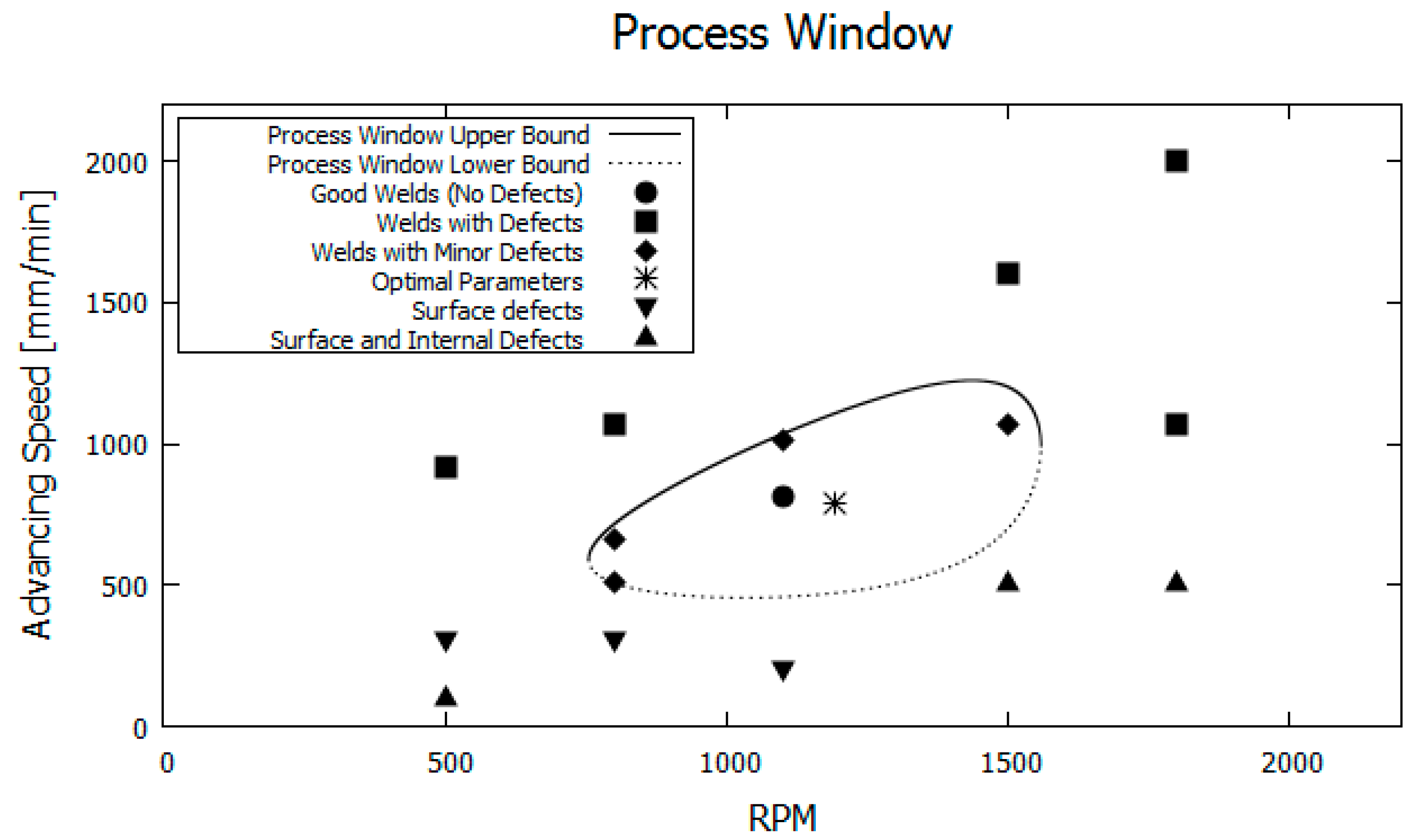
In this work, the meshfree formulation employed in SPHriction-3D is initially outlined. Following that, the code is validated against experimental results for temperature history and defect volume. Next, an automatic defect quantification metric is proposed, which is built on the idea that the material points physically move in the simulation owing to the Lagrangian framework of SPH. This means that a volumetric defect will be captured naturally during the simulation. From the simulation results, the process operating-window is mapped out by considering a maximum admissible defect size. Furthermore, the defect metric is used to form a response surface (RS) that is a function of tool rotation and advancing speed. A steepest descent algorithm is used to determine the optimal process parameters from the RS that minimize the volume of defects. This work presents the first use of a fully-coupled 3D thermo-mechanical numerical approach that minimizes defect volume. Because of the parallel framework on the GPU, the simulation code is able to predict optimal process parameters in an expedient manner, namely within one day, using a multi-GPU computer system as opposed to many weeks with a CPU implementation. The proposed numerical optimization framework is faster and more cost-effective than experiment-based process optimization.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}