Friction Stir Welding of Non-Heat-Treatable High-Strength Alloy 5083-O

 ,
,
Abstract
:1. Introduction
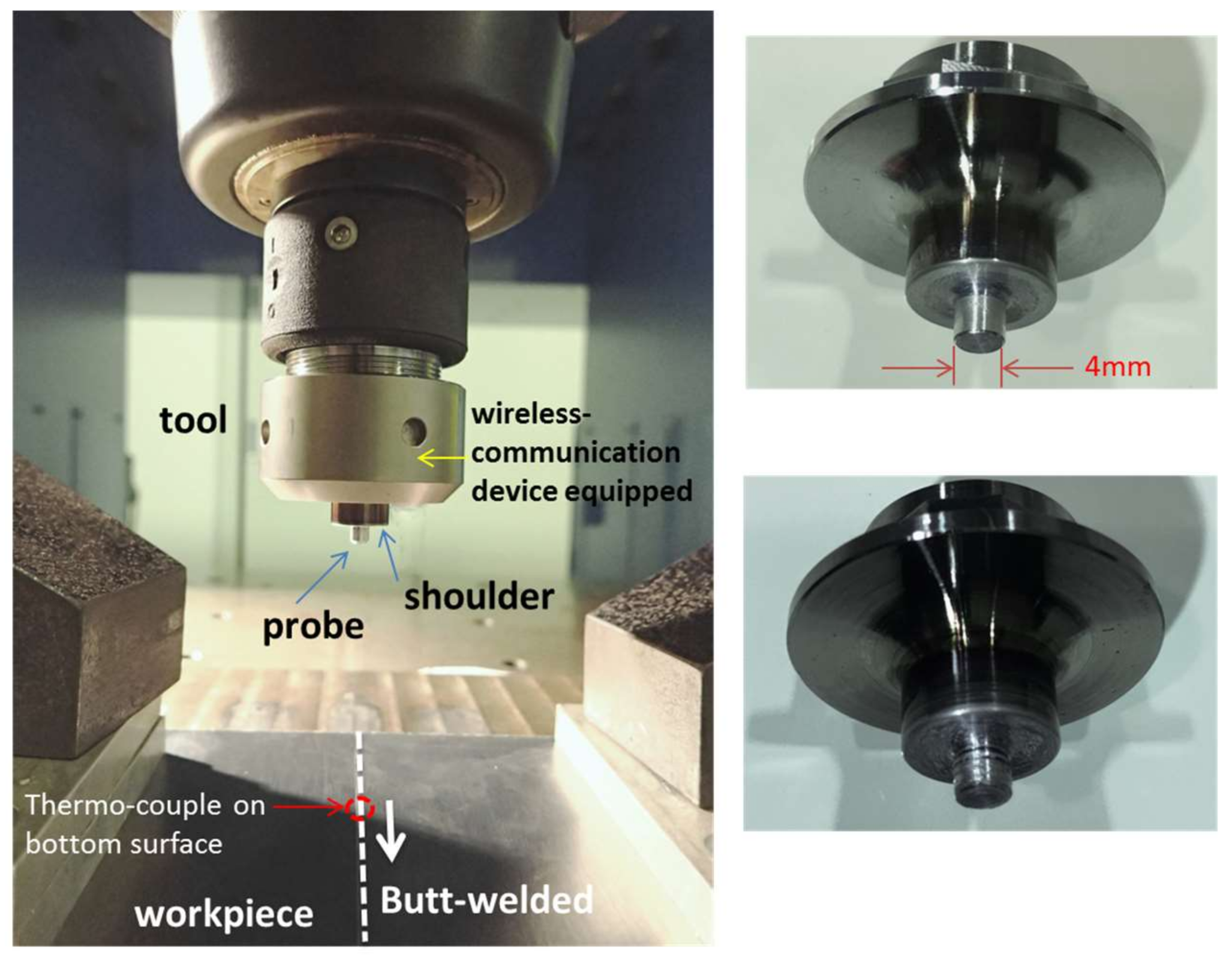
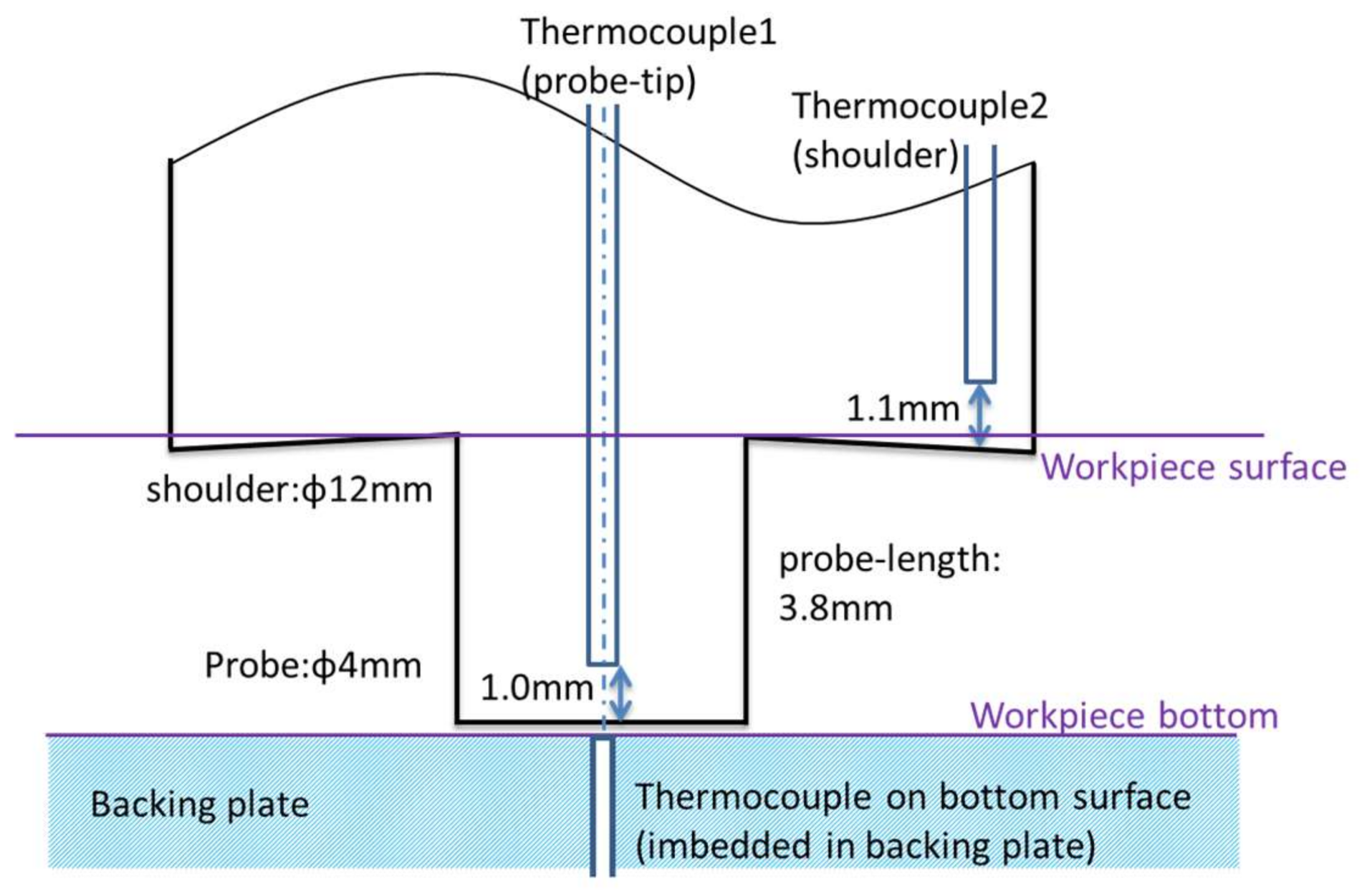
2. Experiment Procedures
3. Analysis Procedures
3.1. Model Description
3.2. Analysis Conditions
4. Experimental Results
5. Analysis Results and Discussion
5.1. Validation
5.2. Material Behavior during FSW Processes
5.3. Plastic Flow of Workpiece
6. Conclusions
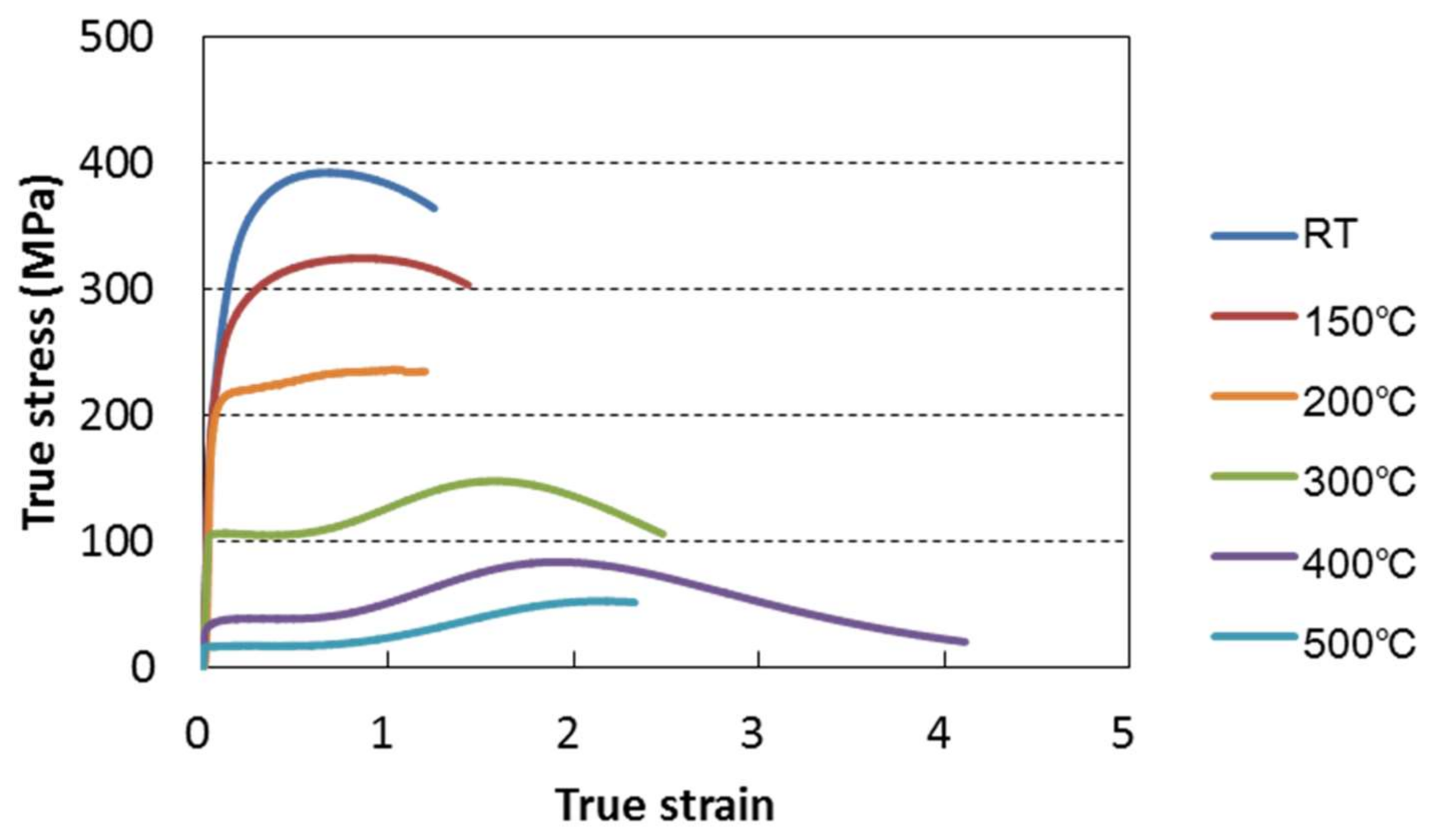
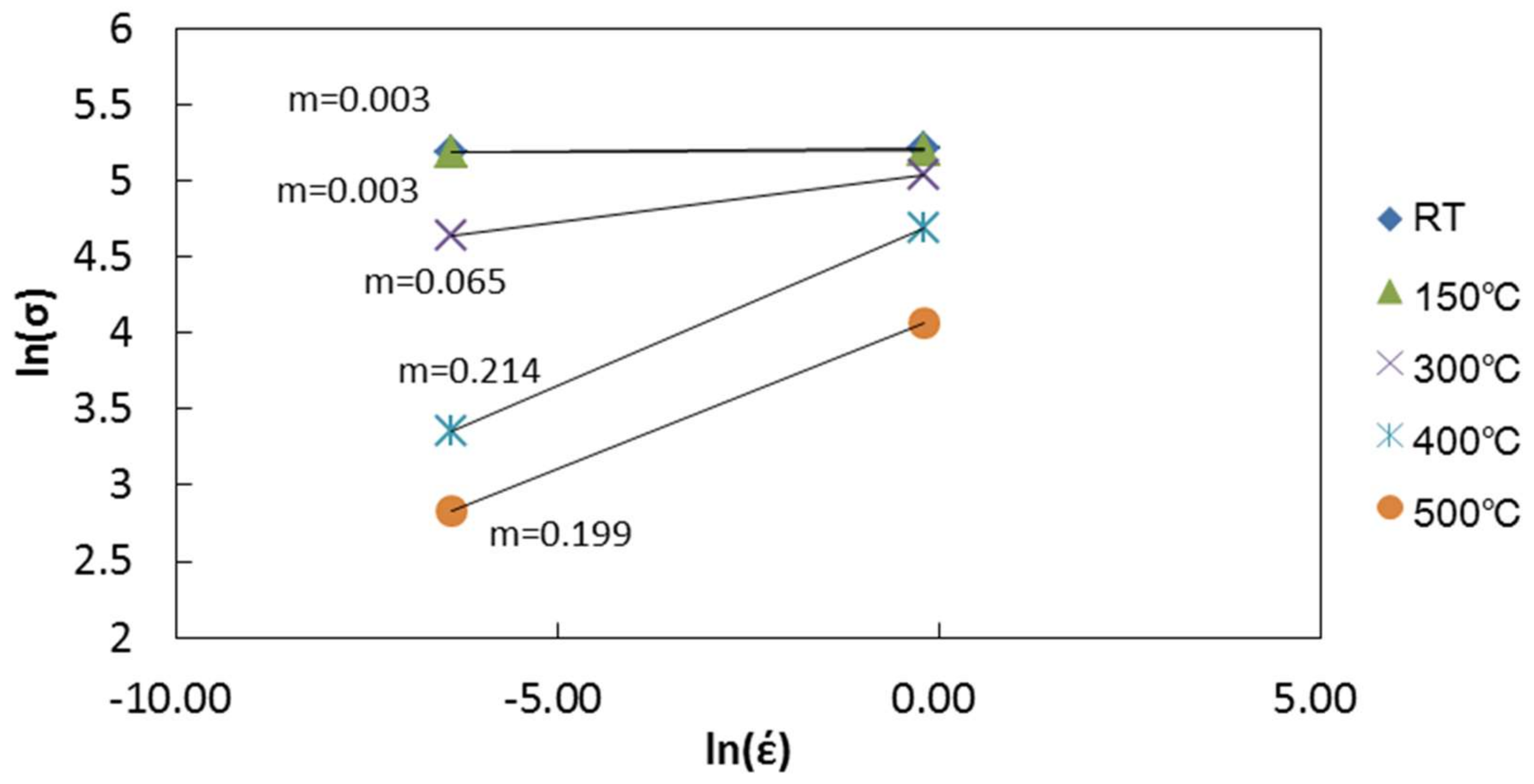
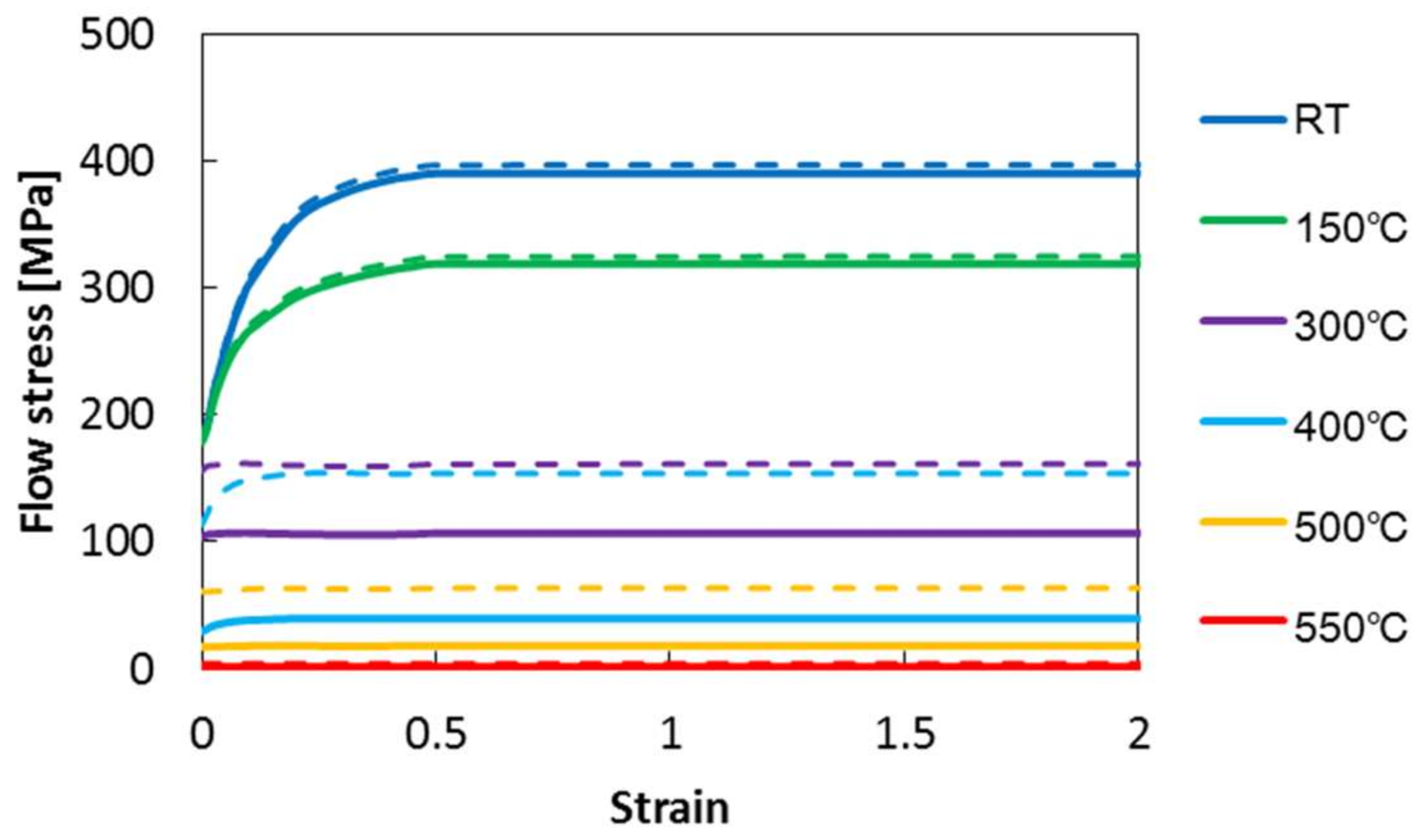
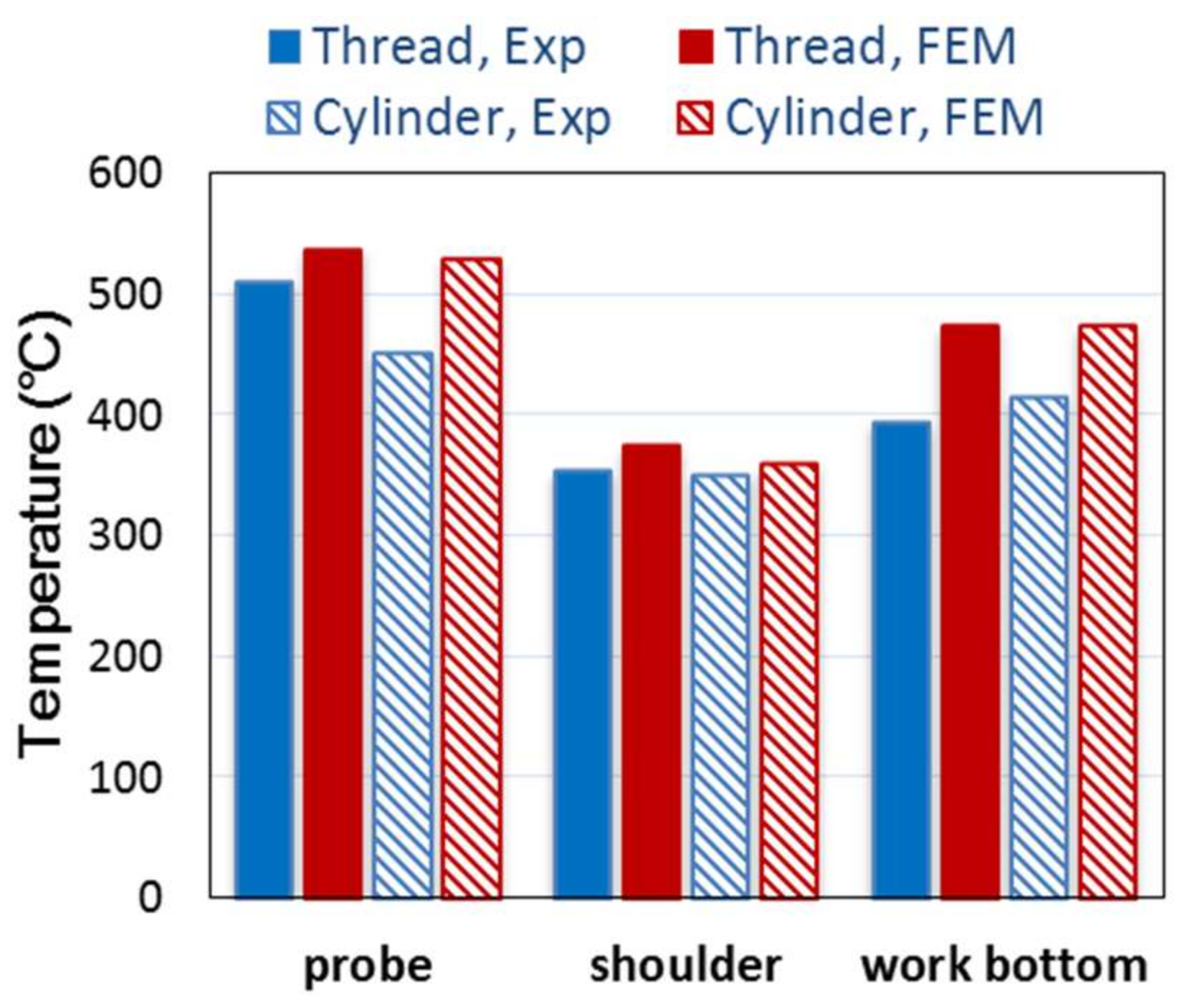
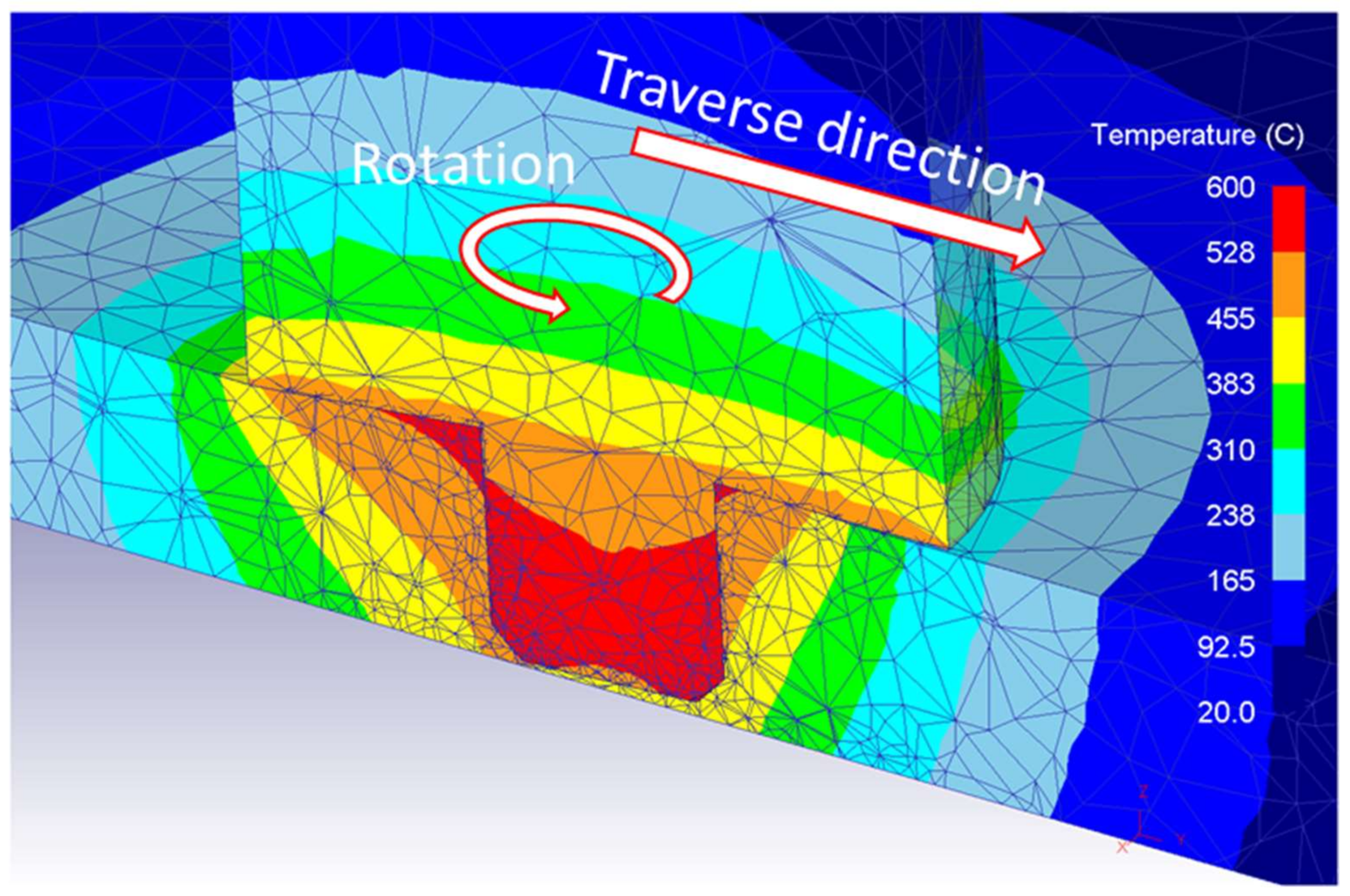
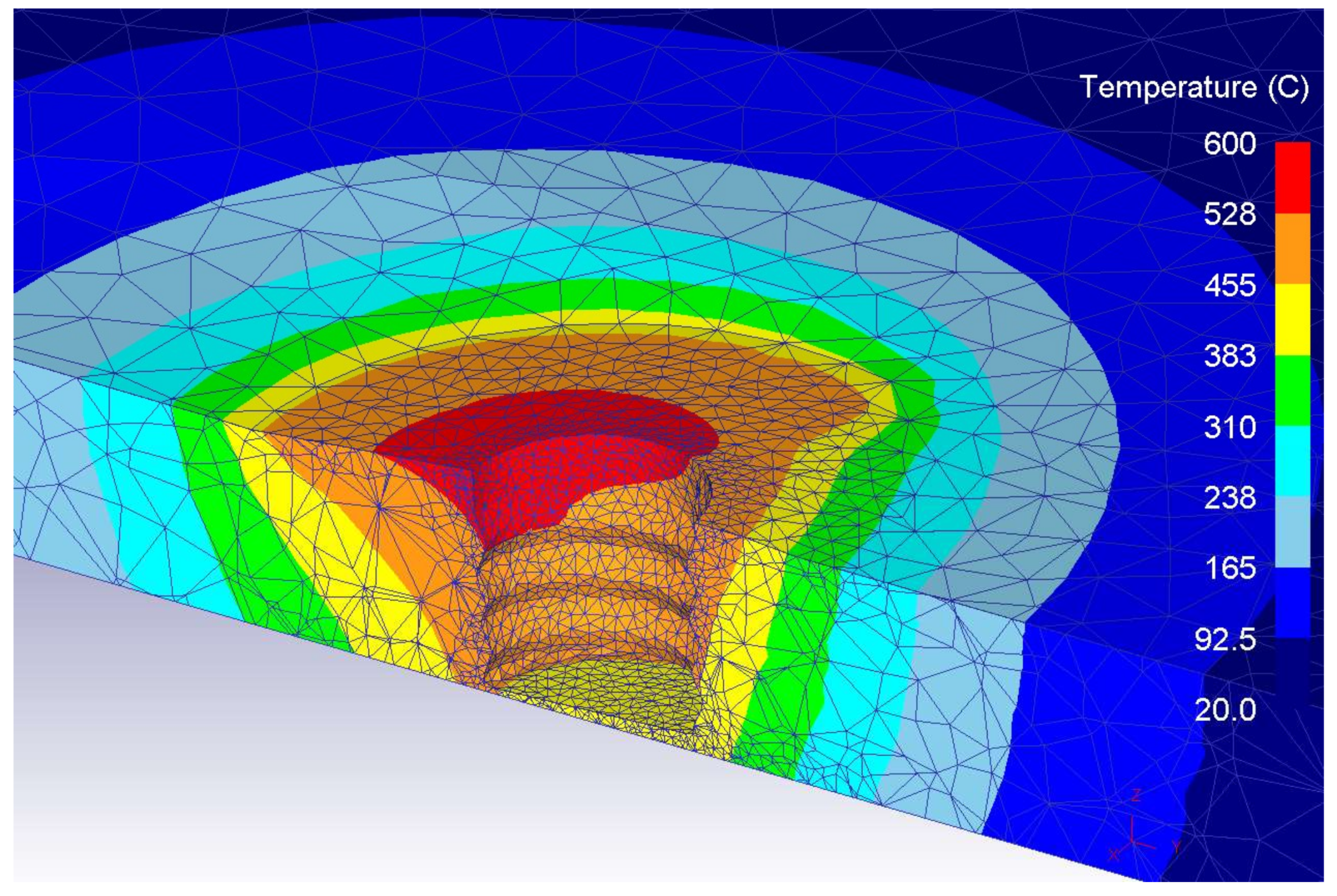
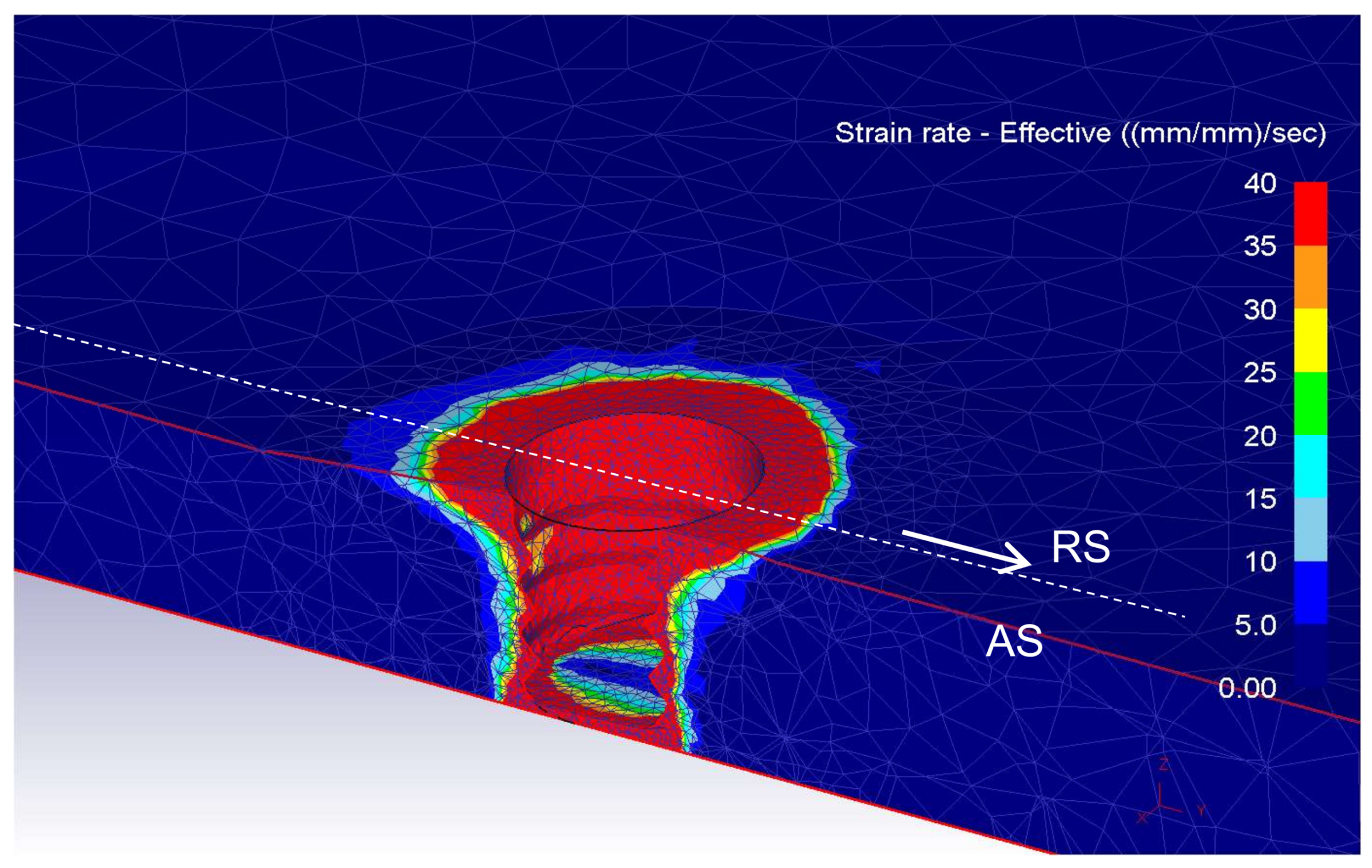
- The workpiece temperatures at the tool/workpiece interface during FSW of 5083-O sheets were between 450 and 540 °C, and temperatures at some parts were close to the solidus line of 570 °C. Even under high-temperature conditions, the flow stresses near the interface remained high values over 100 MPa because of high strain rate hardening of this alloy.
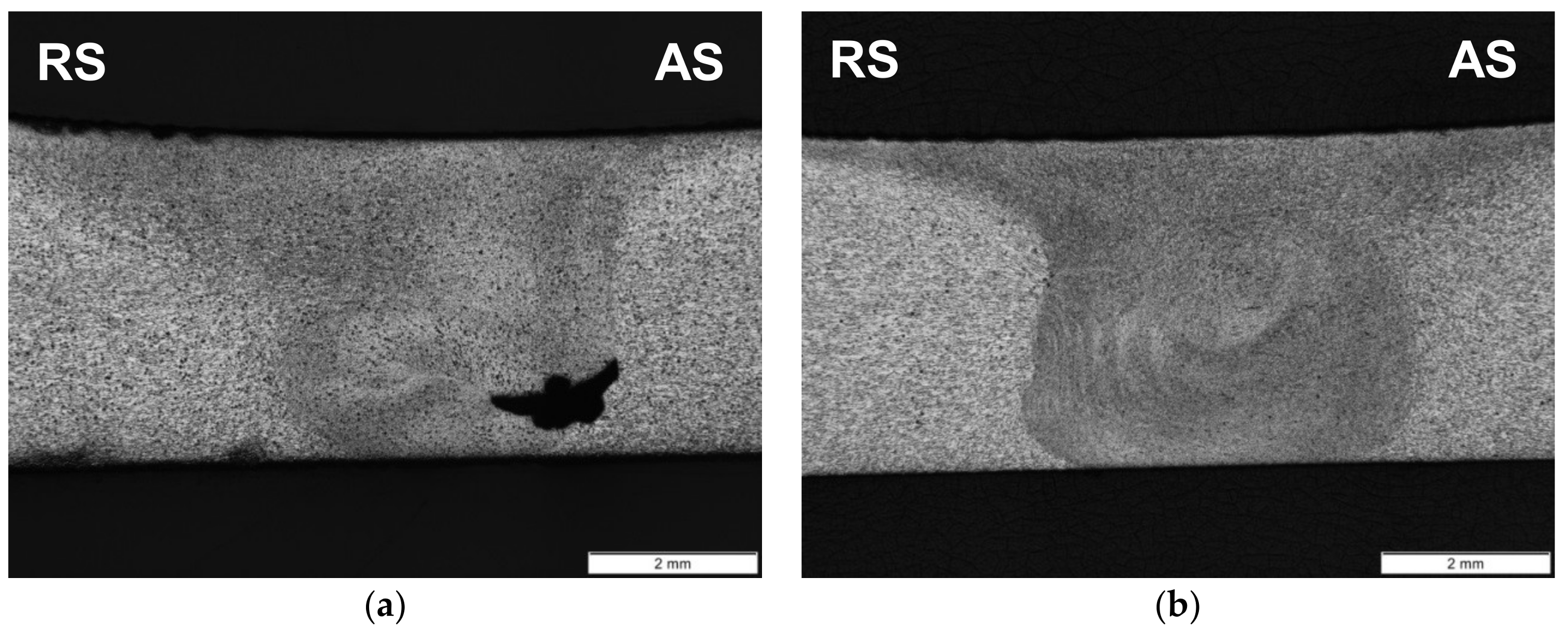
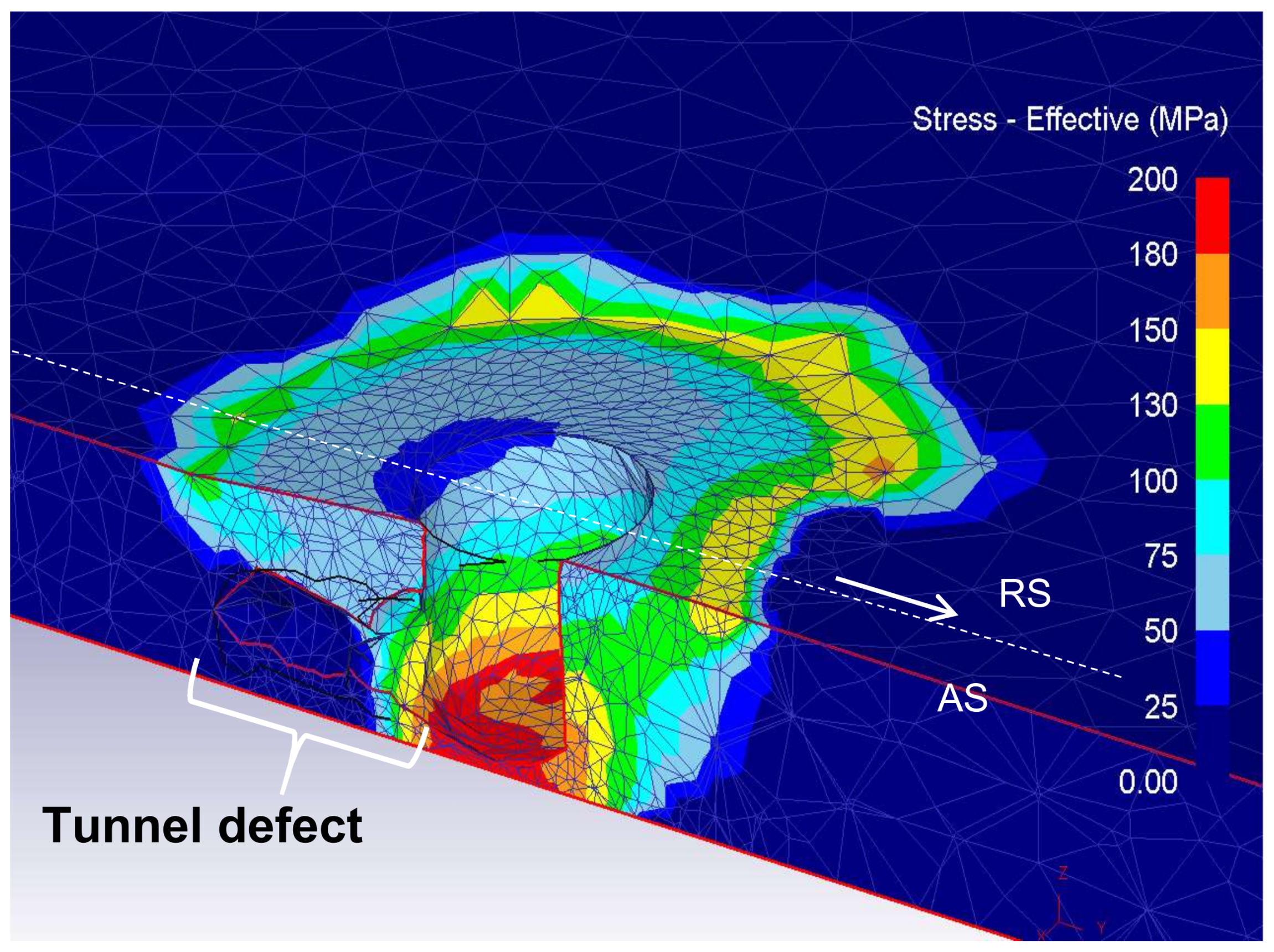
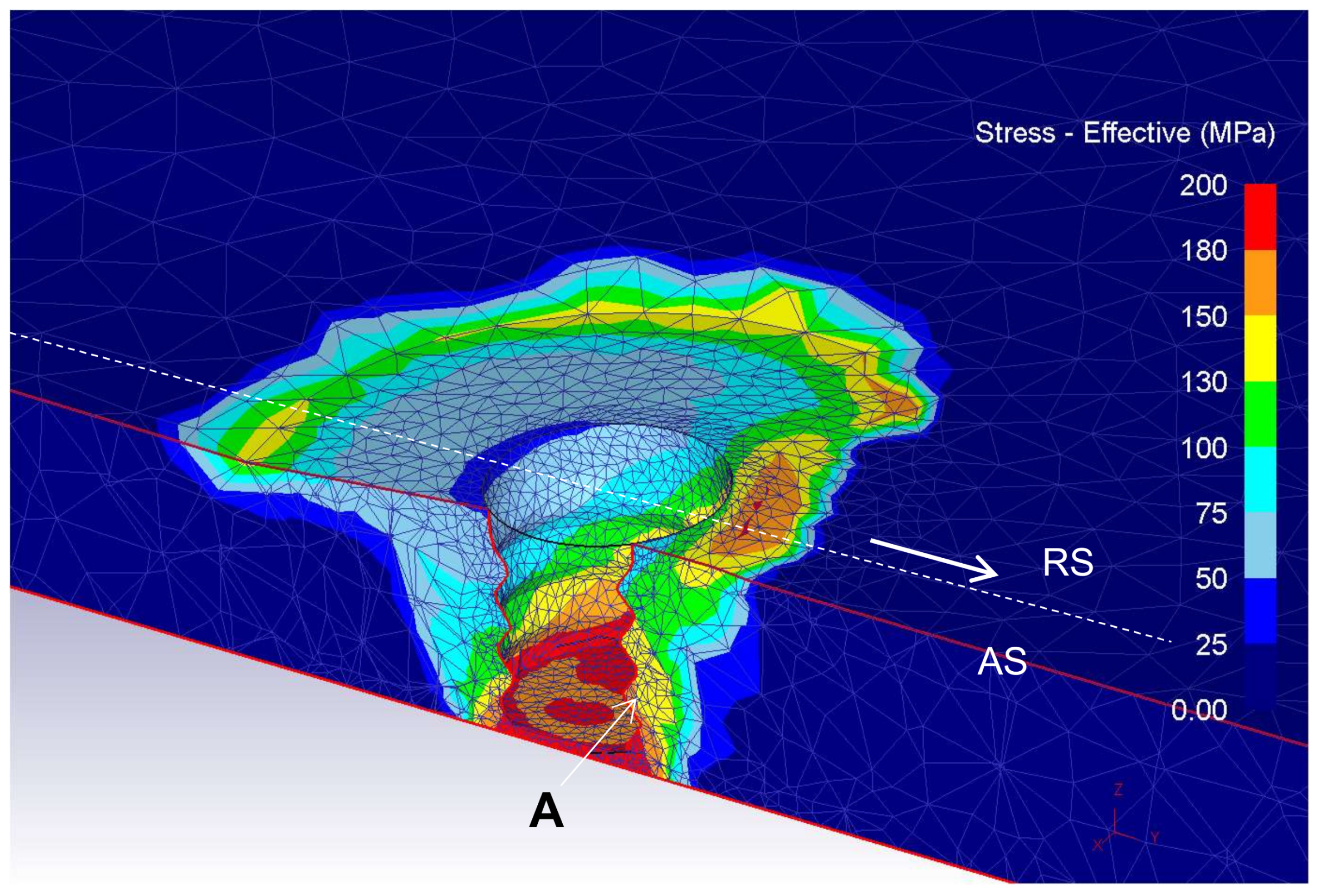
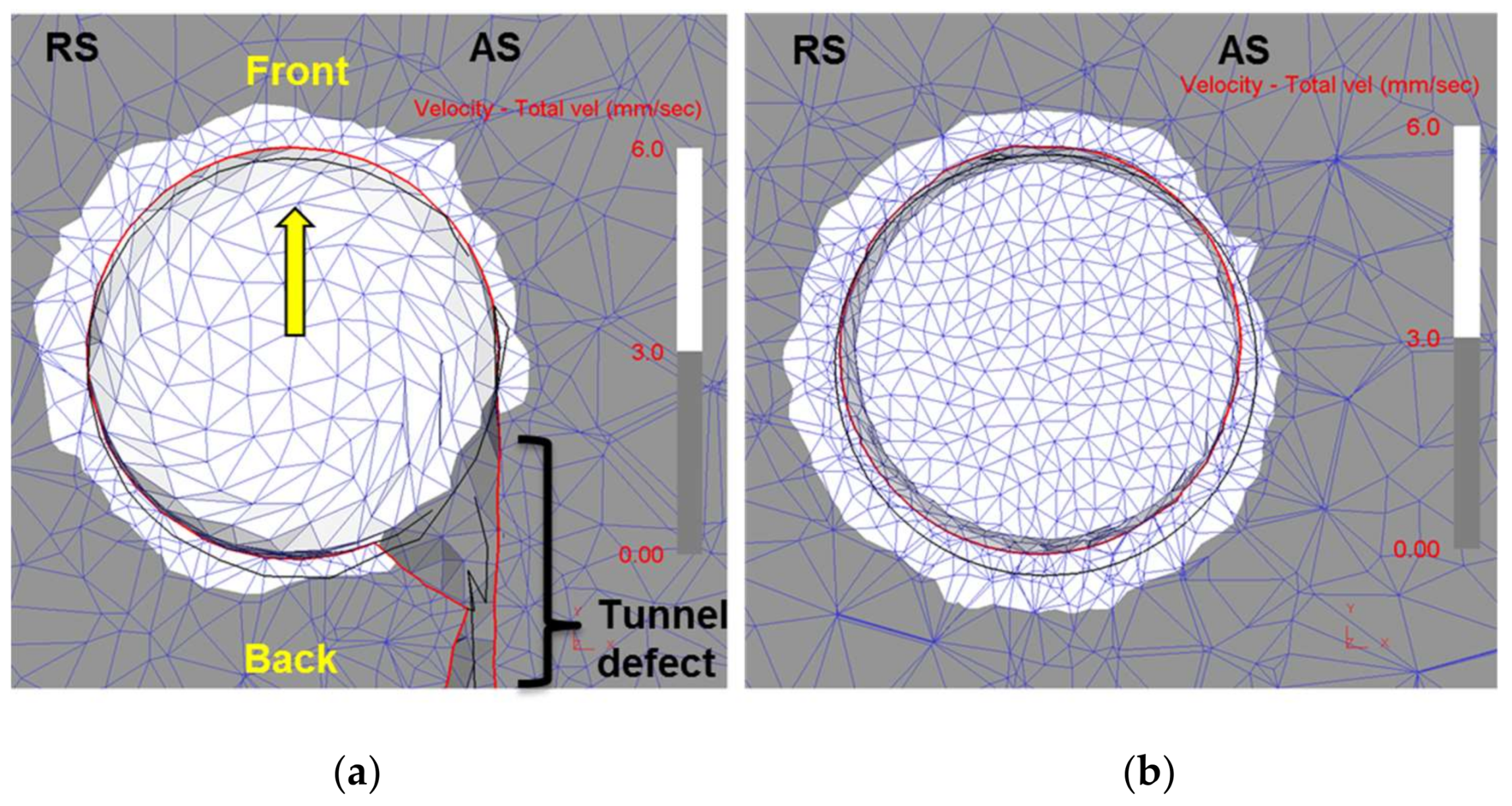
- The FSW analysis with the smooth cylinder probe caused a tunneling defect. On the other hand, the analysis with the threaded probe did not generate any defect. These analysis results were consistent with the experiment results.
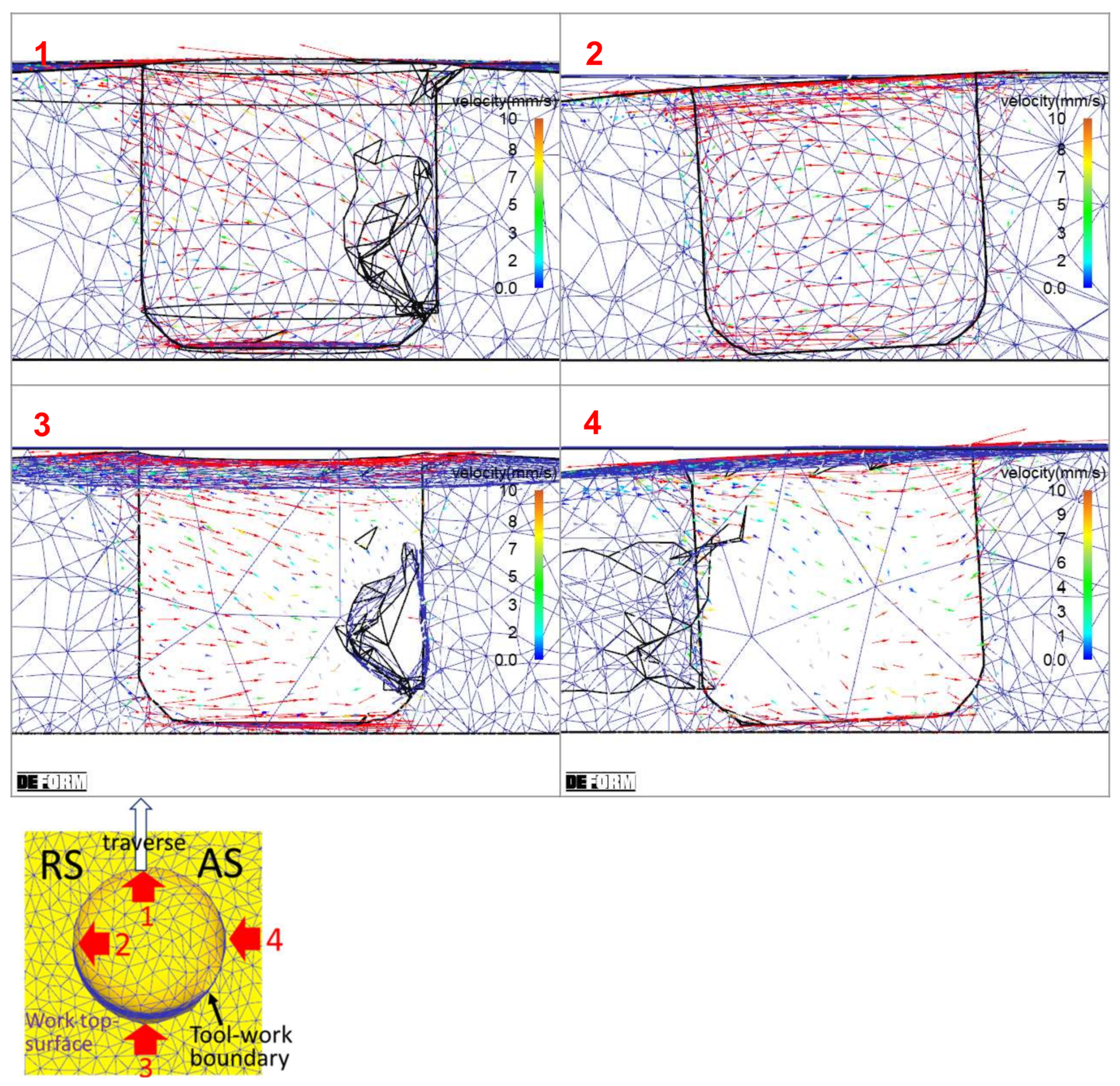
- The analysis results indicated that the material flow rate on the rear side of a probe directly affected defect generation while joining. When sufficient material transfer was provided from the RS to AS through the rear side of a probe, defects were not generated. Moreover, downward material flow was generated at the tool back with the threaded probe, which was attributed to sufficient material supply to the lower portion on AS where a tunnel defect would occur.
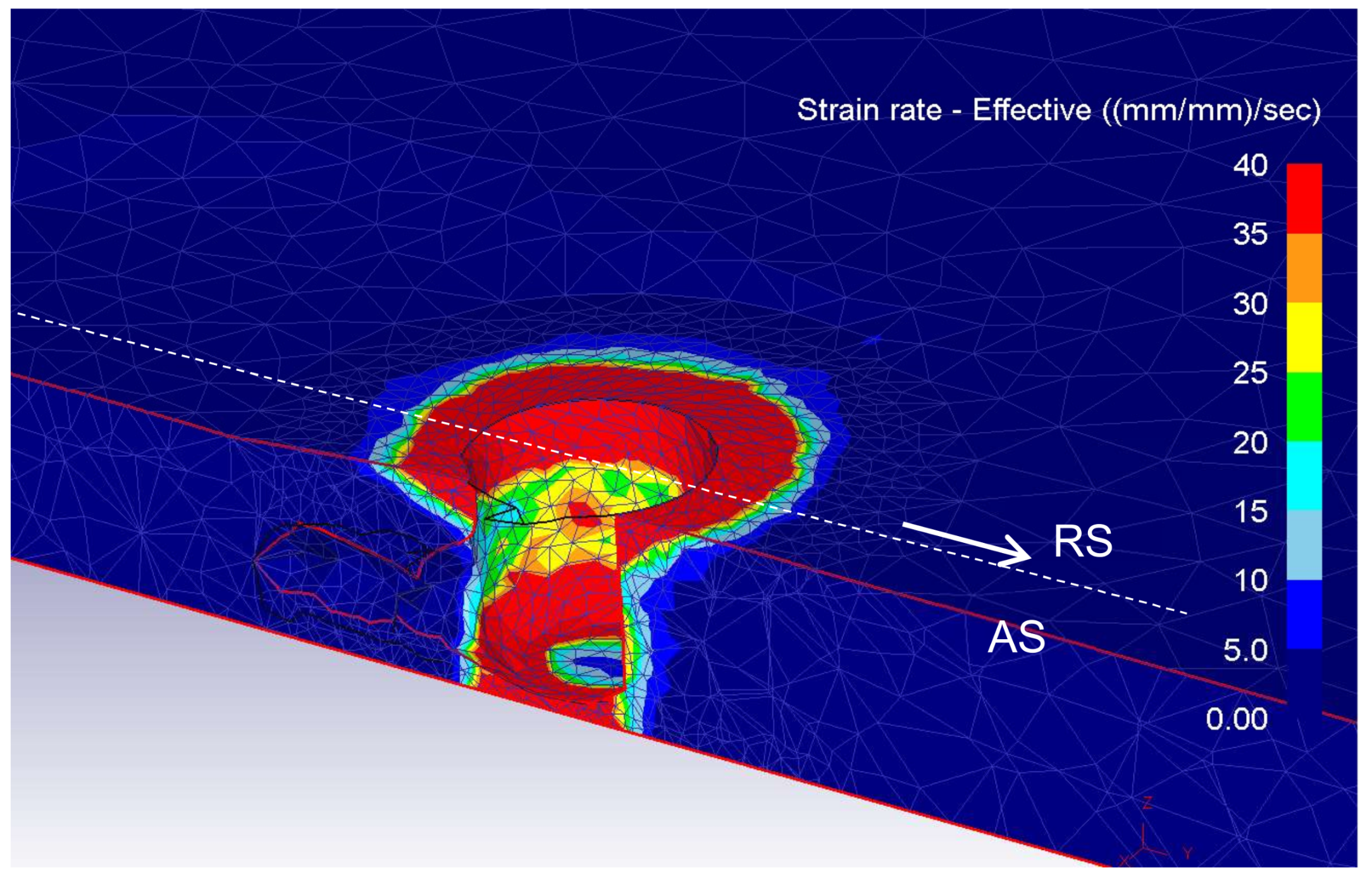
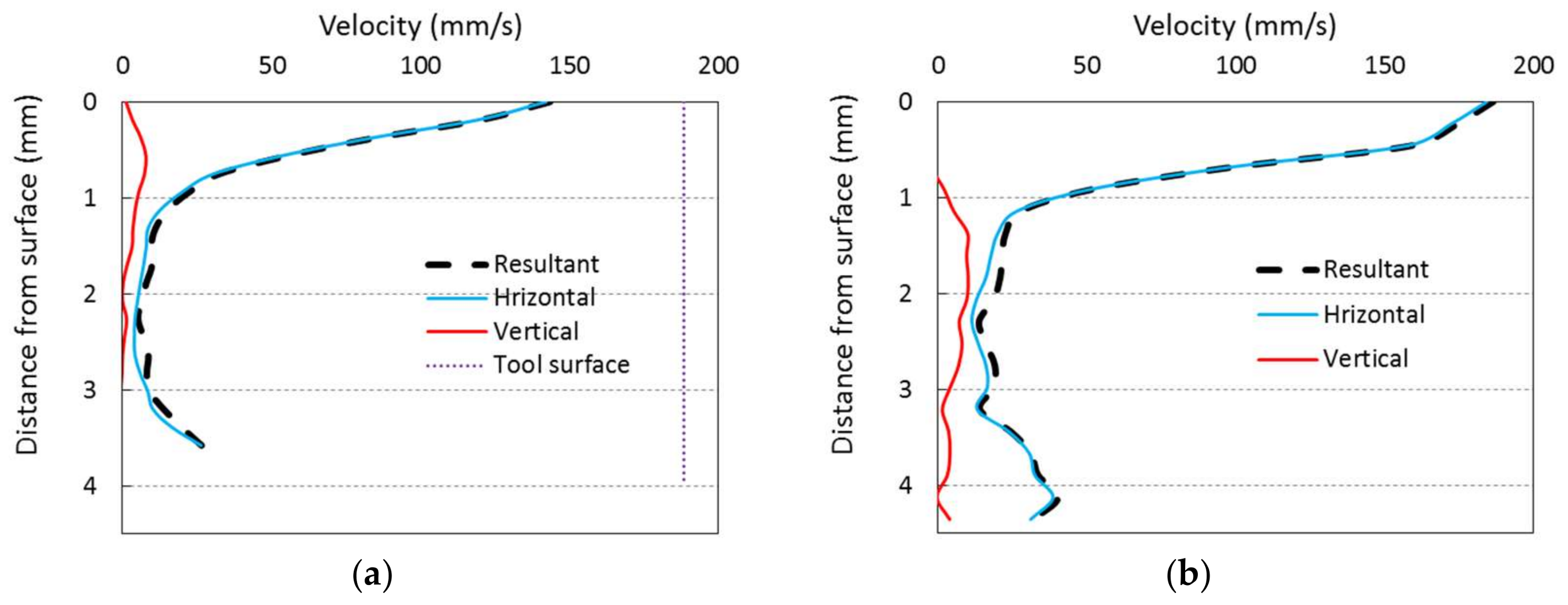
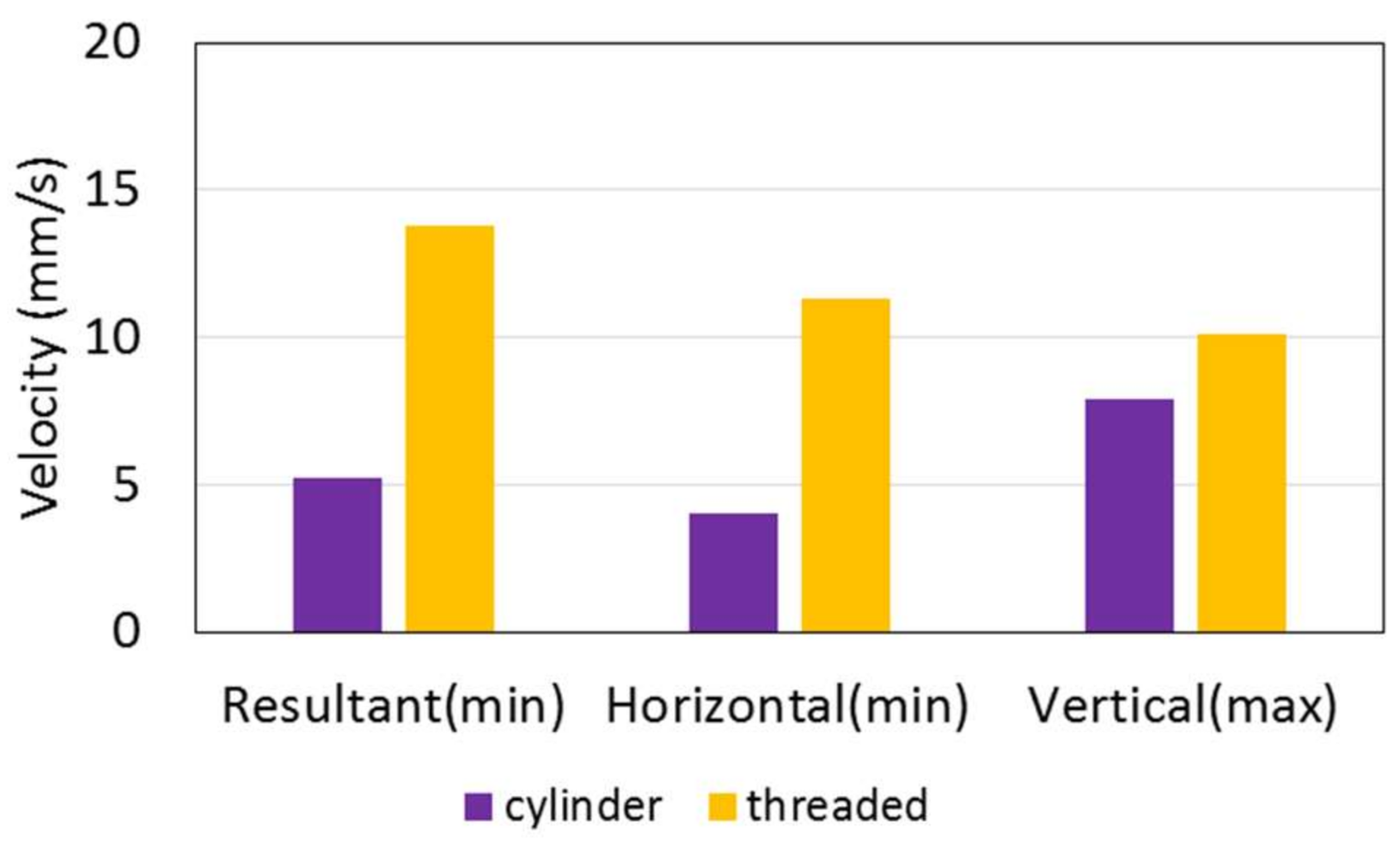
- The minimum velocity of the workpiece calculated on the threaded probe was 2.6 times higher than that on the cylinder probe. It was indicated that the distribution and magnitude of material flow changed drastically by applying the threaded probe.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Liu, H.J.; Fujii, H.; Maeda, M.; Nogi, K. Tensile properties and fracture locations of friction-stir-welded joints of 2017-T351 aluminum alloy. J. Mater. Process. Technol. 2003, 142, 692–696. [Google Scholar] [CrossRef]
- Jannet, S.; Mathews, P.K.; Raja, R. Comparative investigation of friction stir welding and fusion welding of 6061 T6-5083 O aluminum alloy based on mechanical properties and microstructure. Bull. Pol. Acad. Sci. Tech. Sci. 2014, 62, 791–795. [Google Scholar] [CrossRef]
- Cam, G.; Mistikoglu, S. Recent Developments in Friction Stir Welding of Al-alloys. J. Mater. Eng. Perform. 2014, 23, 1936–1953. [Google Scholar] [CrossRef]
- Forcellese, A.; Simoncini, M.; Casalino, G. Influence of process parameters on the vertical forces generated during friction stir welding of AA6082-T6 and on the mechanical properties of the joints. Metals 2017, 7, 350. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.; Mortello, M. Influence of shoulder geometry and coating of the tool on the friction stir welding of aluminium alloy plates. Procedia Eng. 2014, 69, 1541–1548. [Google Scholar] [CrossRef]
- Sugimoto, I.; Park, S.H.; Hirano, S.; Hata, S.; Sato, Y.; Kokawa, H.; Ishida, K. High speed welding of friction-stir-welding for mild steel by gas-tungsten-arc-welding hybrid process. Q. J. Jpn. Weld. Soc. 2018, 36, 26–30. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Casalino, G.; Casavola, C.; Moramarco, V. Analysis and comparison of friction stir welding and laser assisted friction stir welding of aluminum alloy. Materials 2013, 6, 5923–5941. [Google Scholar] [CrossRef] [PubMed]
- Doksanovic, T.; Dzeba, I.; Markulak, D. Applications of Aluminium Alloys in Civil Engineering. Tehnicki Vjesnik Tech. Gazette 2017, 24, 1609–1618. [Google Scholar]
- Peel, M.; Steuwer, A.; Preuss, M.; Withers, P.J. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminium AA5083 friction stir welds. Acta Mater. 2003, 51, 4791–4801. [Google Scholar] [CrossRef]
- Hirata, T.; Oguri, T.; Hagino, H.; Tanaka, T.; Chung, S.W.; Takigawa, Y.; Higashi, K. Influence of friction stir welding parameters on grain size and formability in 5083 aluminum alloy. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2007, 456, 344–349. [Google Scholar] [CrossRef]
- Fujii, H.; Cui, L.; Maeda, M.; Nogi, K. Effect of tool shape on mechanical properties and microstructure of friction stir welded aluminum alloys. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2006, 419, 25–31. [Google Scholar] [CrossRef]
- Jannet, S.; Mathews, P.K.; Raja, R. Optimization of process parameters of friction stir welded AA 5083-O aluminum alloy using Response Surface Methodology. Bull. Pol. Acad. Sci. Tech. Sci. 2015, 63, 851–855. [Google Scholar] [CrossRef]
- Han, M.S.; Lee, S.J.; Park, J.C.; Ko, S.C.; Woo, Y.B.; Kim, S.J. Optimum condition by mechanical characteristic evaluation in friction stir welding for 5083-O Al alloy. Trans. Nonferr. Met. Soc. China 2009, 19, S17–S22. [Google Scholar] [CrossRef]
- Amini, S.; Amiri, M.R.; Barani, A. Investigation of the effect of tool geometry on friction stir welding of 5083-O aluminum alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 255–261. [Google Scholar] [CrossRef]
- Chen, Z.W.; Pasang, T.; Qi, Y. Shear flow and formation of Nugget zone during friction stir welding of aluminium alloy 5083-O. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2008, 474, 312–316. [Google Scholar] [CrossRef]
- Chen, Z.W.; Cui, S. Tool-workpiece interaction and shear layer flow during friction stir welding of aluminium alloys. Trans. Nonferr. Met. Soc. China 2007, 17, S258–S261. [Google Scholar]
- Grujicic, M.; Arakere, G.; Yalavarthy, H.V.; He, T.; Yen, C.F.; Cheeseman, B.A. Modeling of AA5083 Material-Microstructure Evolution During Butt Friction-Stir Welding. J. Mater. Eng. Perform. 2010, 19, 672–684. [Google Scholar] [CrossRef]
- Kim, D.; Badarinarayan, H.; Kim, J.H.; Kim, C.; Okamoto, K.; Wagoner, R.H.; Chung, K. Numerical simulation of friction stir butt welding process for AA5083-H18 sheets. Eur. J. Mech. A Solids 2010, 29, 204–215. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S. Transient model of heat transfer and material flow at different stages of friction stir welding process. J. Manuf. Process. 2017, 25, 323–339. [Google Scholar] [CrossRef]
- Contuzzi, N.; Campanelli, S.L.; Casalino, G.; Ludovico, A.D. On the role of the Thermal Contact Conductance during the Friction Stir Welding of an AA5754-H111 butt joint. Appl. Therm. Eng. 2016, 104, 263–273. [Google Scholar] [CrossRef]
- Tongne, A.; Desrayaud, C.; Jahazi, M.; Feulvarch, E. On material flow in Friction Stir Welded Al alloys. J. Mater. Process. Technol. 2017, 239, 284–296. [Google Scholar] [CrossRef]
- Assidi, M.; Fourment, L.; Guerdoux, S.; Nelson, T. Friction model for friction stir welding process simulation: Calibrations from welding experiments. Int. J. Mach. Tools Manuf. 2010, 50, 143–155. [Google Scholar] [CrossRef]
- Guerdoux, S.; Fourment, L. A 3D numerical simulation of different phases of friction stir welding. Modell. Simul. Mater. Sci. Eng. 2009, 17, 7. [Google Scholar] [CrossRef]
- Schmale, J.; Fehrenbacher, A.; Shrivastava, A.; Pfefferkorn, F.E. Calibration of dynamic tool-workpiece interface temperature measurement during friction stir welding. Measurement 2016, 88, 331–342. [Google Scholar] [CrossRef]
- Chen, S.; Li, H.; Lu, S.; Ni, R.Y.; Dong, J.H. Temperature measurement and control of bobbin tool friction stir welding. Int. J. Adv. Manuf. Technol. 2016, 86, 337–346. [Google Scholar] [CrossRef]
- Dorbane, A.; Ayoub, G.; Mansoor, B.; Hamade, R.; Kridli, G.; Imad, A. Observations of the mechanical response and evolution of damage of AA 6061-T6 under different strain rates and temperatures. Mater. Sci. Eng. A 2015, 624, 239–249. [Google Scholar] [CrossRef]
- Jain, R.; Pal, S.K.; Singh, S.B. Finite element simulation of temperature and strain distribution in AL2024 aluminum alloy by friction stir welding. In Proceedings of the 5th International & 26th All India Manufacturing Technology, Design and Research Conference, Guwahati, India, 12–14 December 2014. [Google Scholar]
- Zhang, H.W.; Zhang, Z.; Chen, J.T. The finite element simulation of the friction stir welding process. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2005, 403, 340–348. [Google Scholar] [CrossRef]
- Buffa, G.; Ducato, A.; Fratini, L. Numerical procedure for residual stresses prediction in friction stir welding. Finite Elem. Anal. Des. 2010, 47, 470–476. [Google Scholar] [CrossRef]
- Da Silva, A.A.M.; Arruti, E.; Janeiro, G.; Aldanondo, E.; Alvarez, P.; Echeverria, A. Material flow and mechanical behaviour of dissimilar AA2024-T3 and AA7075-T6 aluminium alloys friction stir welds. Mater. Des. 2011, 32, 2021–2027. [Google Scholar] [CrossRef]
- Rao, D.; Huber, K.; Heerens, J.; Santos, J.F.; Huber, N. Asymmetric mechanical properties and tensile behavior prediction of aluminium alloy 5083 friction stir welding joints. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2013, 565, 44–50. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Experiment A | Experiment B |
|---|---|---|
| Probe geometry | Cylinder pin without thread | Threaded pin |
| Tool material | Alloy tool steel SKD61 | |
| Workpiece | 5083-O | |
| Workpiece size | 200 × 70 × 4 mm | |
| Tool rotational speed [min−1] | 900 | |
| Traverse speed [mm/s] | 4 | |
| Tool tilt angle [degree] | 3 | |
| Temperature [°C] | Thermal Dufusivity [mm2/s] | Specific Heat [J/g/K] | Thermal Conductivity [W/m/K] |
|---|---|---|---|
| 25 | 49.0 | 0.883 | 116 |
| 150 | 54.5 | 0.950 | 139 |
| 250 | 57.1 | 1.001 | 154 |
| 400 | 58.0 | 1.072 | 167 |
| 500 | 57.1 | 1.148 | 176 |
| Conditions | Tool Temperature [°C] | Workpiece Temperature [°C] | Welding Force [kN] | Welding Torque [Nm] | ||
|---|---|---|---|---|---|---|
| Probe-Tip | Shoulder | Joint Bottom | Traverse Force | Axial Force | Motor Torque | |
| Experimet A (Cylinder probe) | 511.5 | 354.6 | 394.3 | 2.8 | 10.0 | 20.5 |
| Experimet B (Threaded probe) | 451.5 | 351.8 | 415.4 | 1.8 | 9.4 | 19.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nakamura, T.; Obikawa, T.; Nishizaki, I.; Enomoto, M.; Fang, Z. Friction Stir Welding of Non-Heat-Treatable High-Strength Alloy 5083-O. Metals 2018, 8, 208. https://doi.org/10.3390/met8040208
Nakamura T, Obikawa T, Nishizaki I, Enomoto M, Fang Z. Friction Stir Welding of Non-Heat-Treatable High-Strength Alloy 5083-O. Metals. 2018; 8(4):208. https://doi.org/10.3390/met8040208
Chicago/Turabian StyleNakamura, Takashi, Toshiyuki Obikawa, Itaru Nishizaki, Masatoshi Enomoto, and Zhenglong Fang. 2018. "Friction Stir Welding of Non-Heat-Treatable High-Strength Alloy 5083-O" Metals 8, no. 4: 208. https://doi.org/10.3390/met8040208
APA StyleNakamura, T., Obikawa, T., Nishizaki, I., Enomoto, M., & Fang, Z. (2018). Friction Stir Welding of Non-Heat-Treatable High-Strength Alloy 5083-O. Metals, 8(4), 208. https://doi.org/10.3390/met8040208