Effect of Segregation and Surface Condition on Corrosion of Rheo-HPDC Al–Si Alloys

 , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
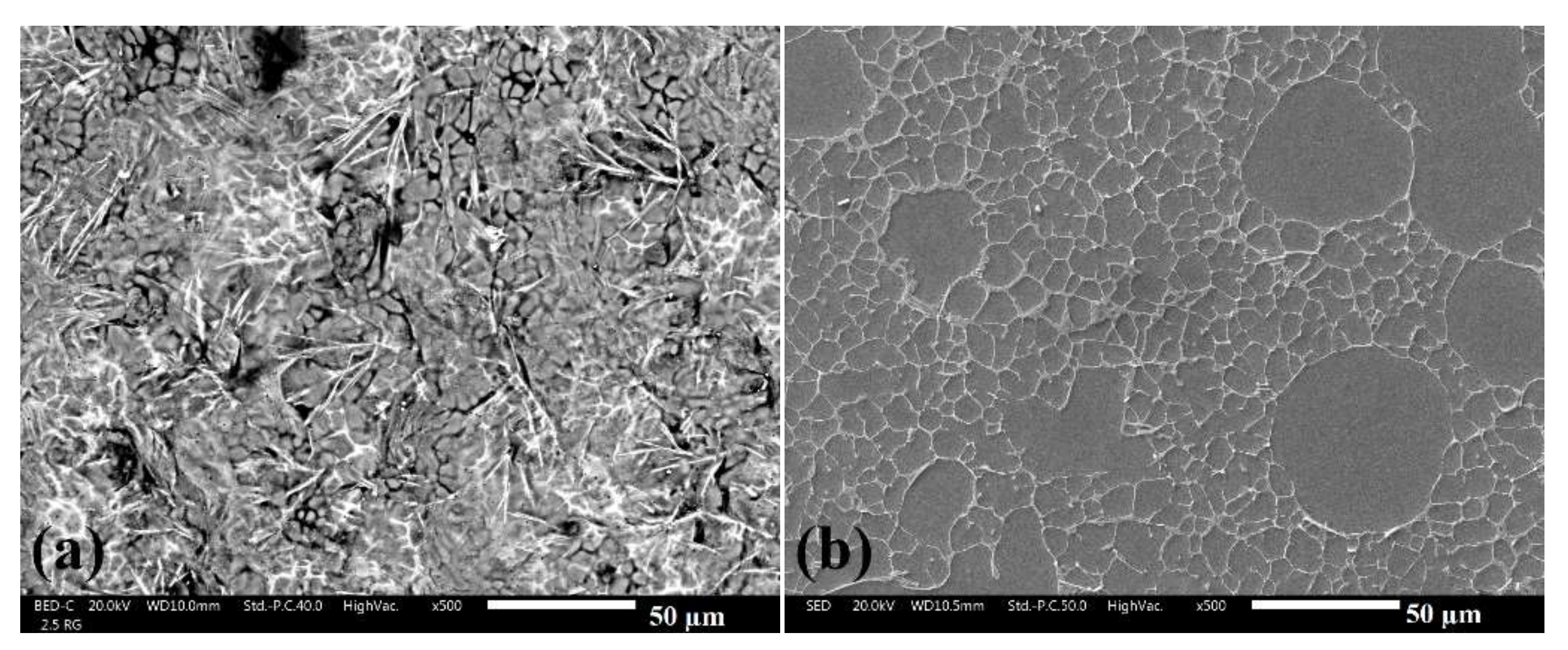
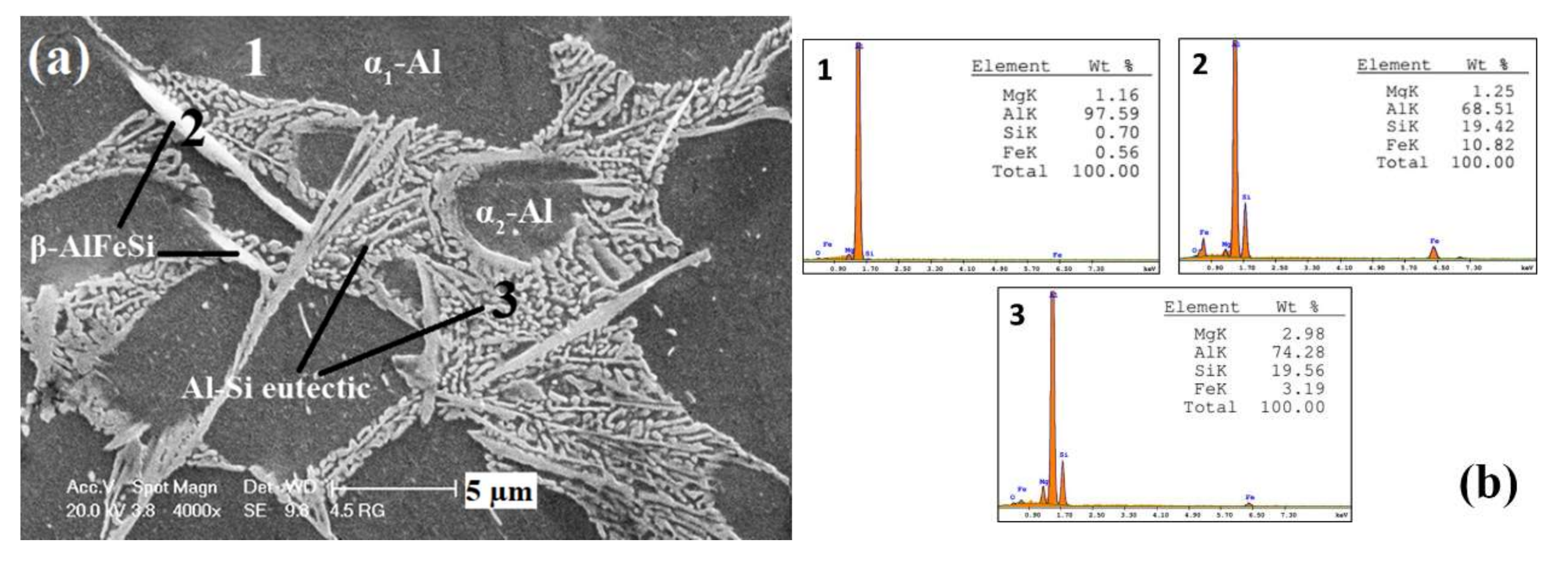
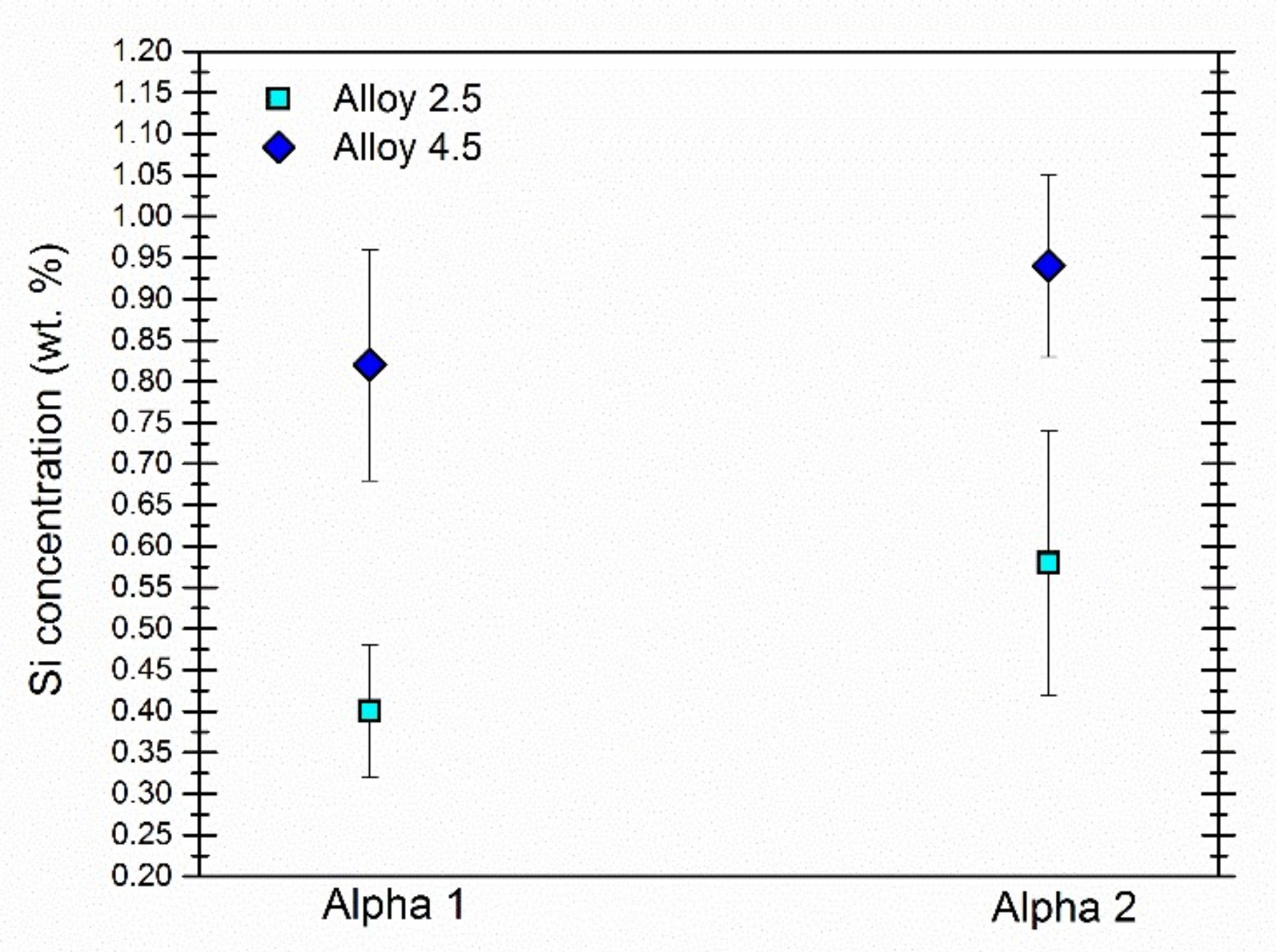
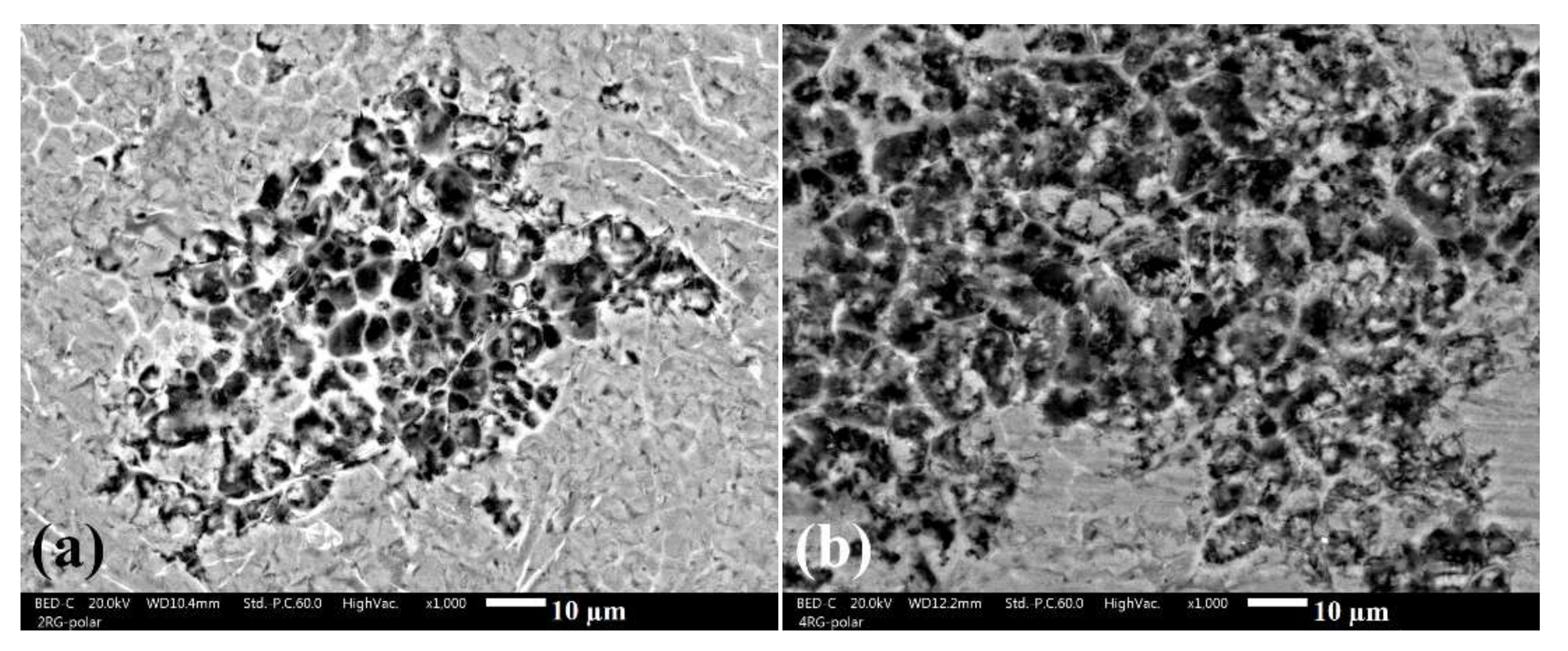
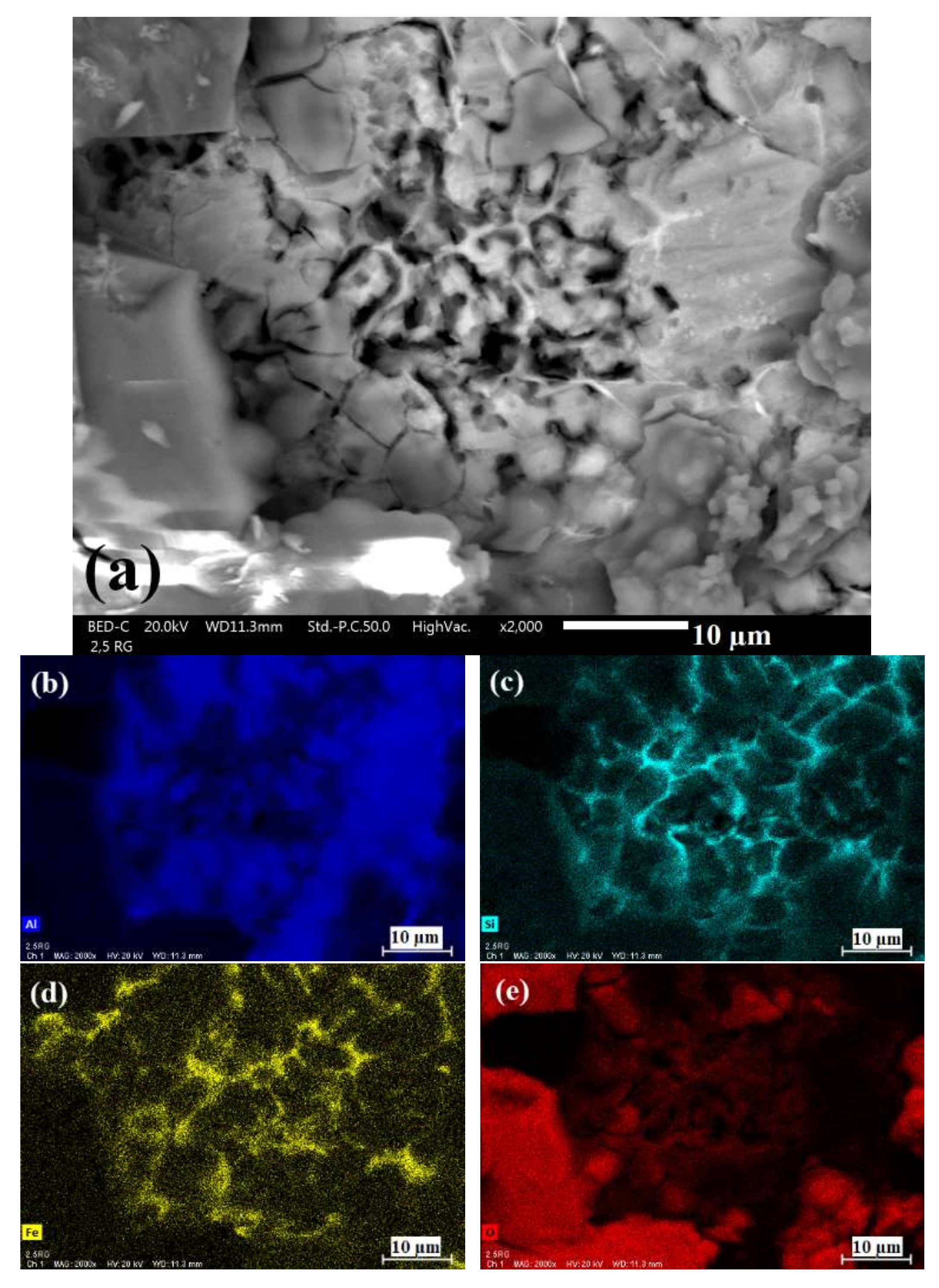
3.1. Microstructural Features
3.2. Corrosion Studies
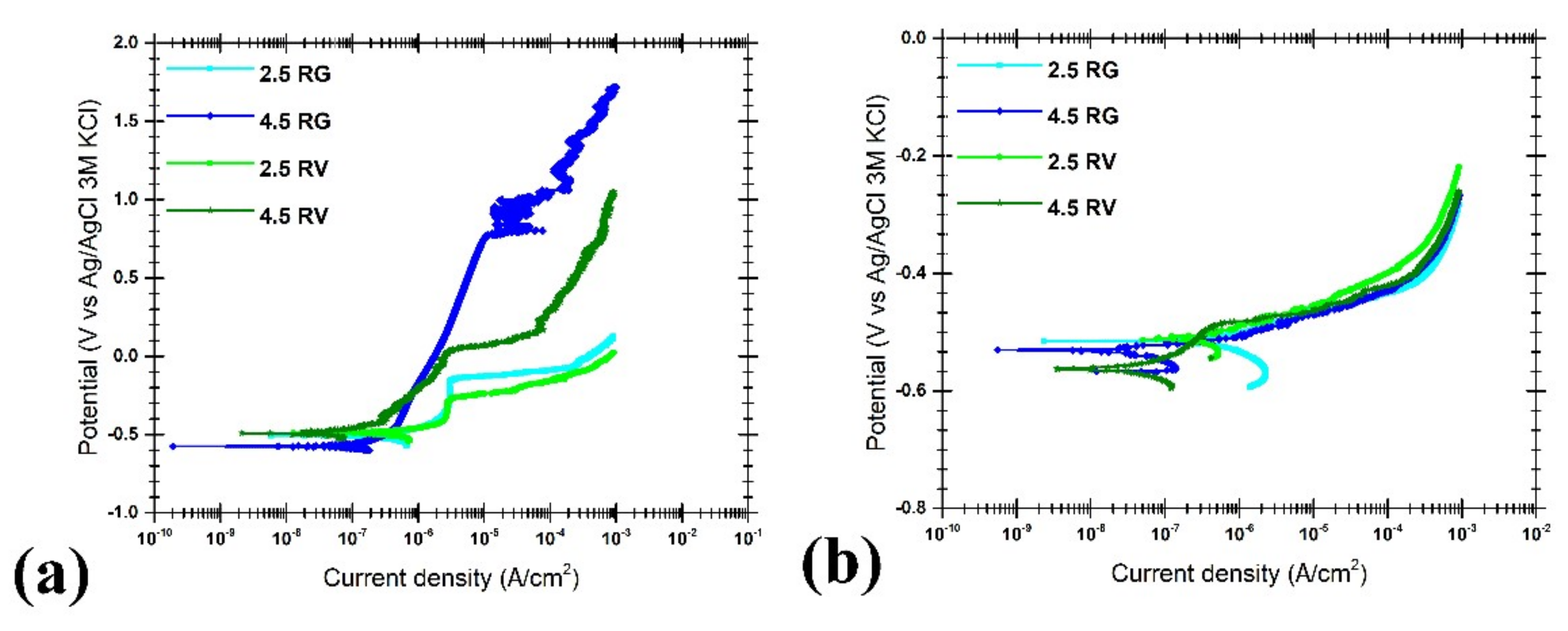
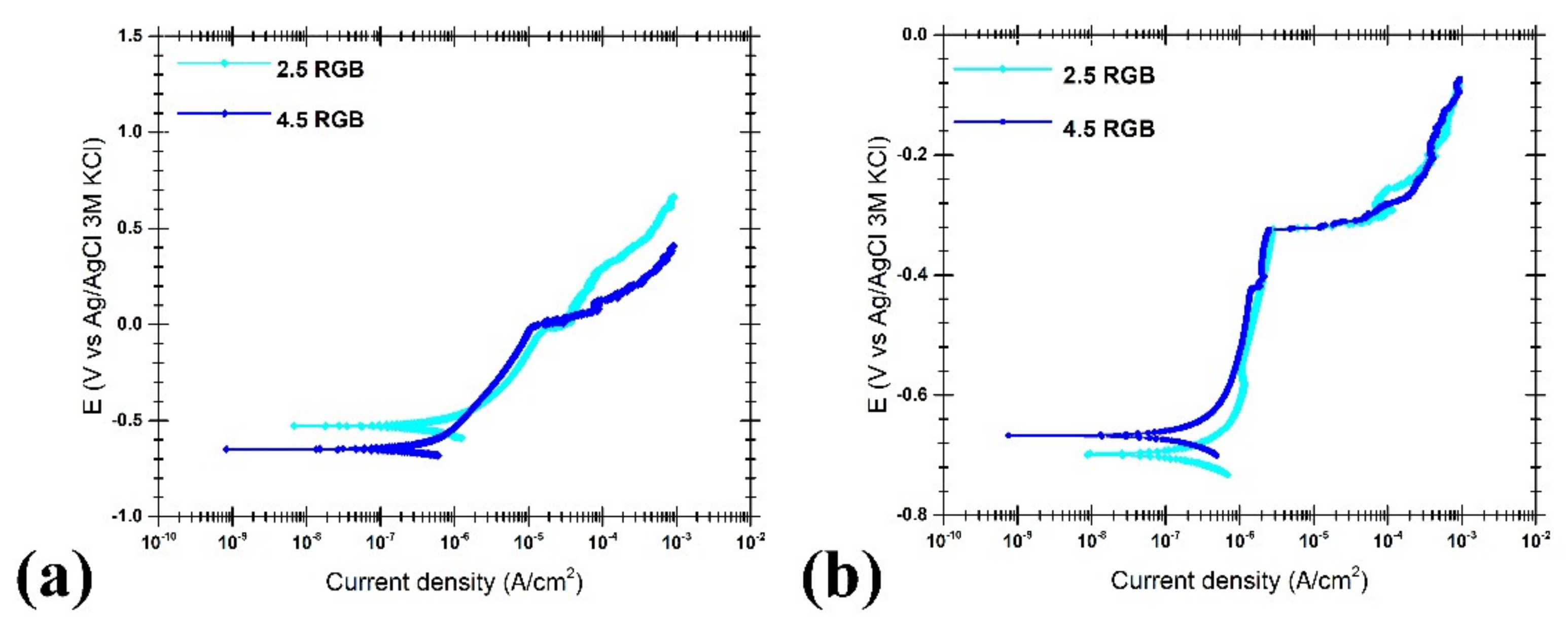
3.2.1. Potentiodynamic Polarization Curves
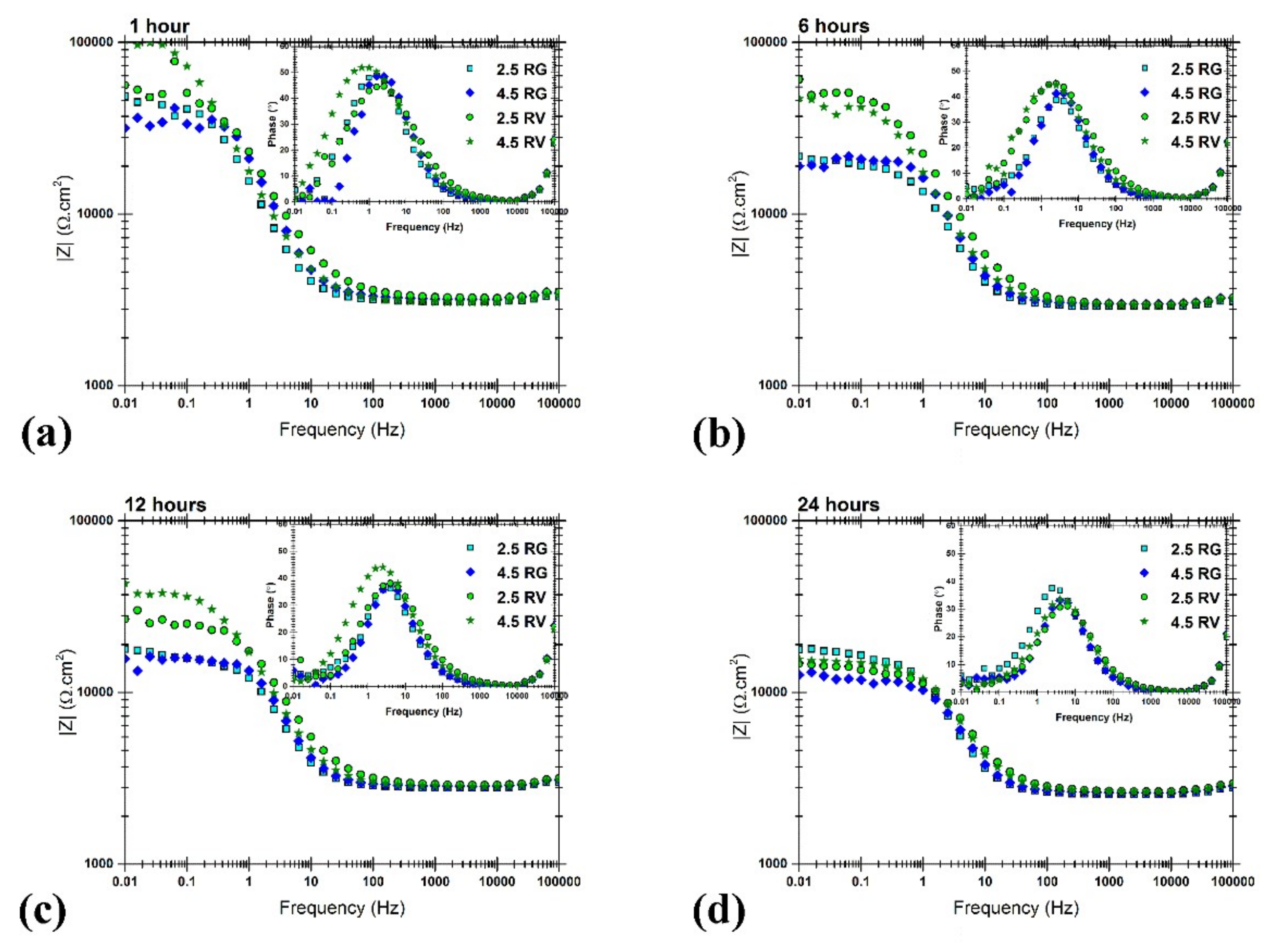
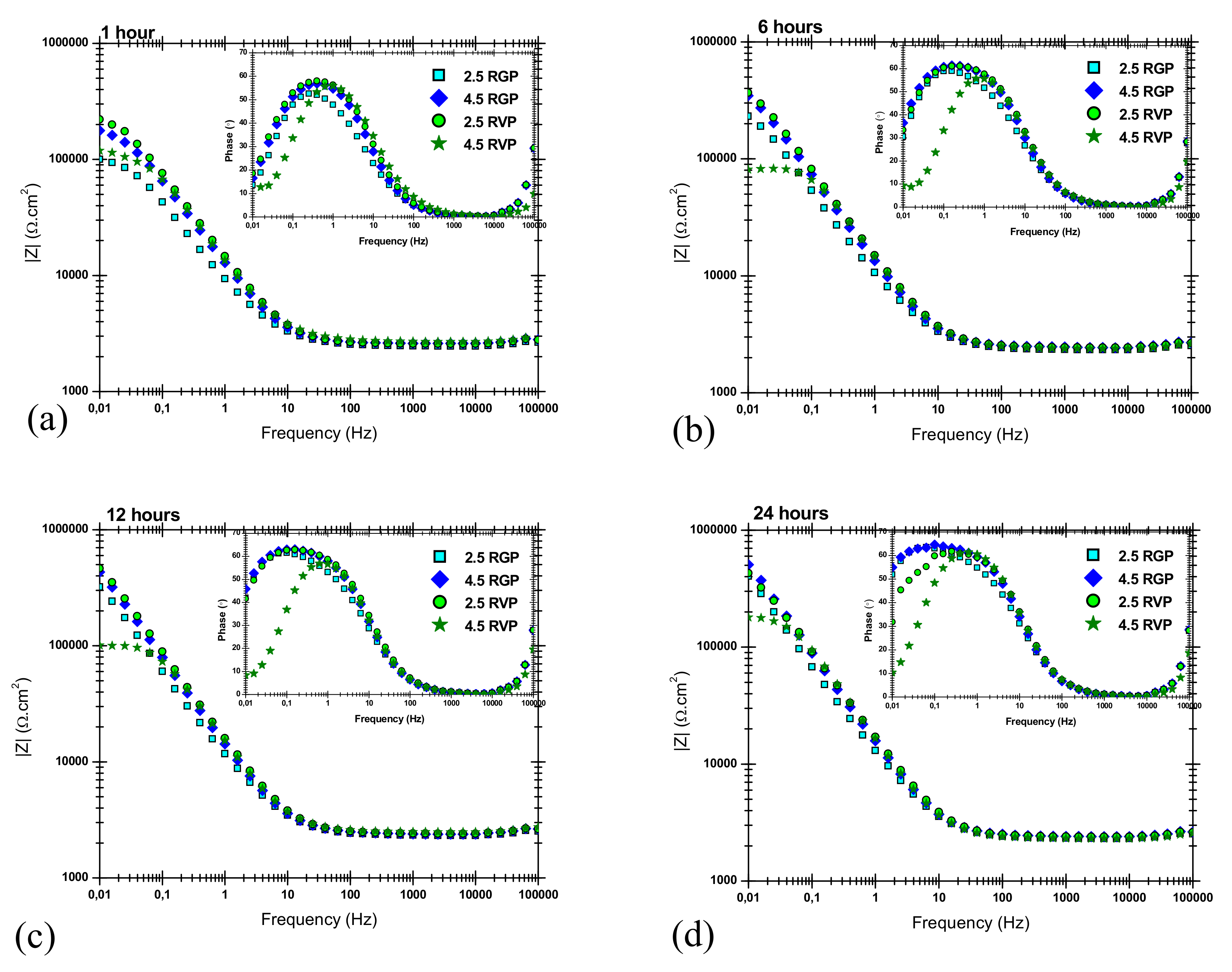
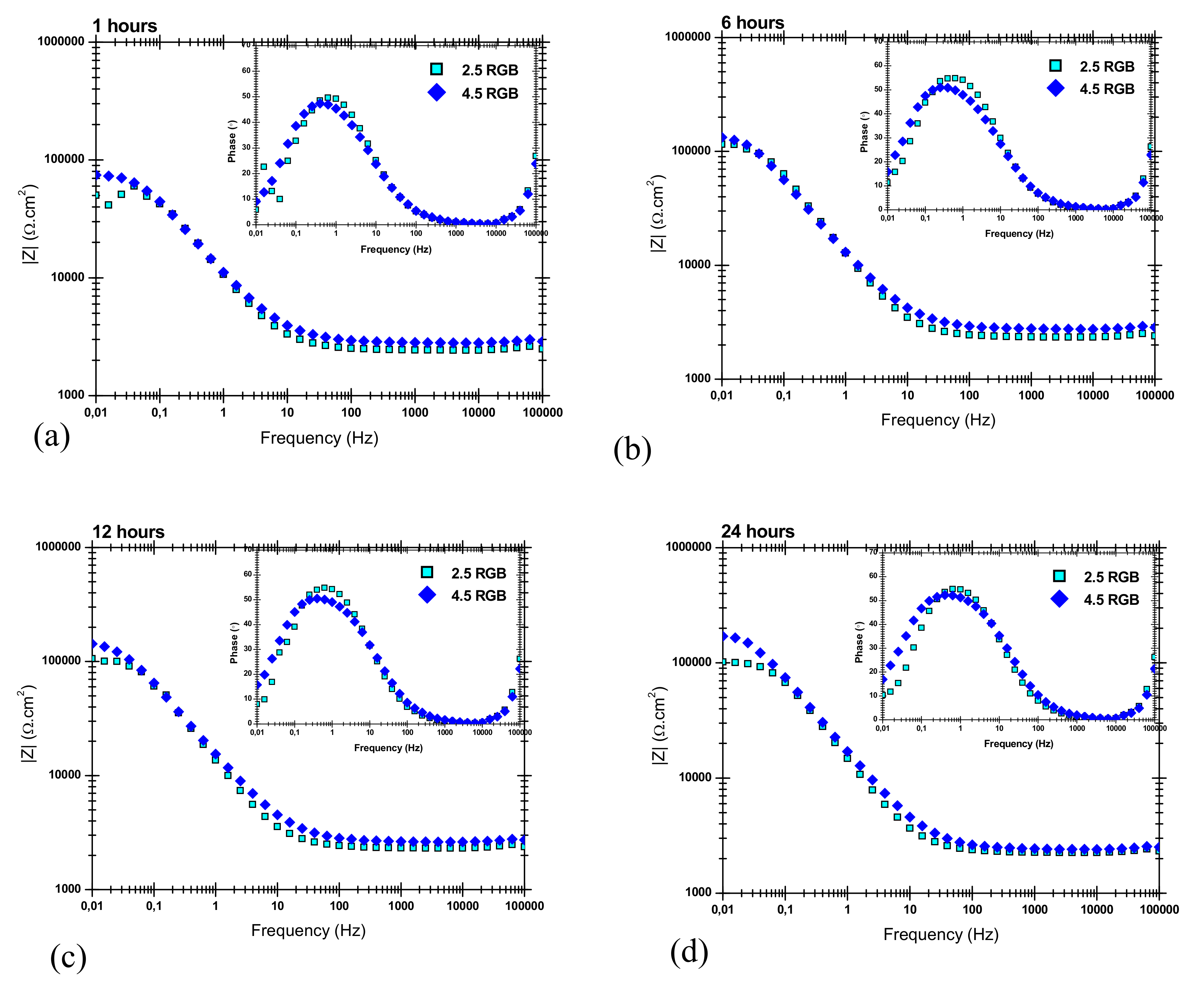
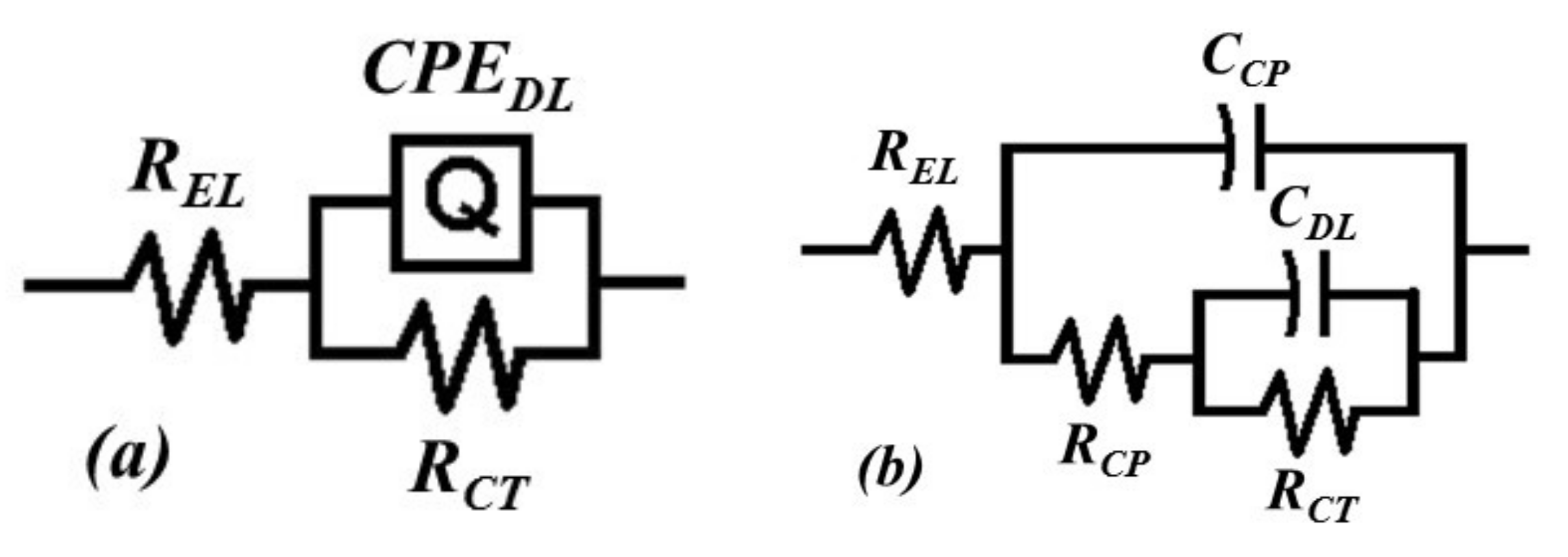
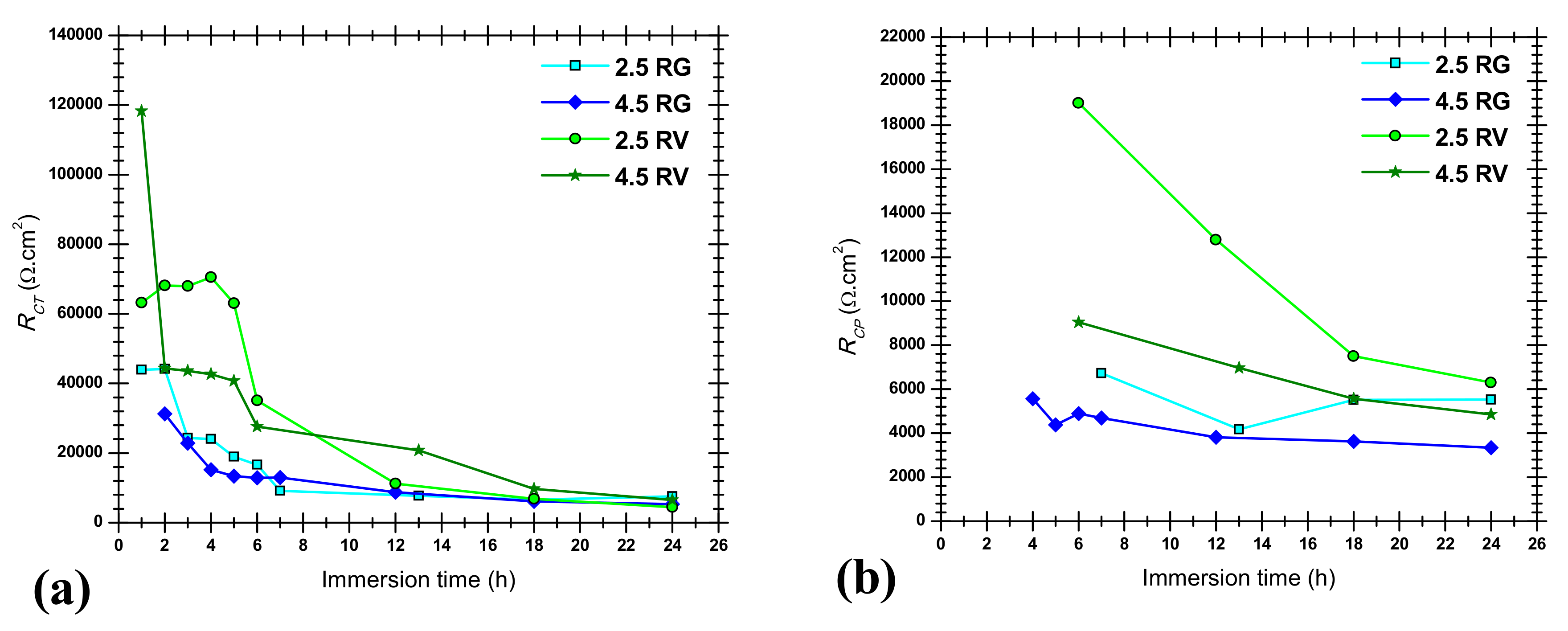
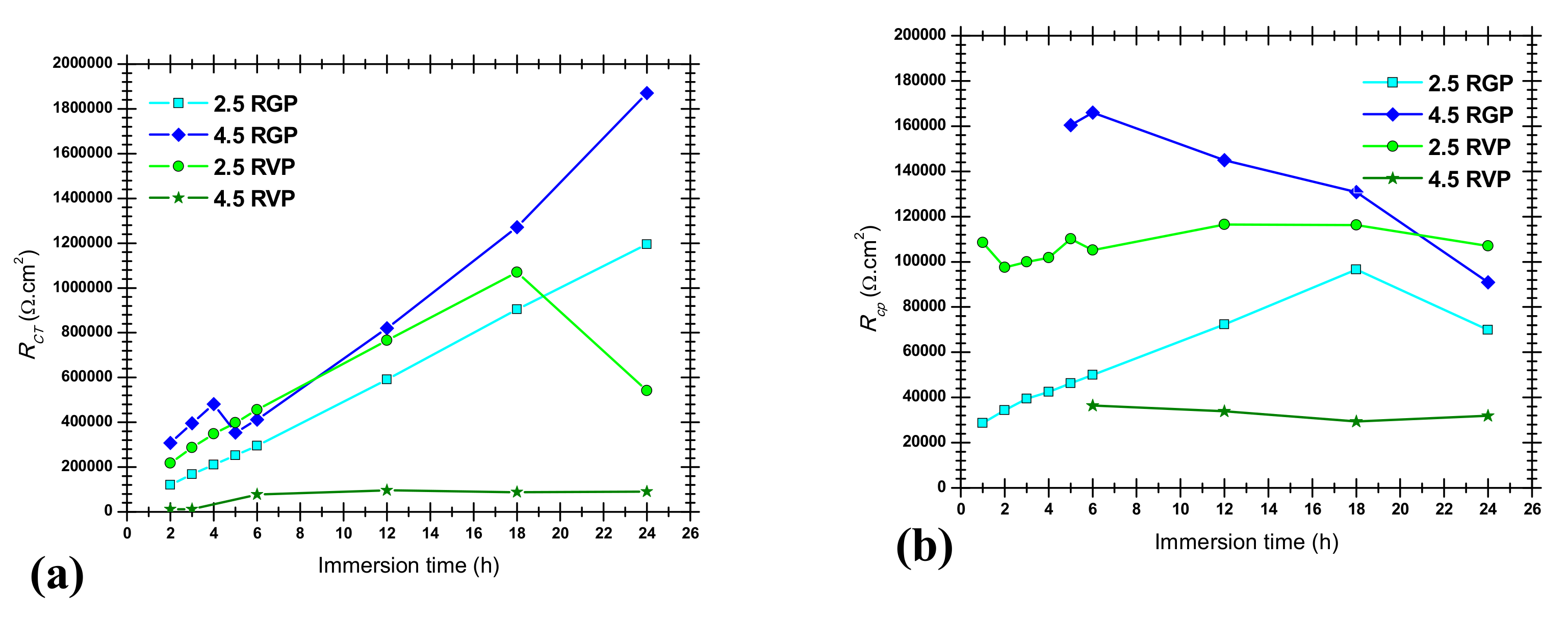
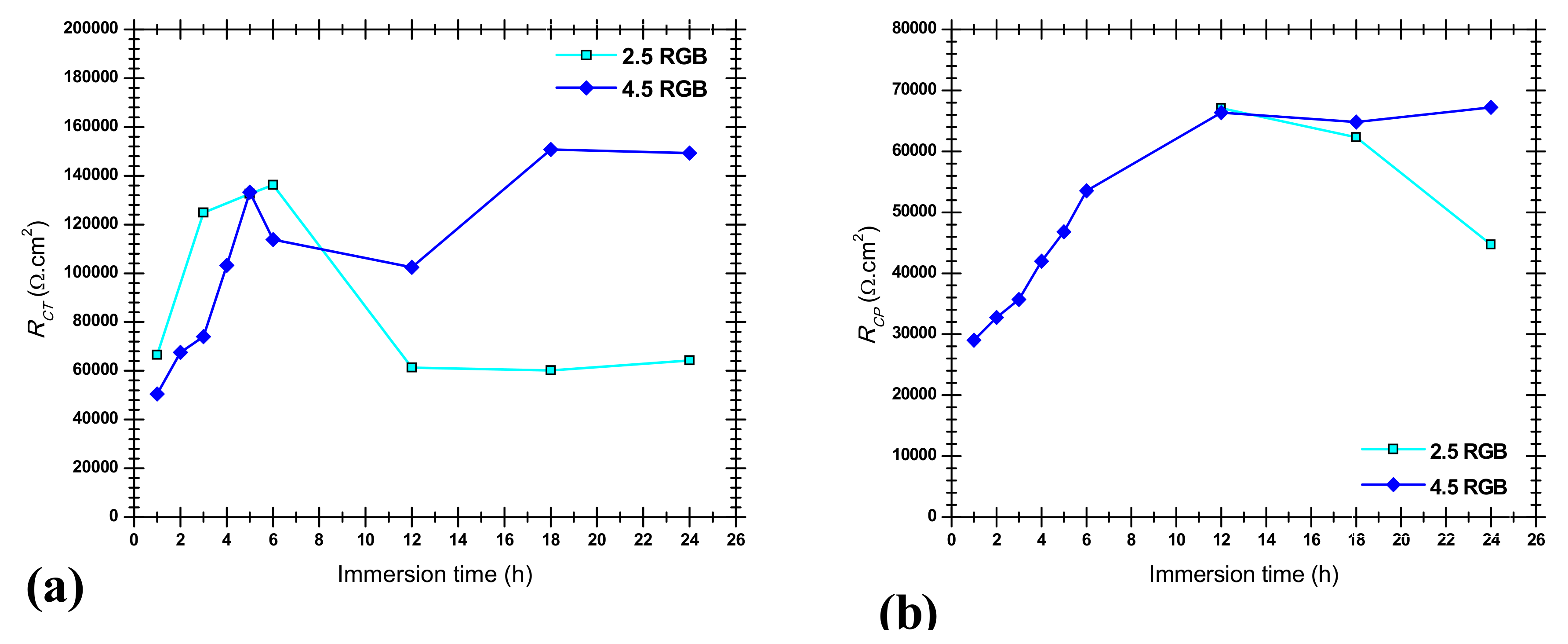
3.2.2. Electrochemical Impedance Spectroscopy
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bonollo, F.; Gramegna, N.; Timelli, G. High-pressure die-casting: Contradictions and challenges. JOM 2015, 67, 901–908. [Google Scholar] [CrossRef]
- Qi, M.; Kang, Y.; Zhou, B.; Liao, W.; Zhu, G.; Li, Y.; Li, W. A forced convection stirring process for Rheo-HPDC aluminum and magnesium alloys. J. Mater. Process. Technol. 2016, 234, 353–367. [Google Scholar] [CrossRef]
- Ji, S.; Zhen, Z.; Fan, Z. Effects of rheo-die casting process on the microstructure and mechanical properties of AM50 magnesium alloy. J. Mater. Sci. Technol. 2005, 21, 1019–1024. [Google Scholar] [CrossRef]
- Ji, S.; Wang, Y.; Watson, D.; Fan, Z. Microstructural evolution and solidification behavior of Al-Mg-Si alloy in high-pressure die casting. Metall. Mater. Trans. A 2013, 44, 3185–3197. [Google Scholar] [CrossRef]
- Jin, C.K.; Jang, C.H.; Kang, C.G. Die design method for thin plates by indirect rheo-casting process and effect of die cavity friction and punch speed on microstructures and mechanical properties. J. Mater. Process. Technol. 2015, 224, 156–168. [Google Scholar] [CrossRef]
- Fan, Z.; Ji, S.; Liu, G. Development of the rheo-diecasting process for Mg-alloys. Mater. Sci. Forum 2005, 488–489, 405–412. [Google Scholar] [CrossRef]
- Moller, H.; Stumpf, W.E.; Pistorius, P.C. Influence of elevated Fe, Ni and Cr levels on tensile properties of SSM-HPDC Al-Si-Mg alloy F357. Trans. Nonferr. Metals Soc. China 2010, 20, s842–s846. [Google Scholar] [CrossRef]
- Flemings, M.C.; Riek, R.G.; Young, K.P. Rheocasting. Mater. Sci. Eng. 1976, 25, 103–117. [Google Scholar] [CrossRef]
- Fan, Z. Semisolid metal processing. Int. Mater. Rev. 2002, 47, 49–85. [Google Scholar] [CrossRef]
- Atkinson, H.V. Alloys for semi-solid processing. Solid State Phenom. 2013, 192–193, 16–27. [Google Scholar] [CrossRef]
- Payandeh, M. Rheocasting of Aluminium Alloys: Slurry Formation, Microstructure, and Properties. Ph.D. Thesis, Jönköping University, Jönköping, Sweden, April 2015. [Google Scholar]
- Chen, Z.W. Skin solidification during high pressure die casting of Al–11Si–2Cu–1Fe alloy. Mater. Sci. Eng. A 2003, 348, 145–153. [Google Scholar] [CrossRef]
- Laukli, H.I.; Gourlay, C.M.; Dahle, A.K. Migration of crystals during the filling of semi-solid castings. Metall. Mater. Trans. A 2005, 36, 805–818. [Google Scholar] [CrossRef]
- Kaufmann, H.; Fragner, W.; Galovsky, U.; Uggowitzer, P.J. Fluctuations of Alloy Composition and Their Influence on Sponge Effect and Fluidity of A356-NRC. In Proceedings of the 2nd International Light Metals Technology ConferenceProceedings of the 2nd International Light Metals Technology Conference, St. Wolfgang, Austria, 8–10 June 2005; Kaufmann, H., Ed.; LKR-Verlag: St. Wolfgang, Austria, 2005. [Google Scholar]
- Zabler, S.; Ershov, A.; Rack, A.; Garcia-Moreno, F.; Baumbach, T.; Banhart, J. Particle and liquid motion in semi-solid aluminium alloys: A quantitative in situ microradioscopy study. Acta Mater. 2013, 61, 1244–1253. [Google Scholar] [CrossRef]
- Park, C.; Kim, S.; Kwon, Y.; Lee, Y.; Lee, J. Effect of microstructure on tensile behavior of thixoformed 357-T5 semisolid Al alloy. Metall. Mater. Trans. A 2004, 35, 1407–1410. [Google Scholar] [CrossRef]
- Möller, H.; Masuku, E.P. The influence of liquid surface segregation on the pitting corrosion behavior of semi-solid metal high pressure die cast alloy F357. TOCORRJ 2009, 2, 216–220. [Google Scholar] [CrossRef]
- Masuku, E.P.; Moller, H.; Curle, U.A.; Pistorius, P.C.; Li, W. Influence of surface liquid segregation on corrosion behavior of semi-solid metal high pressure die cast aluminium alloys. Trans. Nonferr. Metals Soc. China 2010, 20, s837–s841. [Google Scholar] [CrossRef]
- Möller, H.; Curle, U.A.; Masuku, E.P. Characterization of surface liquid segregation in SSM-HPDC aluminium alloys 7075, 2024, 6082 and A201. Trans. Nonferr. Metals Soc. China 2010, 20, s847–s851. [Google Scholar] [CrossRef]
- Guillaumin, V.; Mankowski, G. Localized corrosion of 6056 T6 aluminium alloy in chloride media. Corros. Sci. 2000, 42, 105–125. [Google Scholar] [CrossRef]
- Eckermann, F.; Suter, T.; Uggowitzer, P.J.; Afseth, A.; Schmutz, P. The influence of MgSi particle reactivity and dissolution processes on corrosion in Al–Mg–Si alloys. Electrochim. Acta 2008, 54, 844–855. [Google Scholar] [CrossRef]
- Zeng, F.-L.; Wei, Z.-L.; Li, J.-F.; Li, C.-X.; Tan, X.; Zhang, Z.; Zheng, Z.-Q. Corrosion mechanism associated with Mg2Si and Si particles in Al–Mg–Si alloys. Trans. Nonferr. Metals Soc. China 2011, 21, 2559–2567. [Google Scholar] [CrossRef]
- Liang, W.J.; Rometsch, P.A.; Cao, L.F.; Birbilis, N. General aspects related to the corrosion of 6xxx series aluminium alloys: Exploring the influence of Mg/Si ratio and Cu. Corros. Sci. 2013, 76, 119–128. [Google Scholar] [CrossRef]
- Li, H.; Zhao, P.; Wang, Z.; Mao, Q.; Fang, B.; Song, R.; Zheng, Z. The intergranular corrosion susceptibility of a heavily overaged Al-Mg-Si-Cu alloy. Corros. Sci. 2016, 107, 113–122. [Google Scholar] [CrossRef]
- Brito, C.; Vida, T.; Freitas, E.; Cheung, N.; Spinelli, J.E.; Garcia, A. Cellular/dendritic arrays and intermetallic phases affecting corrosion and mechanical resistances of an Al–Mg–Si alloy. J. Alloys Compd. 2016, 673, 220–230. [Google Scholar] [CrossRef]
- Li, C.; Sun, J.; Li, Z.; Gao, Z.; Liu, Y.; Yu, L.; Li, H. Microstructure and corrosion behavior of Al–10%Mg2Si cast alloy after heat treatment. Mater. Charact. 2016, 122, 142–147. [Google Scholar] [CrossRef]
- Kairy, S.K.; Rometsch, P.A.; Diao, K.; Nie, J.F.; Davies, C.H.J.; Birbilis, N. Exploring the electrochemistry of 6xxx series aluminium alloys as a function of Si to Mg ratio, Cu content, ageing conditions and microstructure. Electrochim. Acta 2016, 190, 92–103. [Google Scholar] [CrossRef]
- Svenningsen, G.; Lein, J.E.; Bjørgum, A.; Nordlien, J.H.; Yu, Y.; Nisancioglu, K. Effect of low copper content and heat treatment on intergranular corrosion of model AlMgSi alloys. Corros. Sci. 2006, 48, 226–242. [Google Scholar] [CrossRef]
- Rehim, S.S.A.; Hassan, H.H.; Amin, M.A. Chronoamperometric studies of pitting corrosion of Al and (Al–Si) alloys by halide ions in neutral sulphate solutions. Corros. Sci. 2004, 46, 1921–1938. [Google Scholar] [CrossRef]
- Tahamtan, S.; Boostani, A.F. Evaluation of pitting corrosion of thixoformed A356 alloy using a simulation model. Trans. Nonferr. Metals Soc. China 2010, 20, 1602–1606. [Google Scholar] [CrossRef]
- Park, C.; Kim, S.; Kwon, Y.; Lee, Y.; Lee, J. Mechanical and corrosion properties of rheocast and low-pressure cast A356-T6 alloy. Mater. Sci. Eng. A 2005, 391, 86–94. [Google Scholar] [CrossRef]
- Bastidas, J.M.; Forn, A.; Baile, M.T.; Polo, J.L.; Torres, C.L. Pitting corrosion of A357 aluminium alloy obtained by semisolid processing. Mater. Corros. 2001, 52, 691–696. [Google Scholar] [CrossRef]
- Pech-Canul, M.A.; Pech-Canul, M.I.; Bartolo-Pérez, P.; Echeverría, M. The role of silicon alloying addition on the pitting corrosion resistance of an Al-12 wt %Si alloy. Electrochim. Acta 2014, 140, 258–265. [Google Scholar] [CrossRef]
- Arrabal, R.; Mingo, B.; Pardo, A.; Mohedano, M.; Matykina, E.; Rodríguez, I. Pitting corrosion of rheocast A356 aluminium alloy in 3.5 wt % NaCl solution. Corros. Sci. 2013, 73, 342–355. [Google Scholar] [CrossRef]
- Tahamtan, S.; Boostani, A.F. Quantitative analysis of pitting corrosion behavior of thixoformed A356 alloy in chloride medium using electrochemical techniques. Mater. Des. 2009, 30, 2483–2489. [Google Scholar] [CrossRef]
- Larsen, M.H.; Walmsley, J.C.; Lunder, O.; Mathiesen, R.H.; Nisancioglu, K. Intergranular corrosion of copper-containing AA6xxx AlMgSi aluminum alloys. J. Electrochem. Soc. 2008, 155, C550–C556. [Google Scholar] [CrossRef]
- Zhan, H.; Mol, J.M.C.; Hannour, F.; Zhuang, L.; Terryn, H.; de Wit, J.H.W. The influence of copper content on intergranular corrosion of model AlMgSi(Cu) alloys. Mater. Corros. 2008, 59, 670–675. [Google Scholar] [CrossRef]
- Svenningsen, G.; Larsen, M.H.; Walmsley, J.C.; Nordlien, J.H.; Nisancioglu, K. Effect of artificial aging on intergranular corrosion of extruded almgsi alloy with small Cu content. Corros. Sci. 2006, 48, 1528–1543. [Google Scholar] [CrossRef]
- Qian, M.; Li, D.; Liu, S.B.; Gong, S.L. Corrosion performance of laser-remelted Al–Si coating on magnesium alloy AZ91D. Corros. Sci. 2010, 52, 3554–3560. [Google Scholar] [CrossRef]
- Yu, Y.; Kim, S.; Lee, Y.; lee, J. Phenomenological observations on mechanical and corrosion properties of thixoformed 357 alloys: A comparison with permanent mold cast 357 alloys. Metall. Mater. Trans. A 2002, 33, 1399–1412. [Google Scholar] [CrossRef]
- Eslami, M.; Fedel, M.; Speranza, G.; Deflorian, F.; Zanella, C. Deposition and characterization of cerium-based conversion coating on HPDC low Si content aluminum alloy. J. Electrochem. Soc. 2017, 164, C581–C590. [Google Scholar] [CrossRef]
- Wessén, M.; Cao, H. The RSF Technology: A Possible Breakthrough for Semi-Solid Casting Processes. In Proceedings of the International Conference of High Tech Die Casting, Vicenza, Italy, 21–22 September 2006. [Google Scholar]
- Cano, E.; Lafuente, D.; Bastidas, D.M. Use of EIS for the evaluation of the protective properties of coatings for metallic cultural heritage: A review. J. Solid State Electrochem. 2010, 14, 381–391. [Google Scholar] [CrossRef] [Green Version]
- Letardi, P. 7—Electrochemical measurements in the conservation of metallic heritage artefacts: An overview. In Corrosion and Conservation of Cultural Heritage Metallic Artefacts; Watkinson, D., Angelini, E., Adriaens, A., Eds.; Woodhead Publishing: Cambridge, UK, 2013; pp. 126–148. [Google Scholar]
- Kirkwood, D.H.; Suery, M.; Kapranos, P.; Atkinson, H.V.; Young, K.P. Semi-Solid Processing of Alloys; Springer: New York, NY, USA, 2010. [Google Scholar]
- Belov, N.A.; Aksenov, A.A. Iron in Aluminum Alloys: Impurity and Alloying Element; Taylor & Francis Inc.: New York, NY, USA, 2002. [Google Scholar]
- Sundman, B.; Jansson, B.; Andersson, J.-O. The thermo-calc databank system. Calphad 1985, 9, 153–190. [Google Scholar] [CrossRef]
- Andersson, J.-O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar]
- Payandeh, M.; Jarfors, A.E.W.; Wessén, M. Solidification sequence and evolution of microstructure during rheocasting of four Al-Si-Mg-Fe alloys with low Si content. Metall. Mater. Trans. A 2016, 47, 1215–1228. [Google Scholar] [CrossRef]
- Easton, M.; Kaufmann, H.; Fragner, W. The effect of chemical grain refinement and low superheat pouring on the structure of NRC castings of aluminium alloy Al–7Si–0.4 Mg. Mater. Sci. Eng. A 2006, 420, 135–143. [Google Scholar] [CrossRef]
- Zhu, B.; Seifeddine, S.; Persson, P.O.Å.; Jarfors, A.E.W.; Leisner, P.; Zanella, C. A study of formation and growth of the anodised surface layer on cast Al-Si alloys based on different analytical techniques. Mater. Des. 2016, 101, 254–262. [Google Scholar] [CrossRef]
- Gourlay, C.; Dahle, A.; Nagira, T.; Nakatsuka, N.; Nogita, K.; Uesugi, K. Granular deformation mechanisms in semi-solid alloys. Acta Mater. 2011, 59, 4933–4943. [Google Scholar] [CrossRef]
- Payandeh, M.; Jarfors, A.E.W.; Wessén, M. Influence of microstructural inhomogeneity on fracture behaviour in SSM-HPDC Al-Si-Cu-Fe component with low Si content. Solid State Phenom. 2015, 217–218, 67–74. [Google Scholar] [CrossRef]
- Govender, G.; Möller, H. Evaluation of surface chemical segregation of semi-solid cast aluminium alloy A356. Solid State Phenom. 2008, 141–143, 433–438. [Google Scholar] [CrossRef]
- Dinnis, C.M.; Dahle, A.K.; Taylor, J.A. Three-dimensional analysis of eutectic grains in hypoeutectic Al–Si alloys. Mater. Sci. Eng. A 2005, 392, 440–448. [Google Scholar] [CrossRef]
- Mingo, B.; Arrabal, R.; Pardo, A.; Matykina, E.; Skeldon, P. 3D study of intermetallics and their effect on the corrosion morphology of rheocast aluminium alloy. Mater. Charact. 2016, 112, 122–128. [Google Scholar] [CrossRef]
- Ji, S.; Das, A.; Fan, Z. Solidification behavior of the remnant liquid in the sheared semisolid slurry of Sn–15 wt % Pb alloy. Scripta Mater. 2002, 46, 205–210. [Google Scholar] [CrossRef]
- Wang, X.-H.; Wang, J.-H.; Fu, C.-W. Characterization of pitting corrosion of 7A60 aluminum alloy by EN and EIS techniques. Trans. Nonferr. Metals Soc. China 2014, 24, 3907–3916. [Google Scholar] [CrossRef]
- Amin, M.A. Uniform and pitting corrosion events induced by SCN− anions on Al alloys surfaces and the effect of UV light. Electrochim. Acta 2011, 56, 2518–2531. [Google Scholar] [CrossRef]
- Amin, M.A.; Hassan, H.H.; Hazzazi, O.A.; Qhatani, M.M. Role of alloyed silicon and some inorganic inhibitors in the inhibition of meta-stable and stable pitting of Al in perchlorate solutions. J. Appl. Electrochem. 2008, 38, 1589–1598. [Google Scholar] [CrossRef]
- Despić, A.; Parkhutik, V.P. Electrochemistry of aluminum in aqueous solutions and physics of its anodic oxide. In Modern Aspects of Electrochemistry No. 20; Bockris, J.O.M., White, R.E., Conway, B.E., Eds.; Springer: Boston, MA, USA, 1989; pp. 401–503. [Google Scholar]
- Moreto, J.A.; Marino, C.E.B.; Filho, W.W.B.; Rocha, L.A.; Fernandes, J.C.S. SVET, SKP and EIS study of the corrosion behaviour of high strength Al and Al–Li alloys used in aircraft fabrication. Corros. Sci. 2014, 84, 30–41. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Si | Fe | Cu | Mn | Mg | Zn | Al |
|---|---|---|---|---|---|---|---|
| Alloy 2.5 | 2.41 | 0.462 | 0.131 | 0.019 | 0.58 | 0.038 | 96.338 |
| Alloy 4.5 | 4.50 | 0.481 | 0.137 | 0.019 | 0.58 | 0.035 | 94.223 |
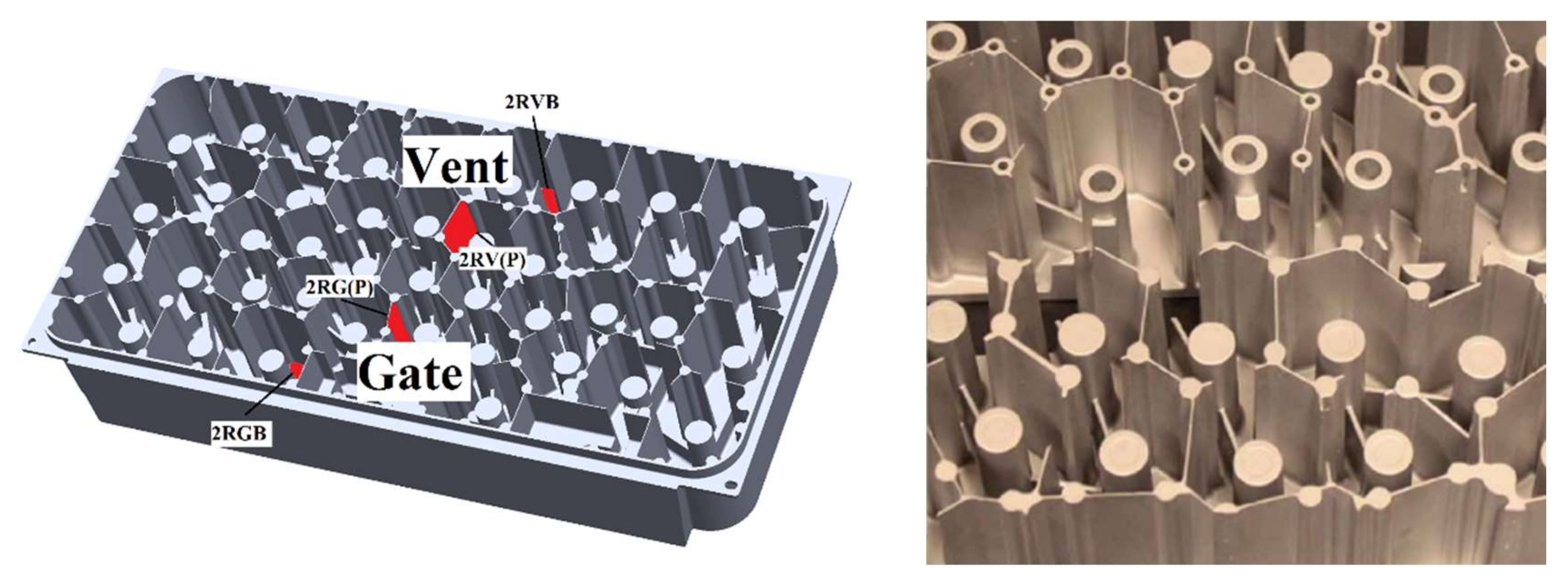
| Name | Section | Near the Gate | Near the Vent |
|---|---|---|---|
| Alloy 2.5 | Thin wall surfaces | 2.5 RGP | 2.5 RVP |
| Plate bulk | 2.5 RGB | 2.5 RVB | |
| Alloy 4.5 | Thin wall surface | 4.5 RGP | 4.5 RVP |
| Plate bulk | 4.5 RGB | 4.5 RVB |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eslami, M.; Payandeh, M.; Deflorian, F.; Jarfors, A.E.W.; Zanella, C. Effect of Segregation and Surface Condition on Corrosion of Rheo-HPDC Al–Si Alloys. Metals 2018, 8, 209. https://doi.org/10.3390/met8040209
Eslami M, Payandeh M, Deflorian F, Jarfors AEW, Zanella C. Effect of Segregation and Surface Condition on Corrosion of Rheo-HPDC Al–Si Alloys. Metals. 2018; 8(4):209. https://doi.org/10.3390/met8040209
Chicago/Turabian StyleEslami, Maryam, Mostafa Payandeh, Flavio Deflorian, Anders E. W. Jarfors, and Caterina Zanella. 2018. "Effect of Segregation and Surface Condition on Corrosion of Rheo-HPDC Al–Si Alloys" Metals 8, no. 4: 209. https://doi.org/10.3390/met8040209
APA StyleEslami, M., Payandeh, M., Deflorian, F., Jarfors, A. E. W., & Zanella, C. (2018). Effect of Segregation and Surface Condition on Corrosion of Rheo-HPDC Al–Si Alloys. Metals, 8(4), 209. https://doi.org/10.3390/met8040209