Process Chain for the Production of a Bimetal Component from Mg with a Complete Al Cladding

Abstract
:1. Introduction
2. Materials and Methods
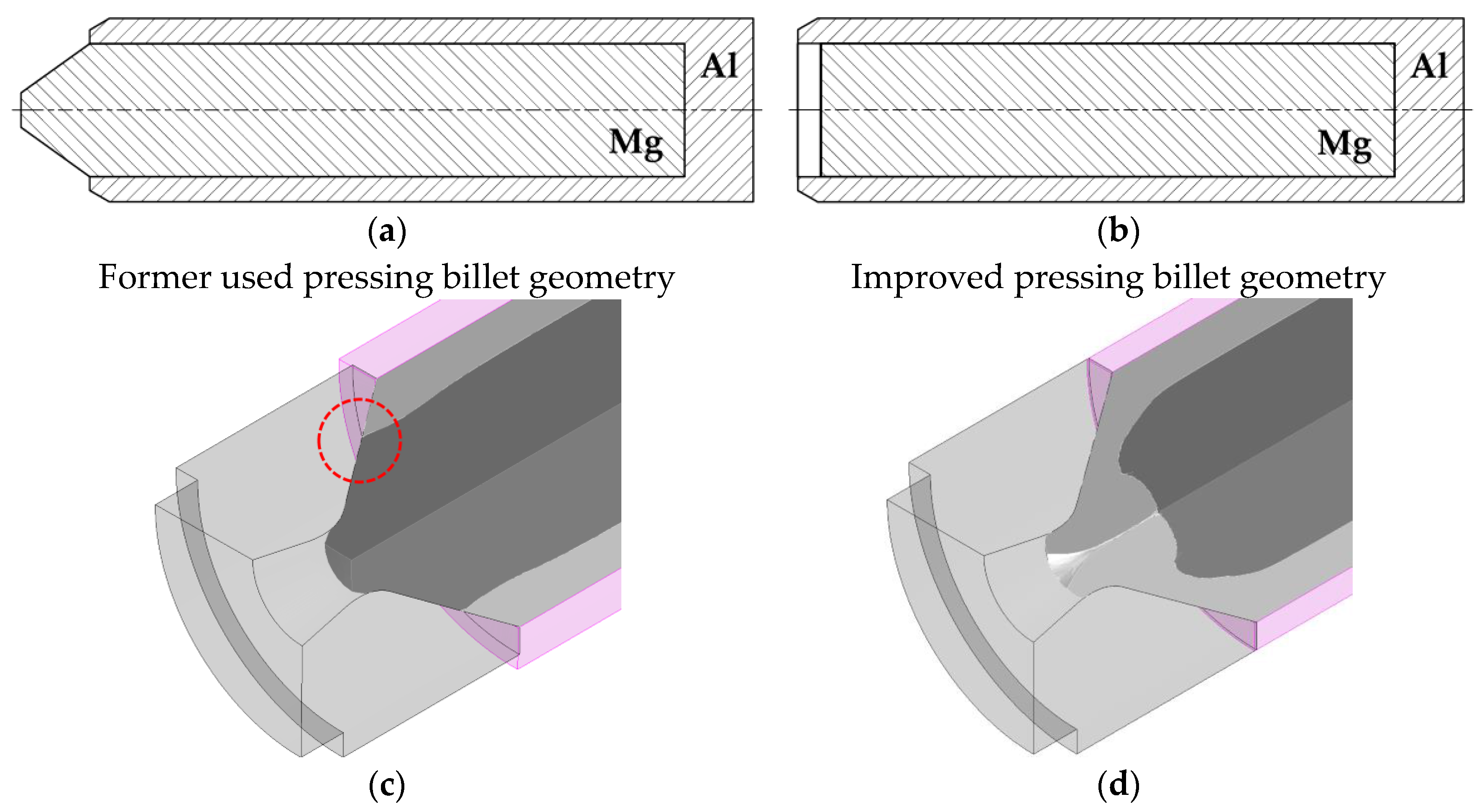
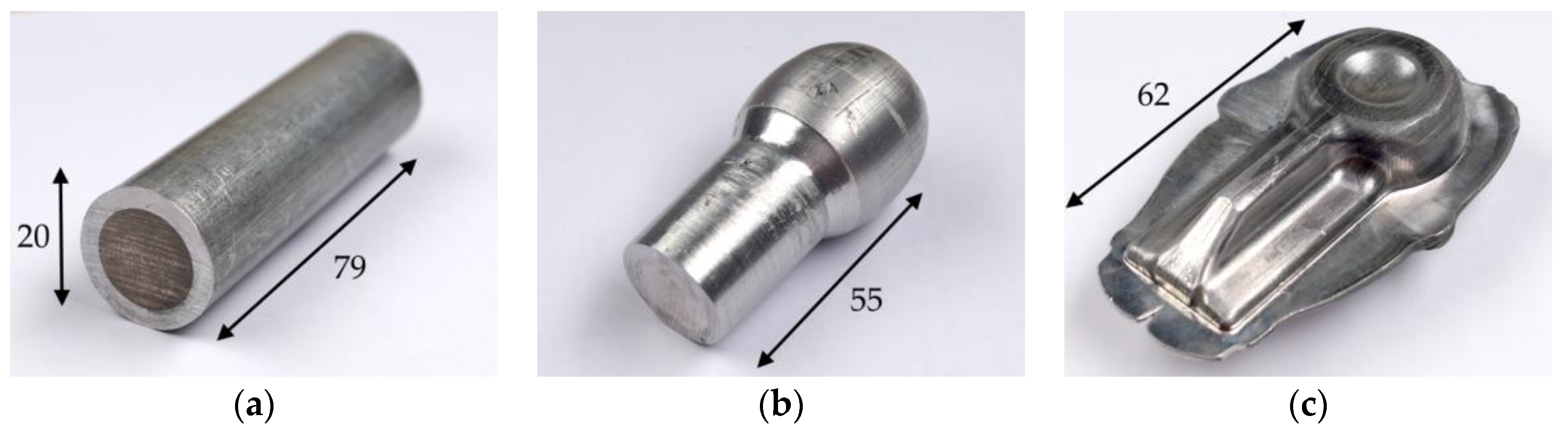
2.1. Hydrostatic Co-Extrusion
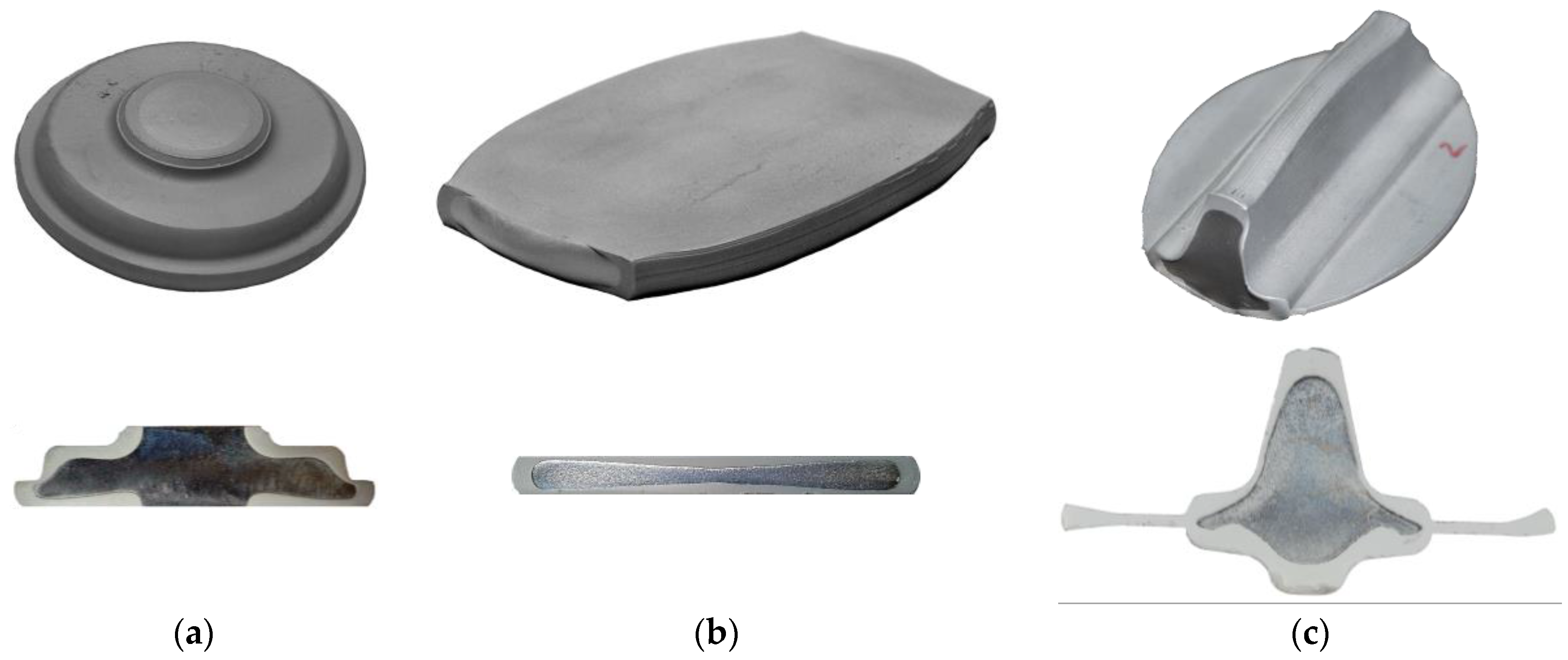
2.2. Die Forging
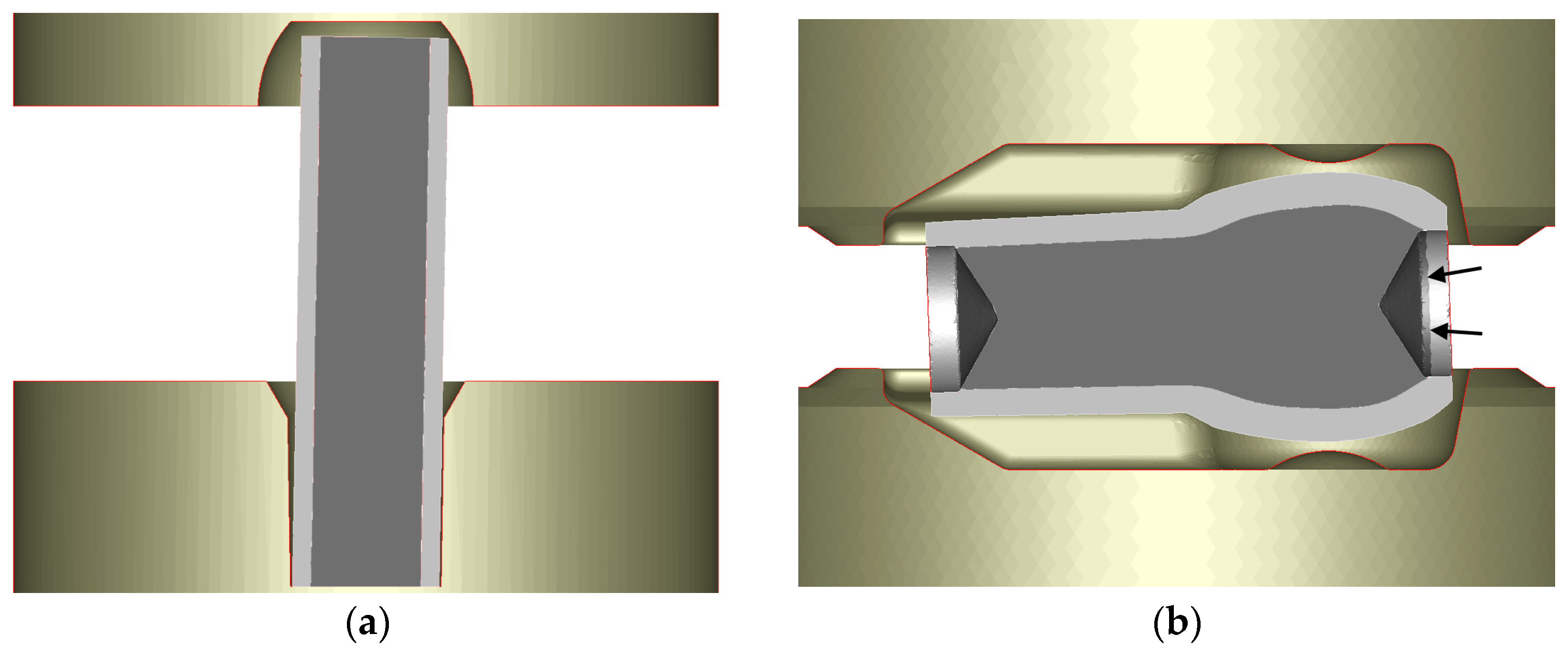
2.3. Numerical Analysis of the Forging Process
3. Results
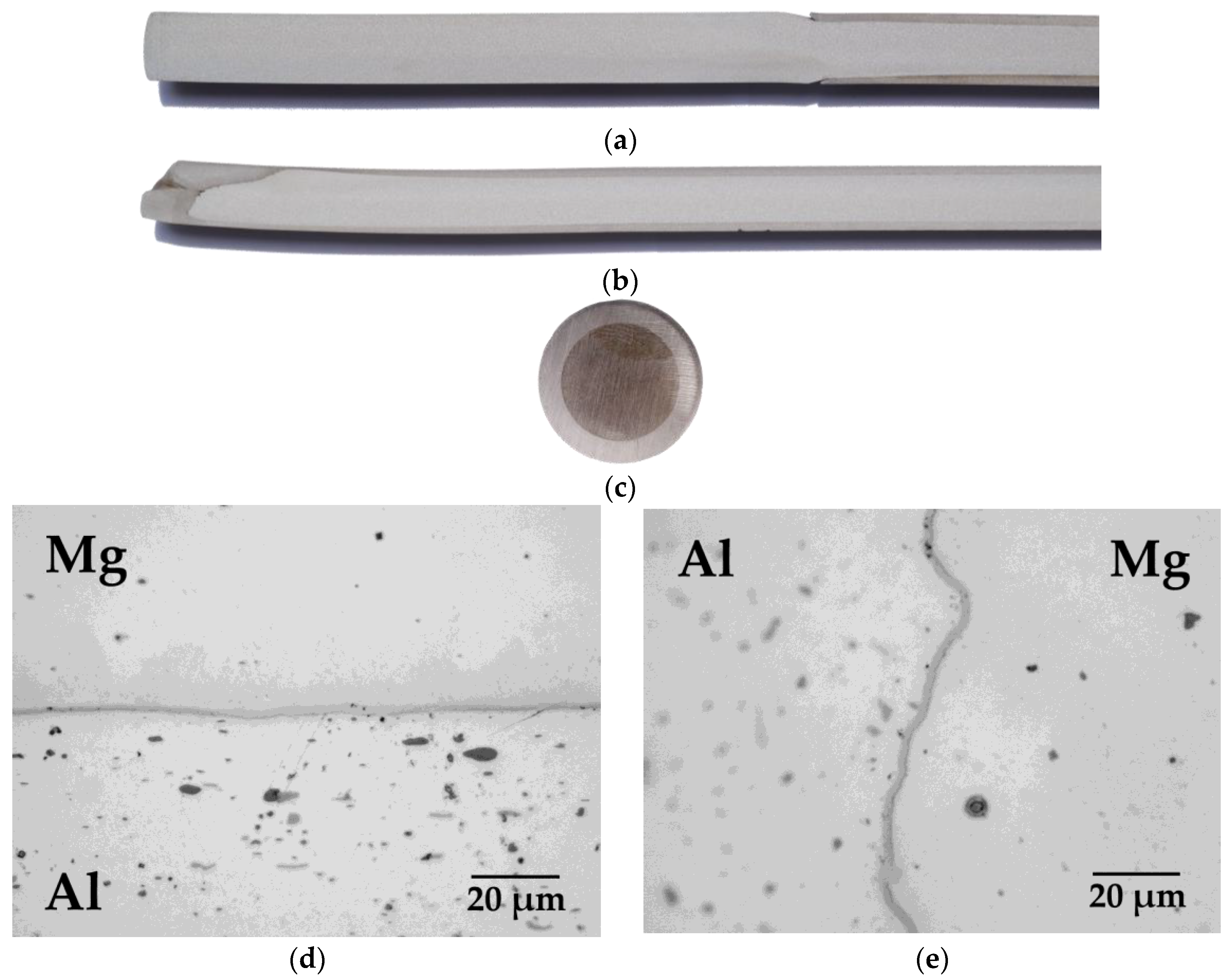
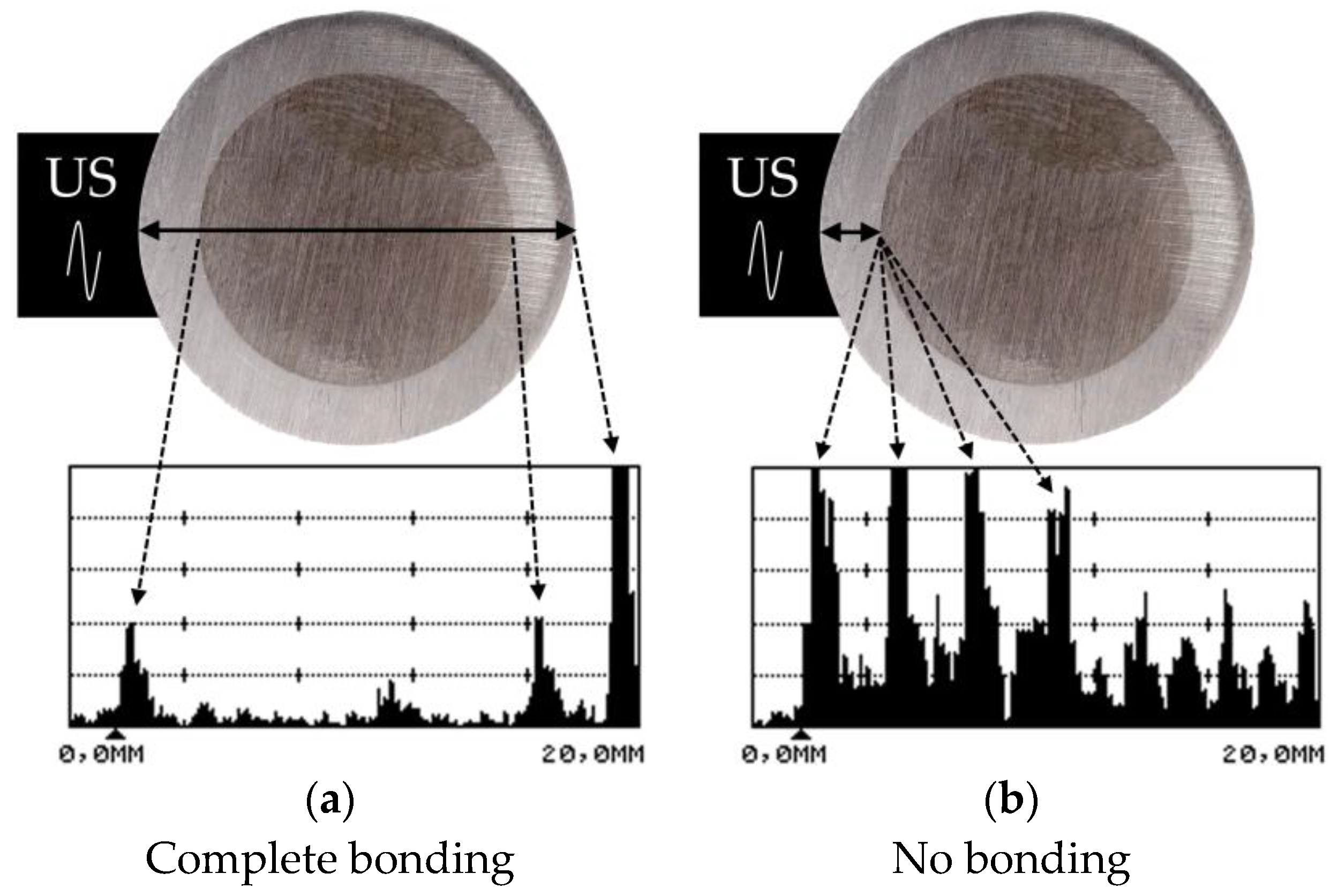
3.1. Hydrostatic Co-Extrusion
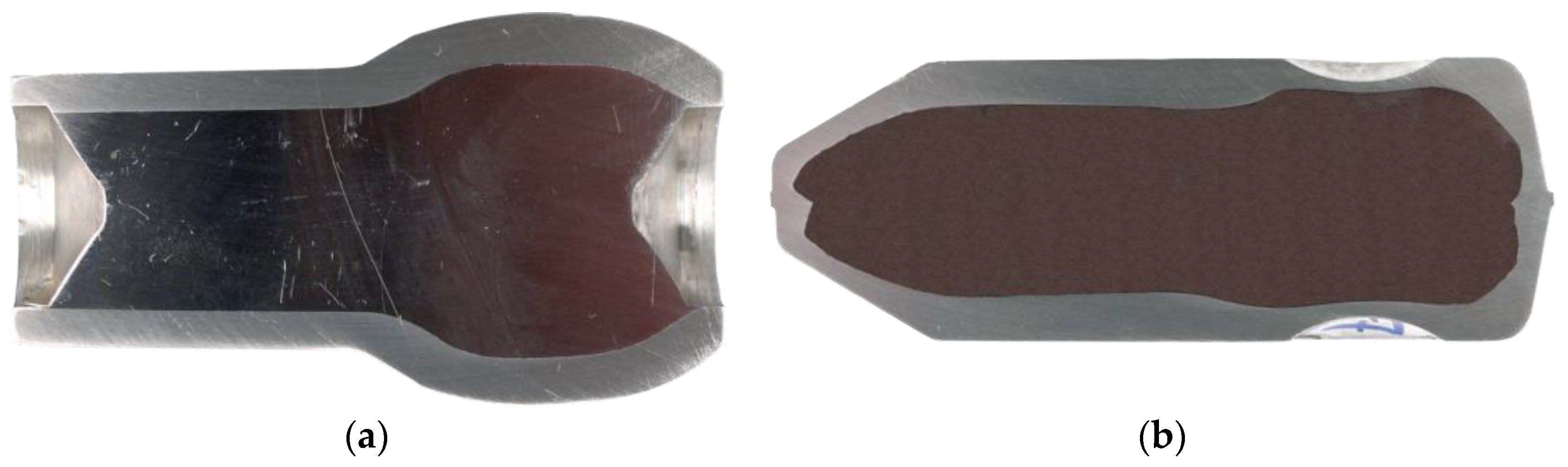
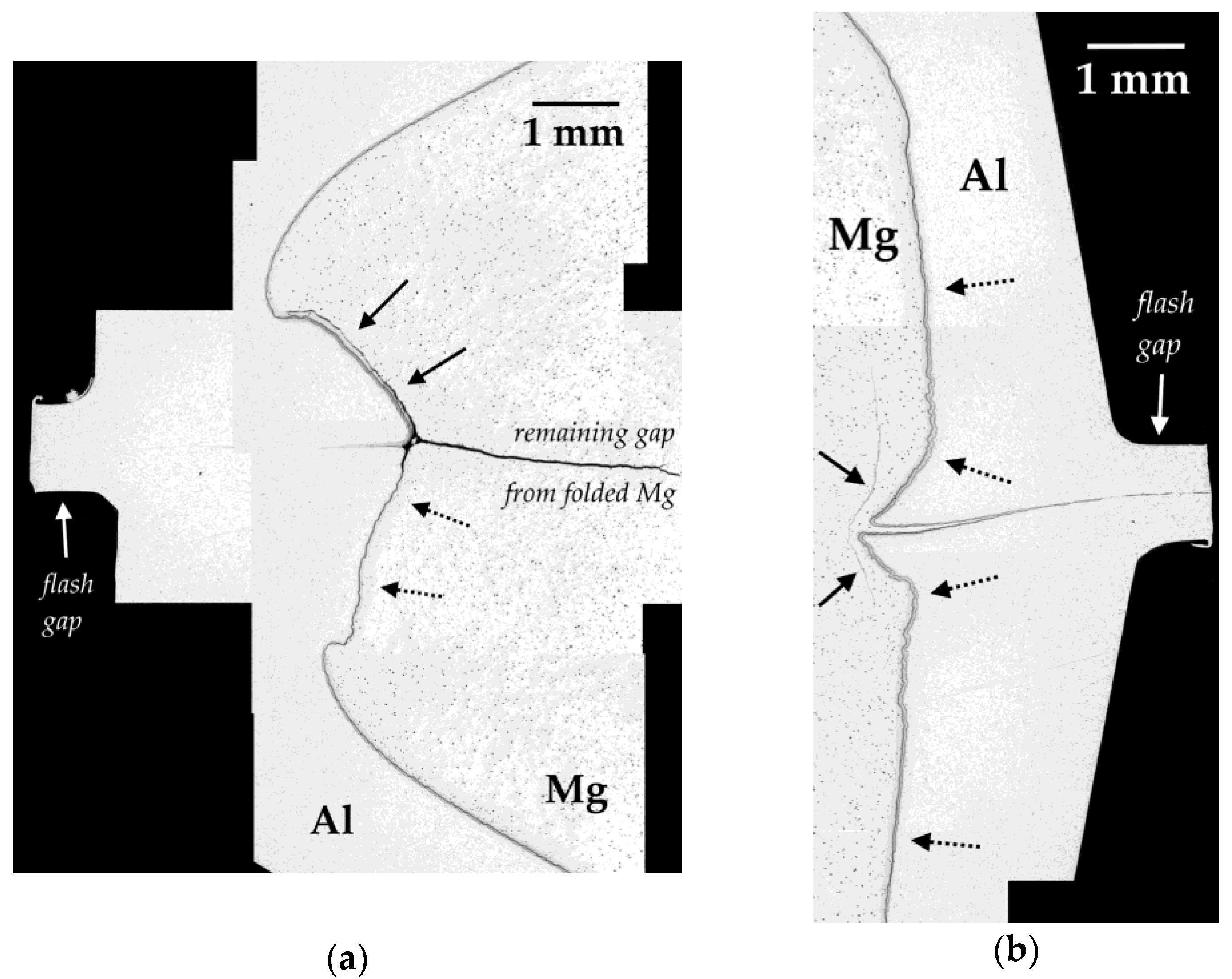
3.2. Die Forging
3.3. Numerical Analysis of the Forging Process
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Osakada, K.; Limb, M.; Mellor, P.B. Hydrostatic extrusion of composite rods with hard cores. Int. J. Mech. Sci. 1973, 15, 291–307. [Google Scholar] [CrossRef]
- Story, J.M.; Avitzur, B.; Hahn, W.C. The effect of receiver pressure on the observed flow pattern in the hydrostatic extrusion of bimetal rods. ASME J. Eng. Ind. 1976, 98, 909–913. [Google Scholar] [CrossRef]
- Avitzur, B.; Wu, R.; Talbert, S.; Chou, Y.T. An analytical approach to the problem of core fracture during extrusion of bimetal rods. ASME J. Eng. Ind. 1985, 107, 247–253. [Google Scholar] [CrossRef]
- Kleiner, M.; Schomäcker, M.; Schikorra, M.; Klaus, A. Manufacture of extruded and continuously reinforced aluminum profiles for ultra-lightweight constructions. Mater. Werkst. 2004, 35, 431–439. [Google Scholar] [CrossRef]
- Jang, D.H.; Hwang, B.B. Deformation Analysis of Co-Extrusion Process of Aluminum Alloy and Copper Alloy. Key Eng. Mater. 2007, 340, 645–648. [Google Scholar] [CrossRef]
- Engelhardt, M.; Grittner, N.; Haverkamp, H.; Reimche, W.; Bormann, D.; Bach, F.-W. Extrusion of hybrid sheet metals. J. Mater. Process. Technol. 2012, 212, 1030–1038. [Google Scholar] [CrossRef]
- Feng, B.; Xin, Y.; Hong, R.; Yu, H.; Wu, Y.; Liu, Q. The effect of architecture on the mechanical properties of Mg–3Al–1Zn rods containing hard Al alloy cores. Scr. Mater. 2015, 98, 56–59. [Google Scholar] [CrossRef]
- Muehlhause, J.; Gall, S.; Mueller, S. Simulation of the co-extrusion of hybrid Mg/Al profiles. Key Eng. Mater. 2010, 424, 113–119. [Google Scholar] [CrossRef]
- Golovko, O.; Bieliaiev, S.M.; Nürnberger, F.; Danchenko, V.M. Extrusion of the bimetallic aluminum-magnesium rods and tubes. Forsch. Ingenieurwesen 2015, 79, 17–27. [Google Scholar] [CrossRef]
- Negendank, M.; Mueller, S.; Reimers, W. Coextrusion of Mg–Al macro composites. J. Mater. Process. Technol. 2012, 212, 1954–1962. [Google Scholar] [CrossRef]
- Priel, E.; Ungarish, Z.; Navi, N.U. Co-extrusion of a Mg/Al composite billet: A computational study validated by experiments. J. Mater. Process. Technol. 2016, 236, 103–113. [Google Scholar] [CrossRef]
- Paramsothy, M.; Srikanth, N.; Gupta, M. Solidification processed Mg/Al bimetal macrocomposite: Microstructure and mechanical properties. J. Alloys Compd. 2008, 461, 200–208. [Google Scholar] [CrossRef]
- Lehmann, T.; Stockmann, M.; Kittner, K.; Binotsch, C.; Awiszus, B. Fracture mechanical properties of Al/Mg compounds and yield behavior of the material during the production process. Mater. Werkst. 2011, 42, 612–623. [Google Scholar] [CrossRef]
- Lehmann, T. Experimentell-numerische Analyse Mechanischer Eigenschaften von Aluminium/Magnesium-Werkstoffverbunden. Ph.D. Thesis, Chemnitz University of Technology, Chemnitz, Germany, 29 June 2012. [Google Scholar]
- Kirbach, C.; Lehmann, T.; Stockmann, M.; Ihlemann, J. Digital image correlation used for experimental investigations of Al/Mg compounds. Strain 2015, 51, 223–234. [Google Scholar] [CrossRef]
- Kirbach, C.; Stockmann, M.; Ihlemann, J. Rate dependency of interface fragmentation in Al-mg-compounds. In Proceedings of the Conference Abstract of the 34th Danubia-Adria Symposium on Advances in Experimental Mechanics, Trieste, Italy, 19–22 September 2017; pp. 167–168, ISBN 978-88-8303-863-1. [Google Scholar]
- Li, C.; Chi, C.; Lin, P.; Zhang, H.; Liang, W. Deformation behavior and interface microstructure evolution of Al/Mg/Al multilayer composite sheets during deep drawing. Mater. Des. 2015, 77, 15–24. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Kosch, K.-G.; Frischkorn, C.; Vahed, N.; Huskic, A. Compound forging of hybrid powder-solid-parts made of steel and aluminum. Key Eng. Mater. 2012, 504, 175–180. [Google Scholar] [CrossRef]
- Shishkina, Y.A.; Baglyuk, G.A.; Kurikhin, V.S.; Verbylo, D.G. Effect of the deformation scheme on the structure and properties of hot-forged aluminum-matrix composites. Powder Metall. Met. Ceram. 2016, 55, 5–11. [Google Scholar] [CrossRef]
- Liao, W.; Ye, B.; Zhang, L.; Zhou, H.; Guo, W.; Wang, Q.; Li, W. Microstructure evolution and mechanical properties of SiC nanoparticles reinforced magnesium matrix composite processed by cyclic closed-die forging. Mater. Sci. Eng. A 2015, 642, 49–56. [Google Scholar] [CrossRef]
- Purohit, R.; Qureshi, M.M.U.; Kumar, B. Effect of Forging on Aluminum Matrix Nano Composites: A Review. Mater. Today Proc. 2017, 4, 5357–5360. [Google Scholar] [CrossRef]
- Foydl, A.; Pfeiffer, I.; Kammler, M.; Pietzka, D.; Matthias, T.; Jäger, A.; Tekkaya, A.E.; Behrens, B.-A. Manufacturing of Steel-reinforced Aluminum Products by Combining Hot Extrusion and Closed-Die Forging. Key Eng. Mater. 2012, 504, 481–486. [Google Scholar] [CrossRef]
- Feuerhack, A.; Binotsch, C.; Awiszus, A. Formability of hybrid aluminum-magnesium compounds. Key Eng. Mater. 2013, 554, 21–28. [Google Scholar] [CrossRef]
- Kittner, K.; Awiszus, B. Numerical and experimental investigations of the production processes of coextruded Al/Mg-compounds and the strength of the interface. Key Eng. Mater. 2019, 424, 129–135. [Google Scholar] [CrossRef]
- Kittner, K.; Awiszus, B. The process of co-extrusion—An analysis. Key Eng. Mater. 2012, 491, 81–88. [Google Scholar] [CrossRef]
- Kittner, K. Integrativer Modellansatz bei der Co-Extrusion von Aluminium-Magnesium-Werkstoff-Verbunden. Ph.D. Thesis, Chemnitz University of Technology, Chemnitz, Germany, 11 May 2012. [Google Scholar]
- Binotsch, C.; Nickel, D.; Feuerhack, A.; Awiszus, B. Forging of Al-Mg compounds and characterization of interface. Procedia Eng. 2014, 81, 540–545. [Google Scholar] [CrossRef]
- Feuerhack, A. Experimentelle und Numerische Untersuchungen von Al-Mg-Verbunden Mittels Verbundschmieden. Ph.D. Thesis, Chemnitz University of Technology, Chemnitz, Germany, 23 May 2014. [Google Scholar]
- Kammer, C. Aluminium-Taschenbuch, 16th ed.; Aluminium-Verlag: Düsseldorf, Germany, 2000; ISBN 3870172754. [Google Scholar]
- Kammer, C. Magnesium-Taschenbuch, 1st ed.; Aluminium-Verlag: Düsseldorf, Germany, 2000; ISBN 3870172649. [Google Scholar]
- Doege, E.; Janssen, S.; Wieser, J. Characteristic values for the forming of the magnesium alloy AZ31. Mater. Werkst. 2001, 32, 48–51. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition in wt % | Al | Mg | Zn | Mn | Si | Cu | Fe | Ni | Ti | Cr |
|---|---|---|---|---|---|---|---|---|---|---|
| AA-6082 | Balance | 0.851 | 0.082 | 0.489 | 0.887 | 0.107 | 0.272 | - | 0.019 | 0.167 |
| AZ31 | 2.71 | Balance | 0.77 | 0.251 | 0.017 | <0.001 | <0.001 | <0.002 | - | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Förster, W.; Binotsch, C.; Awiszus, B. Process Chain for the Production of a Bimetal Component from Mg with a Complete Al Cladding. Metals 2018, 8, 97. https://doi.org/10.3390/met8020097
Förster W, Binotsch C, Awiszus B. Process Chain for the Production of a Bimetal Component from Mg with a Complete Al Cladding. Metals. 2018; 8(2):97. https://doi.org/10.3390/met8020097
Chicago/Turabian StyleFörster, Wolfgang, Carolin Binotsch, and Birgit Awiszus. 2018. "Process Chain for the Production of a Bimetal Component from Mg with a Complete Al Cladding" Metals 8, no. 2: 97. https://doi.org/10.3390/met8020097
APA StyleFörster, W., Binotsch, C., & Awiszus, B. (2018). Process Chain for the Production of a Bimetal Component from Mg with a Complete Al Cladding. Metals, 8(2), 97. https://doi.org/10.3390/met8020097