Influence of Boron on the Creep Behavior and the Microstructure of Particle Reinforced Aluminum Matrix Composites


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
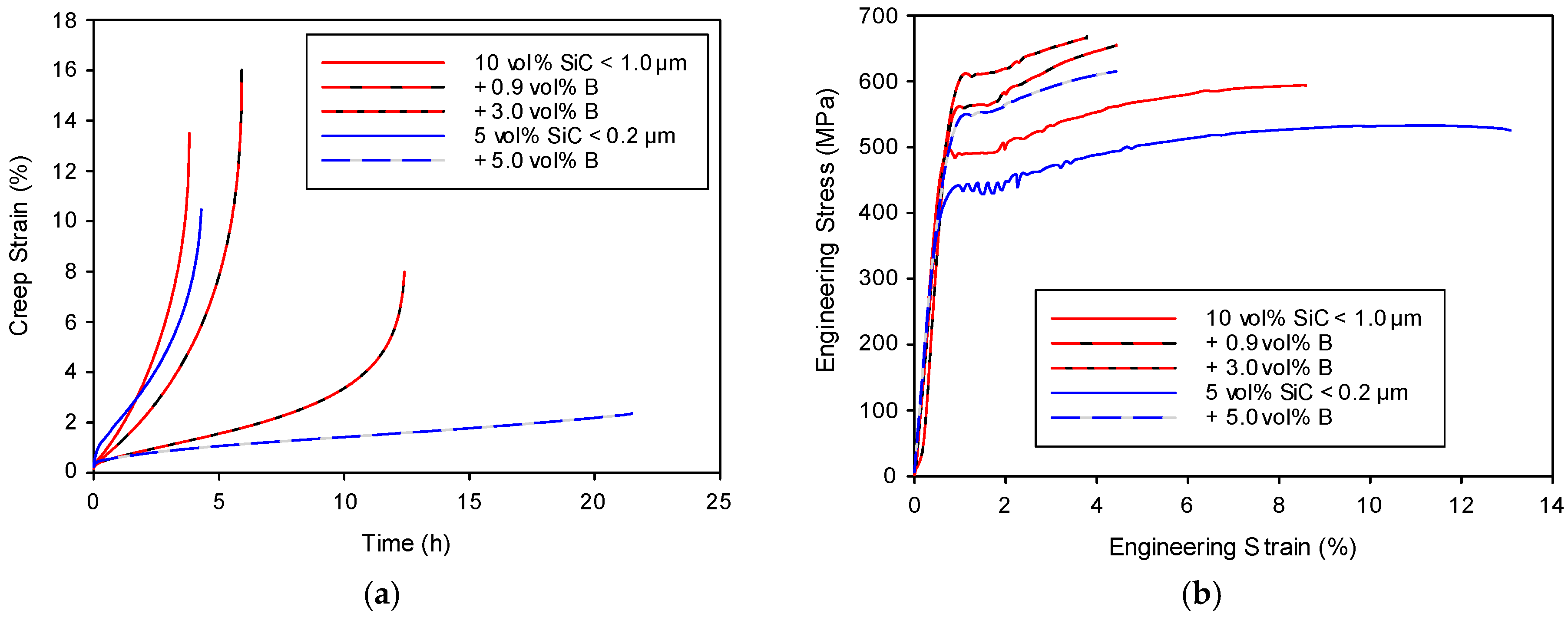
3.1. Influene of Boron on the Creep Behavior and Tensile Strength
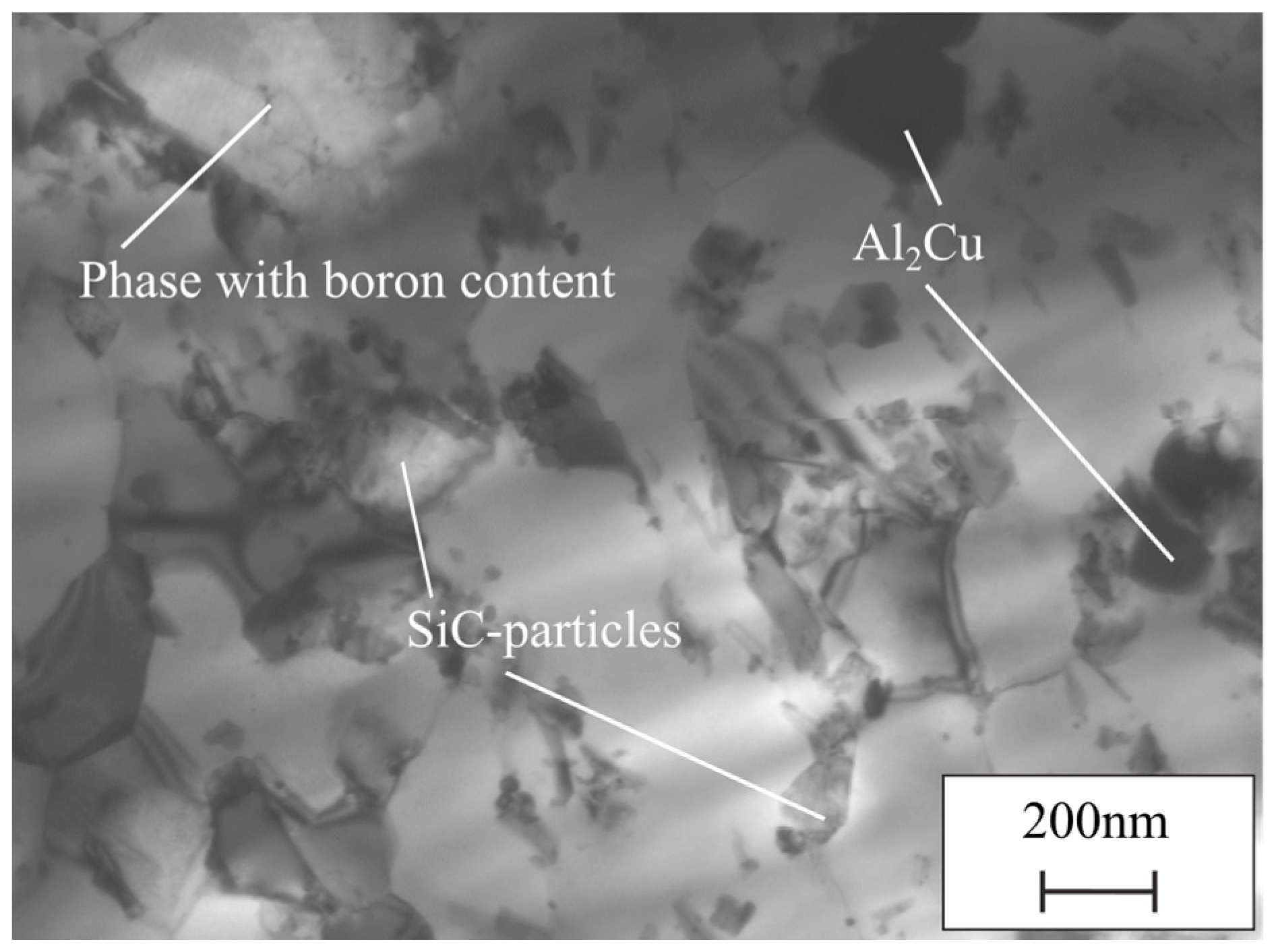
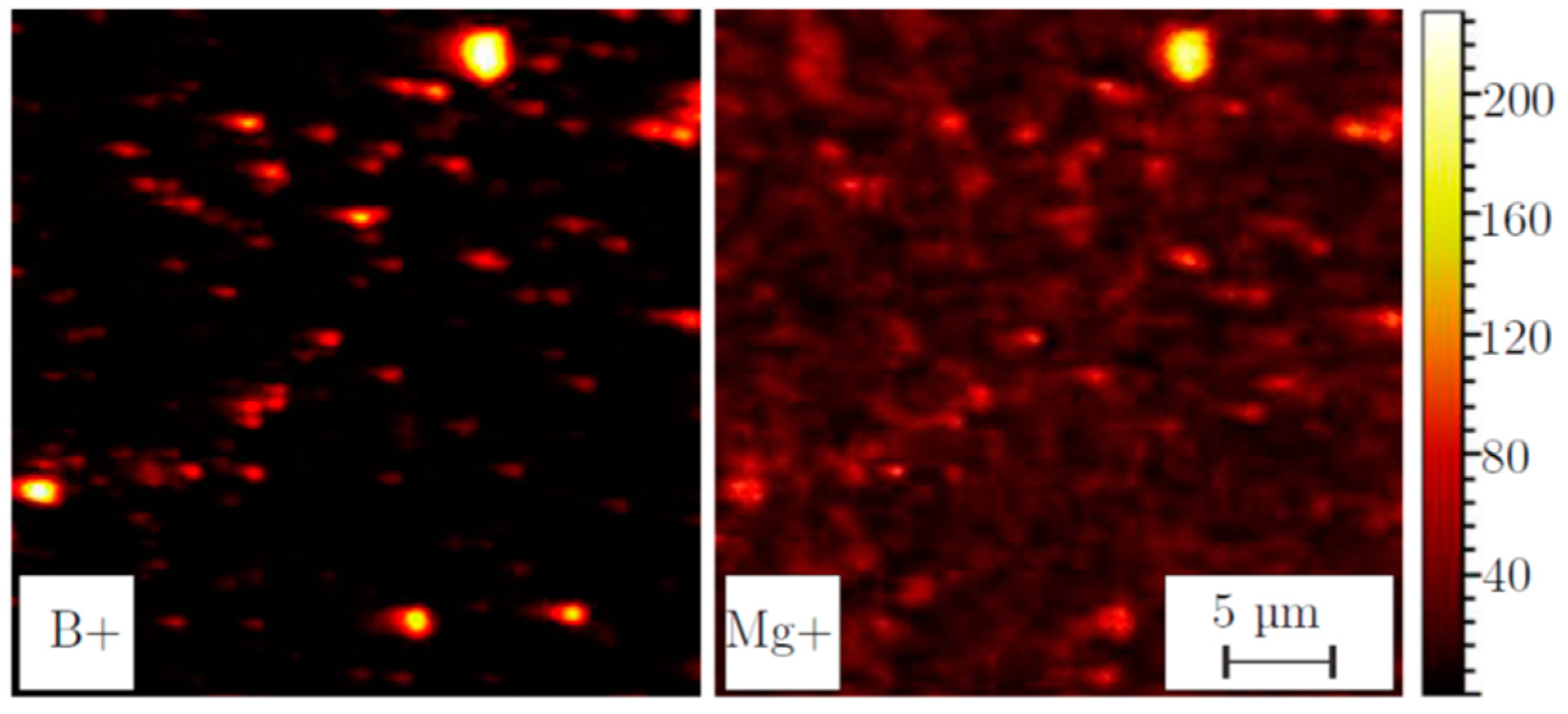
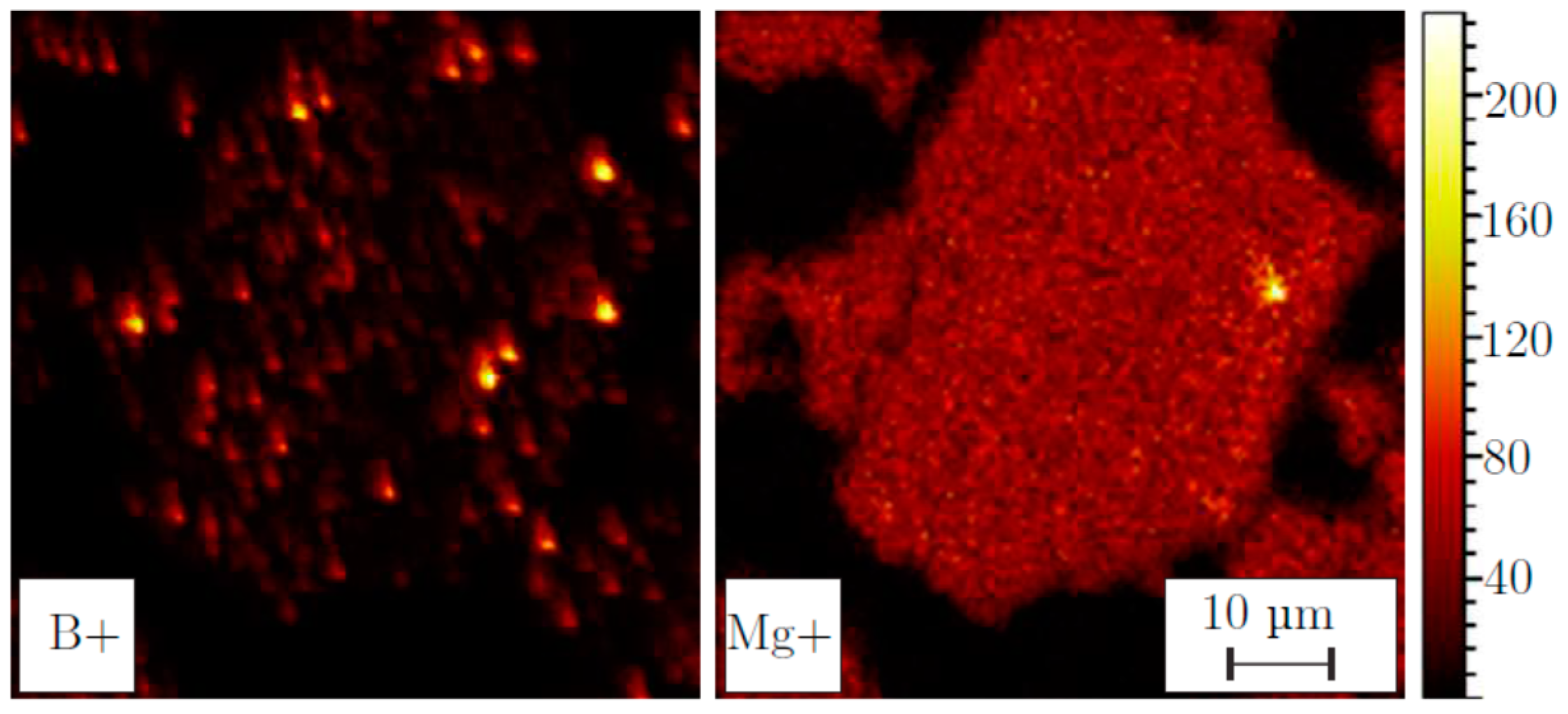
3.2. Microstructure
4. Conclusions
- The distribution of boron particles succeeds. However, occasionally larger B-particles remain detectable. SEM and ToF-SIMS investigations indicate a fine distribution within the matrix.
- Both the creep resistance as well as the tensile strength increase with increasing boron content within the frame tested.
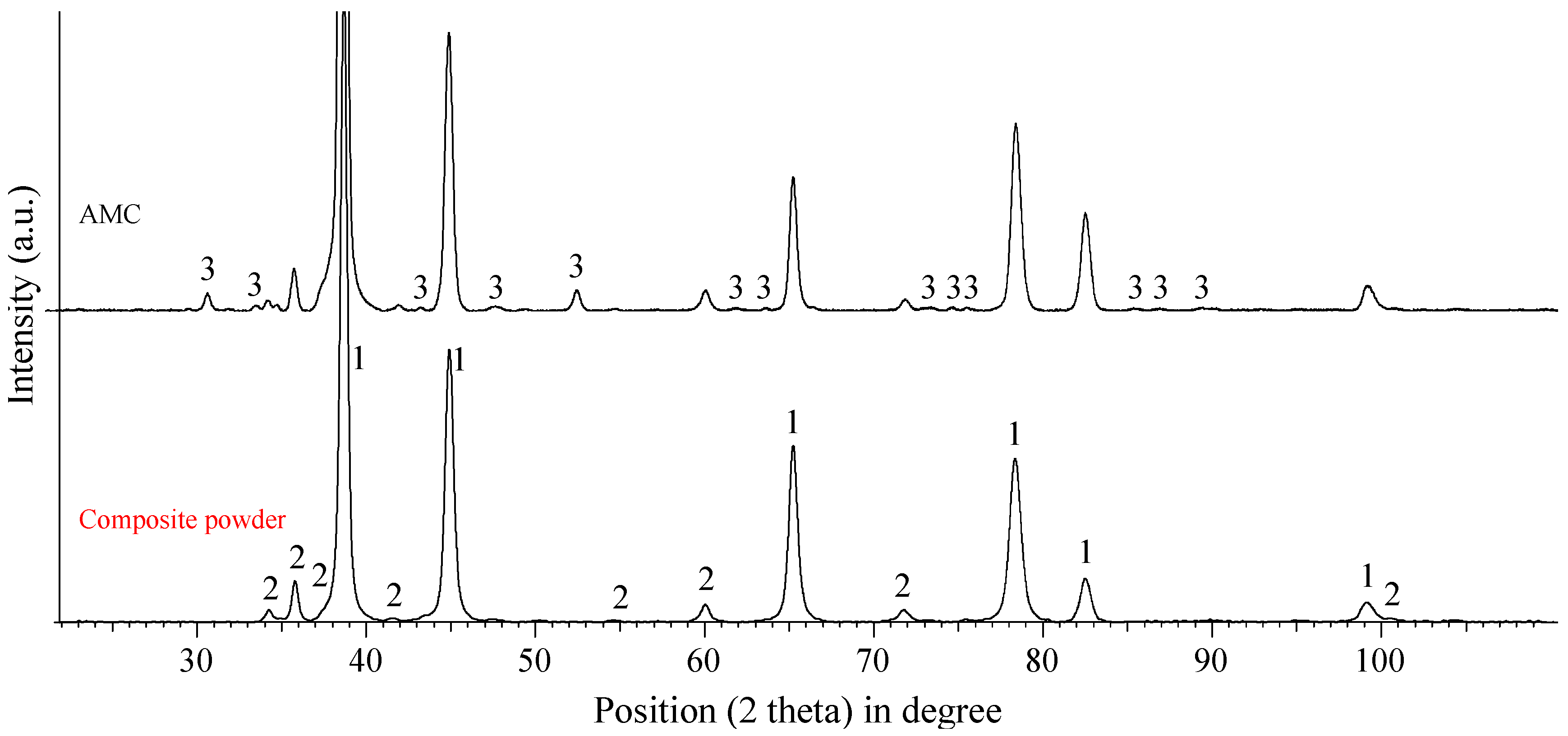
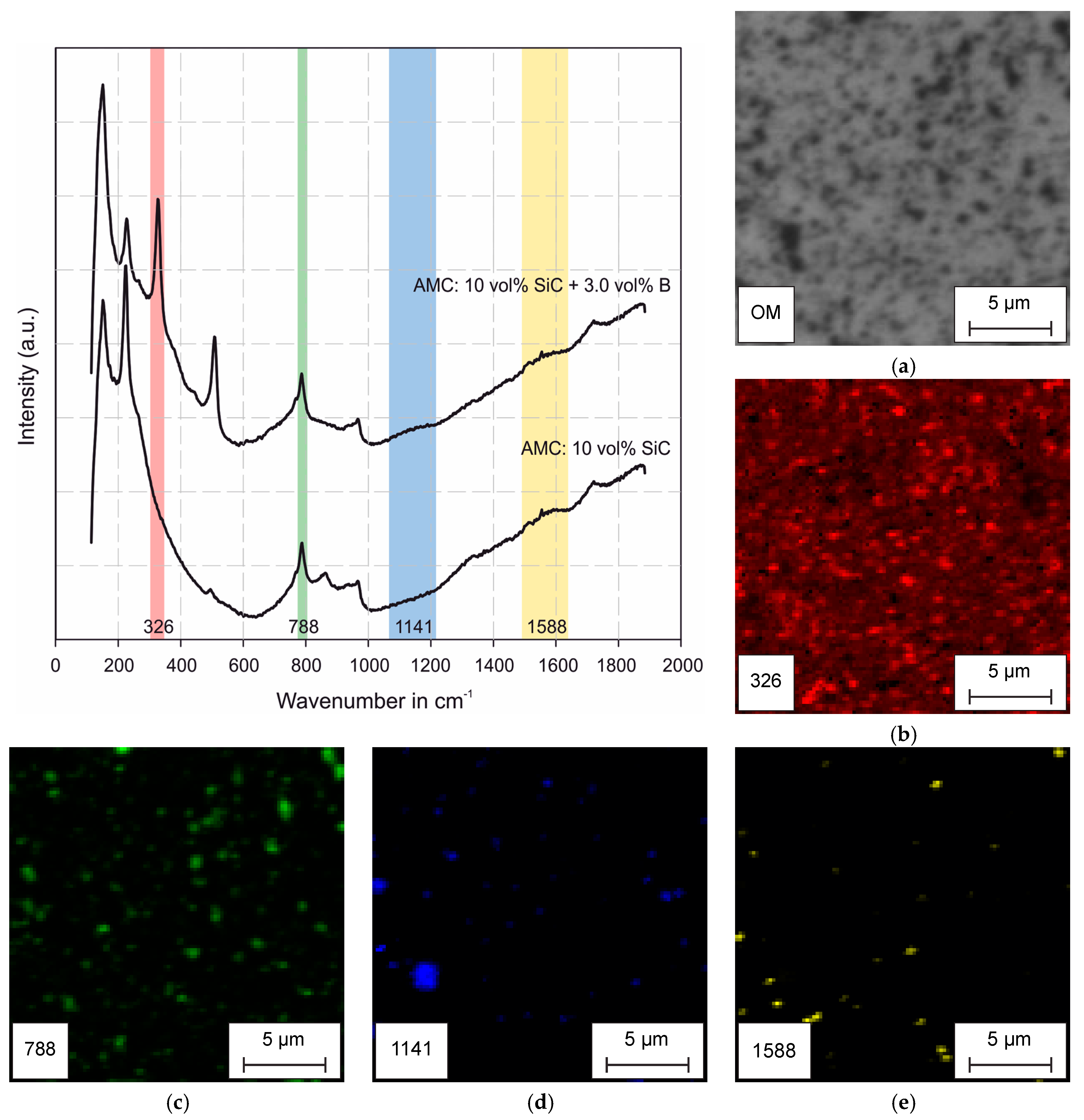
- By X-ray diffractometry, the newly formed phase Al3BC can be detected. The existence of the phase can be confirmed by investigations using Raman microscopy. In addition, this makes it possible to visualize the distribution of the phase within the matrix by means of Raman mapping.
- The mechanism behind the improvement in creep resistance is not clear according to the current knowledge. The element boron may affect the diffusivity of the AMCs as well as grain boundary sliding as expected. On the other hand, it is also likely that the phase Al3BC has a share in the improvement of the tested mechanical properties. After all, it is very small, well distributed, and stable against aging.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hockauf, M.; Wagner, M.F.-X.; Händel, M.; Lampke, T.; Siebeck, S.; Wielage, B. High-strength aluminum-based light-weight materials for safety components-recent progress by microstructural refinement and particle reinforcement. Int. J. Mater. Res. 2012, 103, 3–11. [Google Scholar] [CrossRef]
- Siebeck, S.; Nestler, D.; Podlesak, H.; Wielage, B. Influence of milling atmosphere on the high-energy ball-milling process of producing particle-reinforced aluminum matrix composites. In Integration of Practice-Oriented Knowledge Technology: Trends and Prospectives; Fathi, M., Ed.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 315–321. [Google Scholar]
- Siebeck, S.; Nestler, D.; Wielage, B. Producing a particle-reinforced AlCuMgMn alloy by means of mechanical alloying. Materialwiss. Werkstofftech. 2012, 43, 567–571. [Google Scholar] [CrossRef]
- Siebeck, S.; Nestler, D.; Wielage, B. Hochenergie-Kugelmahlen zur Herstellung partikelverstärkter AMCs mit hochfester, maßgeschneiderter Aluminummatrix. In Verbundwerkstoffe, Tagungsband; Wanner, A., Ed.; Conventus Congressmanagement & Marketing: Jena, Germany, 2013; pp. 115–121. [Google Scholar]
- Wagner, S.; Siebeck, S.; Hockauf, M.; Nestler, D.; Podlesak, H.; Wielage, B.; Wagner, M.F.-X. Effect of SiC-reinforcement and equal-channel angular pressing on microstructure and mechanical properties of AA2017. Adv. Eng. Mater. 2012, 14, 388–393. [Google Scholar] [CrossRef]
- Nestler, D.J. Beitrag zum Thema Verbundwerkstoffe-Werkstoffverbunde. Status quo und Forschungsansätze; Universitätsverlag Chemnitz: Chemnitz, Germany, 2014. [Google Scholar]
- Broeckmann, C.; Packeisen, A. Kriechen einer partikelverstärkten Aluminumlegierung unter Berücksich-tigung des Gefüges. Metall 1998, 52, 702–711. [Google Scholar]
- Dutta, B.; Surappa, M.K. Age-hardening behaviour of Al-Cu-SiCp composites synthesized by casting route. Scr. Metall. Mater. 1995, 32, 731–736. [Google Scholar] [CrossRef]
- Rösler, J.; Harders, H.; Bäker, M. Mechanisches Verhalten der Werkstoffe, 4; überarb. und erw. Aufl; Springer: Wiesbaden, Germany, 2012. [Google Scholar]
- Bürgel, R. Handbuch Hochtemperatur-Werkstofftechnik. Grundlagen, Werkstoffbeanspruchungen, Hochtempera-Turlegierungen und-Beschichtungen; mit 70 Tabellen, 3; überarb. und erw. Aufl; Vieweg: Wiesbaden, Germany, 2006. [Google Scholar]
- Rösler, J.; Bao, G.; Evans, A.G. The effects of diffusional relaxation on the creep strength of composites. Acta Metall. Mater. 1991, 39, 2733–2738. [Google Scholar] [CrossRef]
- Härtel, M.; Frint, P.; Abstoss, K.G.; Wagner, M.F.-X. Effect of creep and aging on the precipitation kinetics of an Al-Cu Alloy after one pass of ECAP. Adv. Eng. Mater. 2017, 20. [Google Scholar] [CrossRef]
- Melloy, G.F.; Slimmon, P.R.; Podgursky, P.P. Optimizing the boron effect. Metall. Trans. 1973, 4, 2279–2289. [Google Scholar] [CrossRef]
- Choi, Y.-S.; Kim, S.-J.; Park, I.-M.; Kwon, K.-W.; Yoo, I.-S. Boron distribution in a low-alloy steel. Met. Mater. 1997, 3, 118–124. [Google Scholar] [CrossRef]
- Kim, B.; Yun, H.; Lee, D.; Lim, B. Effect of boron on creep characteristics in 9Cr-1.5Mo alloys. J. Phys. Conf. Ser. 2009, 144, 12030. [Google Scholar] [CrossRef]
- Schriever, U. Untersuchungen zur Wirkungsweise der Elemente Bor, Titan, Zirkon, Aluminum und Stickstoff in Wasservergüteten, Schweissbaren Baustählen; Kommission der Europäischen Gemeinschaften, Generaldirek-tion Wissenschaft, Forschung und Entwicklung: Luxemburg, 1991. [Google Scholar]
- McMahon, C.J. The role of solute segregation in promoting the hardenability of steel. Metall. Trans. A 1980, 11, 531–535. [Google Scholar] [CrossRef]
- López-Chipres, E.; Mejía, I.; Maldonado, C.; Bedolla-Jacuinde, A.; El-Wahabi, M.; Cabrera, J.M. Hot flow behavior of boron microalloyed steels. Mater. Sci. Eng. A 2008, 480, 49–55. [Google Scholar] [CrossRef]
- Ohmori, Y.; Yamanaka, J. Hardenability of boron-treated low carbon low alloy steels. Proc. Ann. Symp. Comput. Appl. Med. Care 1980, 44–60. [Google Scholar]
- Shigesato, G.; Fujishiro, T.; Hara, T. Boron segregation to austenite grain boundary in low alloy steel measured by aberration corrected STEM-EELS. Mater. Sci. Eng. A 2012, 556, 358–365. [Google Scholar] [CrossRef]
- Abenojar, J.; Martinez, M.A.; Velasco, F. Effect of the boron content in the aluminum/boron composite. J. Alloys Compd. 2006, 422, 67–72. [Google Scholar] [CrossRef]
- Nestler, D.; Siebeck, S.; Podlesak, H.; Wagner, S.; Hockauf, M.; Wielage, B. Powder metallurgy of particle-reinforced aluminum matrix composites (AMC) by means of high-energy ball milling. In Integrated Systems, Design and Technology 2010; Fathi, M., Holland, A., Ansari, F., Weber, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 93–107. [Google Scholar]
- Nestler, D.; Siebeck, S.; Podlesak, H.; Wielage, B.; Wagner, S.; Hockauf, M. Influence of process control agent (PCA) and atmosphere during high-energy ball milling for the production of particle-reinforced aluminum matrix composites. Materialwiss. Werkstofftech. 2011, 42, 580–584. [Google Scholar] [CrossRef]
- Podlesak, H.; Siebeck, S.; Mücklich, S.; Hockauf, M.; Meyer, L.; Wielage, B.; Weber, D. Powder metallurgical fabrication of SiC and Al2O3 reinforced Al-Cu alloys. Materialwiss. Werkstofftech. 2009, 40, 500–505. [Google Scholar] [CrossRef]
- Nakashima, S.; Harima, H. Raman investigation of SiC polytypes. Phys. Stat. Sol. 1997, 162, 39–64. [Google Scholar] [CrossRef]
- Meyer, F.D. Festkörperchemische Untersuchungen von Ternären Aluminumcarbiden mit Bor, Silicium und Stickstoff. Doctoral thesis, Albert-Ludwigs-Universität Freiburg, Freiburg, Germany, 1998. [Google Scholar]
- Meyer, F.D.; Hillebrecht, H. Synthesis and crystal structure of Al3BC, the first boridecarbide of aluminum. J. Alloys Compd. 1997, 252, 98–102. [Google Scholar] [CrossRef]
- Madelung, O.; Kück, S.; Werheit, H. Non-Tetrahedrally Bounded Binary Compounds II, New Series; Springer: Berlin/Heidelberg, Germany, 2000. [Google Scholar]
- Xiang, H.; Li, F.; Li, J.; Wang, J.; Wang, X.; Wang, J.; Zhou, Y. Raman spectrometry study of phase stability and phonon anharmonicity of Al3BC3 at elevated temperatures and high pressures. J. Appl. Phys. 2011, 110, 113504. [Google Scholar] [CrossRef]
- Orlovskaya, N.; Lugovy, M. Boron Rich Solids. Sensors, Ultra High Temperature Ceramics, Thermoelectrics, Armor; Springer: Dordrecht, The Netherlands, 2011. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Volume Fraction in vol % | ||
|---|---|---|
| SiC < 1 μm | SiC < 200 nm | Boron |
| 10 | - | - |
| 10 | - | 0.9 |
| 10 | - | 3.0 |
| - | 5 | - |
| - | 5 | 5.0 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siebeck, S.; Roder, K.; Wagner, G.; Nestler, D. Influence of Boron on the Creep Behavior and the Microstructure of Particle Reinforced Aluminum Matrix Composites. Metals 2018, 8, 110. https://doi.org/10.3390/met8020110
Siebeck S, Roder K, Wagner G, Nestler D. Influence of Boron on the Creep Behavior and the Microstructure of Particle Reinforced Aluminum Matrix Composites. Metals. 2018; 8(2):110. https://doi.org/10.3390/met8020110
Chicago/Turabian StyleSiebeck, Steve, Kristina Roder, Guntram Wagner, and Daisy Nestler. 2018. "Influence of Boron on the Creep Behavior and the Microstructure of Particle Reinforced Aluminum Matrix Composites" Metals 8, no. 2: 110. https://doi.org/10.3390/met8020110
APA StyleSiebeck, S., Roder, K., Wagner, G., & Nestler, D. (2018). Influence of Boron on the Creep Behavior and the Microstructure of Particle Reinforced Aluminum Matrix Composites. Metals, 8(2), 110. https://doi.org/10.3390/met8020110