Assessment of Steel Subjected to the Thermomechanical Control Process with Respect to Weldability


Abstract
:1. Introduction
2. Experimental Section
- ➢
- MAG (Metal Active Gas) welding using a G Mn4Ni1,5CrMo 1.2 mm diameter solid wire and an M21 active shielding gas;
- ➢
- MAG welding using a T Mn2NiCrMo 1.2 mm diameter flux-cored wire and an M21 active shielding gas;
- ➢
- Argon-shielded TIG (Tangsten Inert Gas) welding using an MT-NiMoCr 3 mm diameter solid wire;
- ➢
- Submerged arc welding under an OK Flux 10.61 low-hydrogen flux, using an S Mn3NiMo1 3.2 mm diameter solid wire;
- ➢
- Laser beam welding using a TruDisk 12002 disc laser.
3. Results and Discussion
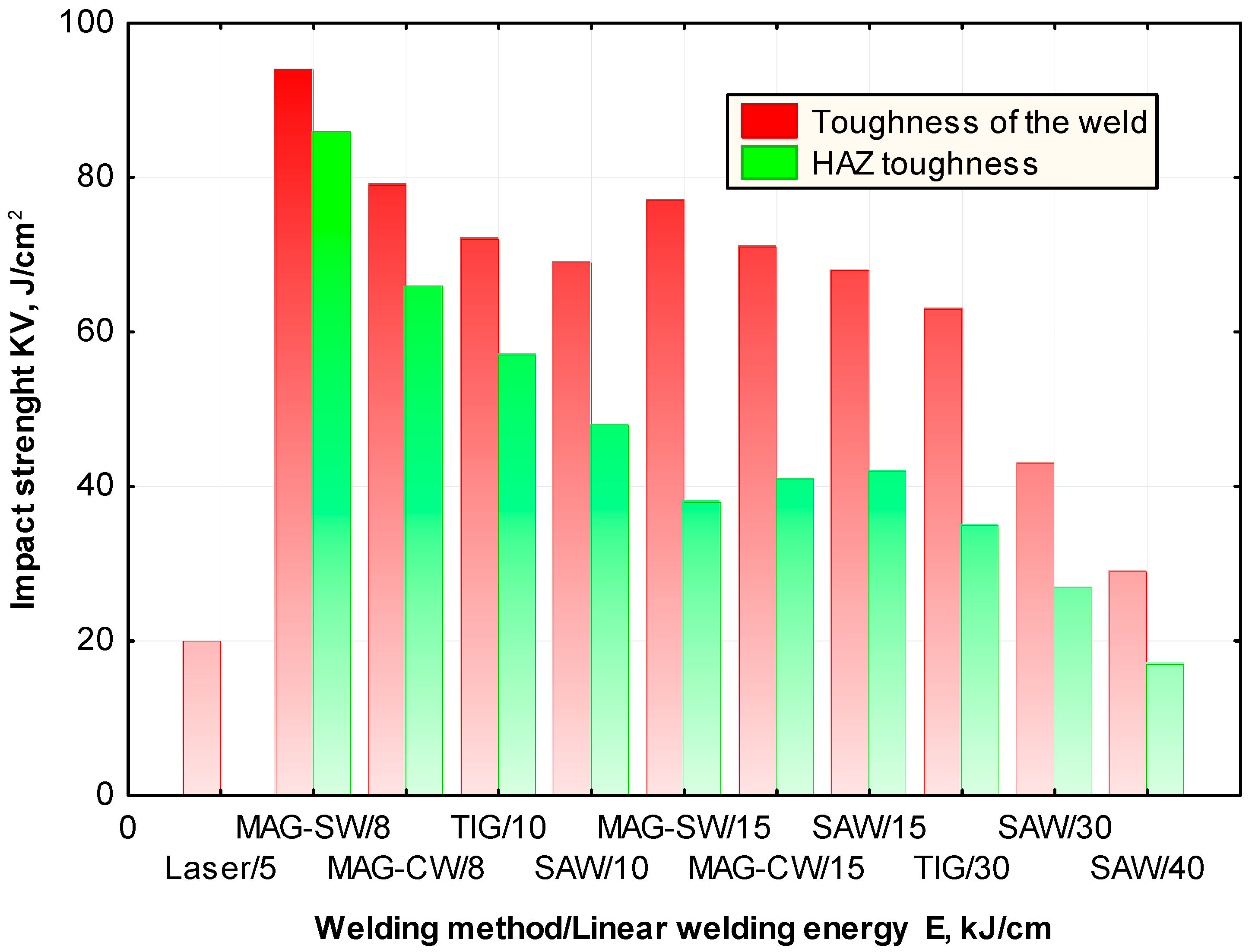
Effect of a Welding Method and Linear Energy on the Properties of Welded Joints
4. Conclusions
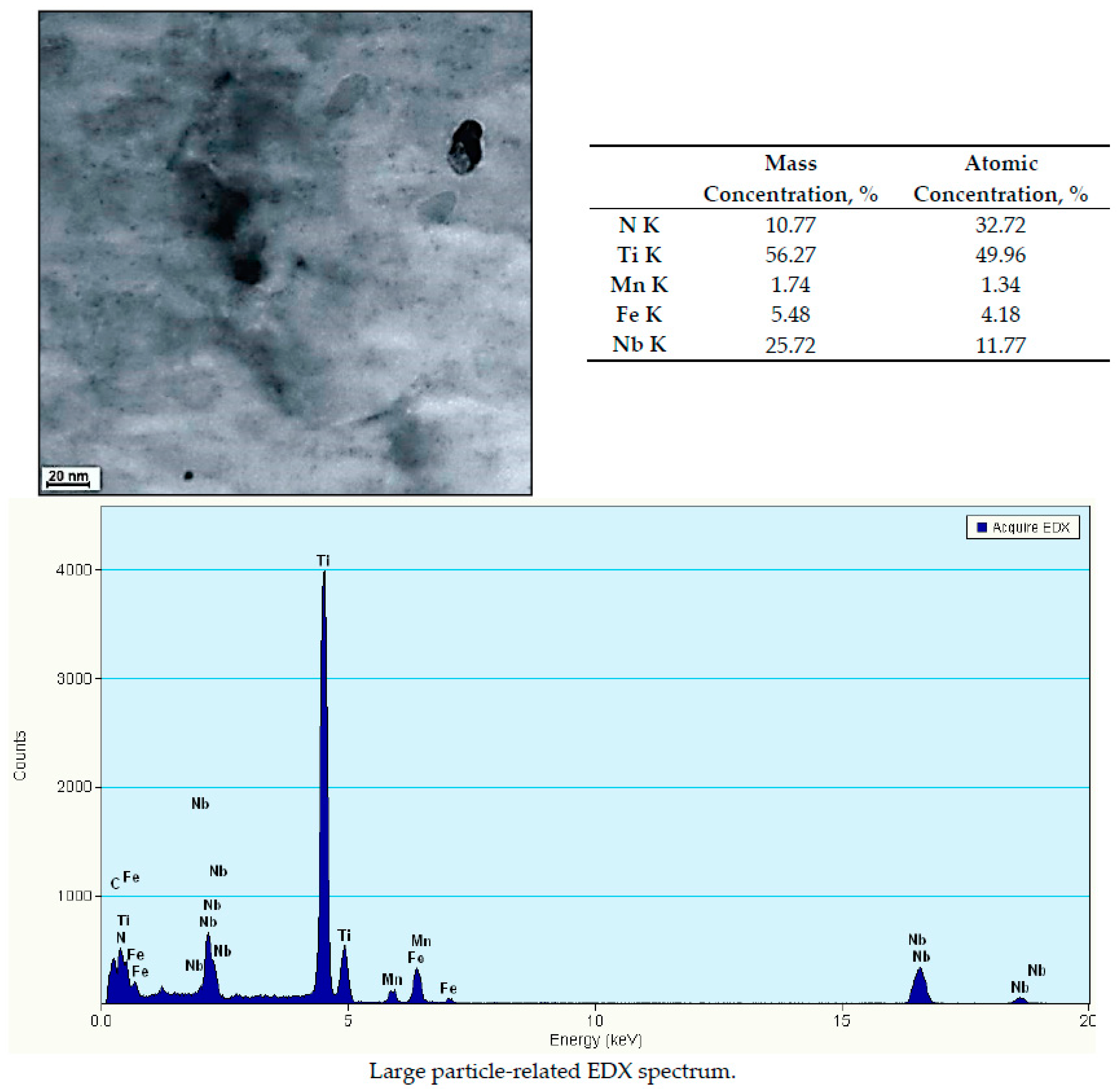
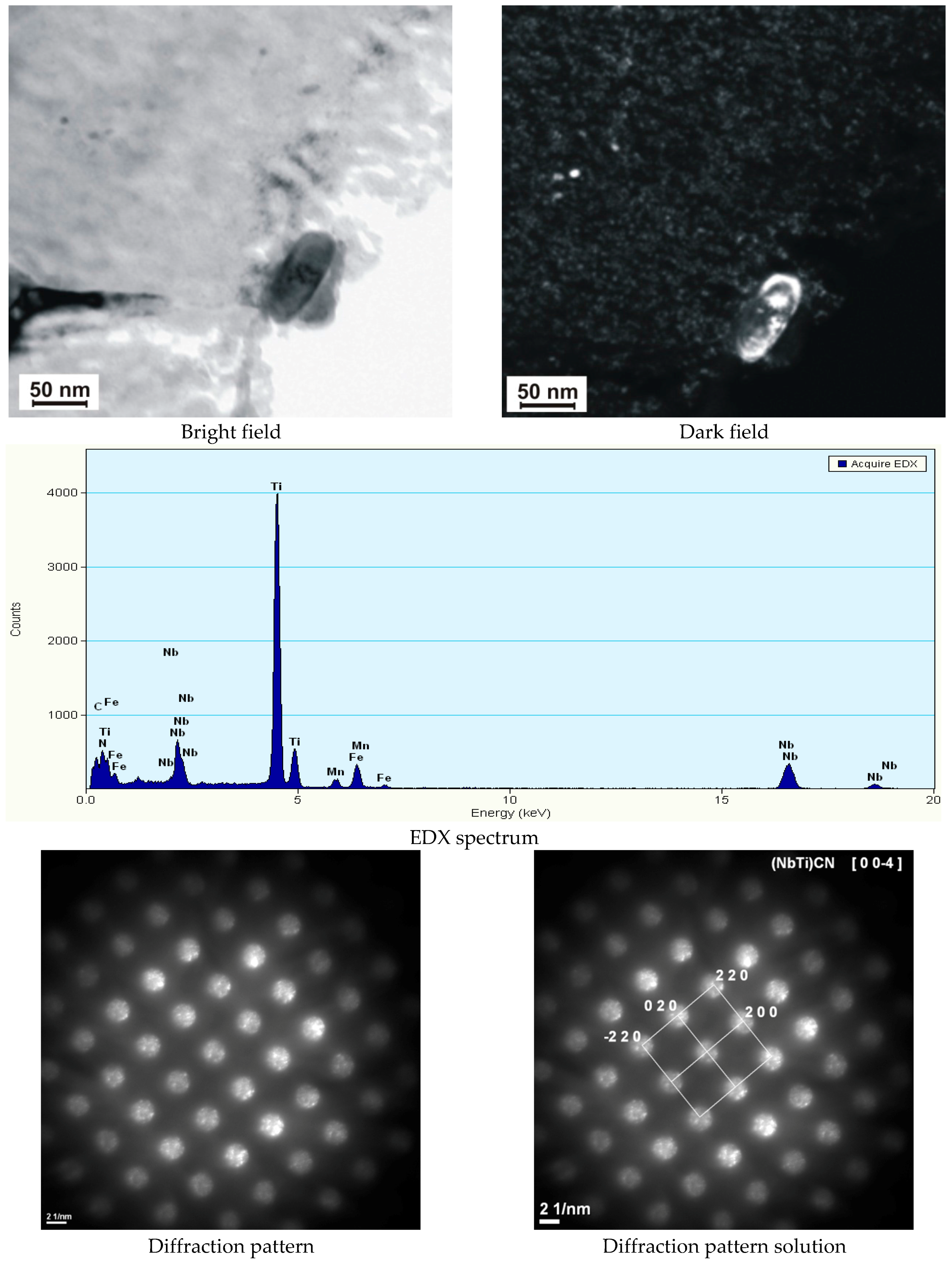
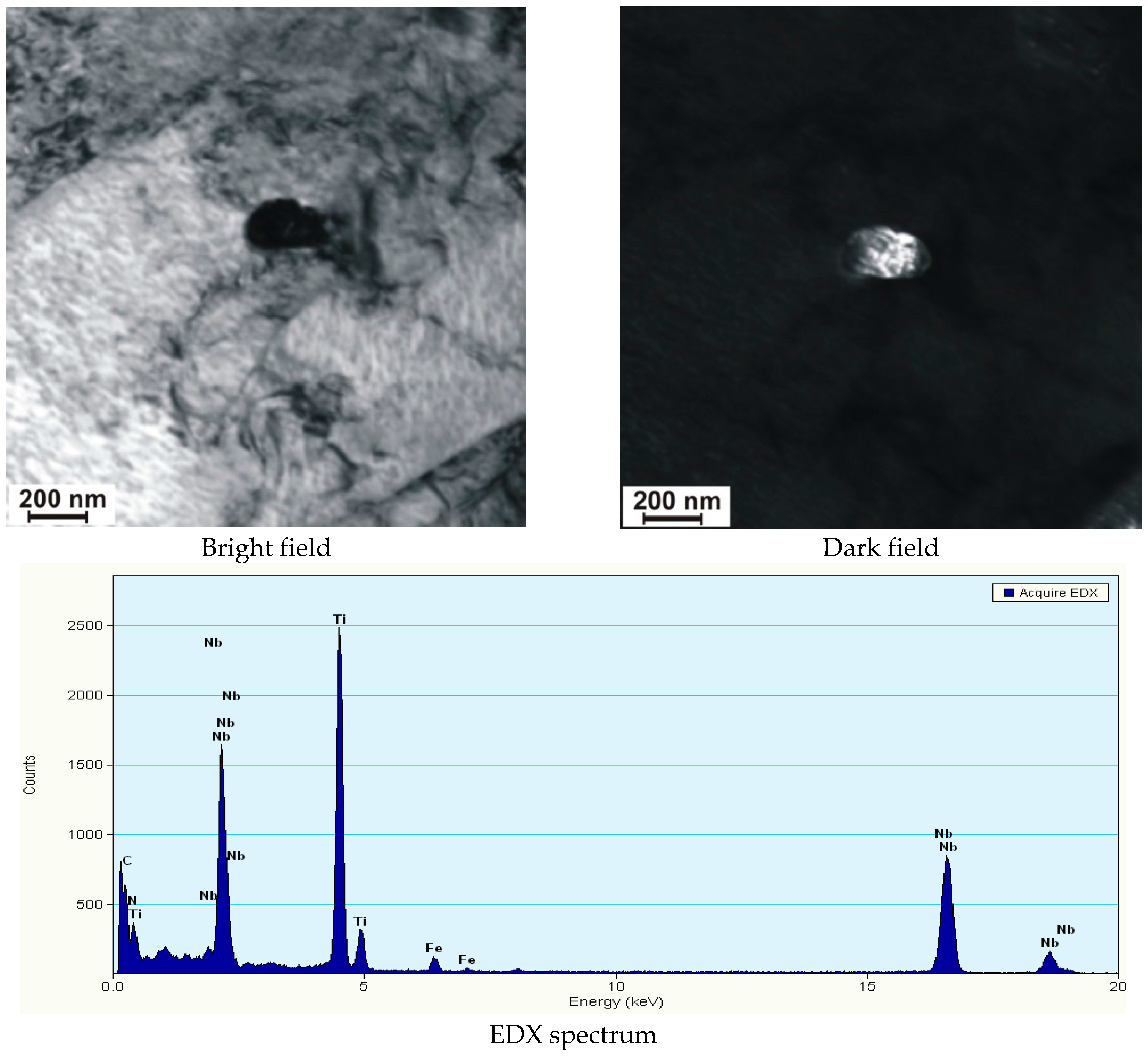
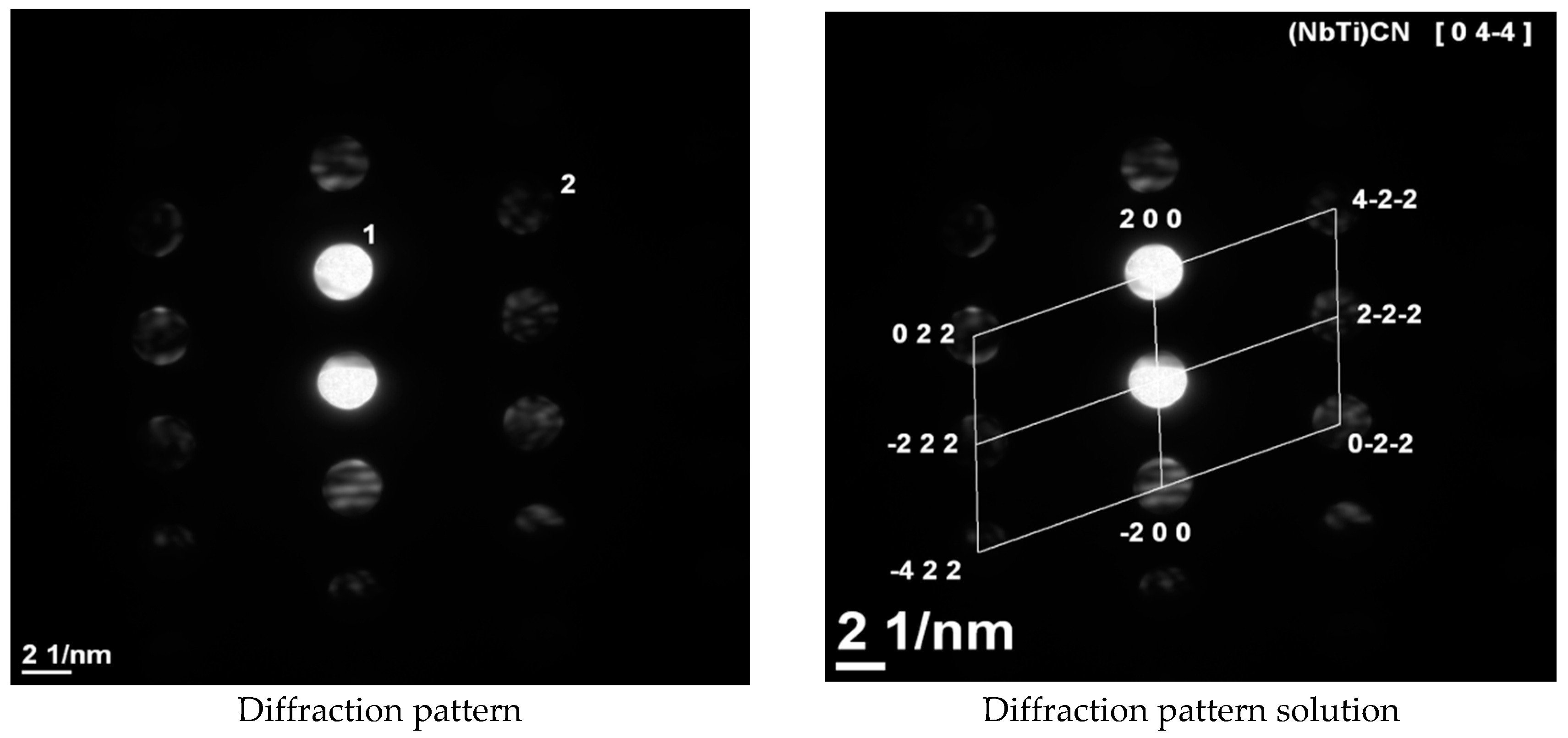
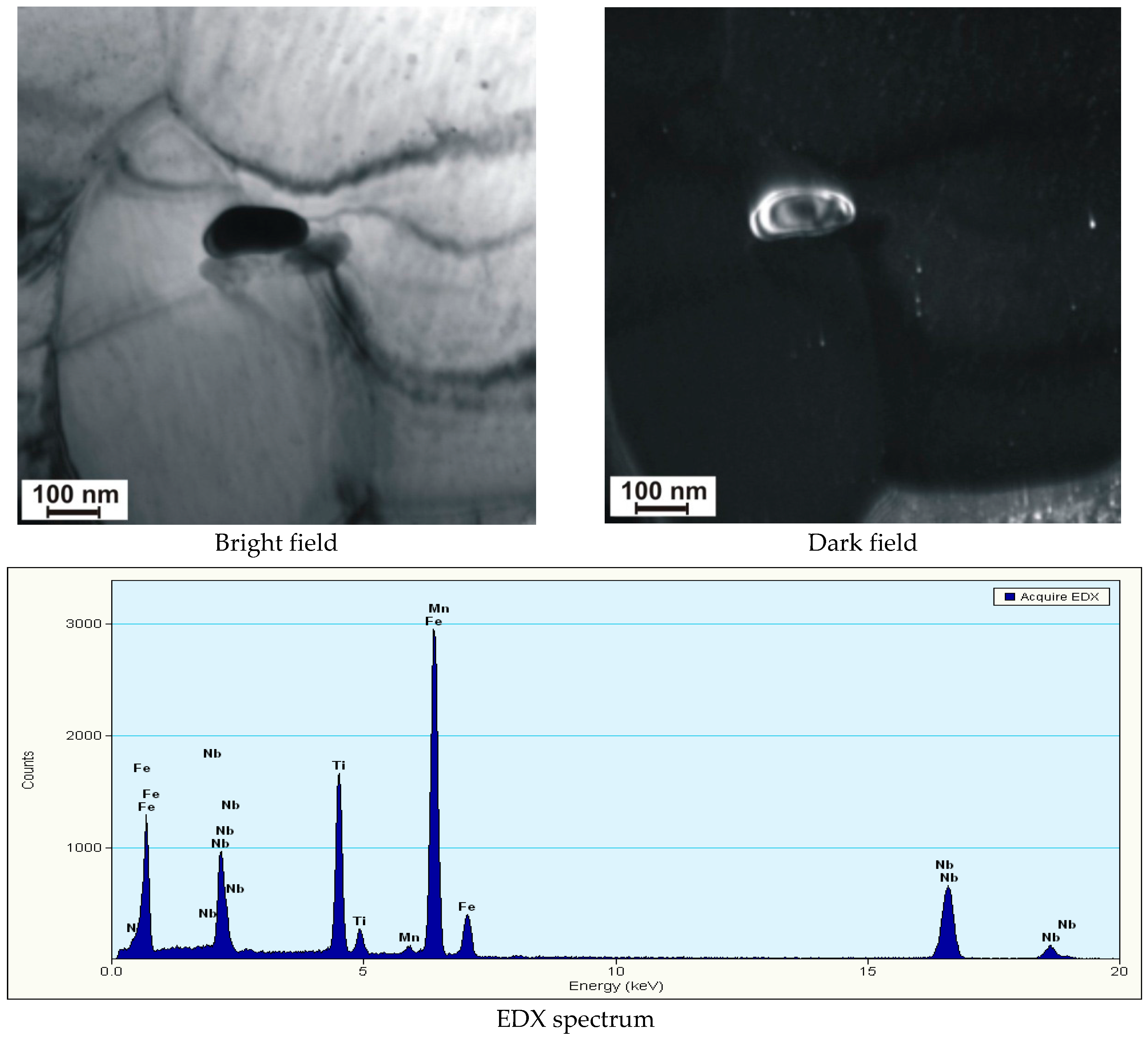
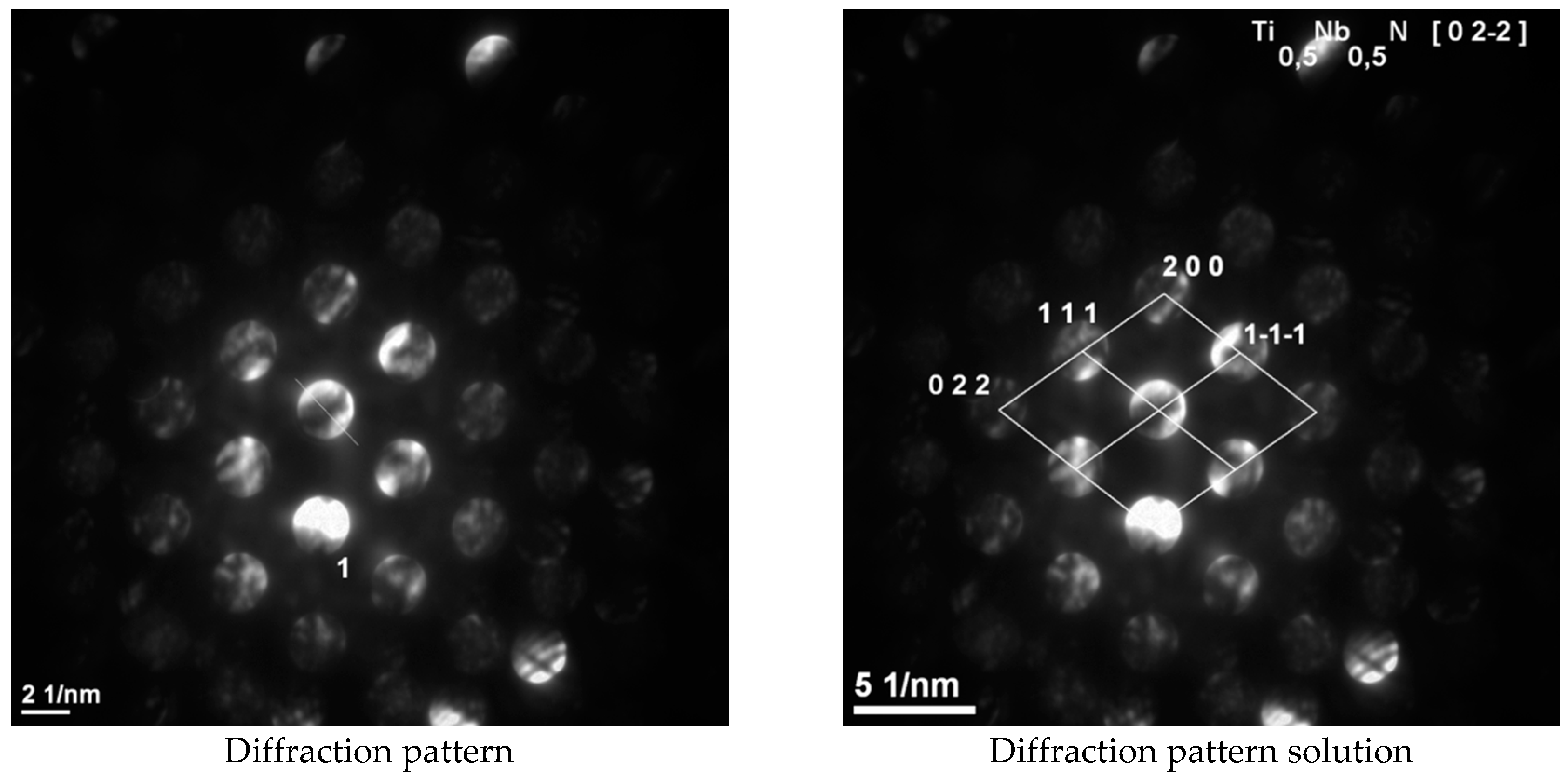
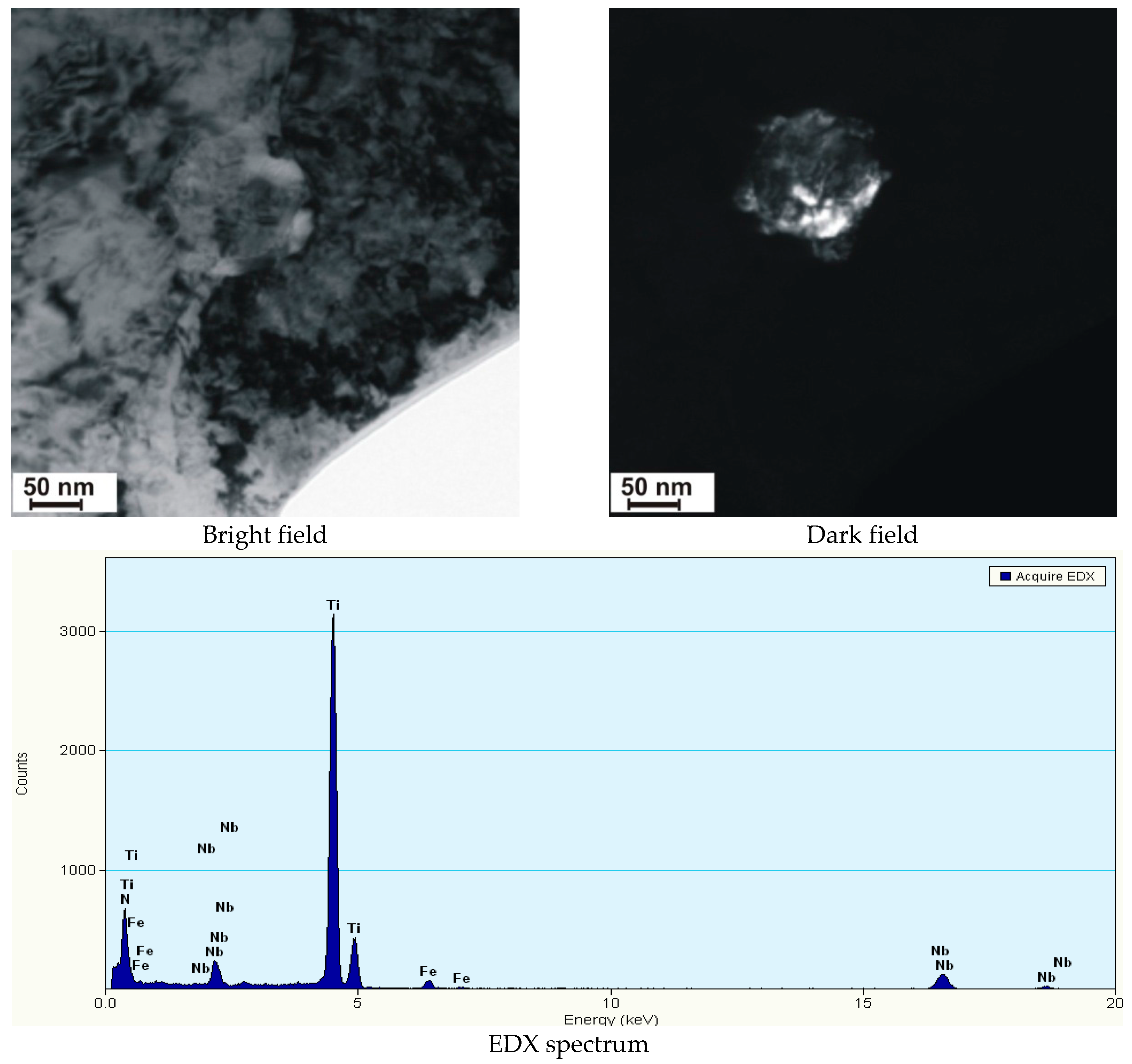
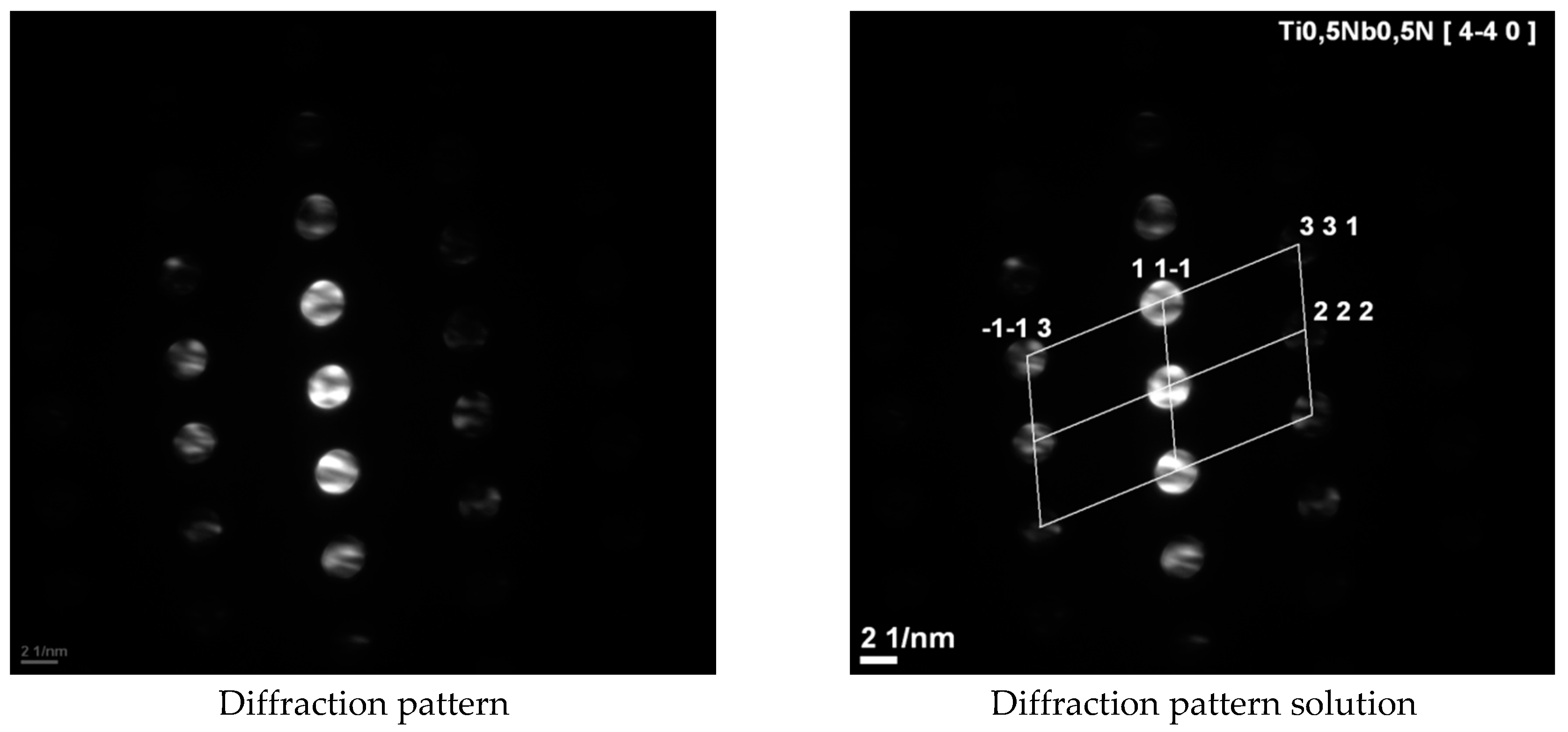
- In cases of steel S700MC subjected to the TMCP (precipitation hardened by carbonitrides (Ti and Nb)), its weldability is not only affected by the carbon equivalent and phase transformations of austenite during cooling but primarily by the stability of hardening phases, the change in dispersion, and ageing processes. The steel S700MC was primarily affected by dispersive (Ti,Nb)(C,N)-type precipitates (a few nm in size) formed in the steel ferrite during cooling. The growth of recrystallised austenite grains in the steel was reduced by spherical (Nb,Ti)C and (Ti,Nb)(C,N) carbide precipitates with diameters of between 10 nm and 50 nm.
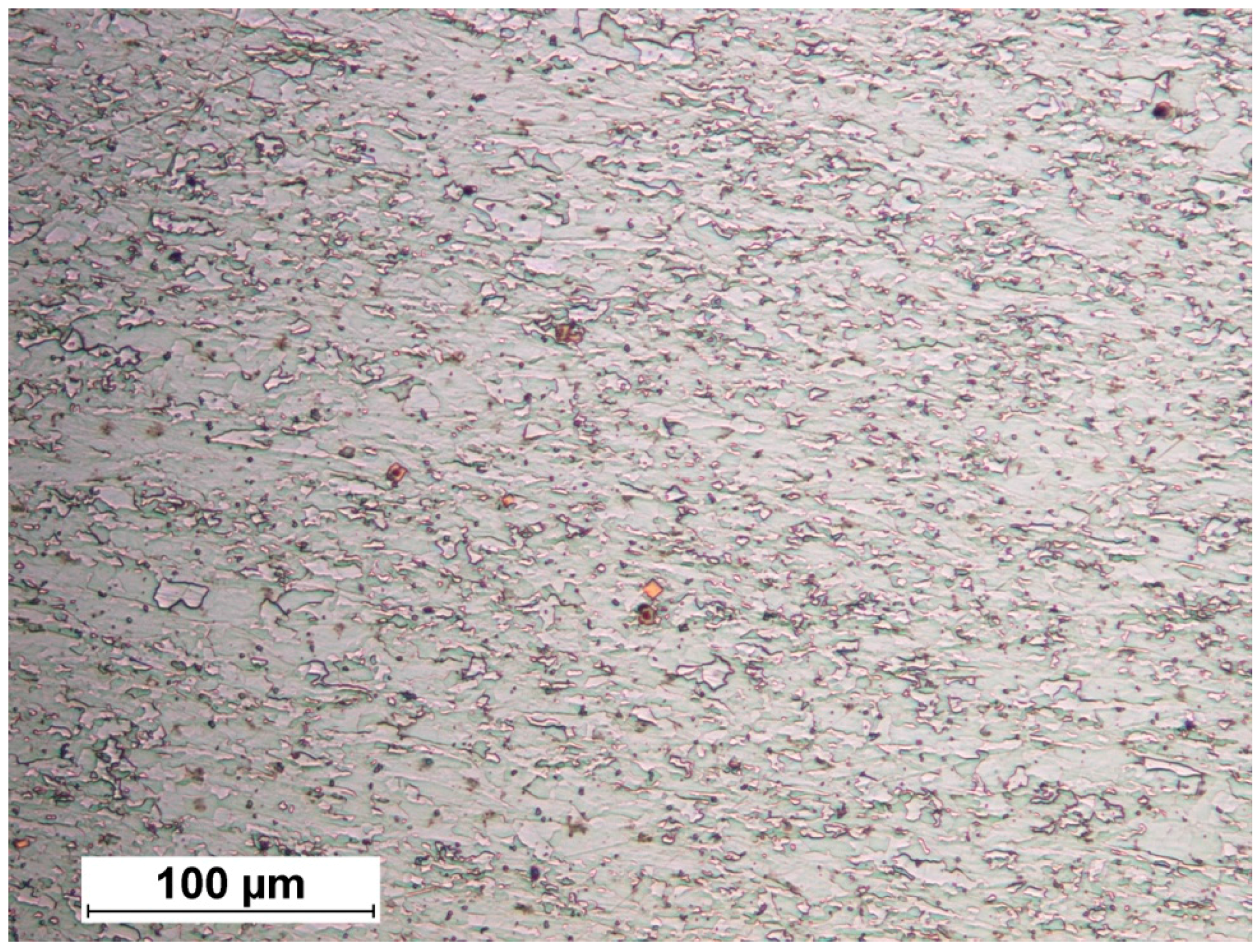
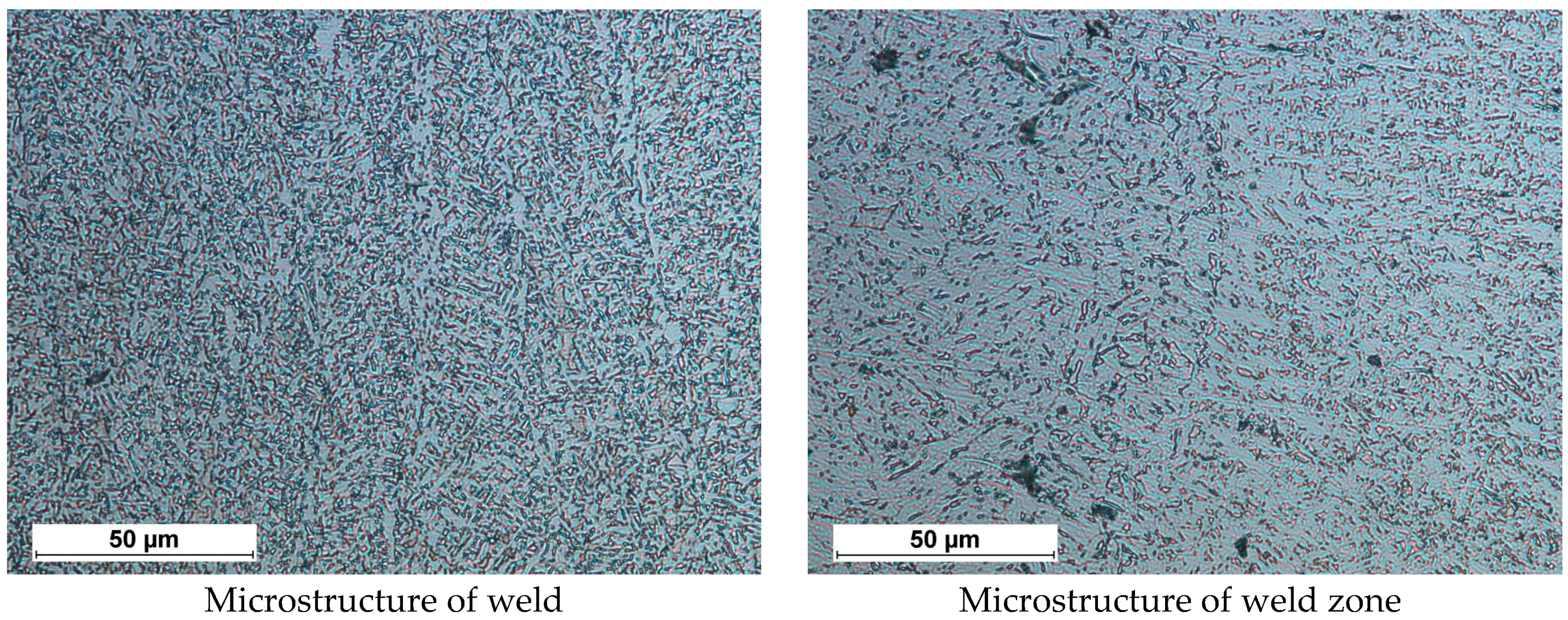
- Steel S700MC was characterised by non-equilibrium bainitic–ferritic structure with numerous defects hardened through precipitation and solution hardening as well as through the strain and refining of grains. The process of welding led to changes in dispersion and disintegration of hardening phases, which, during cooling, reprecipitated in the HAZ and in the weld area, but in an uncontrolled manner. The increase of the base material content in the weld was accompanied by the increase in the concentration of hardening microalloying elements in the weld. The longer the time at which the material remained in the liquid state, the greater the amount of microalloying elements which could dissolve in the matrix and reprecipitate (during cooling) or remain in the solution.
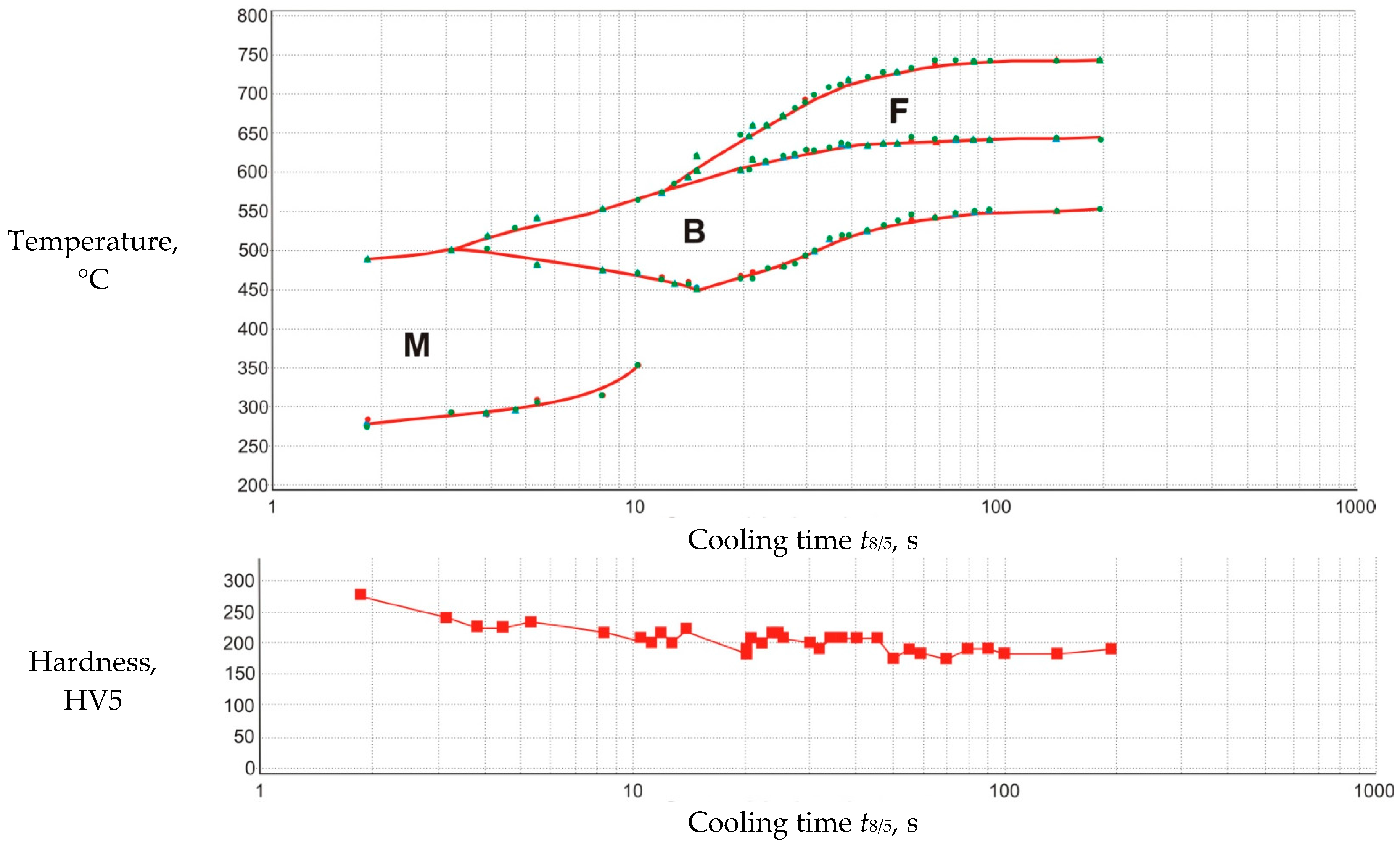
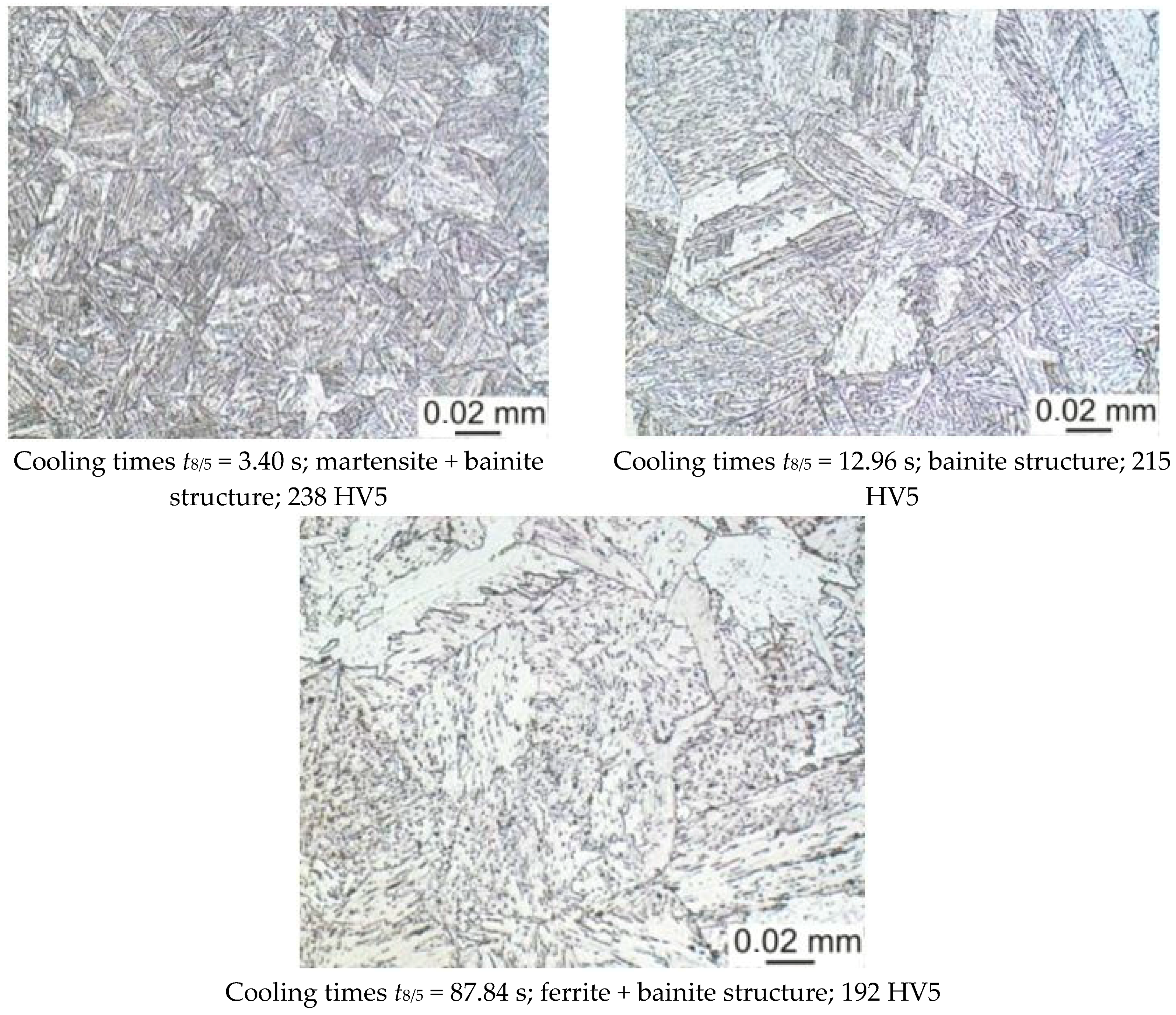
- In the case of the steel tested, the low content of carbon (0.056% by weight), primarily bounded by hardening elements (Ti,Nb), decreased its role in the hardening through the supersaturation of solid solution α and limited its effect during transformation γ–α. Short cooling times results in martensite phase formation. However, the martensite formed after cooling is a low-carbon variety, i.e., it does not decrease the steel plasticity.
- Low toughness, regardless of cooling time t8/5, demonstrated that the developed CCT diagram under welding conditions of austenite phase transformations during the cooling of steel S700MC could not constitute the basis of its weldability assessment.
- Because of the necessity of providing appropriate mechanical and plastic properties of welds made using the arc welding method, the filler metal should contain greater amounts of Ni, Cr, and Mo. The foregoing results in an increase in the carbon content in the weld to a value exceeding 0.5%, which translates into the higher hardenability of the weld. Therefore, the welding process should be carried out with parameters ensuring the least possible melting of the base material.
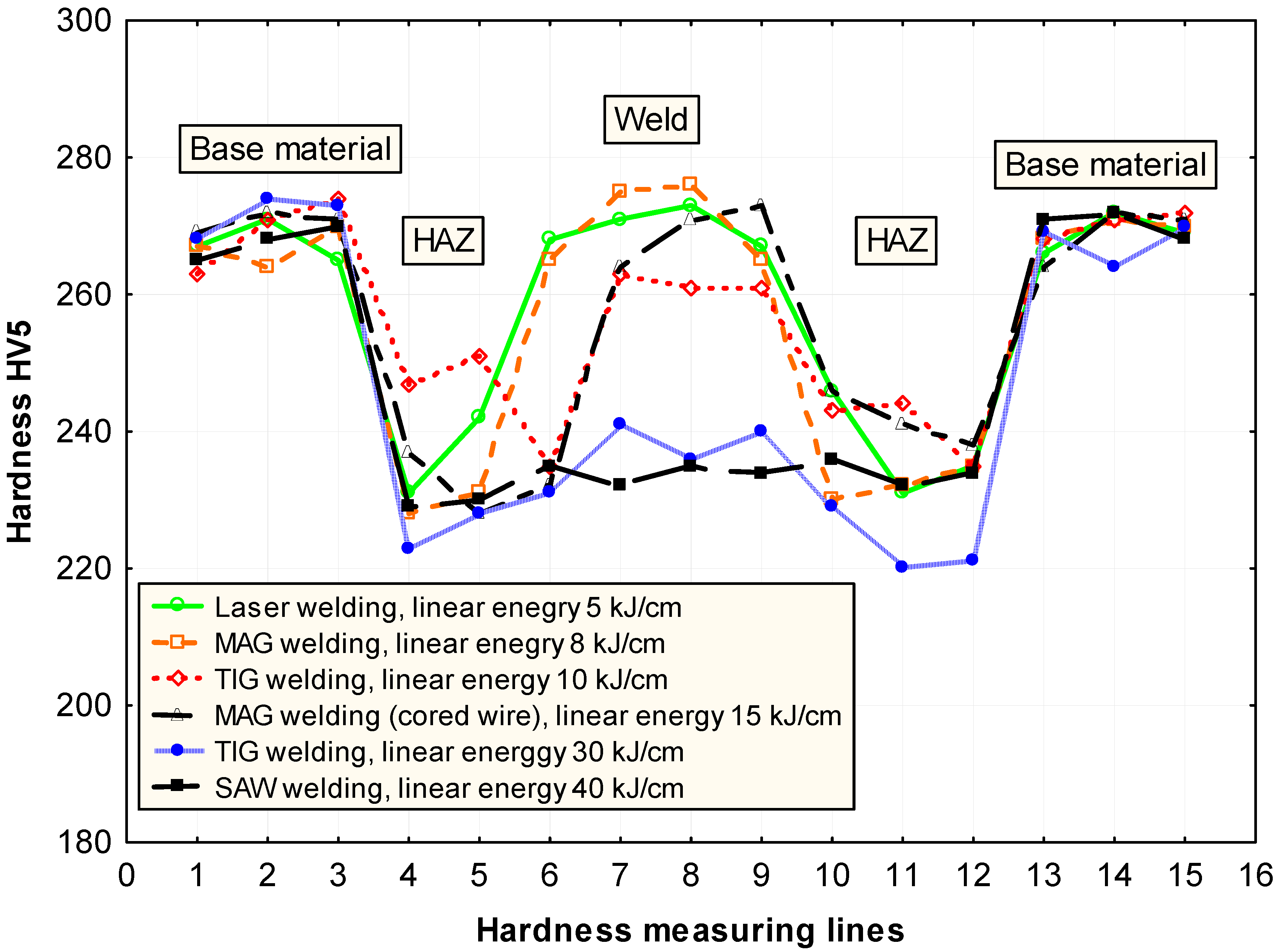
- The quality of welded joints made in steel S700MC is significantly affected by the welding method and welding linear energy (constant of the filler metal in the weld). The welding process should be performed so that the content of the filler metal in the weld (concentration of hardening microalloying elements having passed to the weld) is as low as possible.
Conflicts of Interest
References
- Xue, E.; Shan, Y.; Zheng, S.; Lou, S. Microstructural characteristic of low carbon microalloyed steels produced by termomechanical controlled process. Mater. Sci. Eng. 2006, 9, 285–287. [Google Scholar] [CrossRef]
- Opiela, M. Thermodynamic analysis of the precipitation of carbonitrides in microalloyed steels. Mater. Technol. 2015, 49, 395–401. [Google Scholar] [CrossRef]
- Medina, S.F.; Gomez, M.; Gomez, P. Effects of V and Nb on static recrystallization of austenite and precipitate size in microalloyed steels. J. Mater. Sci. 2010, 45, 5553–5557. [Google Scholar] [CrossRef]
- Grajcar, A. Thermodynamic analysis of precipitation processes in Nb-Ti-microalloyed Si-Al TRIP steel. J. Therm. Anal. Calorim. 2014, 118, 1011–1020. [Google Scholar] [CrossRef]
- Efron, L.I.; Morozov, D. Influence of rolling temperature on the austenite structure and properties of low-carbon microalloyed steel. Steel Transl. 2012, 42, 456–461. [Google Scholar] [CrossRef]
- Lee, C.; Shin, H.; Park, K. Evaluation of high strength TMCP steel weld for use in cold regions. J. Constr. Steel Res. 2012, 74, 134–139. [Google Scholar] [CrossRef]
- Wang, S.H.; Chiang, C.C.; Chan, L.I. Effect of initial microstructure on the creep behaviour of TMCP EH36 and S490MC steels. Mater. Sci. Eng. A 2003, 344, 288–295. [Google Scholar] [CrossRef]
- Shin, Y.T.; Kang, S.W.; Lee, H.W. Fracture characteristics of TMCP and QT steel weldments with respect to crack length. Mater. Sci. Eng. A 2006, 434, 365–371. [Google Scholar] [CrossRef]
- Wang, G.R.; Lau, T.W.; Weatherly, G.G.; North, T.H. Weld thermal cycles and precipitation effects in Ti-V-containing HSLA steels. Metall. Trans. A 1989, 20, 93–100. [Google Scholar] [CrossRef]
- Chang, K.; Lee, C.; Park, K.; Um, T. Experimental and numerical investigations on residual stresses in a multi-pass butt-welded high strength SM570-TMCP steel plate. Int. J. Steel Struct. 2011, 11, 315–324. [Google Scholar] [CrossRef]
- Nishioka, K.; Ichikawa, K. Progress in termomechanical control of steel plates and their commercialization. Sci. Technol. Adv. Mater. 2012, 13, 1–20. [Google Scholar]
- Hildebrand, J.; Werner, F. Change of structural condition of welded joints between high-strength fine-grained and structural steels. J. Civ. Eng. Manag. 2004, 10, 87–95. [Google Scholar] [CrossRef]
- Jahazia, M.; Egbali, B. The influence of hot rolling parameters on the microstructure and mechanical properties of an ultra-high strength steel. J. Mater. Process. Technol. 2000, 103, 276–279. [Google Scholar] [CrossRef]
- Kurc-Lisiecka, A.; Lisiecki, A. Laser welding of the new grade of advanced high-strength steel Domex 960. Mater. Technol. 2017, 51, 199–204. [Google Scholar] [CrossRef]
- Kurc-Lisiecka, A.; Piwnik, J.; Lisiecki, A. Laser welding of new grade of advanced high strength steel STRENX 1100 MC. Arch. Metall. Mater. 2017, 62, 1651–1657. [Google Scholar] [CrossRef]
- Portera, D.; Laukkanenb, A.; Nevasmaab, P.; Rahkab, K.; Wallin, K. Performance of TMCP steel with respect to mechanical properties after cold forming and post-forming heat treatment. Int. J. Press. Vessels Pip. 2004, 81, 867–877. [Google Scholar] [CrossRef]
- Górka, J.; Janicki, D.; Fidali, M.; Jamrozik, W. Thermographic Assessment of the HAZ Properties and Structure of Thermomechanically Treated Steel. Int. J. Thermophys. 2017, 38, 183. [Google Scholar] [CrossRef]
- Górka, J. Własności i Struktura Złączy Spawanych Stali Obrabianej Termomechanicznie o Wysokiej Granicy Plastyczności; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2013. [Google Scholar]
- Górka, J. Microstructure and properties of the high-temperature (HAZ) of thermo-mechanically treated S700MC high-yield-strength steel. Mater. Technol. 2016, 50, 617–621. [Google Scholar] [CrossRef]
- Górka, J. Welding Thermal Cycle-Triggered Precipitation Processes in Steel S700MC Subjected to the Thermo-Mechanical Control Processing. Arch. Metall. Mater. 2017, 62, 331–336. [Google Scholar] [CrossRef]
- Górka, J. Analysis of simulated welding thermal cycles S700MC using a thermal imaging camera. In Advanced Material Research ISI Proceedings; Trans Tech Publications: Zürich, Switzerland, 2014; Volume 837, pp. 375–380. [Google Scholar]
- Bajić, N.; Šijački-Žeravčić, V.; Rakin, M.; Kovačević, K. Effect of the welding mode and filler content on the structure of microalloyed Nb/Ti steel weldments. Mater. Sci. 2010, 46, 124–133. [Google Scholar] [CrossRef]
- Kim, Y.; Kwon, J.; Lee, H.; Jang, W. Effect of microstructure on fatigue crack propagation and S–N fatigue behaviours of TMCP steels with yield strengths of approximately 450 MPa. Metall. Mater. Trans. A 2011, 42, 986–999. [Google Scholar] [CrossRef]
- Górka, J.; Stano, S. The structure and properties of filler metal-free laser beam welded joints in steel S700MC subjected to TMCP. In Laser Technology 2016: Progress and Applications of Lasers; International Society for Optics and Photonics: Bellingham, WA, USA, 2016; p. 101590K. [Google Scholar] [CrossRef]
- Górka, J. Weldability of thermomechanically treated steels having a high yield point. Arch. Metall. Mater. 2015, 60, 469–475. [Google Scholar] [CrossRef]
- Hirsch, P.B.; Howie, B.; Nicholson, A.M.; Pasheley, D.W.; Whelan, M.J. Electron Microscopy of Thin Crystals; Butterworths: London, UK, 1965. [Google Scholar]
- Averbach, B.L.; Cohen, M. Transaction. AIME 1948, 176, 60–67. [Google Scholar]
- Gladman, T. The Physical Metallurgy of Microalloyed Steels; The Institute of Materials, Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Militzer, M. Computer simulation of microstructure evolution in low carbon sheet steels. ISIJ Int. 2007, 47, 1–15. [Google Scholar] [CrossRef]
- Altuna, M.A.; Iza-Mendia, A.; Guitierrez, I. Precipitation strengthening by formation in ferrite of Nb carbides. In Proceedings of the 3rd International Conference on Thermomechanical Processing of Steels (TMP’2008), Padua, Italy, 10–12 September 2008; pp. 1–12. [Google Scholar]
- Hashimoto, S.; Ikeda, S.; Sugimoto, K.; Miyake, S. Effects of Nb and Mo addition to 0,2%C-1,5%Mn steel on mechanical properties of hot rolled TRIP-aided steel sheets. ISIJ Int. 2004, 44, 1590–1598. [Google Scholar] [CrossRef]
- Wang, X.D.; Huang, B.X.; Wang, L.; Rong, Y.H. Microstructure and mechanical properties of microalloyed high-strength transformation-induced plasticity steels. Metall. Mater. Trans. A 2008, 39, 1–7. [Google Scholar] [CrossRef]
- Timokhaina, I.B.; Hodgson, P.D.; Pereloma, E.V. Effect of microstructure on the stability of retained austenite in transformation-induced-plasticity steels. Metall. Mater. Trans. A 2004, 35, 2331–2341. [Google Scholar] [CrossRef]
- Opiela, M. Elaboration of thermomechanical treatment conditions of Ti-V and Ti-Nb-V microalloyed forging steels. Arch. Metall. Mater. 2014, 59, 1181–1188. [Google Scholar] [CrossRef]
- Grajcar, A.; Różański, M.; Kamińska, M.; Grzegorczyk, B. Effect of gas atmosphere on the non-metallic inclusions in laser-welded TRIP steel with Al and Si additions. Mater. Technol. 2016, 50, 945–950. [Google Scholar] [CrossRef]
- Żuk, M.; Górka, J.; Czupryński, A.; Adamiak, M. Properties and structure of the weld joints of quench and tempered 4330V steel. Metalurgija 2016, 55, 613–616. [Google Scholar]
- Kang, S.; Tuling, A.; Mintz, B. The hot ductility of Nb containing TRIP steels. In Proceedings of the 3rd International Conference on Thermomechanical Processing of Steels (TMP’2008), Padua, Italy, 10–12 September 2008; pp. 1–10. [Google Scholar]
- Grajcar, A. Struktura Stali C-Mn-Si-Al Kształtowana z Udziałem Przemiany Martenzytycznej Indukowanej Odkształceniem Plastycznym; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2009. [Google Scholar]
- Janicki, D. Laser cladding of Inconel 625-based composite coatings reinforced by porous chromium carbide particles. Opt. Laser Technol. 2017, 94, 6–14. [Google Scholar] [CrossRef]
- Yasuharu, S.; Osamu, M.; Hiroshi, T. Mechanical properties and retained austenite in intercritically heat-treated bainite-transformed steel and their variation with Si and Mn additions. Metall. Trans. A 1991, 22, 489–498. [Google Scholar]
- Rodriguesa, P.; Perelomab, E.; Santos, C. Mechanical properties of an HSLA bainitic steel subjected to controlled rolling with accelerated cooling. Mater. Sci. Eng. A 2000, 283, 136–143. [Google Scholar] [CrossRef]
- Bhadeshia, H.K. Bainite in Steels, 2nd ed.; Institute of Materials, Minerals and Mining: Cambridge, UK, 2001; pp. 265–268. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition, % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | S | P | Al | Nb | Ti | V | N * | Ce |
| 0.056 | 1.68 | 0.16 | 0.005 | 0.01 | 0.027 | 0.044 | 0.12 | 0.006 | 72 | 0.33 |
| Welding Method/Linear Welding Energy, kJ/cm | Tensile Strength * | Bending *, Bend Angle, ° | Impact Strength KCV **, J/cm2 (Test Temperature −30 °C) | |||||
|---|---|---|---|---|---|---|---|---|
| Rm, MPa | Place of Rupture | Face of Weld | Root of Weld | Weld | HAZ | |||
| KCV, J/cm2 | Fracture | KCV, J/cm2 | Fracture | |||||
| Laser/5 | 790 | FL | 180 | 180 | 20 | brittle | - | - |
| MAGSW/8 | 860 | BM | 180 | 180 | 94 | mixed | 86 | mixed |
| MAGCW/8 | 810 | BM | 180 | 180 | 79 | mixed | 66 | mixed |
| TIG/10 | 812 | BM | 180 | 180 | 72 | mixed | 57 | mixed |
| SAW/10 | 816 | BM | 180 | 180 | 69 | mixed | 48 | mixed |
| MAGSW/15 | 760 | HAZ | 180 | 180 | 77 | mixed | 38 | brittle |
| MAGCW/15 | 790 | BM | 180 | 180 | 71 | mixed | 41 | brittle |
| SAW/15 | 797 | FL | 180 | 180 | 68 | mixed | 42 | brittle |
| TIG/30 | 653 | HAZ | 180 | 180 | 63 | mixed | 35 | brittle |
| SAW/30 | 685 | HAZ | 180 | 180 | 43 | brittle | 27 | brittle |
| SAW/40 | 637 | HAZ | 180 | 180 | 29 | brittle | 17 | brittle |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Górka, J. Assessment of Steel Subjected to the Thermomechanical Control Process with Respect to Weldability. Metals 2018, 8, 169. https://doi.org/10.3390/met8030169
Górka J. Assessment of Steel Subjected to the Thermomechanical Control Process with Respect to Weldability. Metals. 2018; 8(3):169. https://doi.org/10.3390/met8030169
Chicago/Turabian StyleGórka, Jacek. 2018. "Assessment of Steel Subjected to the Thermomechanical Control Process with Respect to Weldability" Metals 8, no. 3: 169. https://doi.org/10.3390/met8030169
APA StyleGórka, J. (2018). Assessment of Steel Subjected to the Thermomechanical Control Process with Respect to Weldability. Metals, 8(3), 169. https://doi.org/10.3390/met8030169