Microstructure and Anisotropy of Plastic Properties of Thermomechanically-Processed HSLA-Type Steel Plates


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Plastometric Behavior
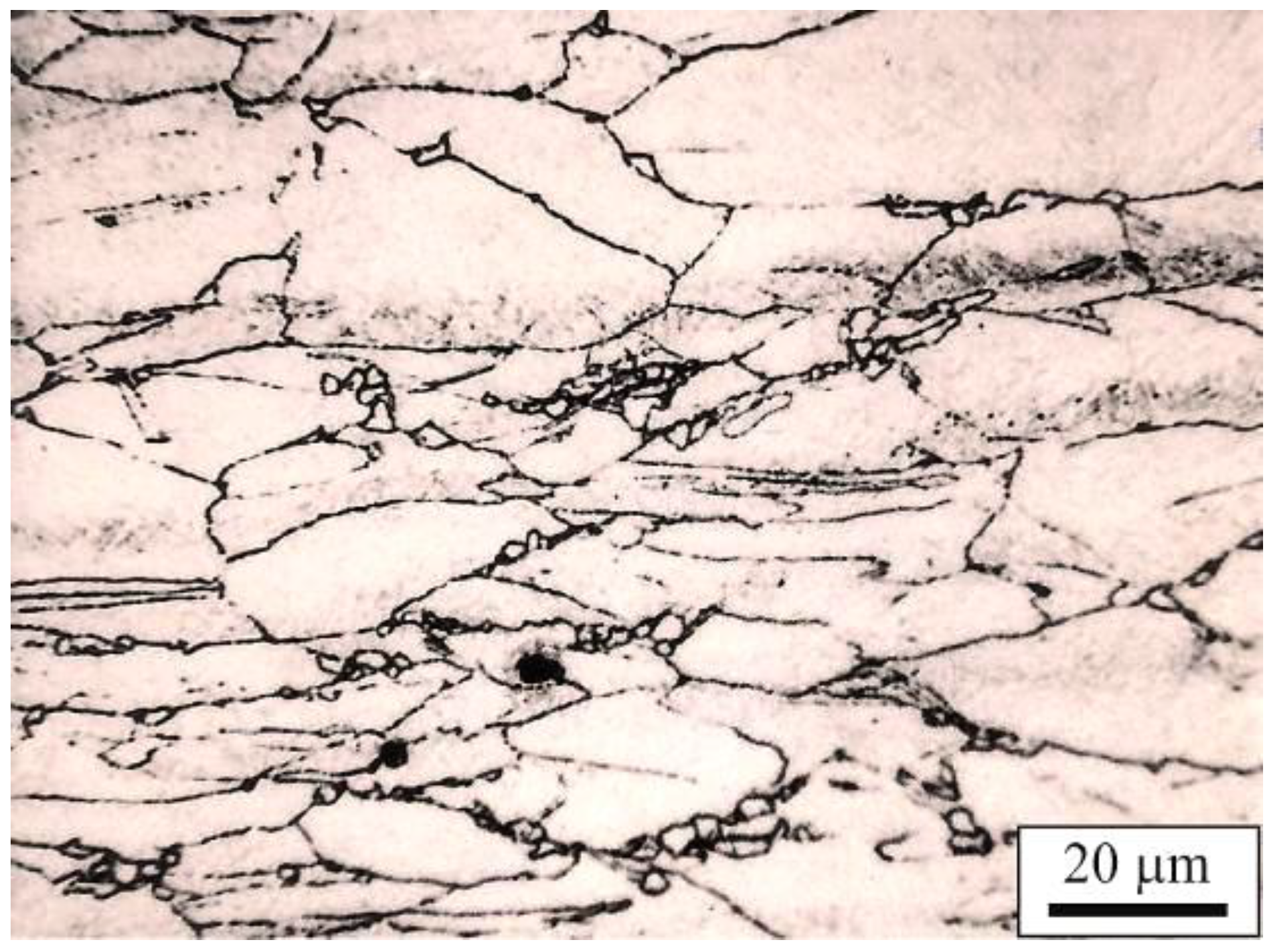
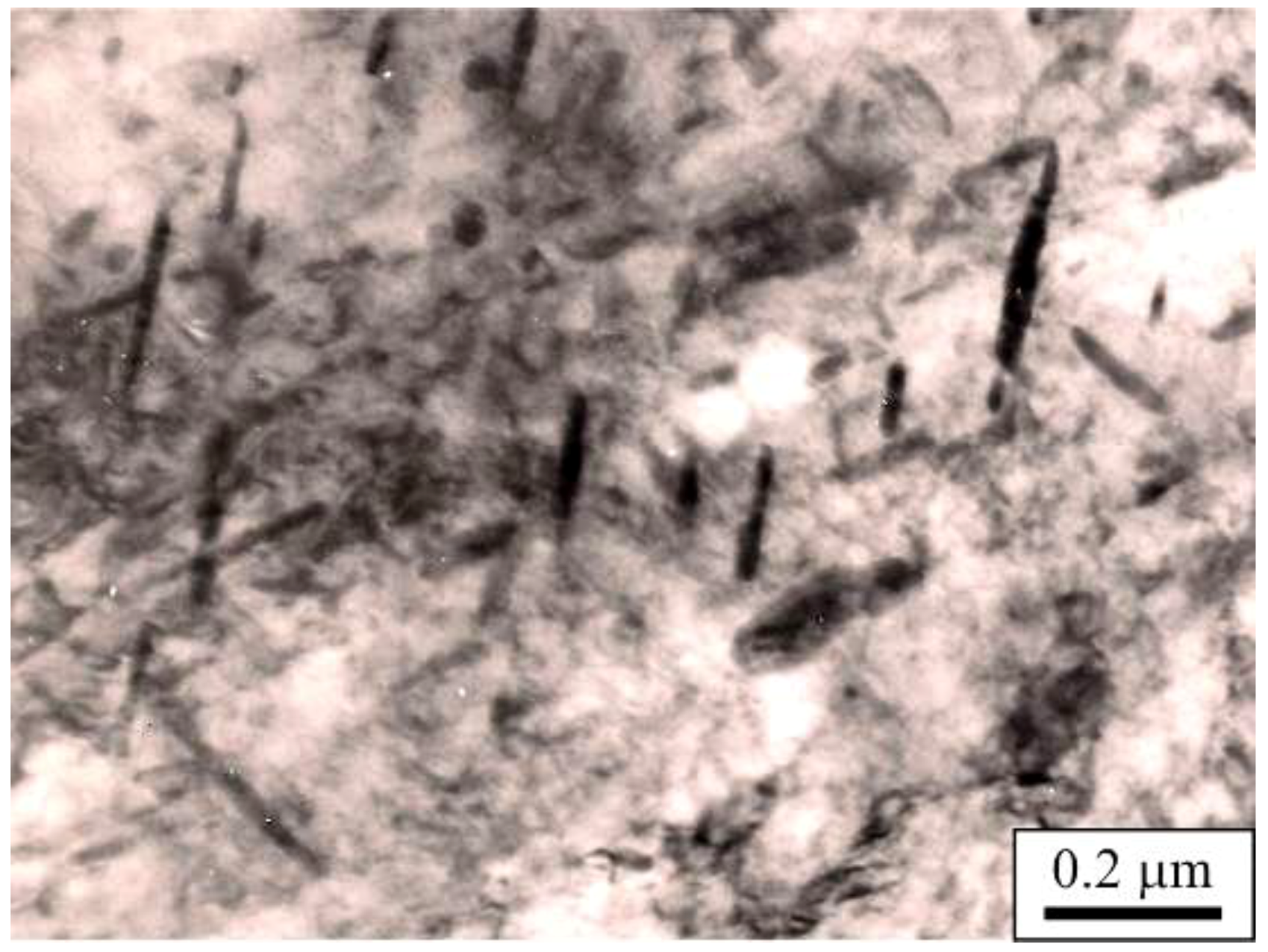
3.2. Microstructure of Thermomechanically-Processed Plates
3.3. Results of Mechanical Properties
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Shen, X.J.; Tang, S.; Chen, J.; Liu, Z.Y. Grain refinement in surface layers though deformation-induced ferrite transformation in microalloyed steel plate. Mater. Des. 2017, 113, 137–141. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.; Xie, H.; Gao, X.; Misra, R.D.K. Microstructure and mechanical properties of TMCP heavy plate microalloyed steel. Mater. Sci. Eng. A 2014, 607, 122–131. [Google Scholar] [CrossRef]
- Żuk, M.; Górka, J.; Czupryński, A.; Adamiak, M. Properties and structure of the weld joints of quench and tempered 4330V steel. Metalurgija 2016, 55, 613–616. [Google Scholar]
- Kurc-Lisiecka, A.; Piwnik, J.; Lisiecki, A. Laser welding of new grade of advanced high strength steel STRENX 1100 MC. Arch. Metall. Mater. 2017, 62, 1651–1657. [Google Scholar] [CrossRef]
- Grajcar, A.; Lesz, S. Influence of Nb microaddition on a microstructure of low-alloyed steels with increased manganese content. Mater. Sci. Forum 2012, 706–709, 2124–2129. [Google Scholar] [CrossRef]
- Radwański, K. Structural characterization of low-carbon multiphase steels merging advanced research methods with light optical microscopy. Arch. Civ. Mech. Eng. 2016, 16, 282–293. [Google Scholar] [CrossRef]
- Hwan, B.; Lee, C.G. Influence of thermomechanical processing and heat treatments on tensile and Charpy impact properties of B and Cu bearing high-strength low-alloy steel. Mater. Sci. Eng. A 2010, 527, 4341–4346. [Google Scholar] [CrossRef]
- Kurc-Lisiecka, A.; Lisiecki, A. Laser welding of the new grade of advanced high-strength steel DOMEX 960. Mater. Tehnol. 2017, 51, 199–204. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, L.; Liu, C.; Yu, L. Effect of step quenching on microstructure and mechanical properties of HSLA steel. Mater. Sci. Eng. A 2016, 675, 371–378. [Google Scholar] [CrossRef]
- Górka, J. Welding thermal cycle-triggered precipitation processes in steel S700MC subjected to the thermo-mechanical control processing. Arch. Metall. Mater. 2017, 62, 331–336. [Google Scholar] [CrossRef]
- Bakshi, S.; Jared, N.; Sasidhar, K.N.; Dhande, T.; Sharma, V. Effect of microstructure and crystallographic texture on mechanical anisotropy of Ti-Nb microalloyed hot rolled 800MPa HSLA steel. Mater. Charact. 2018, 136, 346–357. [Google Scholar] [CrossRef]
- Park, D.; Huh, M.; Shim, J.; Jung, W. Strengthening mechanism of hot rolled Ti and Nb microalloyed HSLA steels containing Mo and W with various coiling temperature. Mater. Sci. Eng. A 2013, 560, 528–534. [Google Scholar] [CrossRef]
- Illescas, S.; Fernández, J.; Guilemany, J.M. Kinetics analysis of the austenitic grain growth in HSLA steel with a low carbon content. Mater. Lett. 2008, 62, 3478–3480. [Google Scholar] [CrossRef]
- Larzabal, G.; Isasti, N.; Rodriguez-Ibabe, J.M.; Uranga, P. Evaluating strengthening and impact toughness mechanism for ferritic and bainitic microstructures in Nb, Nb-Mo and Ti-Mo microalloyed steels. Metals 2017, 7, 65. [Google Scholar] [CrossRef]
- Opiela, M.; Grajcar, A. Hot deformation behavior and softening kinetics of Ti-V-B microalloyed steels. Arch. Civ. Mech. Eng. 2012, 3, 327–333. [Google Scholar] [CrossRef]
- Opiela, M. Effect of thermomechanical processing of the microstructure and mechanical properties of Nb-Ti-V microalloyed steel. J. Mater. Eng. Perform. 2014, 9, 3379–3388. [Google Scholar] [CrossRef]
- Grajcar, A.; Radwański, K. Microstructural comparison of the thermomechanically treated and cold deformed Nb-microalloyed TRIP steel. Mater. Tehnol. 2014, 48, 679–683. [Google Scholar]
- Li, X.; Wu, P.; Yang, R.; Zhao, S.; Wang, X. Nb segregation at prior austenite grain boundaries and defects in high strength low alloy steel during cooling. Mater. Des. 2017, 115, 165–169. [Google Scholar] [CrossRef]
- Peng, Z.; Li, L.; Gao, J.; Xuo, X. Precipitation strengthening of titanium microalloyed high-strength steel plates with isothermal treatment. Mater. Sci. Eng. A 2016, 657, 413–421. [Google Scholar] [CrossRef]
- Karmakar, A.; Biswas, S.; Mukherjee, S.; Chakrabarti, D. Effect of composition and thermo-mechanical processing schedule on the microstructure, precipitation and strengthening of Nb-microalloyed steel. Mater. Sci. Eng. A 2017, 690, 158–169. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.; Wang, J.; Xie, H.; Misra, R.D.K. Structure-mechanical property relationship in low carbon microalloyed steel plate processed using controlled rolling and two-stage continuous cooling. Mater. Sci. Eng. A 2013, 585, 197–204. [Google Scholar] [CrossRef]
- Sanz, L.; Pereda, B.; López, B. Effect of thermomechanical treatment and coiling temperature on the strengthening mechanism of low carbon steels microalloyed with Nb. Mater. Sci. Eng. A 2017, 685, 377–390. [Google Scholar] [CrossRef]
- Zrnik, J.; Kvackaj, T.; Pongpaybul, A.; Sricharoenchai, P. Effect of thermomechanical processing on the microstructure and mechanical properties of Nb-Ti microalloyed steel. Mater. Sci. Eng. A 2001, 319, 321–325. [Google Scholar] [CrossRef]
- Gómez, M.; Rancel, L.; Medina, S.F. Assessment of austenite static recrystallization and grain size evolution during multipass hot rolling of a niobium-microalloyed steel. Met. Mater. Int. 2009, 15, 689–699. [Google Scholar] [CrossRef] [Green Version]
- Ren, A.; Ji, Y.; Zhou, G.; Yuan, Z.; Han, B.; Li, Y. Hot deformation behaviour of V-microalloyed steel. J. Iron Steel Res. Int. 2010, 17, 55–60. [Google Scholar] [CrossRef]
- Rui, F.; Shengli, L.; Xinde, Z.; Qing, A. Microstructural characterization and formation mechanism of abnormal segregation band of hot rolled ferrite/pearlite steel. J. Alloy. Comp. 2015, 646, 787–793. [Google Scholar]
- Yuan, F.; Bian, X.; Jiang, P.; Yang, M.; Wu, X. Dynamic shear response and evolution mechanism of adiabatic shear band in a ultrafine-grained austenite-ferrite duplex steel. Mech. Mater. 2015, 89, 47–58. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Zhao, S.; Sun, J. Microstructural evolution in adiabatic shear band in the ultrafine-grained austenitic stainless steel processed by multi-axial compression. Mater. Sci. Eng. A 2014, 611, 100–107. [Google Scholar] [CrossRef]
- Jonas, J.J. Effect of shear band formation on texture development in warm-rolled IF steels. J. Mater. Process. Tech. 2001, 117, 293–299. [Google Scholar] [CrossRef]
- Odeshi, A.G.; Bassim, M.N.; Al-Amerri, S. Effect of heat treatment on adiabatic shear bands in a high-strength low alloy steel. Mater. Sci. Eng. A 2006, 419, 69–75. [Google Scholar] [CrossRef]
- Korbel, A.; Raghunathan, V.S.; Teirlineck, D.; Spitzig, W.; Richmond, O.; Embry, J.D. A structural study of the influence of pressure on shear band formation. Acta Metall. 1984, 32, 511–519. [Google Scholar] [CrossRef]
- Korbel, A.; Richert, M. Formation of shear bands during cyclic deformation of aluminium. Acta Metall. 1985, 33, 1971–1978. [Google Scholar] [CrossRef]
- Korbel, A.; Embry, J.D.; Hatherly, M.; Martin, P.L.; Erbsloh, H.W. Microstructural aspects of strain localization in Al-Mg alloys. Acta Metall. 1986, 34, 1999–2009. [Google Scholar] [CrossRef]
- Richert, M.; Korbel, A. The effect of strain localization on mechanical properties of Al99,992 in the range of large deformations. J. Mater. Process. Tech. 1995, 53, 331–340. [Google Scholar] [CrossRef]
- Toth, L.S.; Hildebrand, A.; Molinari, A. Dynamic recrystallization in adiabatic shear bands. J. Phys. 2000, 10, 365–370. [Google Scholar]
- Meyers, M.A.; Xu, Y.B.; Xue, Q.; Perez-Prado, M.T.; McNelley, T.R. Microstructural evolution in adiabatic shear localization in stainlles steel. Acta Metall. 2003, 51, 1307–1325. [Google Scholar]
- Adamczyk, J.; Opiela, M. Influence of the thermo-mechanical treatment parameters on the inhomogeneity of the austenite structure and mechanical properties of the Cr-Mo steel with Nb, Ti, and B microadditions. J. Mater. Process. Tech. 2004, 157–158, 456–461. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C % | Mn % | Si % | Cr % | Mo % | Ti % | Nb % | V % | B % | P % | S % |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.17 | 1.37 | 0.26 | 0.24 | 0.48 | 0.004 | 0.025 | 0.019 | 0.002 | 0.012 | 0.001 |
| No. | Deformation Temperature, °C | Strain Rate, s−1 | Rotational Speed of the Movable Sample Holder, rpm | Strain Corresponding to Maximum Stress, εm | Maximum Stress, σm, MPa |
|---|---|---|---|---|---|
| 1 | 900 | 1 | 55 | 0.65 | 189 |
| 2 | 950 | 1 | 55 | 0.45 | 177 |
| 3 | 1000 | 1 | 55 | 0.40 | 140 |
| 4 | 1050 | 1 | 55 | 0.31 | 126 |
| 5 | 1100 | 1 | 55 | 0.20 | 109 |
| 6 | 900 | 3 | 166 | 0.68 | 213 |
| 7 | 950 | 3 | 166 | 0.47 | 180 |
| 8 | 1000 | 3 | 166 | 0.43 | 160 |
| 9 | 1050 | 3 | 166 | 0.35 | 140 |
| 10 | 1100 | 3 | 166 | 0.21 | 118 |
| 11 | 900 | 10 | 551 | 0.82 | 229 |
| 12 | 950 | 10 | 551 | 0.58 | 207 |
| 13 | 1000 | 10 | 551 | 0.50 | 178 |
| 14 | 1050 | 10 | 551 | 0.43 | 162 |
| 15 | 1100 | 10 | 551 | 0.35 | 149 |
| TMP Conditions | Tempering Temperature | Test Direction | YS0.2*, MPa | UTS*, MPa | TEl*, % | RA*, % | YS0.2/UTS |
|---|---|---|---|---|---|---|---|
| I variant TMP 900 °C/water | 550 °C | LD | 1021 ± 15 | 1103 ± 19 | 16.2 ± 1.2 | 66.3 ± 2.8 | 0.93 |
| TD | 1074 ± 17 | 1127 ± 22 | 17.4 ± 0.8 | 60.7 ± 2.0 | 0.95 | ||
| 600 °C | LD | 1018 ± 12 | 1081 ± 15 | 17.8 ± 1.0 | 68.6 ± 3.5 | 0.94 | |
| TD | 1036 ± 11 | 1099 ± 18 | 18.0 ± 2.1 | 65.8 ± 4.8 | 0.94 | ||
| 650 °C | LD | 1010 ± 18 | 1060 ± 16 | 19.2 ± 1.4 | 69.9 ± 2.9 | 0.95 | |
| TD | 1021 ± 15 | 1069 ± 23 | 18.5 ± 1.0 | 67.4 ± 3.8 | 0.96 | ||
| I variant TMP 900 °C/60 s/water | 550 °C | LD | 1038 ± 21 | 1097 ± 21 | 17.0 ± 0.4 | 66.4 ± 3.3 | 0.95 |
| TD | 1089 ± 13 | 1116 ± 15 | 17.3 ± 0.9 | 62.3 ± 2.5 | 0.98 | ||
| 600 °C | LD | 1010 ± 16 | 1078 ± 17 | 18.4 ± 1.4 | 66.3 ± 4.5 | 0.94 | |
| TD | 1060 ± 15 | 1080 ± 22 | 18.3 ± 1.5 | 66.9 ± 5.0 | 0.98 | ||
| 650 °C | LD | 1005 ± 13 | 1049 ± 19 | 18.9 ± 1.2 | 68.5 ± 2.9 | 0.96 | |
| TD | 1038 ± 19 | 1045 ± 11 | 18.6 ± 1.6 | 67.0 ± 3.5 | 0.99 | ||
| II variant TMP 900 °C/60 s/water | 550 °C | LD | 1036 ± 14 | 1095 ± 17 | 18.9 ± 0.5 | 64.1 ± 4.2 | 0.95 |
| TD | 1042 ± 15 | 1112 ± 15 | 17.2 ± 1.0 | 63.0 ± 2.0 | 0.94 | ||
| 600 °C | LD | 1021 ± 17 | 1074 ± 23 | 19.9 ± 0.7 | 66.5 ± 3.1 | 0.95 | |
| TD | 1025 ± 11 | 1080 ± 25 | 17.8 ± 2.2 | 64.2 ± 3.8 | 0.95 | ||
| 650 °C | LD | 1000 ± 15 | 1029 ± 24 | 22.0 ± 1.8 | 67.3 ± 2.5 | 0.97 | |
| TD | 1005 ± 19 | 1036 ± 20 | 18.4 ± 1.6 | 66.9 ± 3.2 | 0.97 |
| TMP Conditions | Tempering Temperature | Test Direction | KV−40 °C *, J | KVTD/KVLD | Standard Deviation for α = 0.05 | Variance |
|---|---|---|---|---|---|---|
| I variant TMP 900 °C/water | 550 °C | LD | 38.2 ± 7.8 | 0.65 | 3.05 | 9.35 |
| TD | 24.9 ± 5.9 | 1.64 | 2.69 | |||
| 600 °C | LD | 40.9 ± 11.8 | 0.63 | 3.60 | 12.98 | |
| TD | 26.0 ± 9.8 | 3.06 | 9.37 | |||
| 650 °C | LD | 42.8 ± 9.5 | 0.74 | 3.18 | 10.12 | |
| TD | 32.0 ± 6.3 | 2.45 | 6.04 | |||
| I variant TMP 900 °C/60 s/water | 550 °C | LD | 35.9 ± 11.8 | 0.70 | 3.94 | 15.59 |
| TD | 25.0 ± 21.6 | 6.91 | 47.87 | |||
| 600 °C | LD | 42.9 ± 19.5 | 0.74 | 6.12 | 37.56 | |
| TD | 26.8 ± 15.7 | 6.85 | 47.05 | |||
| 650 °C | LD | 45.3 ± 10.7 | 0.60 | 4.07 | 16.58 | |
| TD | 32.8 ± 10.4 | 3.36 | 11.30 | |||
| II variant TMP 900 °C/60 s/water | 550 °C | LD | 73.5 ± 9.4 | 0.84 | 3.71 | 13.83 |
| TD | 61.4 ± 17.7 | 7.27 | 52.87 | |||
| 600 °C | LD | 103.0 ± 14.7 | 0.87 | 5.39 | 29.08 | |
| TD | 89.9 ± 9.5 | 3.45 | 11.95 | |||
| 650 °C | LD | 156.4 ± 17.7 | 0.82 | 7.27 | 52.87 | |
| TD | 128.9 ± 15.3 | 6.26 | 39.31 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Opiela, M.; Grajcar, A. Microstructure and Anisotropy of Plastic Properties of Thermomechanically-Processed HSLA-Type Steel Plates. Metals 2018, 8, 304. https://doi.org/10.3390/met8050304
Opiela M, Grajcar A. Microstructure and Anisotropy of Plastic Properties of Thermomechanically-Processed HSLA-Type Steel Plates. Metals. 2018; 8(5):304. https://doi.org/10.3390/met8050304
Chicago/Turabian StyleOpiela, Marek, and Adam Grajcar. 2018. "Microstructure and Anisotropy of Plastic Properties of Thermomechanically-Processed HSLA-Type Steel Plates" Metals 8, no. 5: 304. https://doi.org/10.3390/met8050304
APA StyleOpiela, M., & Grajcar, A. (2018). Microstructure and Anisotropy of Plastic Properties of Thermomechanically-Processed HSLA-Type Steel Plates. Metals, 8(5), 304. https://doi.org/10.3390/met8050304