Study on Amplitude and Flatness Characteristics of Elastic Thin Strip under Fluid–Structure Interaction Vibration Excited by Unsteady Airflow

Abstract
:1. Introduction
2. Simulation Model and Condition Design
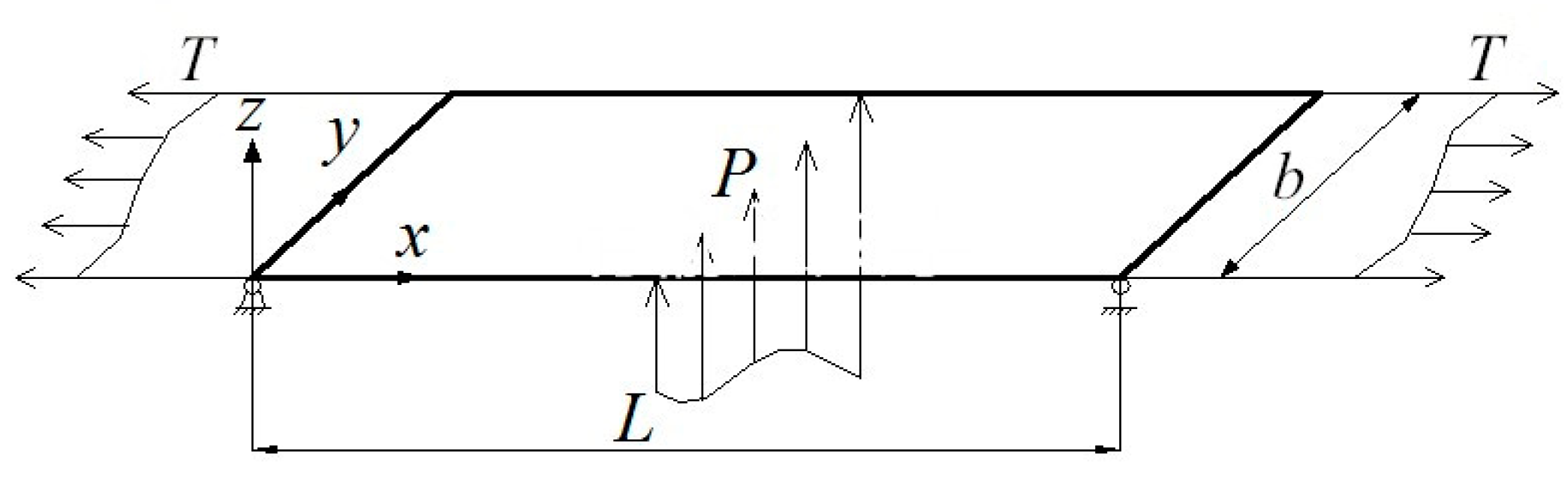
2.1. The Establishment of the Simulation Model
- The strip constraints were simplified into two sides with support and two sides without support;
- The strip and the measurement platform were set as solid wall boundary conditions;
- The exit pressure of the fluid domain was set as atmospheric pressure;
- The airflow channel was simplified into a rectangle, which had the same area as the total stomata and the same length as the airflow channel, and the width of the rectangle was calculated as 15.73 mm based on the actual dimensions.
2.2. The Design of the Simulation Conditions
3. Numerical Simulation Results and Analysis
3.1. The Influences of Fluid–Structure Interaction on Strip Amplitude Distribution and Flatness Calculation Deviation
3.2. The Influences of Different Aerodynamic Loads on Strip Midpoint Amplitude and Flatness Calculation Deviation
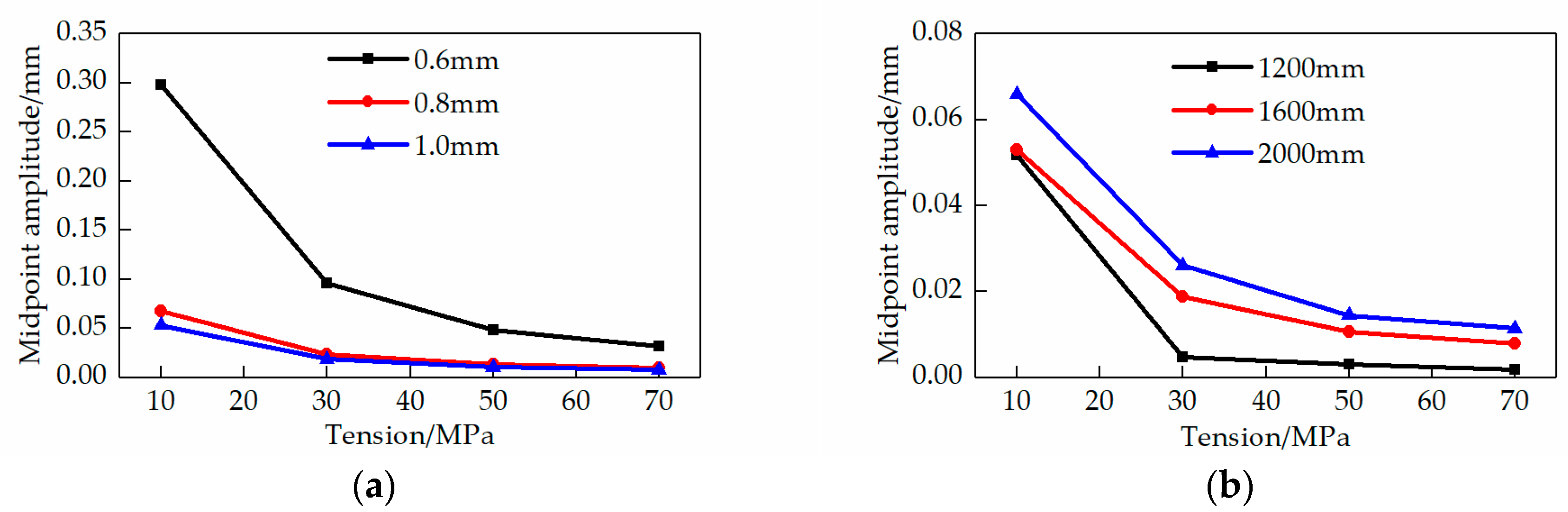
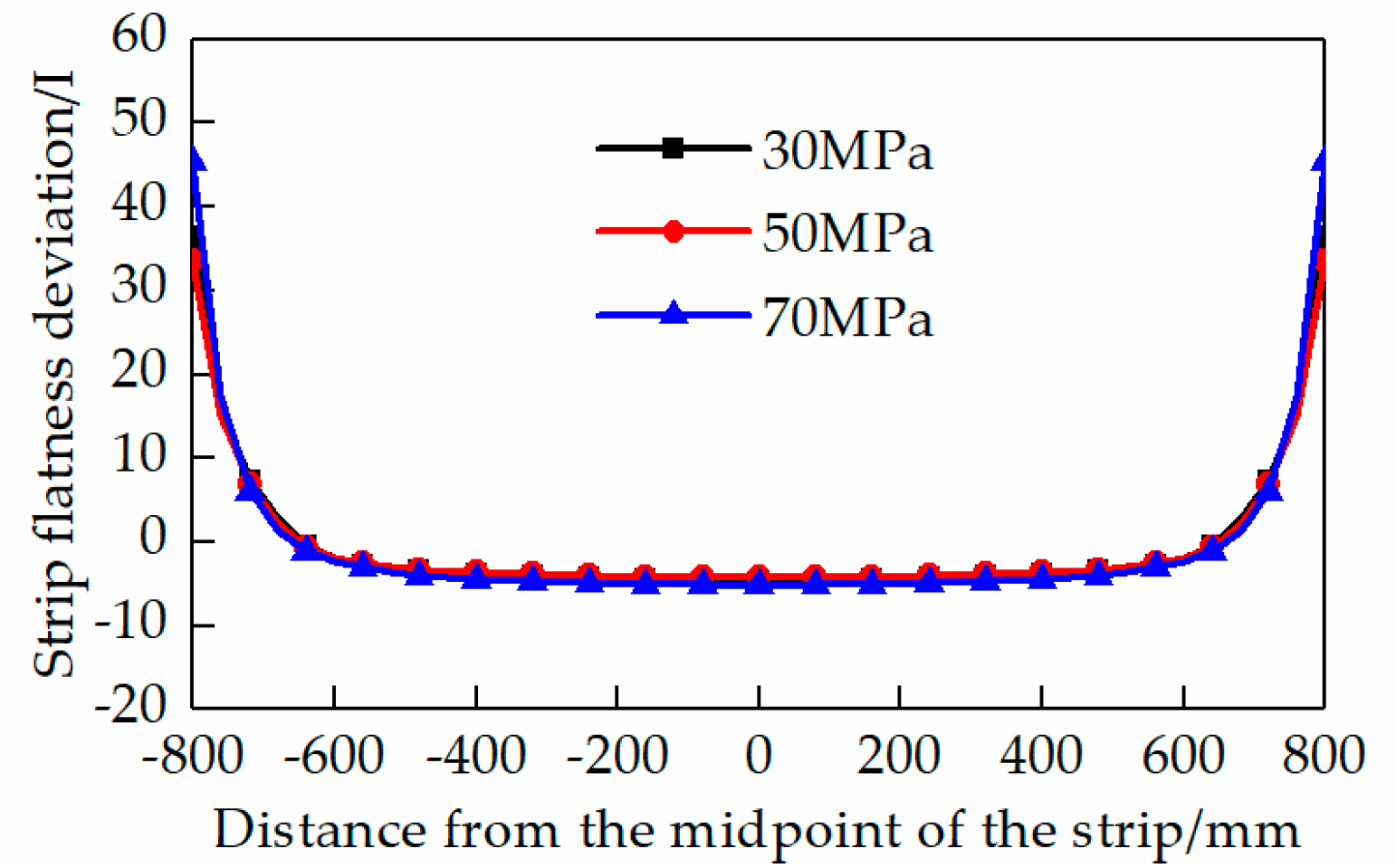
3.3. The Influences of Different Tensions on Strip Midpoint Amplitude and Flatness Calculation Deviation
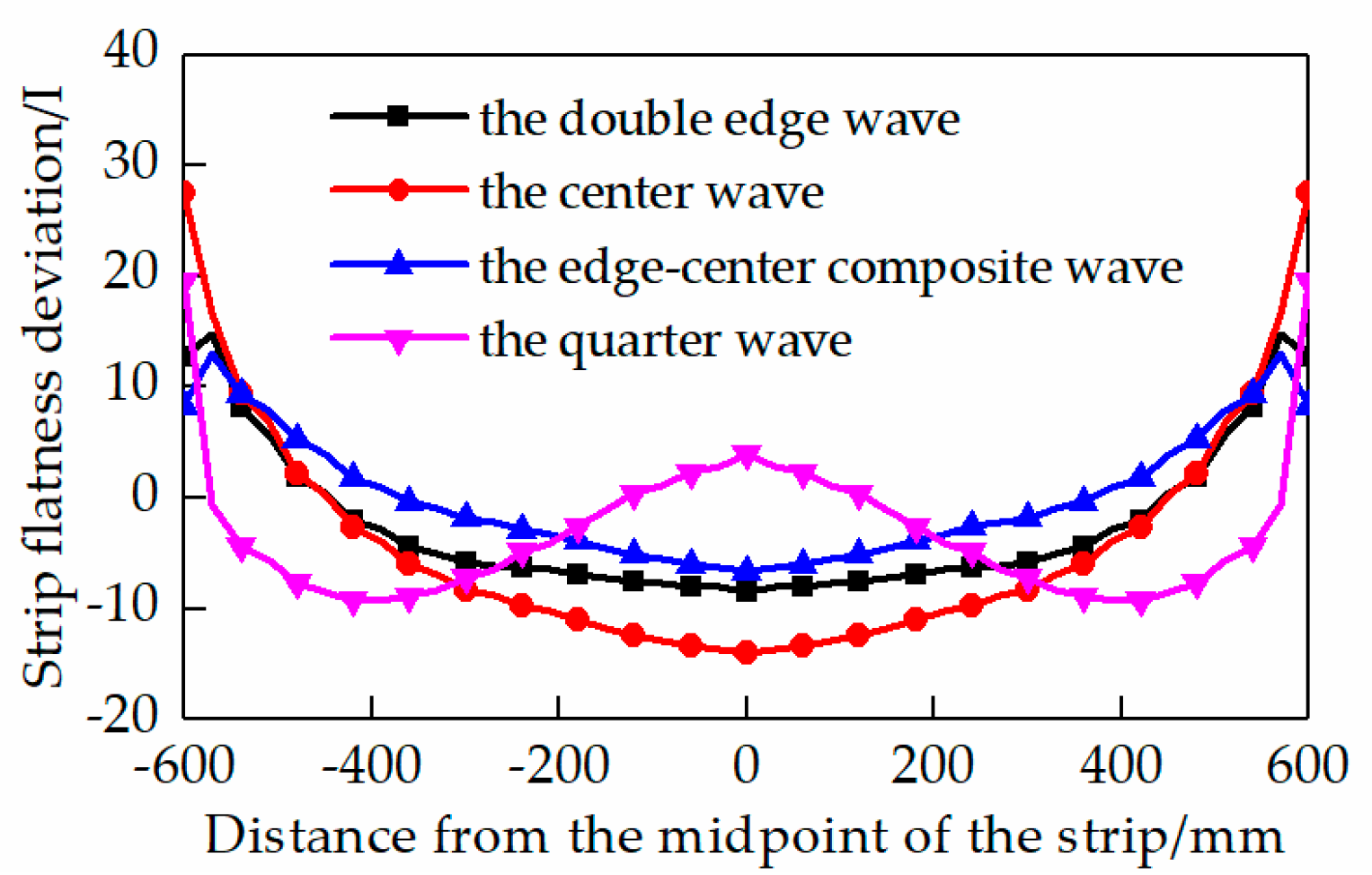
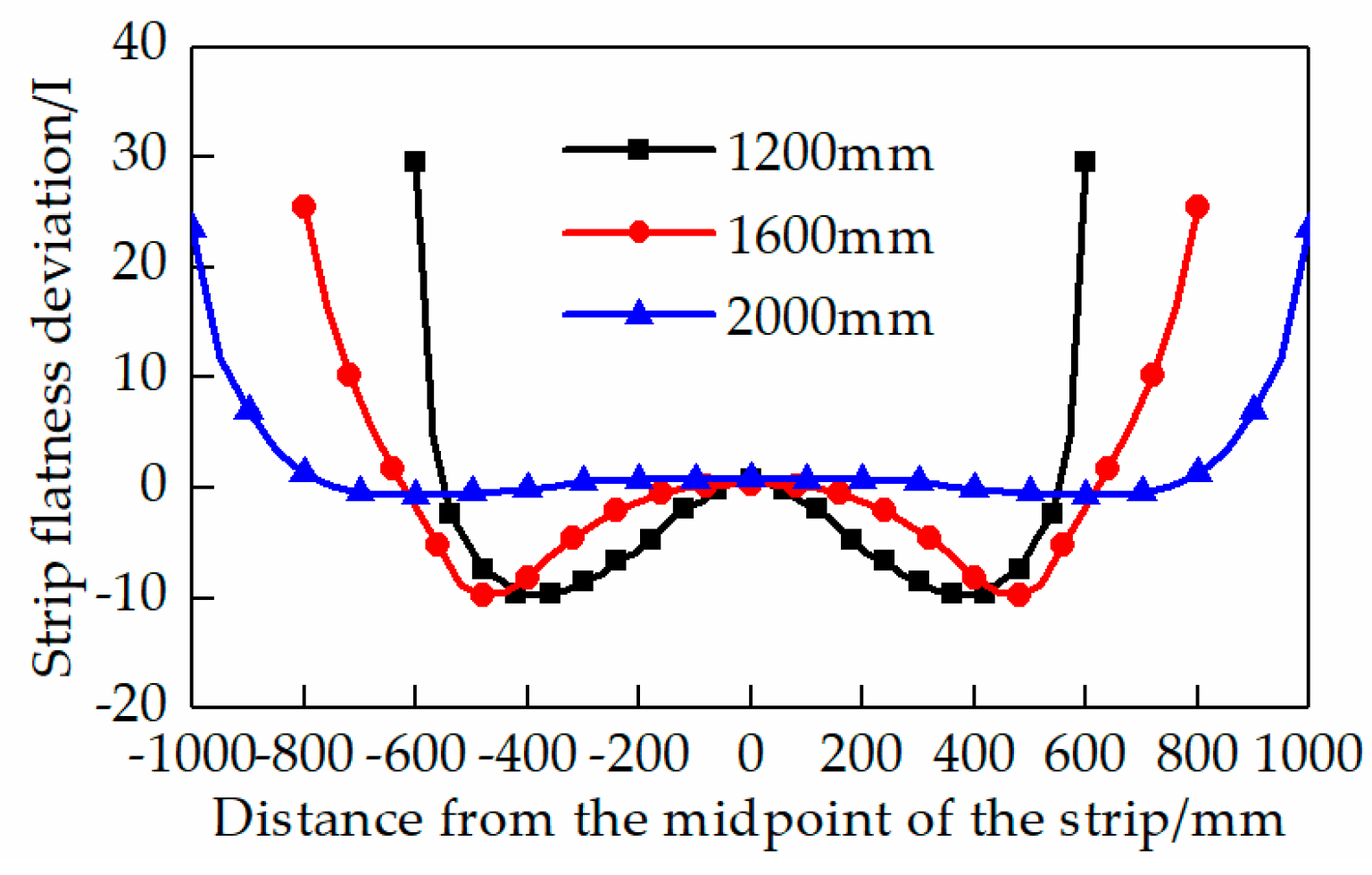
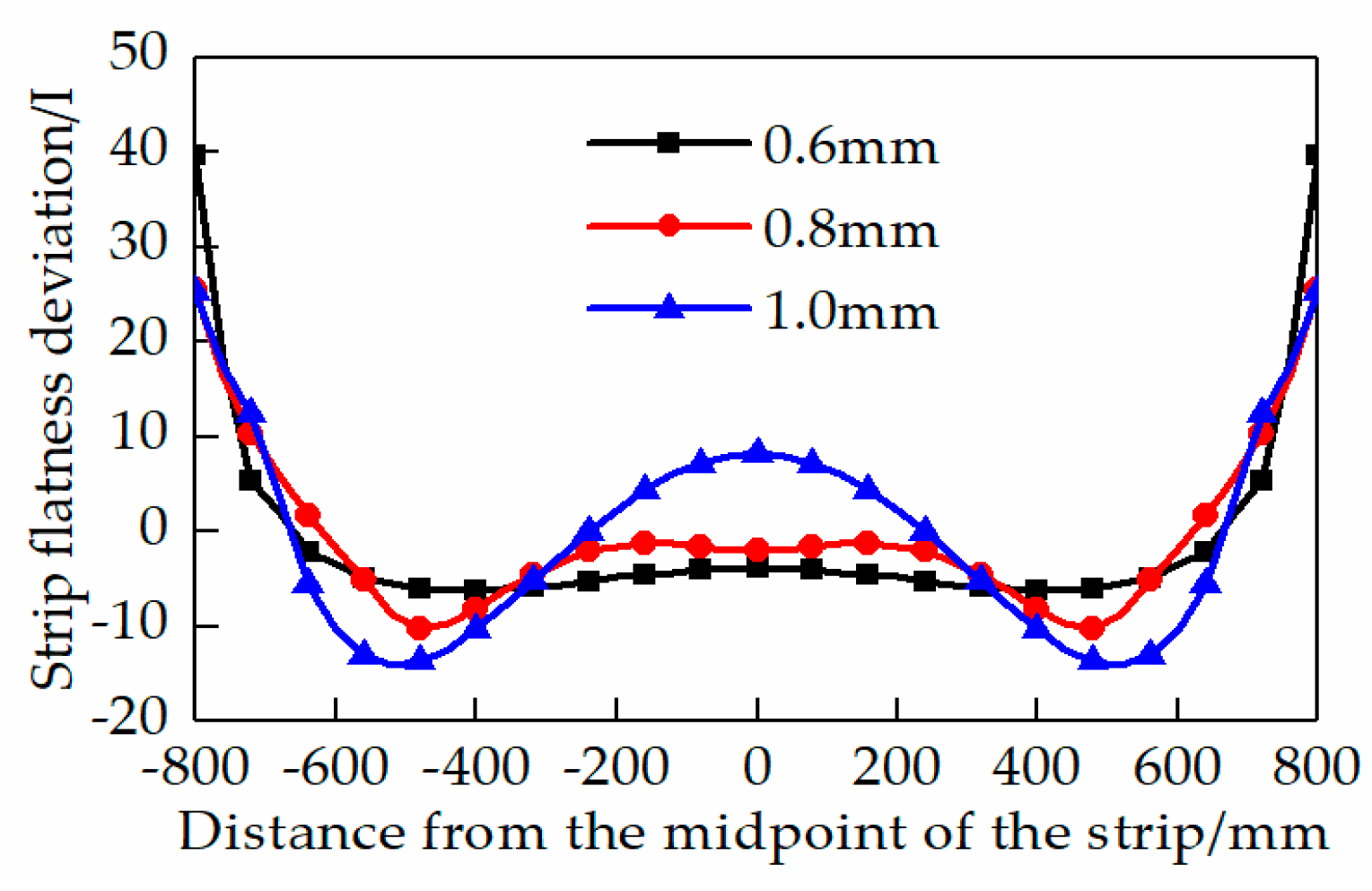
3.4. The Influences of Different Flatness Defects on Strip Amplitude Distribution and Flatness Calculation Deviation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, H.B.; Bao, R.R.; Zhang, J.; Jia, S.H.; Chu, Y.G.; Liu, H.C. Cluster analysis of strip flatness characteristics for ultra-wide cold rolling mills. J. Univ. Sci. Technol. B 2016, 11, 1569–1575. [Google Scholar] [CrossRef]
- Yang, G.H.; Zhang, J.; Cao, J.G.; Yan, Q.T.; Chen, X.H.; Jia, S.H. Strip non-contact flatness detection principle and its detection system. Metall. Ind. Autom. 2009, 33, 665–668. [Google Scholar]
- Spreitzhofer, G.; Duemmler, A.; Riess, M.; Tomasic, M. SI-FLAT contactless flatness measurement for cold rolling mills and processing lines. Rev. Métall. 2012, 102, 589–594. [Google Scholar] [CrossRef]
- Qin, Z. Application of a new cold rolling strip type SI-FLAT in cold tandem mill. Metall. Ind. Autom. 2004, 28, 63–65. [Google Scholar] [CrossRef]
- Yang, G.H.; Zhang, J.; Cao, J.G.; Li, H.B.; Huang, Q.B. Relationship between strip amplitude and shape for shapometer based on airflow excitation and eddy current. J. B Inst. Technol. 2015, 35, 671–676. [Google Scholar] [CrossRef]
- Li, N.; Kong, N.; Li, H.B.; Zhang, J.; Jia, S.H.; Chu, Y.G.; Liu, H.J. Analysis of fluid-structure interaction vibration based on the detection principle of SI-FLAT flatness measurement systems. J. Univ. Sci. Technol. B 2017, 39, 593–603. [Google Scholar] [CrossRef]
- Hu, S.L.; Lu, C.J.; He, Y.S. Numerical analysis of fluid-structure interaction vibration for plate. J. Shanghai Jiaotong Univ. 2013, 47, 1487–1493. [Google Scholar]
- Lu, K.; Zhang, D.; Xie, Y.H. Fluid-structure interaction for thin plate with different flow parameters. Proc. Chin. Soc. Electr. Eng. 2011, 31, 76–82. [Google Scholar]
- Li, J.; Yan, Y.H.; Guo, X.H.; Wang, Y.Q.; Wei, Y. On-line control of strip surface quality for a continuous hot-dip galvanizing line based on inherent property of thin plate. Chin. J. Mech. Eng. 2011, 47, 60–65. [Google Scholar] [CrossRef]
- Zhang, J.P.; Guo, L.; Wu, H.L.; Zhou, A.X.; Hu, D.M.; Ren, J.X. The influence of wind shear on vibration of geometrically nonlinear wind turbine blade under fluid–structure interaction. Ocean. Eng. 2014, 84, 14–19. [Google Scholar] [CrossRef]
- Xie, L.; Zhao, X.; Zhang, J. ANSYS CFX Fluid Analysis and Simulation; Electronic Industry Press: Beijing, China, 2012. [Google Scholar]
- Yang, G.H.; Zhang, J.; Li, H.B. Transverse distribution law of airflow excitation force for SI-FLAT contactless shapometer. Comput. Aided Draft. Des. Manuf. 2016, 26, 41–47. [Google Scholar]
- Bao, R.R. Characteristic Analysis and Control of Complex Strip Flatness in Ultra-wide Cold Strip Mill. Ph.D. Thesis, University of Science and Technology Beijing, Being, China, 2015. [Google Scholar]
- Li, N. Study on the Cold Rolled Strip Buckling and Vibration Based on Incompatible Deformation Theory. Ph.D. Thesis, University of Science and Technology Beijing, Being, China, 2017. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Influencing Factors | Values |
|---|---|
| Width b mm | 1200, 1600, 2000 |
| Thickness h mm | 0.6, 0.8, 1 |
| Aerodynamic load P m/s | |
| Tension T MPa | 30, 50, 70 |
| Flatness forms | no wave, the center wave, the double-edge wave, the edge-center composite wave, the quarter wave |
| Flatness Defects | Expressions |
|---|---|
| The center wave | |
| The double-edge wave | |
| The edge-center composite wave | |
| The quarter wave |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Han, G.; Yang, J.; Li, N.; Zhang, J. Study on Amplitude and Flatness Characteristics of Elastic Thin Strip under Fluid–Structure Interaction Vibration Excited by Unsteady Airflow. Metals 2019, 9, 496. https://doi.org/10.3390/met9050496
Li H, Han G, Yang J, Li N, Zhang J. Study on Amplitude and Flatness Characteristics of Elastic Thin Strip under Fluid–Structure Interaction Vibration Excited by Unsteady Airflow. Metals. 2019; 9(5):496. https://doi.org/10.3390/met9050496
Chicago/Turabian StyleLi, Hongbo, Guomin Han, Jingbo Yang, Nong Li, and Jie Zhang. 2019. "Study on Amplitude and Flatness Characteristics of Elastic Thin Strip under Fluid–Structure Interaction Vibration Excited by Unsteady Airflow" Metals 9, no. 5: 496. https://doi.org/10.3390/met9050496
APA StyleLi, H., Han, G., Yang, J., Li, N., & Zhang, J. (2019). Study on Amplitude and Flatness Characteristics of Elastic Thin Strip under Fluid–Structure Interaction Vibration Excited by Unsteady Airflow. Metals, 9(5), 496. https://doi.org/10.3390/met9050496