Computer-Integrated Platform for Automatic, Flexible, and Optimal Multivariable Design of a Hot Strip Rolling Technology Using Advanced Multiphase Steels
 ,
, 
 ,
,
Abstract
:1. Introduction
- Design of a virtual hot rolling mill;
- Simulation of the rolling process with the parameter study approach;
- Output data exploration with sensitivity analysis (SA) methods to discover relationships between the rolling mill parameters and the thermo-mechanical properties of the final product.
2. VirtRoll Hybrid Computer System
2.1. Methodology
- Computational tasks scheduling to high performance computational infrastructures;
- On-line progress monitoring of the simulations with capability to adjust computing power or extend the parameter study interactively;
- Collecting simulation results and further analysis.
2.2. Technology of the System Design
2.3. Integration with the Scalarm
- Input space specification—values necessary to be explored are specified for each input parameter and constitute an experiment input parameter space; each element of such space is a vector of values for a single simulation run.
- Simulation—a single experiment may require substantial computational resources, possibly collected from different infrastructures. Thus, Scalarm provides a reliable middleware layer for the uniform accessing of heterogeneous computational infrastructure.
- Results collecting and exploration—each simulation returns a set of results describing the process. Scalarm aggregates the results from all the simulations and enables data exploration and visualization with various charts.
2.4. Database
3. Experiments
3.1. Materials and Methods
- HSLA steels with 0.05% C and 1.6% Mn with 0.035% Nb (S401, S408), 0.035% Nb + 0.2% Mo (S403), and 0.035% Nb + 0.09% Ti + 0.2% Mo (S404).
- Bainitic steels with 0.11% C and 2% Mn with 0.12% Ti + 0.2% Mo (S405), 0.18% Ti + 0.2% Mo (S406), and 0.03% Nb + 0.18% Ti + 0.2% Mo (S407).
- AHSS with 0.12% C and 2% Mn and with various content of Nb, Ti, and Mo, see [1] for details.
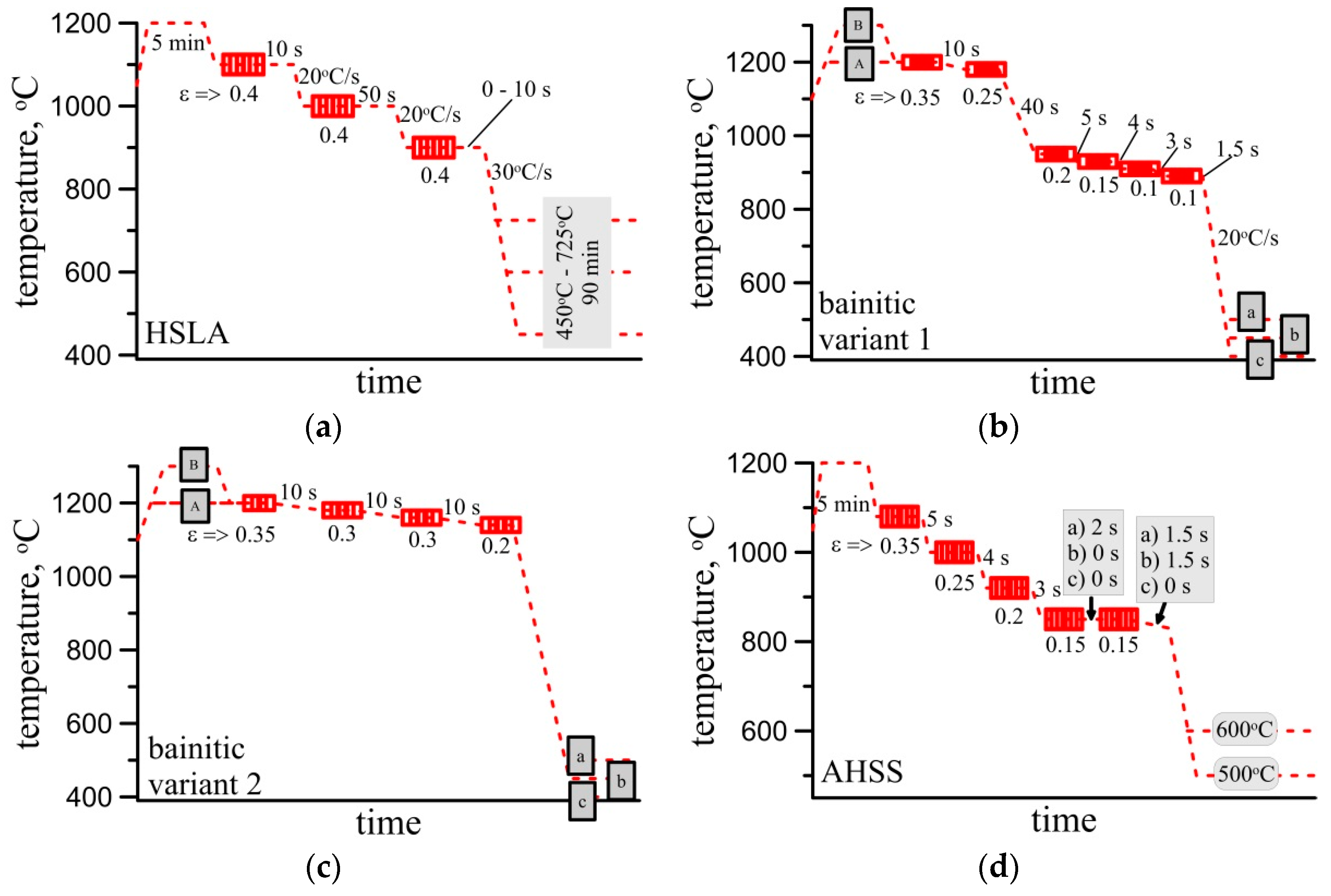
- HSLA steels: Three passes with the last temperature of 900 °C were considered (Figure 2a). The cooling begun either right after deformation (no recrystallization) or 10 s after deformation (full recrystallization). Cooling from the last deformation temperature to the holding temperature was at the rate of 20 °C/s. Different holding temperatures (400–700 °C) representing cooling in the coil were used for each variant.
- Bainitic steels: Two variants of physical simulations were considered. In variant 1, presented schematically in Figure 2b, lower temperatures of deformation were applied. Variant 2, presented schematically in Figure 2c, is characterized by higher temperatures of deformation. Two preheating temperatures 1200 and 1300 °C were applied for each schedule, distinguished as A and B variants. Grain size prior to the first deformation (after soaking) was 67 μm for A and 191 μm for B. Cooling from the last deformation temperature to the holding temperature was at the rate of 20 °C/s. Three holding temperatures during cooling, 400, 450, and 500 °C for cooling versions a, b, and c, respectively, were used for each variant.
- AHSS: Three schedules described in [1] were considered (Figure 2d): The reference schedule (a), the shortest interpass time between the two last deformations (b), and the shortest time between the last deformation and accelerated cooling (c). It allowed to distinguish the austenite microstructure and deformation at the beginning of phase transformations. The coiling temperatures (CT) of 500 and 600 °C were simulated for each schedule.
3.2. Microstructures
3.3. Mechanical Properties
3.3.1. HSLA
3.3.2. Bainitic Steels
3.3.3. AHSS
4. Models
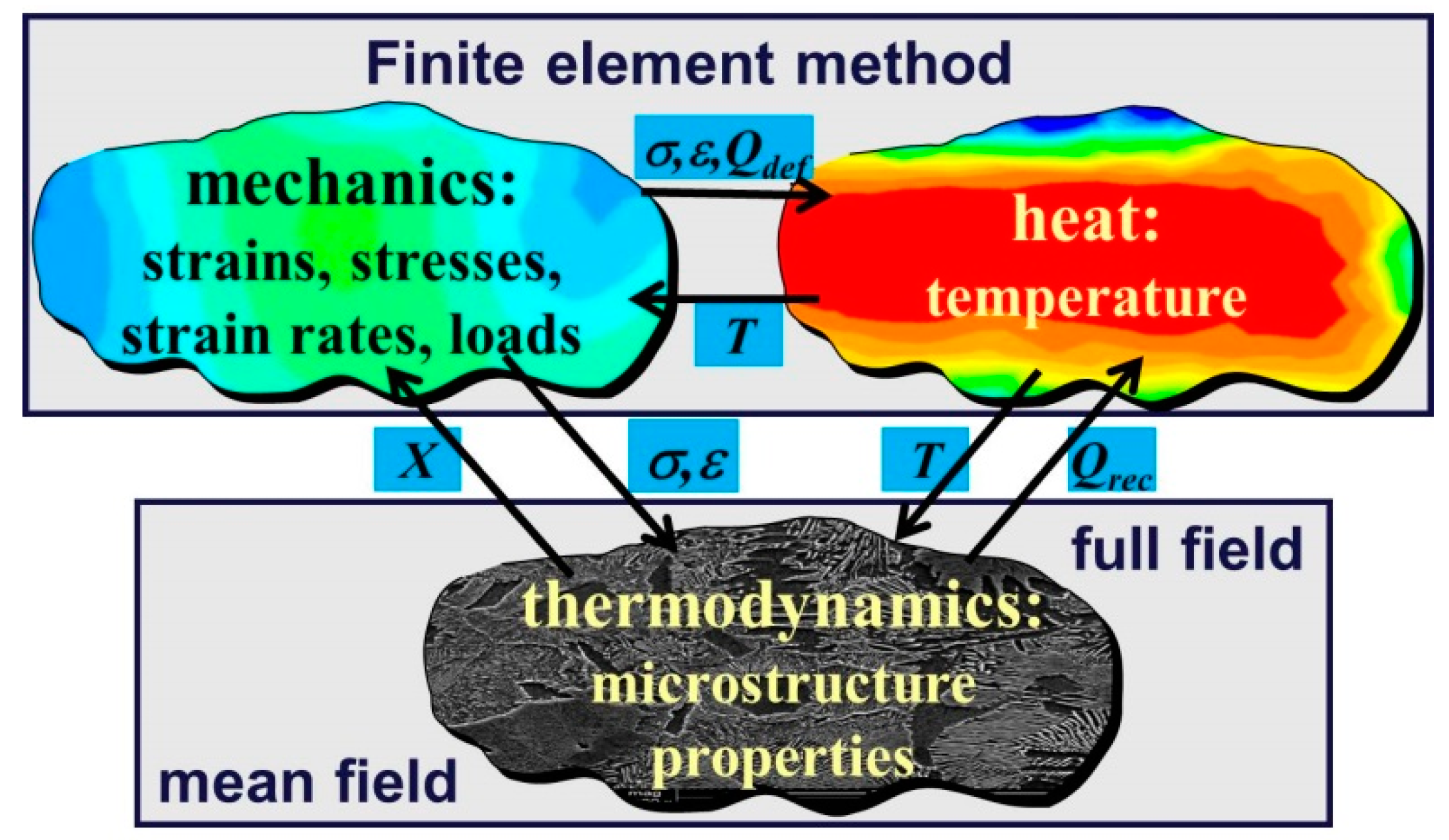
4.1. Mechanical and Thermal Models
4.2. Material Models
5. Results
5.1. Verification and Validation of the Models
- Capability to predict material behavior and product properties accounting for different finish rolling temperatures.
- Decrease of the manufacturing costs by lower alloying elements and improvement of properties using increased cooling capacity—ultra fast cooling (UFC) systems.
- Capability to predict product properties for multi-phase microstructure, accounting for the properties and morphology of the component phases.
5.2. Various Finishing Rolling Temperatures
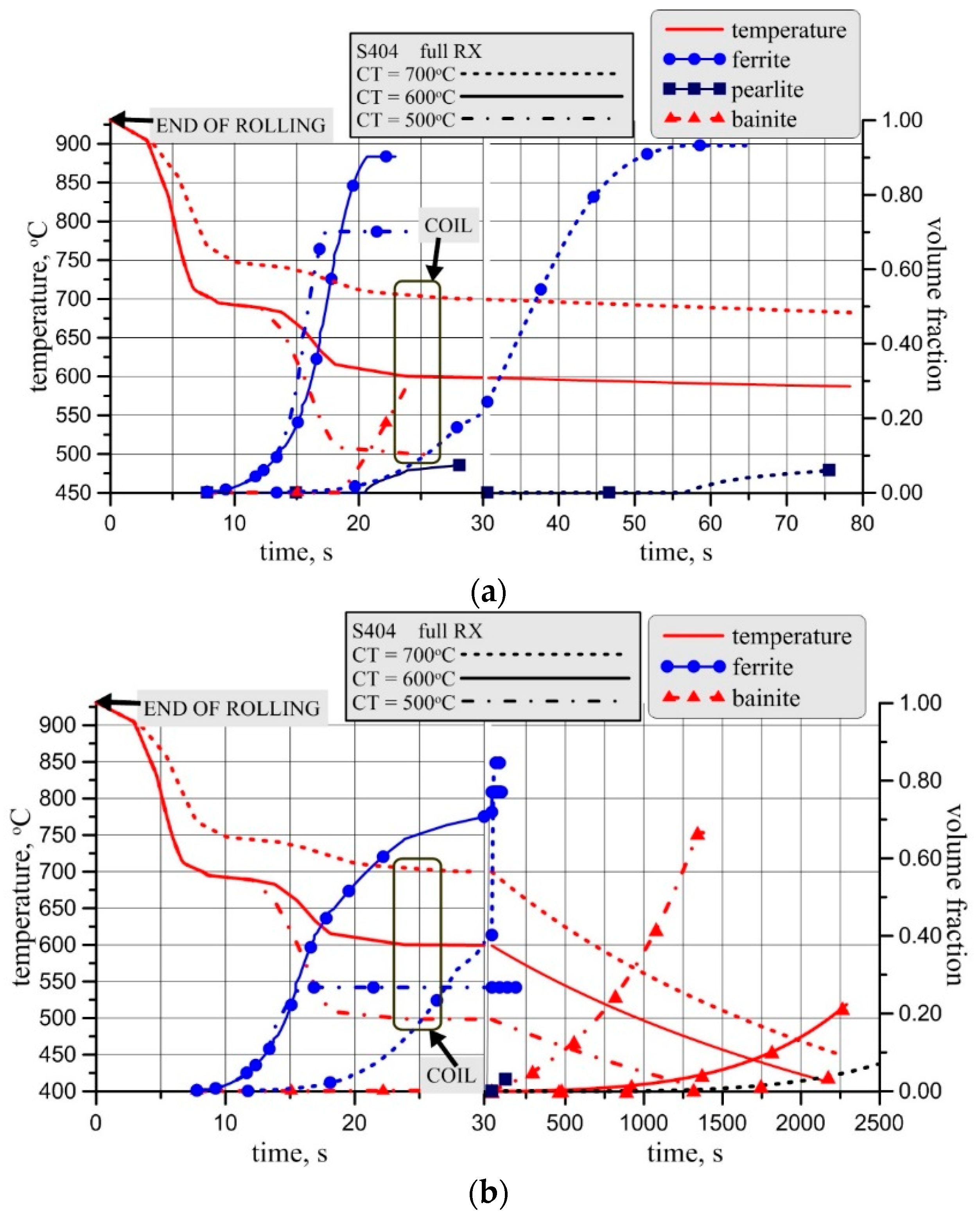
5.3. Various Coiling Temperatures
5.4. Optimization of the Laminar Flow Cooling (LFC) System
5.5. Effect of Precipitation on Mechanical Properties
6. Conclusions
- The user friendly interface (GUI), which is usable for engineers who are not IT experts.
- Advanced physical and numerical models to predict behavior of advanced steels.
- Guidelines for unconventional production methods.
- A graphical drag and drop editor that supports flexible design of rolling mill.
- Database and knowledge base, which essentially support the design of rolling technology.
- Sensitivity and inverse analyses to support flexible design of strip rolling technology.
- Combining developed models, database, knowledge base, and inverse into one hybrid computer system.
Author Contributions
Funding
Conflicts of Interest
References
- Bzowski, K.; Kitowski, J.; Kuziak, R.; Uranga, P.; Gutierrez, I.; Jacolot, R.; Rauch, L.; Pietrzyk, M. Development of the material database for the VirtRoll computer system dedicated to design of an optimal hot strip rolling technology. Comput. Methods Mater. Sci. 2017, 17, 225–246. [Google Scholar]
- Novillo, E.; Cotrina, E.; Iza-Mendia, A.; Lopez, B.; Gutierrez, I. Factors limiting the achievable ferrite grain refinement in hot worked microalloyed steels. Mater. Sci. Forum 2005, 500, 355–362. [Google Scholar] [CrossRef]
- Nanba, S.; Kitamura, M.; Shimada, M.; Katsumata, M.; Inoue, T.; Imamura, H.; Maeda, Y.; Hattori, S. Prediction of microstructure distribution in the through-thickness direction during and after hot rolling in carbon steels. ISIJ Int. 1992, 32, 377–386. [Google Scholar] [CrossRef]
- Beynon, J.H.; Sellars, C.M. Modelling microstructure and its effects during multipass hot rolling. ISIJ Int. 1992, 32, 359–367. [Google Scholar] [CrossRef]
- Hodgson, P.D.; Gibbs, R.K. A mathematical model to predict the mechanical properties of hot rolled C-Mn and microalloyed steels. ISIJ Int. 1992, 32, 1329–1338. [Google Scholar] [CrossRef]
- Pietrzyk, M. Finite element based model of structure development in the hot rolling process. Steel Res. 1990, 61, 603–607. [Google Scholar] [CrossRef]
- Pietrzyk, M. Through-process modelling of microstructure evolution in hot forming of steels. J. Mater. Process. Technol. 2002, 125, 53–62. [Google Scholar] [CrossRef]
- Uranga, P.; Fernandez, A.I.; López, B.; Rodriguez-Ibabe, J.M. Modeling of austenite grain size distribution in Nb microalloyed steels processed by thin slab casting and direct rolling (TSDR) route. ISIJ Int. 2004, 44, 1416–1425. [Google Scholar] [CrossRef]
- Matlock, D.K.; Krauss, G.; Speer, J.G. New microalloyed steel applications for the automotive sector. Mater. Sci. Forum 2005, 500, 87–96. [Google Scholar] [CrossRef]
- Lotter, U.; Schmitz, H.-P.; Zhang, L. Structure of the metallurgically oriented modelling system TK-StripCam for simulation of hot strip manufacture and application in research and production practice. J. Phys. IV France 2004, 120, 801–808. [Google Scholar]
- Andorfer, J.; Auzinger, D.; Hirsch, M.; Hubmer, G.; Pichler, R. VAI-Q strip-an online system for controlling the mechanical properties of hot rolled strip. In Proceedings of the IFAC Workshop on Automation in Mining, Mineral and Metal Processing, Cologne, Germany, 1–3 September 1998; pp. 325–330. [Google Scholar]
- Trowsdale, A.J.; Randerson, K.; Morris, P.F.; Husain, Z.; Crowther, D.N. MetModel: Microstructural evolution model for hot rolling and prediction of final product properties. Ironmak. Steelmak. 2001, 28, 170–174. [Google Scholar] [CrossRef]
- Loffler, H.; Doll, R.; Poppe, T.; Sorgel, G.; Holtheuer, U.; Zouhar, G. Control of mechanical properties by monitoring microstructure. AISE Steel Technol. 2001, 1, 44–47. [Google Scholar]
- Ibrahim, M.; Shulkosky, R. Simulation and development of Advanced High Strength Steels on a hot strip mill using a microstructure evolution model. HSMM Appl. AHSS 2007, 1, 1–12. [Google Scholar]
- Donnay, B.; Herman, J.C.; Leroy, V.; Lotter, U.; Grossterlinden, R.; Pircher, H. Microstructure evolution of C-Mn steels in the hot deformation process: The STRIPCAM model. In Proceedings of the Modelling of Metal Rolling Processes, London, UK, 9–11 December 1996; Beynon, J.H., Ingham, P., Teichert, H., Waterson, K., Eds.; Institute of Metals: London, UK; pp. 23–35. [Google Scholar]
- Kuziak, R.; Pietrzyk, M. Physical and numerical simulation of the manufacturing chain for the DP steel strips. In Proceedings of the Steel Research International Special Edition Conference, ICTP, Aachen, Germany, 25–30 September 2011; pp. 756–761. [Google Scholar]
- Rauch, L.; Bzowski, K.; Kuziak, R.; Kitowski, J.; Pietrzyk, M. The off-line computer system for design of the hot rolling and laminar cooling technology for steel strips. J. Mach. Eng. 2016, 16, 27–43. [Google Scholar]
- Pietrzyk, M.; Larzabal, G.; Uranga, P.; Isasti, N.; Jacolot, R.; Rauch, L.; Kuziak, R.; Diegelmann, V.; Kitowski, J.; Gutierrez, I.; et al. Virtual Strip Rolling Mill VirtRoll; European Commission Research Programme of the Research Fund for Coal and Steel, Technical Group TGS 4, Final Report from the Project RFSR-CT-2013-00007; European Commission: Luxembourg, 2017.
- Krol, D.; Wrzeszcz, M.; Kryza, B.; Dutka, L.; Kitowski, J. Massively scalable platform for data farming supporting heterogeneous infrastructure. In Proceedings of the 4th International Conference on Cloud Computing, GRIDs, and Virtualization, IARIA Cloud Computing, Valencia, Spain, 27 May–1 June 2013; pp. 144–149. [Google Scholar]
- Wong, S.F.; Hodgson, P.D.; Thomson, P.F. Comparison of torsion and plane-strain compression for predicting mean yield strength in single-and multiple-pass flat rolling using lead to model hot steel. J. Mater. Process. Technol. 1995, 53, 601–616. [Google Scholar] [CrossRef]
- Szeliga, D.; Gawąd, J.; Pietrzyk, M. Inverse analysis for identification of rheological and friction models in metal forming. Comput. Methods Appl. Mech. Eng. 2006, 195, 6778–6798. [Google Scholar] [CrossRef]
- Sims, R.B. The calculation of roll force and torque in hot rolling mills. Proc. Inst. Mech. Eng. 1954, 168, 191–200. [Google Scholar] [CrossRef]
- Iza-Mendia, A.; Gutierrez, I. Generalization of the existing relations between microstructure and yield stress from ferrite–pearlite to high strength steels. Mater. Sci. Eng. A 2013, 561, 40–51. [Google Scholar] [CrossRef]
- Pietrzyk, M. Finite element simulation of large plastic deformation. J. Mater. Process. Technol. 2000, 106, 223–229. [Google Scholar] [CrossRef]
- Pietrzyk, M.; Kusiak, J.; Kuziak, R.; Madej, L.; Szeliga, D.; Golab, R. Conventional and multiscale modelling of microstructure evolution during laminar cooling of DP steel strips. Metal. Mater. Trans. B 2014, 46B, 497–506. [Google Scholar]
- Jacolot, R.; Huin, D.; Marmulev, A.; Mathey, E. Hot rolled coil property heterogeneities due to coil cooling: Impact and prediction. Key Eng. Mater. 2014, 622–623, 919–928. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | a0 | a1 | a2 | b0 | b1 | b2 |
|---|---|---|---|---|---|---|
| S401 (Nb) | −951.41 | 4.7938 | −0.004 | −671.31 | 4.068 | −0.0034 |
| S403 (Nb + Mo) | −4214.2 | 16.442 | −0.0136 | −4380.5 | 17.247 | −0.0143 |
| S404 (Ti + Mo) | −3197.9 | 12.994 | −0.0111 | −3184.2 | 13.085 | −0.0111 |
| Cycle | 1 I | 2 I | 3 N | 4 N | 5 I | 6 I | 7 N | 8 T | Φ |
|---|---|---|---|---|---|---|---|---|---|
| A | 156 | 180 | 135 | 0 | 0 | 180 | 300 | 240 | 0.015 |
| B | 105 | 120 | 96 | 0 | 0 | 126 | 225 | 168 | 0.015 |
| C | 90 | 105 | 69 | 0 | 90 | 126 | 216 | 66 | 0.04 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rauch, Ł.; Bzowski, K.; Kuziak, R.; Uranga, P.; Gutierrez, I.; Isasti, N.; Jacolot, R.; Kitowski, J.; Pietrzyk, M. Computer-Integrated Platform for Automatic, Flexible, and Optimal Multivariable Design of a Hot Strip Rolling Technology Using Advanced Multiphase Steels. Metals 2019, 9, 737. https://doi.org/10.3390/met9070737
Rauch Ł, Bzowski K, Kuziak R, Uranga P, Gutierrez I, Isasti N, Jacolot R, Kitowski J, Pietrzyk M. Computer-Integrated Platform for Automatic, Flexible, and Optimal Multivariable Design of a Hot Strip Rolling Technology Using Advanced Multiphase Steels. Metals. 2019; 9(7):737. https://doi.org/10.3390/met9070737
Chicago/Turabian StyleRauch, Łukasz, Krzysztof Bzowski, Roman Kuziak, Pello Uranga, Isabel Gutierrez, Nerea Isasti, Ronan Jacolot, Jacek Kitowski, and Maciej Pietrzyk. 2019. "Computer-Integrated Platform for Automatic, Flexible, and Optimal Multivariable Design of a Hot Strip Rolling Technology Using Advanced Multiphase Steels" Metals 9, no. 7: 737. https://doi.org/10.3390/met9070737
APA StyleRauch, Ł., Bzowski, K., Kuziak, R., Uranga, P., Gutierrez, I., Isasti, N., Jacolot, R., Kitowski, J., & Pietrzyk, M. (2019). Computer-Integrated Platform for Automatic, Flexible, and Optimal Multivariable Design of a Hot Strip Rolling Technology Using Advanced Multiphase Steels. Metals, 9(7), 737. https://doi.org/10.3390/met9070737