A Surface Transition Layer Model for Size Effect in T2 Copper Micro-Compression


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
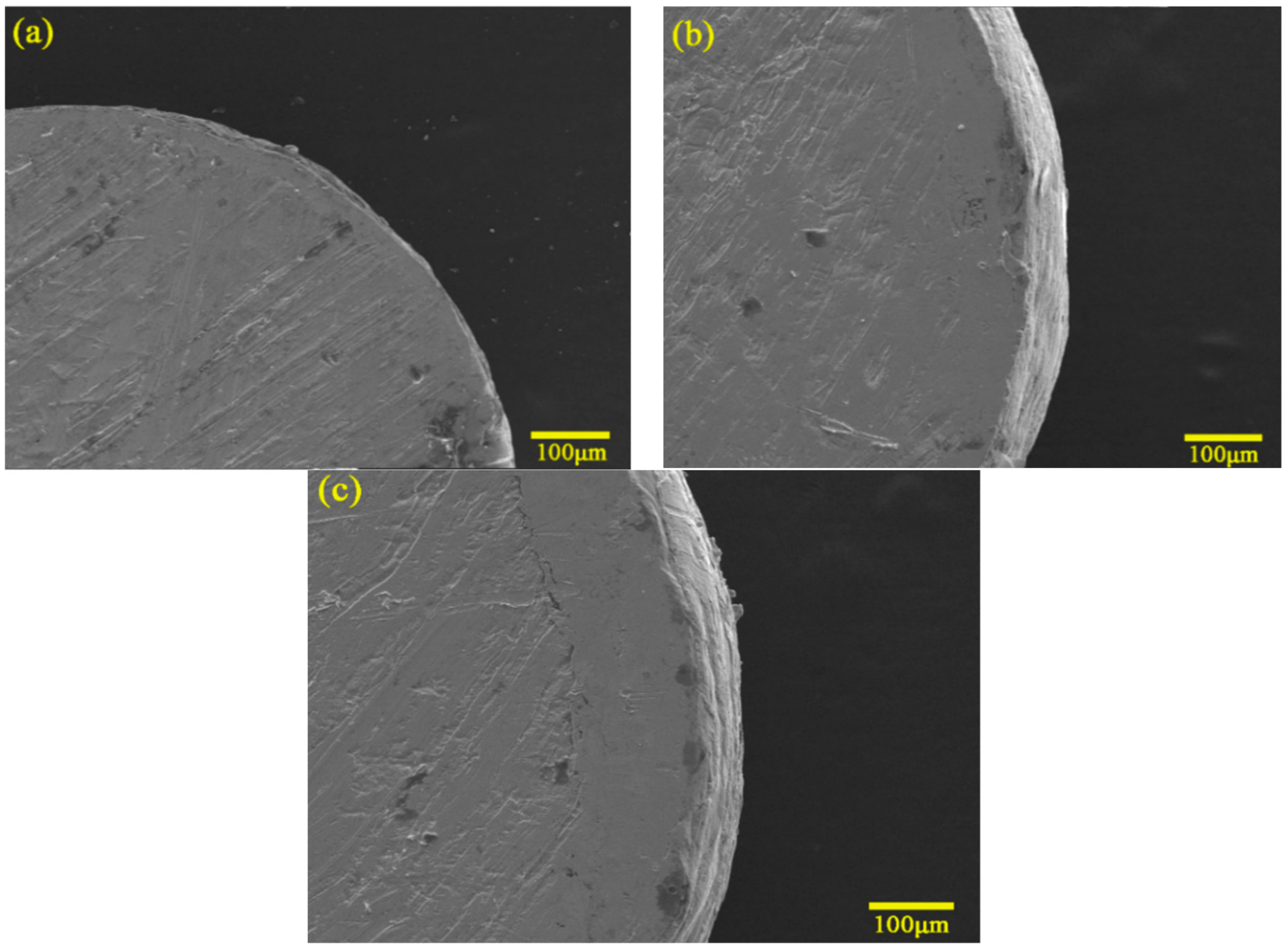
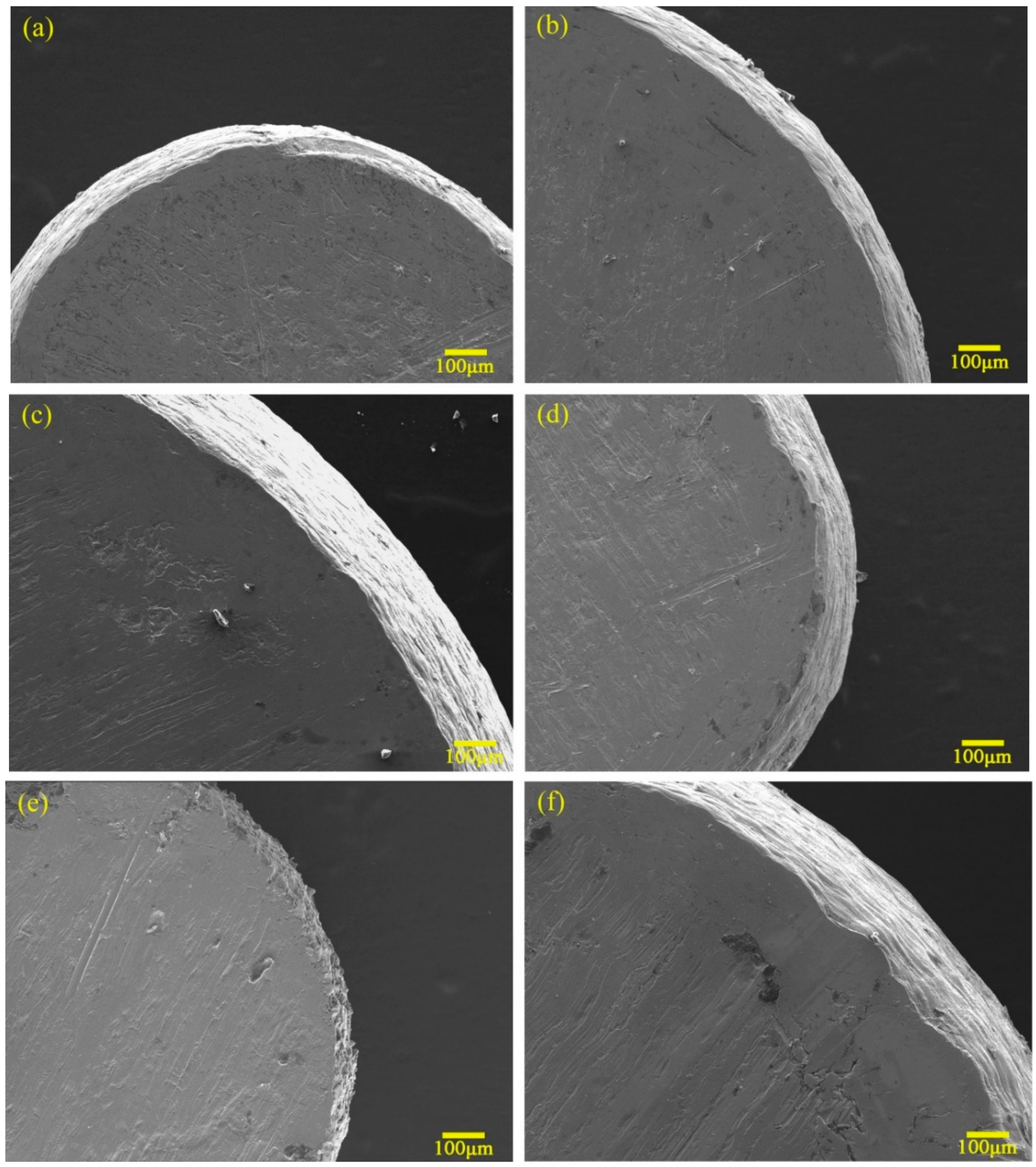
3.1. Surface Morphology Analysis of Micro-Compressed Cylindrical Samples
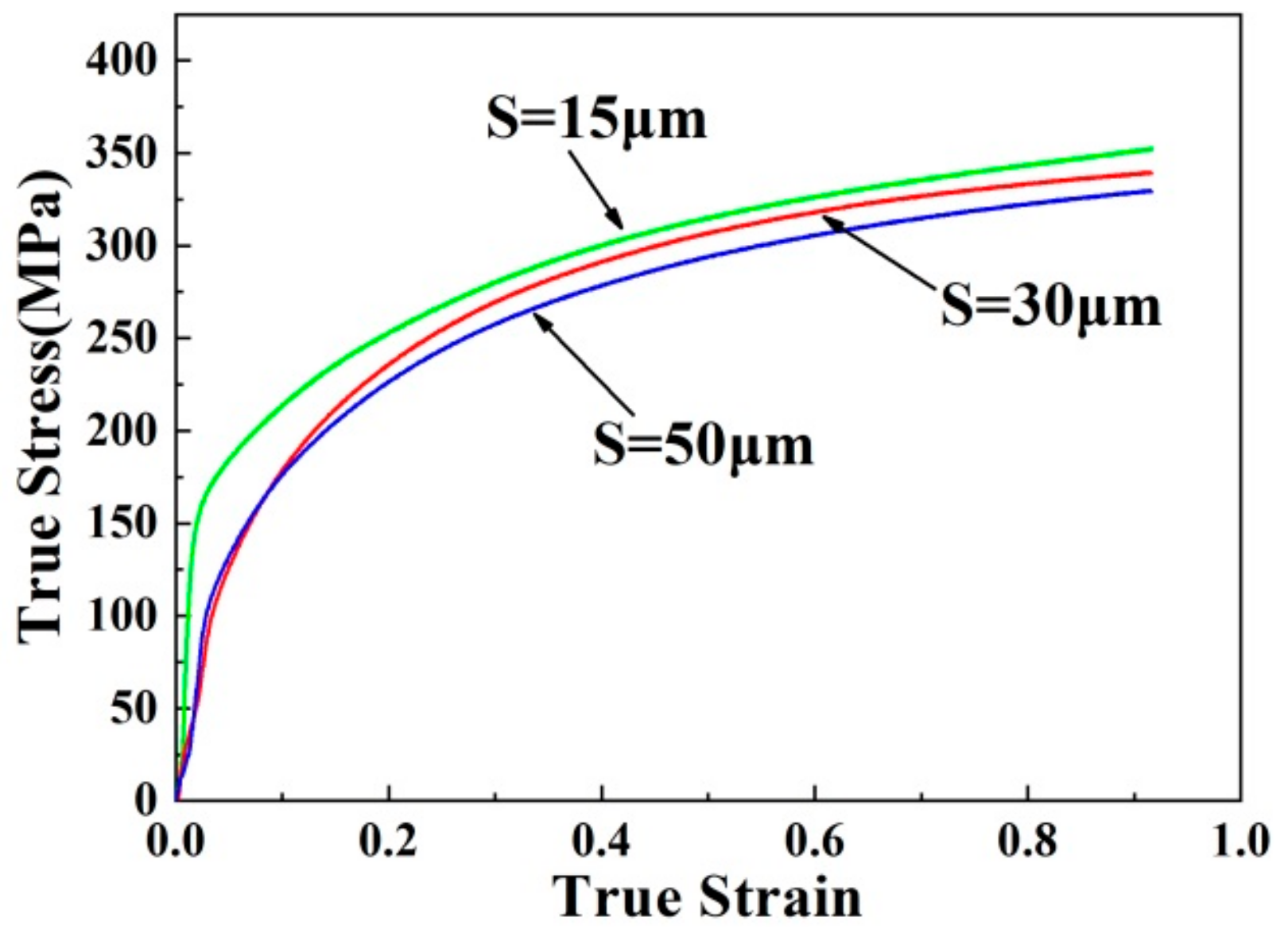
3.2. Stress Analysis of Cylindrical Micro-Compression Deformation Process
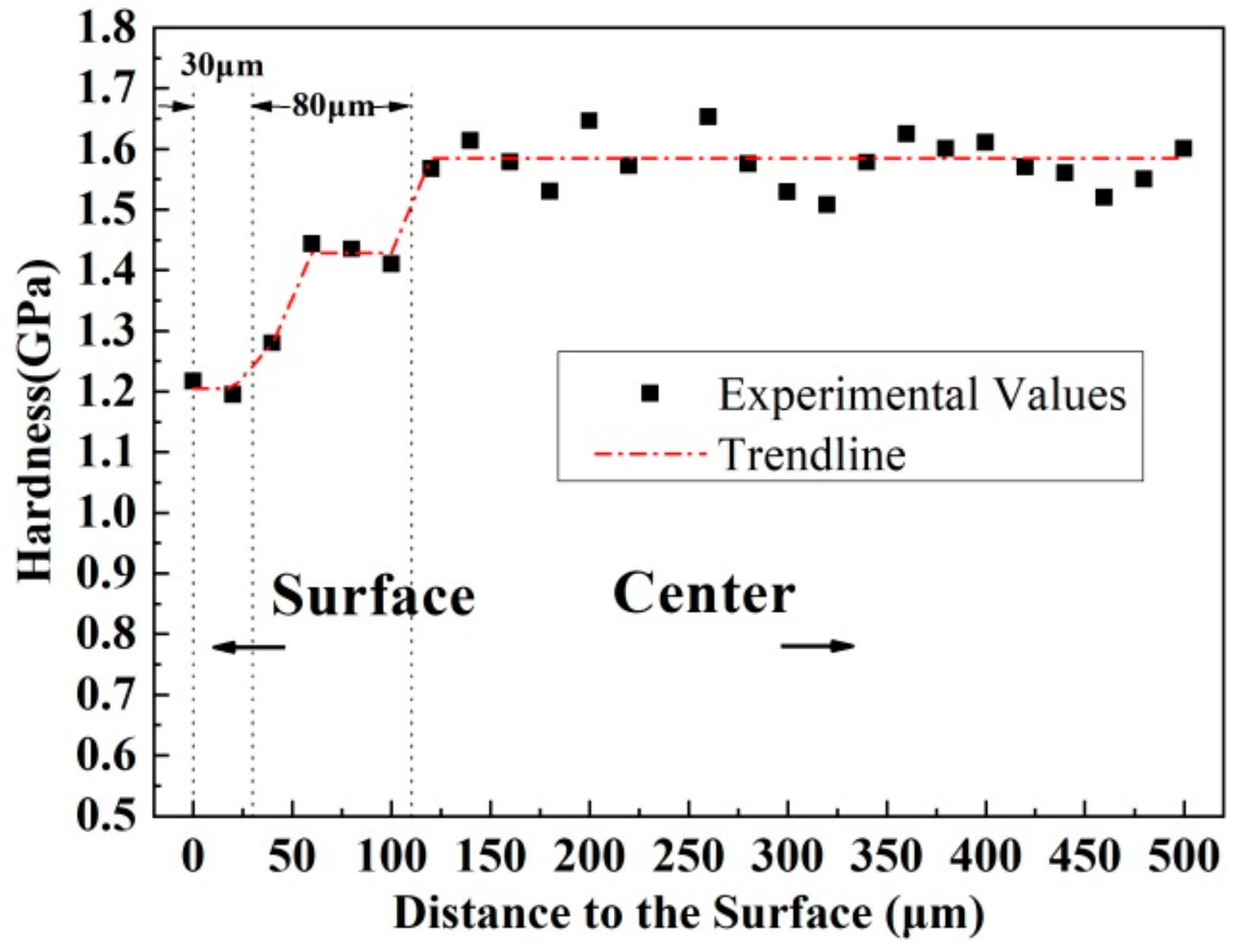
3.3. Analysis of Nanoindentation Experiment Results
3.4. Surface Transition Layer Model
- (1)
- It is assumed that the grain size is uniform in the same heat treatment state and is uniformly distributed in the cross section of the sample.
- (2)
- In order to simplify the model, the influence of the grain orientation difference in the surface grains is not considered in the calculation process.
- (3)
- The grains that are in contact with the anvils are also regarded as surface grains, and the grain volume fractions of each part are calculated by the average grain size and the sample size.
- (4)
- There are transition layer grains between surface grains and inner grains. The mechanical properties of the transition layer grains are between the surface and the inner grains and are affected by the surrounding grains.
- (5)
- The applied strain rate has the same hardening effect on the flow stress of the three layers.
- (6)
- The mechanical properties of the material are determined by the grains of each part and their respective volume fractions.
4. Conclusions
- (1)
- As the grain size or compressive account of deformation of the micro-cylindrical sample increases, the flow deformation non-uniformity of the surface layer of the sample increases. As the size of the cylindrical sample decreases, the non-uniformity of the flow deformation of the surface layer increases. As the size of the cylindrical sample decreases or the average grain size increases, the flow stress of the micro-cylindrical sample decreases, which can be explained by surface roughening and the surface layer model.
- (2)
- Through the nanoindentation experiment, it was found that the micro-hardness value increases with the increase of the distance between the measurement point and the surface, and the change of the hardness value has continuity, which indicated that there is a transition layer between the surface layer grain and the inner grain.
- (3)
- On the basis of the surface layer model, considering the influence of the transition layer grains, the grains of a micro-cylindrical sample were divided into three parts: surface layer grains, inner grains, and transition layer grains. The surface transition layer model was proposed. The experimental results showed that the surface transition layer model can more accurately reflect the actual condition of the material, especially when the grain size is larger.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Parasiz, S.A. Investigation and Characterization of Size Effects in Microforming Processes. Ph.D. Thesis, University of New Hampshire, Durham, NH, USA, 24 November 2008. [Google Scholar]
- Sun, C.Q.; Song, Q.Y. A method for predicting the effects of sample geometry and loading condition on fatigue strength. Metals 2018, 8, 811. [Google Scholar] [CrossRef]
- Li, L.; Zhou, Q.; Zhou, Y.Y.; Cao, J.G. Numerical study on the size effect in the ultra-thin sheet’s micro-bending forming process. Mater. Sci. Eng. A 2009, 499, 32–35. [Google Scholar] [CrossRef]
- Liu, H.X.; Zhang, W.H.; Gau, J.T.; Shen, Z.B.; Ma, Y.J.; Zhang, G.C.; Wang, X. Feature size effect on formability of multilayer metal composite sheets under microscale laser flexible forming. Metals 2017, 7, 275. [Google Scholar] [CrossRef]
- Matteo, G.; Hosni, I.; Sebastien, G.; Jean-Jacques, B. Homogeneous flow and size dependent mechanical behavior in highly ductile Zr65Ni35 metallic glass films. Acta Mater. 2017, 131, 246–259. [Google Scholar]
- Greer, J.R.; De Hosson, J.T.M. Plasticity in small-sized metallic systems: Intrinsic versus extrinsic size effect. Prog. Mater Sci. 2011, 56, 654–724. [Google Scholar] [CrossRef]
- Ghidelli, M.; Gravier, S.; Blandin, J.-J.; Djemia, P.; Mompiou, F.; Abadias, G.; Raskin, J.-P.; Pardoen, T. Extrinsic mechanical size effects in thin ZrNi metallic glass films. Acta Mater. 2015, 90, 232–241. [Google Scholar] [CrossRef]
- Chan, W.L.; Fu, M.W. Experimental studies and numerical modeling of the sample and grain size effects on the flow stress of sheet metal in microforming. Mater. Sci. Eng. A 2011, 528, 7674–7683. [Google Scholar] [CrossRef]
- Raulea, L.V.; Goijaerts, A.M.; Govaert, L.E.; Baaijens, F.P.T. Size effects in the processing of thin metal sheets. J. Mater. Process. Tech. 2001, 115, 44–48. [Google Scholar] [CrossRef]
- Liu, F.; Peng, L.F.; Lai, X.M. Study on the size effect and the effect of the friction coefficient on the micro-extrusion process. Lect. Notes Control Inf. 2007, 362, 493–499. [Google Scholar]
- Wang, C.J.; Wang, C.J.; Guo, B.; Shan, D.B.; Huang, G. Size effect on flow stress in uniaxial compression of pure nickel cylinders with a few grains across thickness. Mater. Lett. 2013, 106, 294–296. [Google Scholar] [CrossRef]
- Conrad, H.; Jung, K. Effect of grain size from mm to nm on the flow stress and plastic deformation kinetics of Au at low homologous temperatures. Mater. Sci. Eng. A 2005, 406, 78–85. [Google Scholar] [CrossRef]
- Geiger, M.; Mebner, A.; Engel, U. Production of microparts-size effects in bulk metal forming: Similarity theory. Prod. Eng. 1997, 4, 55–58. [Google Scholar]
- Geiger, M.; Kleiner, M.; Eckstein, R.; Tiesler, N.; Engel, U. Microforming. CIRP Ann.-Manuf. Technol. 2001, 50, 445–462. [Google Scholar] [CrossRef]
- Han, Z.; Wu, W.F.; Li, Y.; Wei, Y.J.; Gao, H.J. An instability index of shear band for plasticity in metallic glasses. Acta Mater. 2009, 57, 1367–1372. [Google Scholar] [CrossRef]
- Choi, Y.S.; Piehler, H.R.; Rollett, A.D. Formation of mesoscale roughening in 6022-T4 Al sheets deformed in plane-strain tension. Metall. Mater. Trans. A 2004, 35, 513–524. [Google Scholar] [CrossRef] [Green Version]
- Huang, X.H.; Tan, X.F. Creation and simulation of surface layer model in micro-forming based on size effect. Hot Working Techn. 2013, 42, 118–121. [Google Scholar]
- Chan, W.L.; Fu, M.W.; Lu, J. The size effect on micro deformation behaviour in micro-scale plastic deformation. Mater. Des. 2011, 32, 198–206. [Google Scholar] [CrossRef]
- Lai, X.M.; Peng, L.F.; Hu, P.; Lan, S.H.; Ni, J. Material behavior modelling in micro/meso-scale forming process with considering size/scale effects. Comp. Mater. Sci. 2008, 43, 1003–1009. [Google Scholar] [CrossRef]
- Kuhlmann-Wilsdorf, D. The theory of dislocation-based crystal plasticity. Philos. Mag. 1999, 79, 955–1008. [Google Scholar] [CrossRef]
- Wang, Z.; Li, S.H.; Wang, X.K.; Gui, R.G.; Zhang, W.G. Modeling of surface layer and strain gradient hardening effects on microbending of non-oriented silicon steel sheet. Mater. Sci. Eng. A 2018, 711, 498–507. [Google Scholar] [CrossRef]
- Li, W.T.; Fu, M.W.; Shi, S.Q. Study of deformation and ductile fracture behaviors in micro-scale deformation using a combined surface layer and grain boundary strengthening model. Int. J. Mech. Sci. 2017, 131, 924–937. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat Treatment Process | 430 °C 1 h + Air Cooling | 700 °C 8 h + Air Cooling | 700 °C 24 h + Air Cooling |
|---|---|---|---|
| Average grain size S (μm) | 15 | 30 | 50 |
| Standard deviation σ (μm) | 1.7 | 2.4 | 4.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, L.; Liu, W.; Wang, X.; Jin, J. A Surface Transition Layer Model for Size Effect in T2 Copper Micro-Compression. Metals 2019, 9, 736. https://doi.org/10.3390/met9070736
Deng L, Liu W, Wang X, Jin J. A Surface Transition Layer Model for Size Effect in T2 Copper Micro-Compression. Metals. 2019; 9(7):736. https://doi.org/10.3390/met9070736
Chicago/Turabian StyleDeng, Lei, Wei Liu, Xinyun Wang, and Junsong Jin. 2019. "A Surface Transition Layer Model for Size Effect in T2 Copper Micro-Compression" Metals 9, no. 7: 736. https://doi.org/10.3390/met9070736
APA StyleDeng, L., Liu, W., Wang, X., & Jin, J. (2019). A Surface Transition Layer Model for Size Effect in T2 Copper Micro-Compression. Metals, 9(7), 736. https://doi.org/10.3390/met9070736