Reduction Characteristics of Carbon-Containing REE–Nb–Fe Ore Pellets



Abstract
:1. Introduction
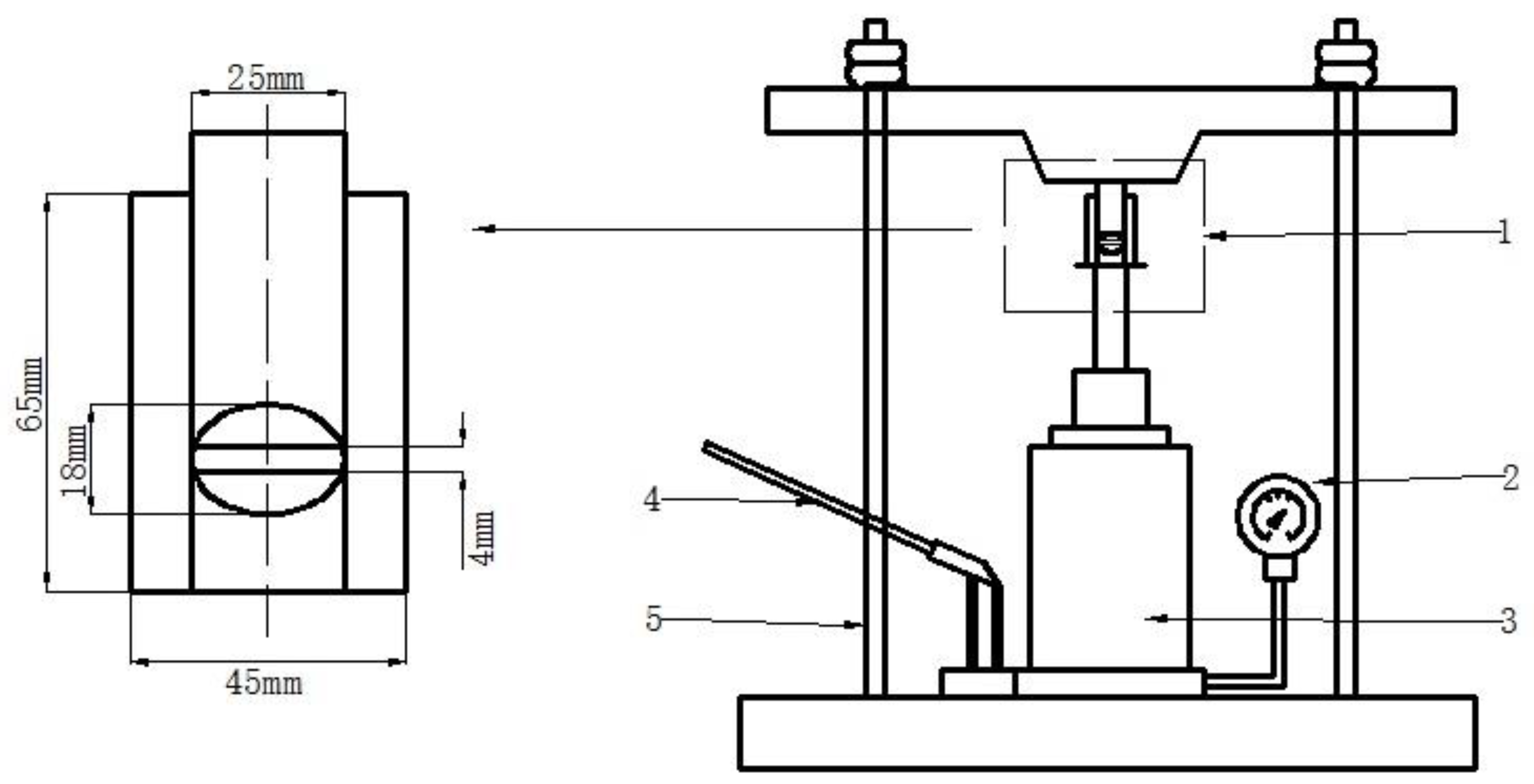
2. Experimental Section
3. Results and Discussion
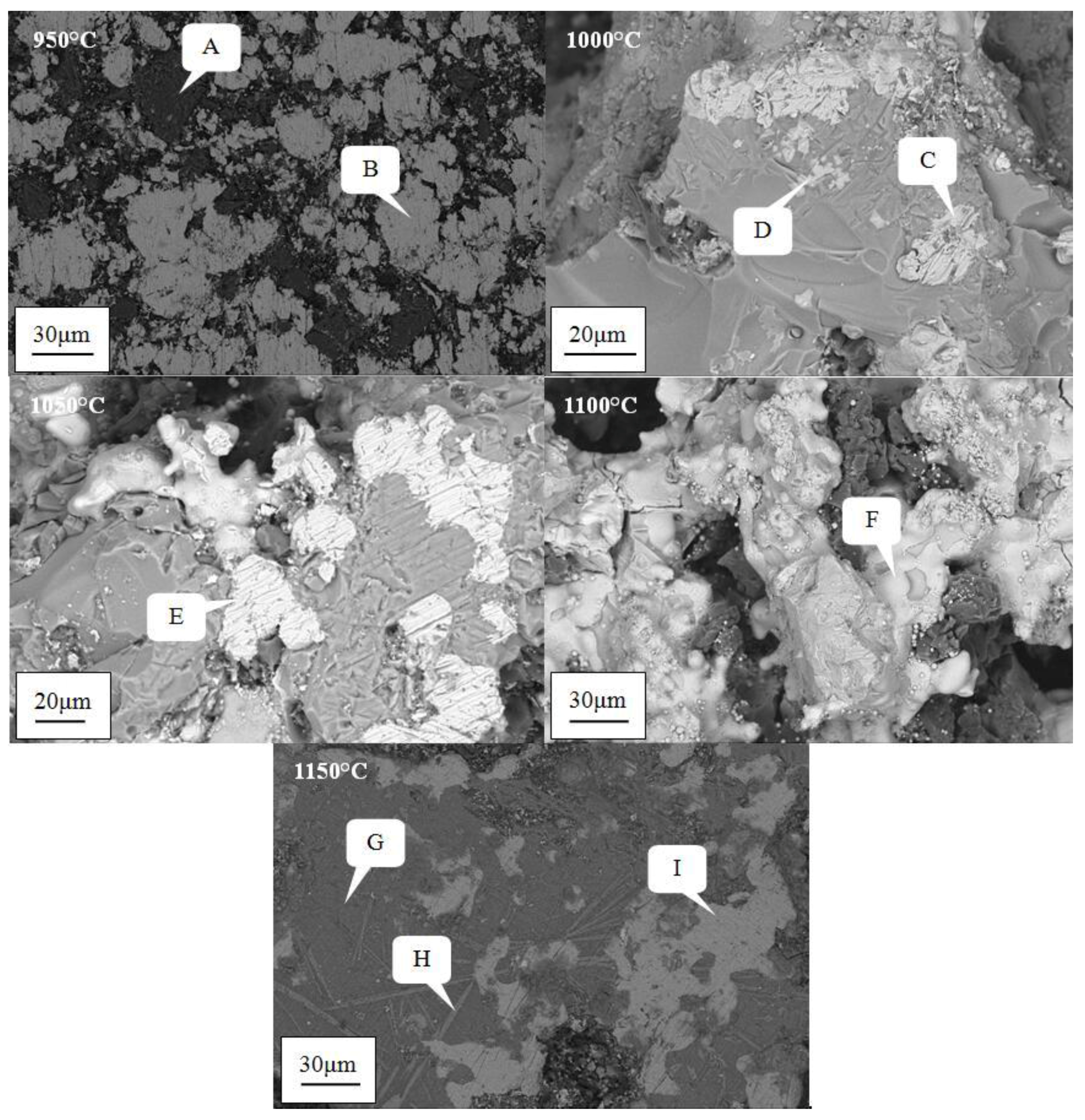
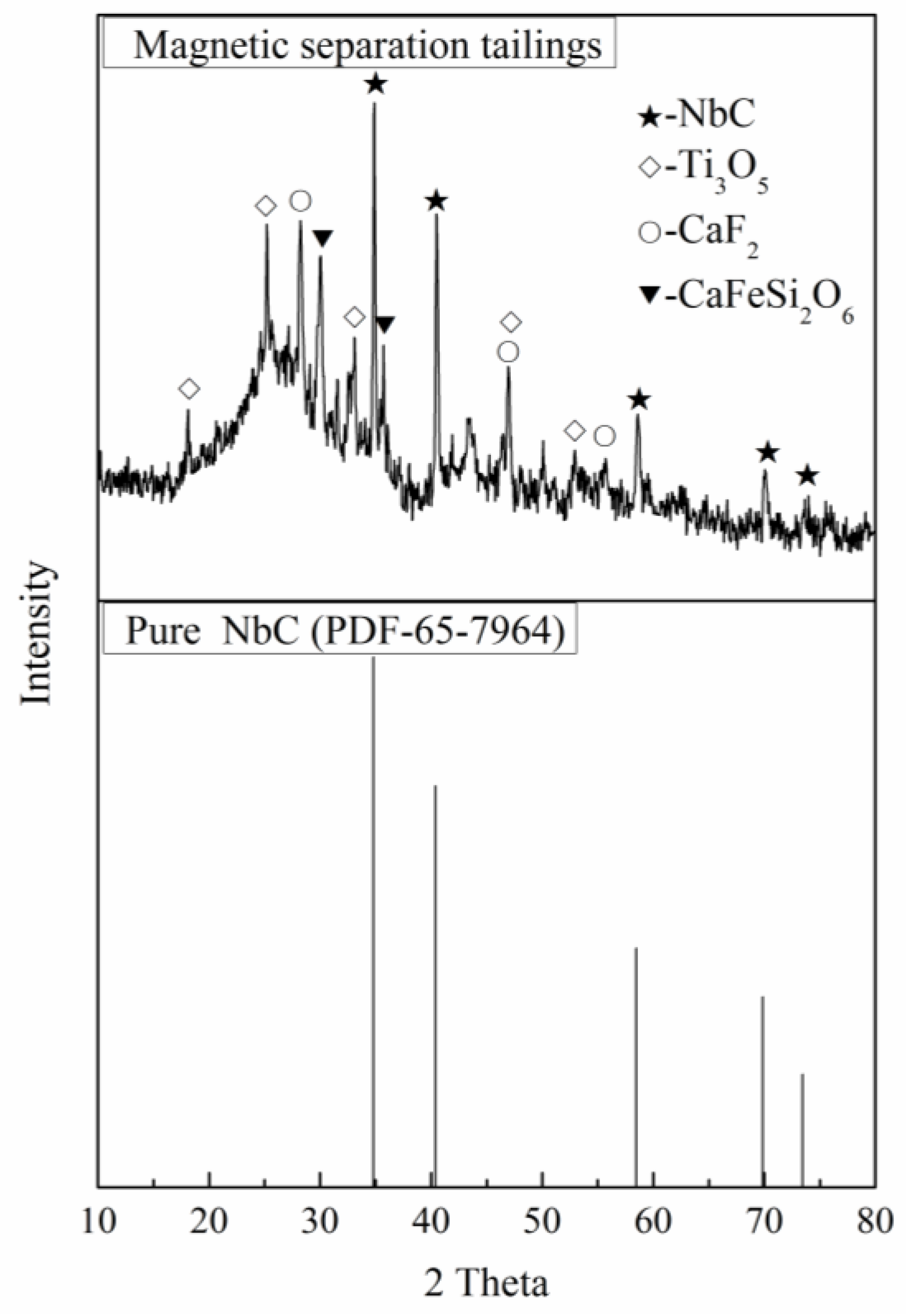
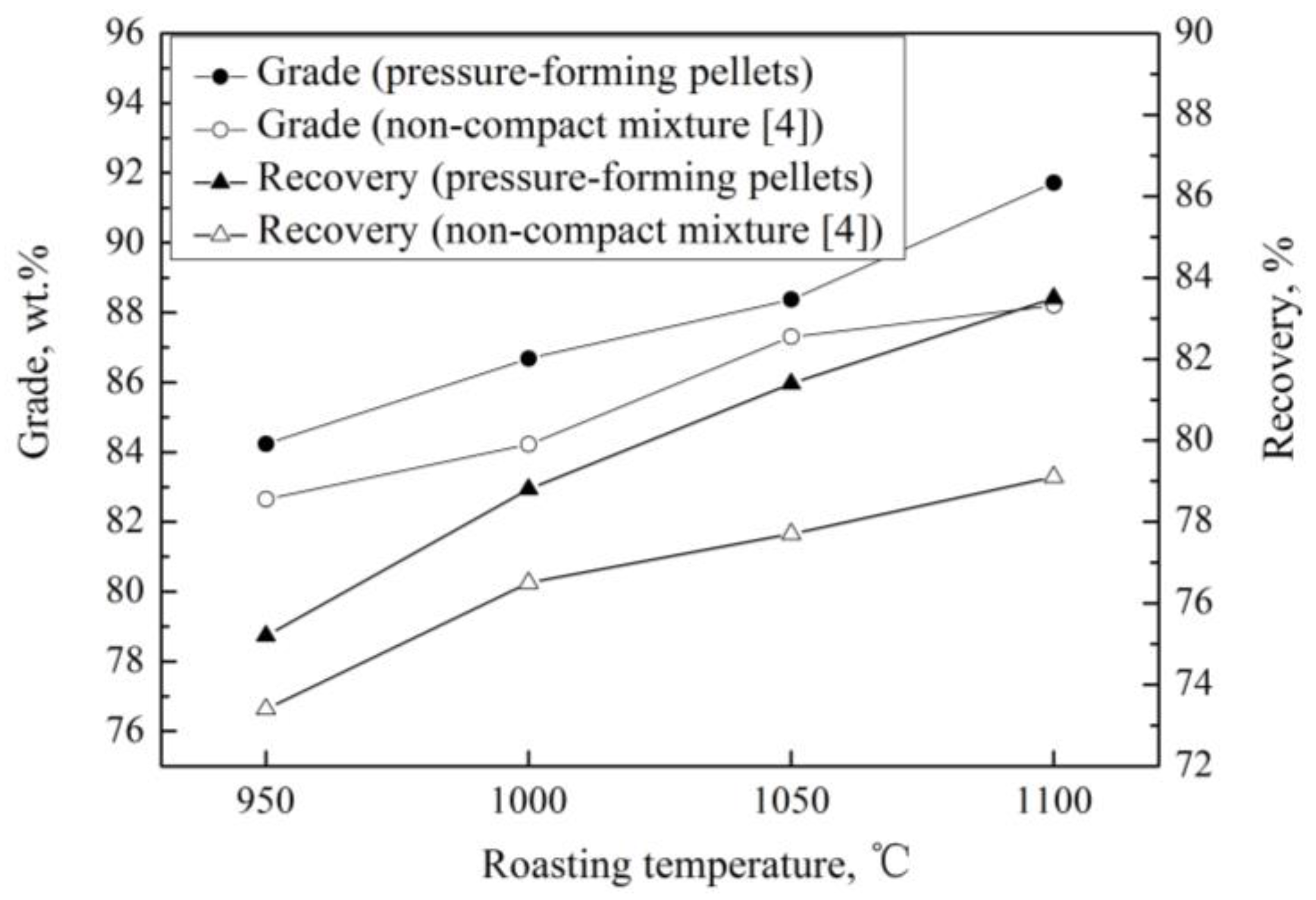
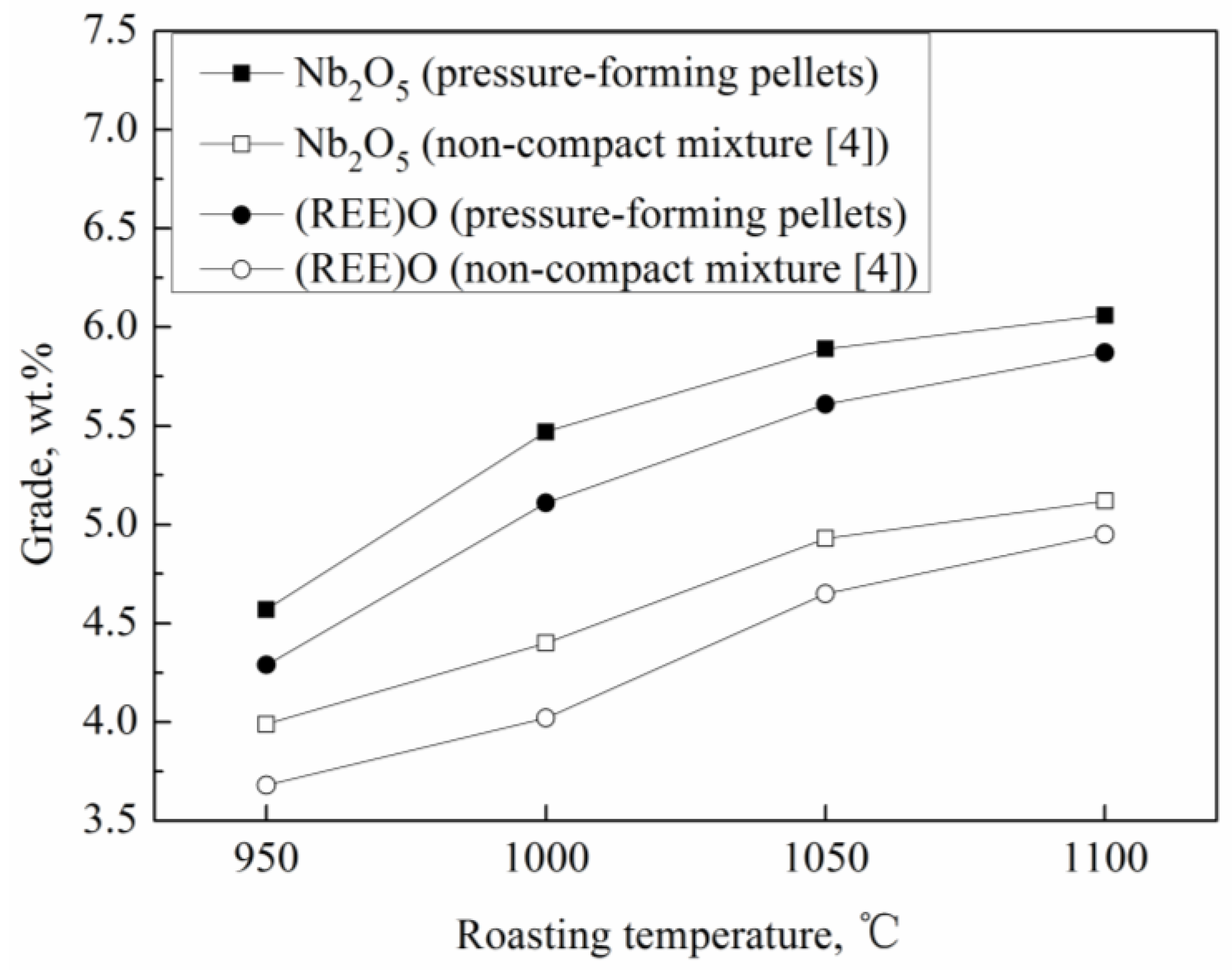
3.1. Mineral Phase Variation and Separation Efficiency of the Valuable Metals
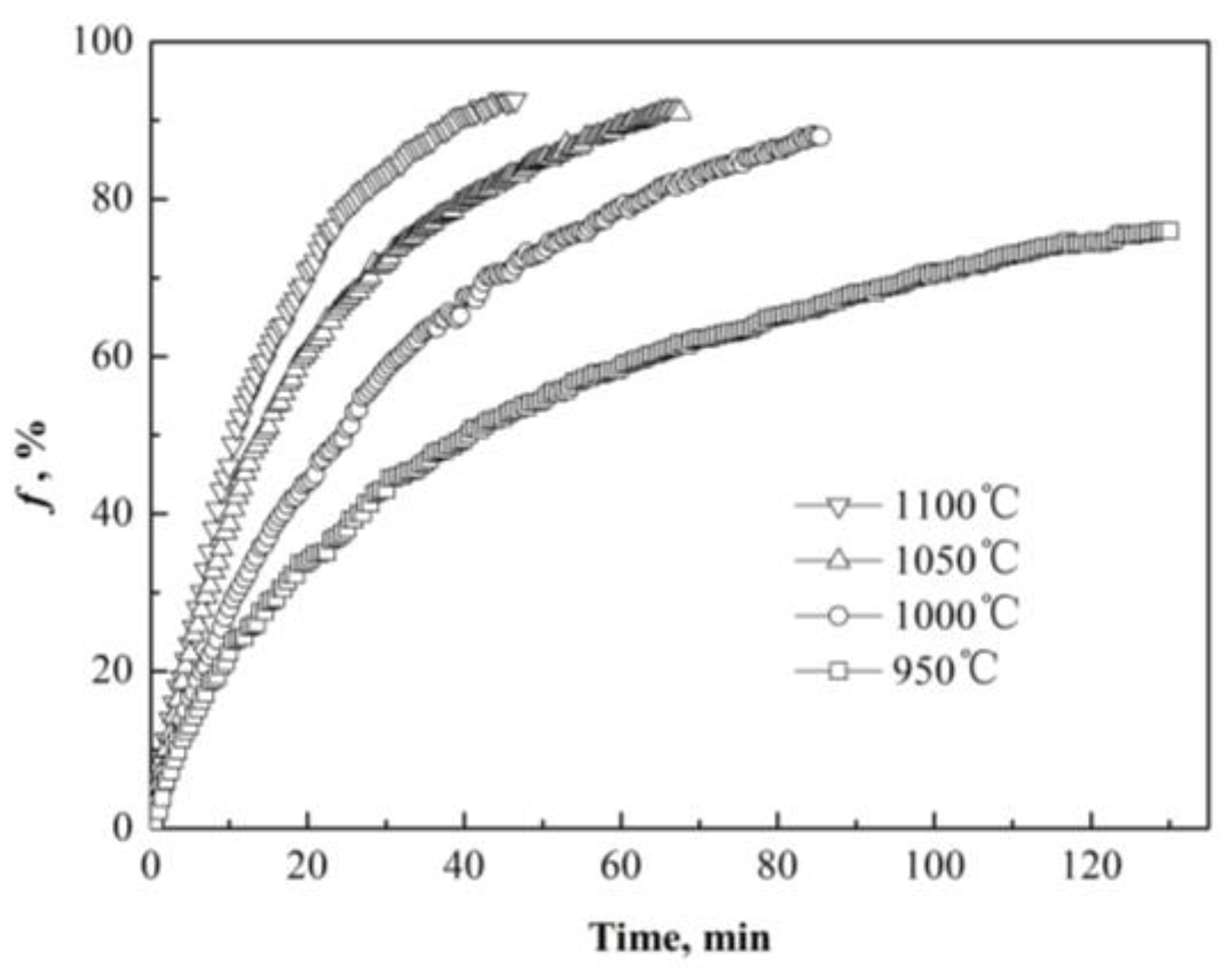
3.2. Reduction Degree at Different Temperature
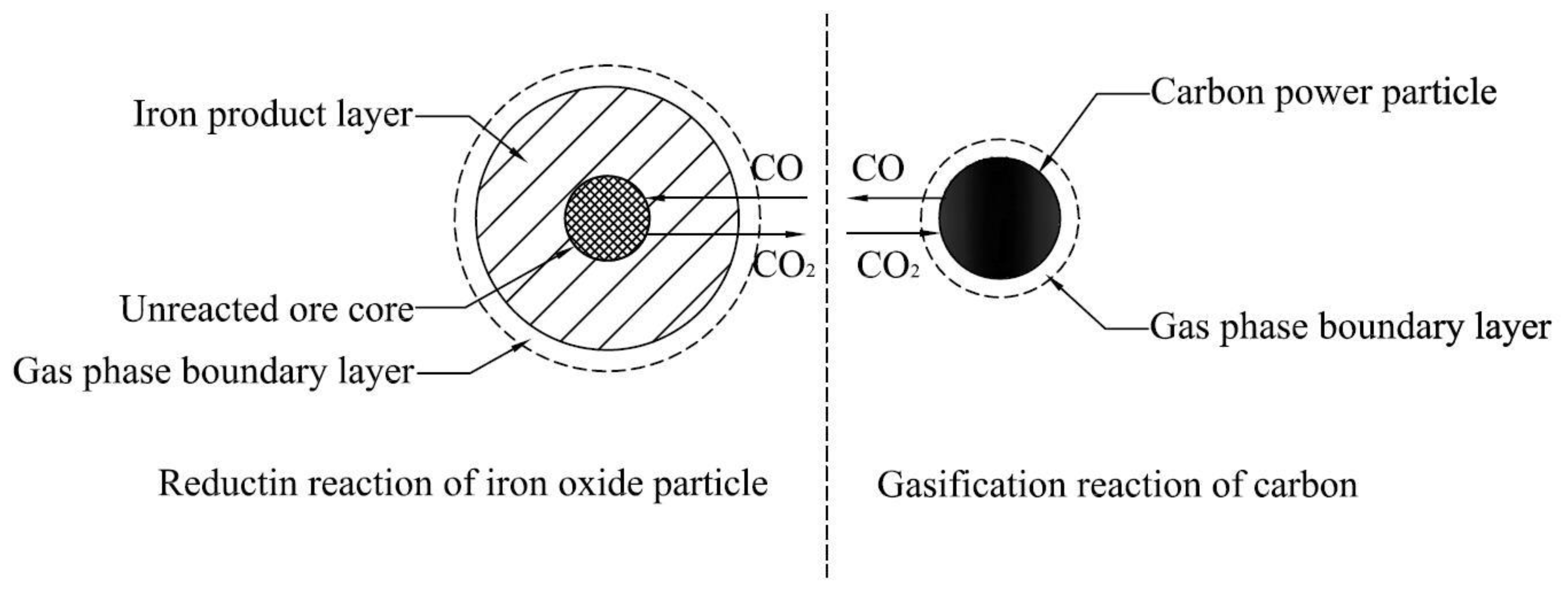
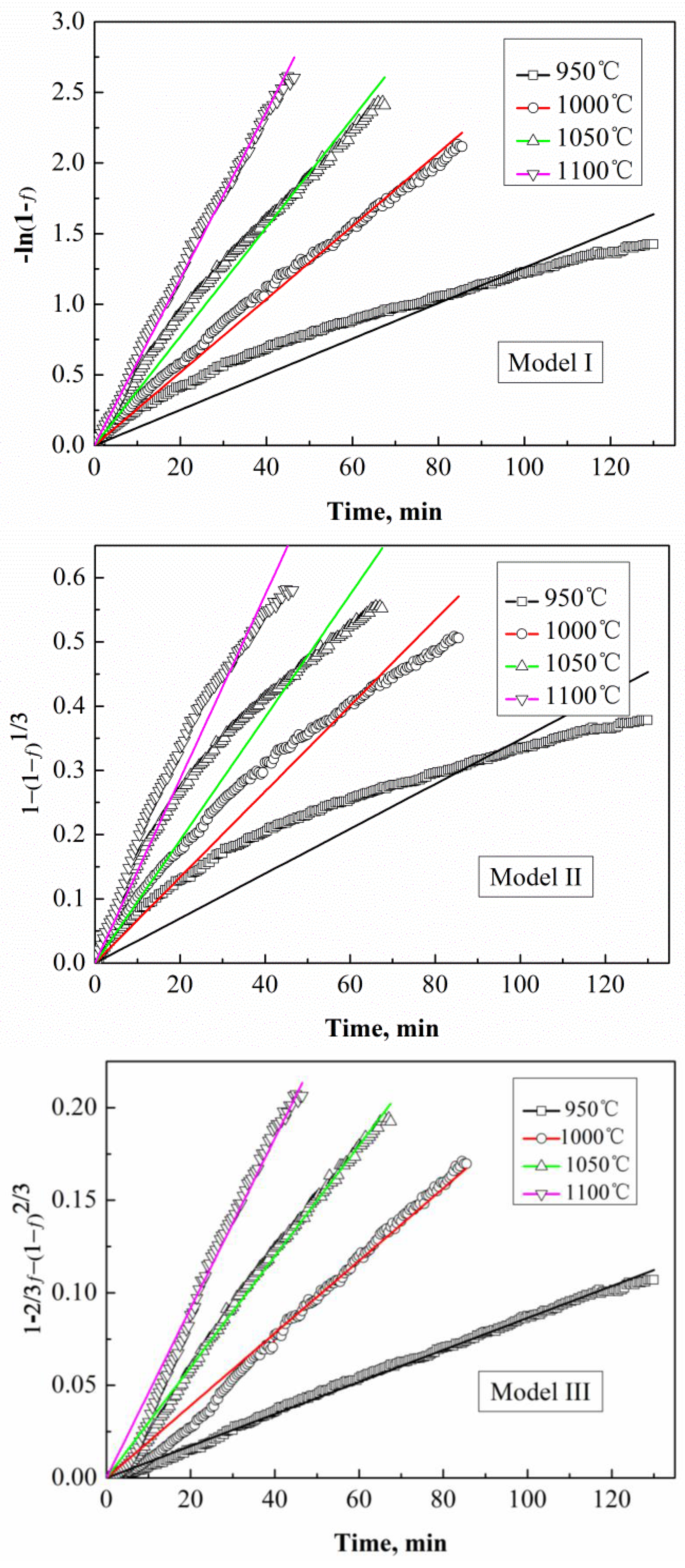
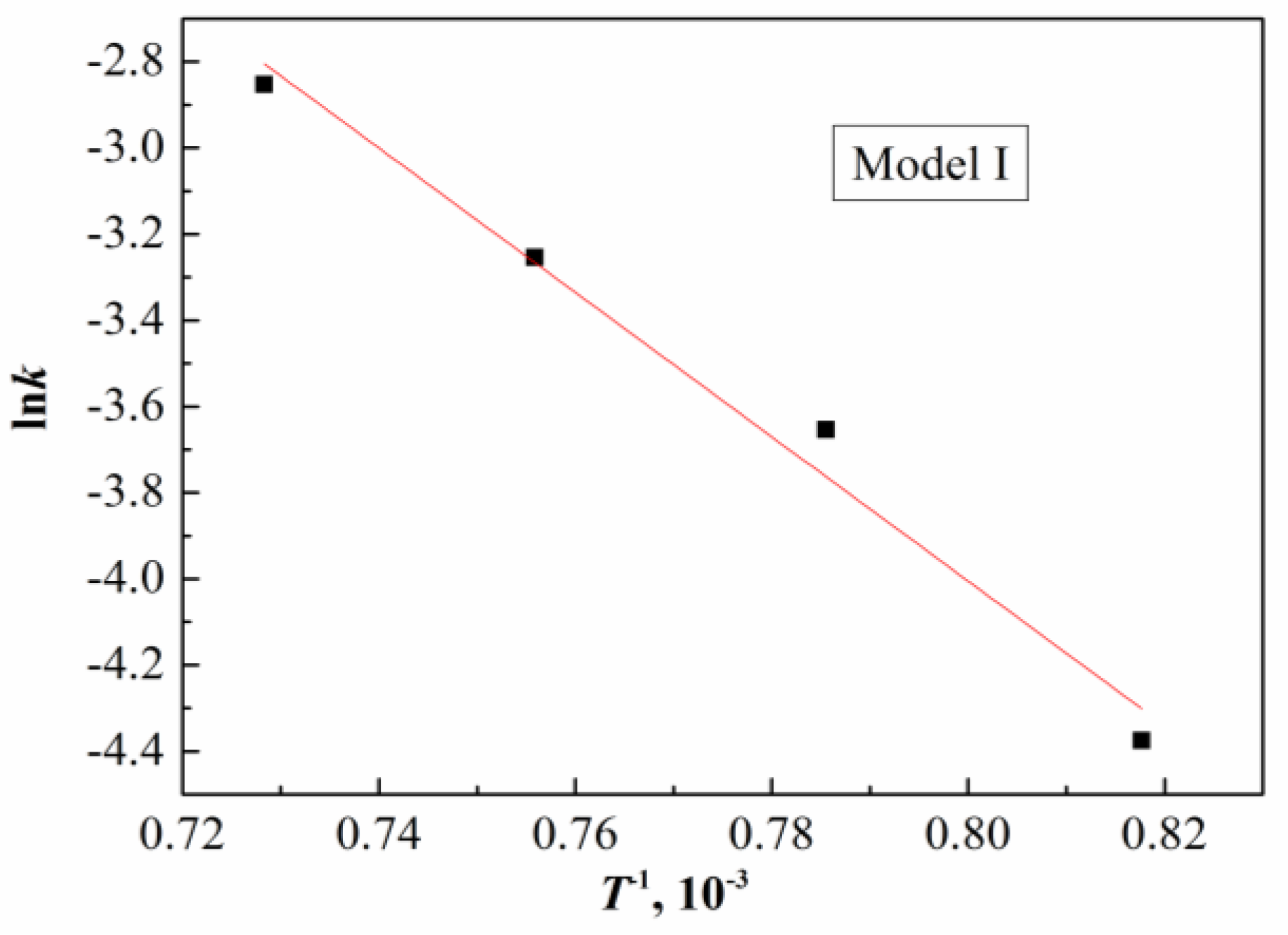
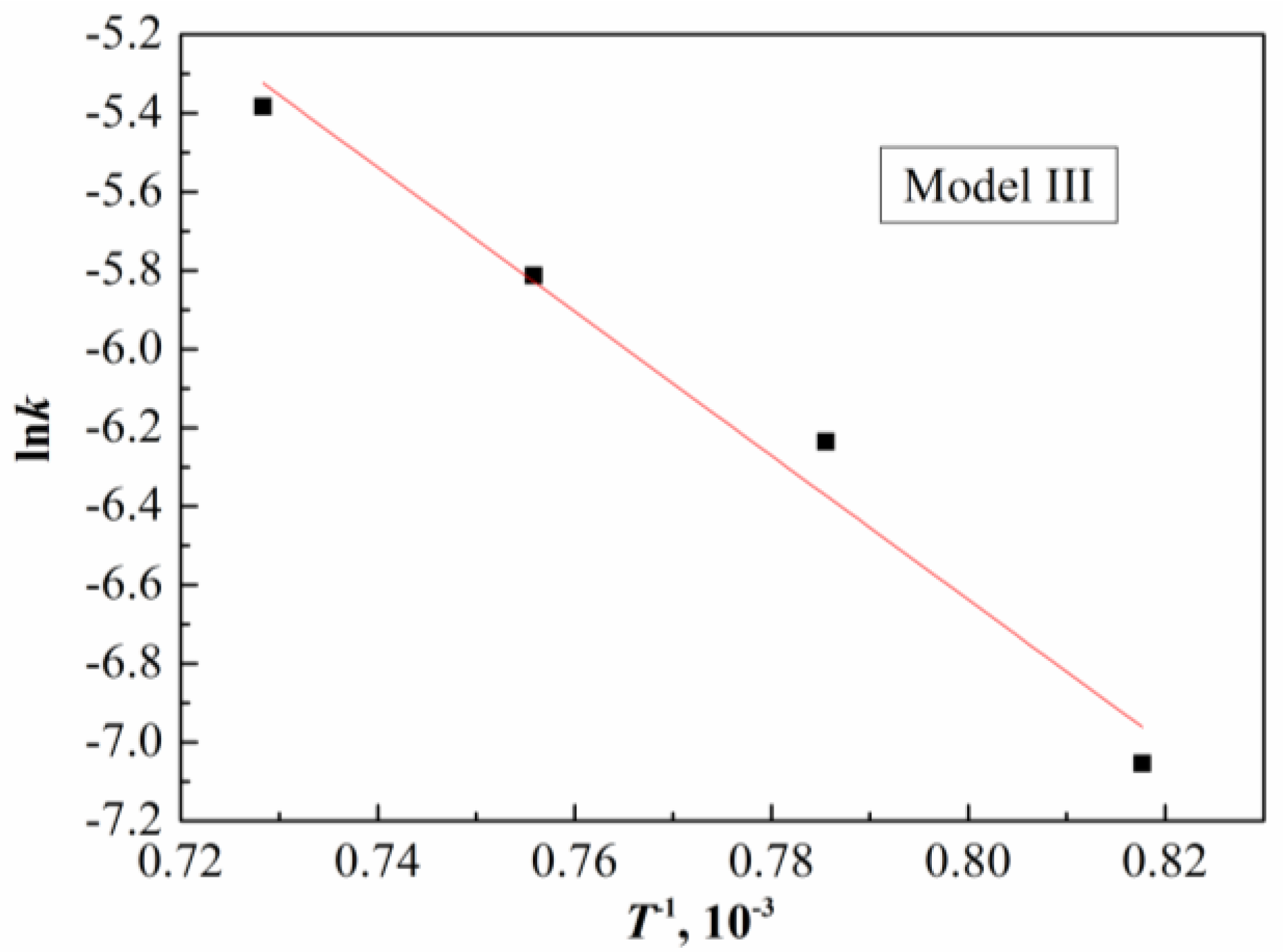
3.3. Kinetic Analysis of Reduction Reaction
- (a)
- The gasification reaction of carbon;
- (b)
- The external diffusion of CO/CO2 through the gas phase boundary layer;
- (c)
- The internal diffusion of CO/CO2 through the iron product layer;
- (d)
- The interfacial reduction reaction of iron oxide particles.
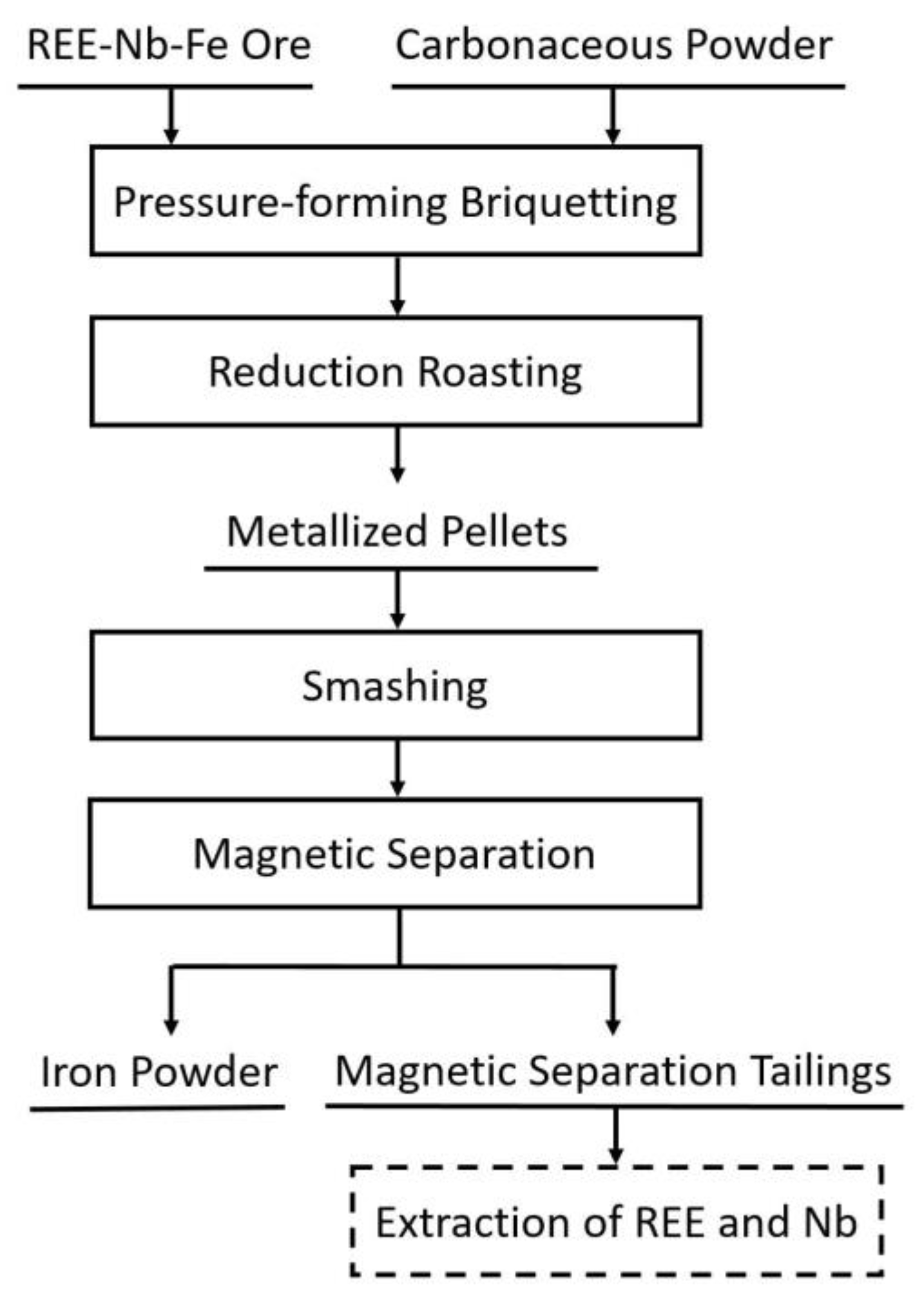
3.4. Process Flow
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ding, Y.G.; Xue, Q.G.; Wang, G.; Wang, J.S. Recovery behavior of rare earth from Bayan Obo complex iron ore. Metall. Mater. Trans. B 2013, 44, 28–36. [Google Scholar] [CrossRef]
- Li, J.C.; Guo, Z.C. Innovative methodology to enrich britholite (Ca3Ce2[(Si,P)O4]3F) phase from rare-earth-rich slag by super gravity. Metall. Mater. Trans. B 2014, 45, 1272–1280. [Google Scholar] [CrossRef]
- Gibson, C.E.; Kelebek, S.; Aghamirian, M. Niobium oxide mineral flotation: A review of relevant literature and the current state of industrial operations. Int. J. Miner. Process. 2015, 137, 82–97. [Google Scholar] [CrossRef]
- Zhang, B.; Liu, C.J.; Li, C.L.; Jiang, M.F. Separation and recovery of valuable metals from low-grade REE–Nb–Fe ore. Int. J. Miner. Process. 2016, 150, 16–23. [Google Scholar] [CrossRef]
- Lee, Y.S.; Ri, D.W.; Yi, S.H.; Sohn, I. Relationship between the reduction degree and strength of DRI pellets produced from iron and carbon bearing wastes using an RHF simulator. ISIJ Int. 2012, 52, 1454–1462. [Google Scholar] [CrossRef]
- Lu, W.K.; Huang, D.F. The evolution of ironmaking process based on coal-containing iron ore agglomerates. ISIJ Int. 2001, 41, 807–812. [Google Scholar] [CrossRef]
- Barin, I.; Knacke, O.; Kubaschewski, O. Thermochemical Properties of Inorganic Substances; Springer-Verlag: Berlin, Germany, 1977. [Google Scholar]
- Shimada, S.; Koyama, T.; Kodaira, K.; Mastushita, T. Formation of NbC and TaC by solid-state reation. J. Mater. Sci. 1983, 18, 1291–1296. [Google Scholar] [CrossRef]
- Tiwari, P.; Bandyopadhyay, D.; Ghosh, A. Kinetics of gasification of carbon and carbothermal reduction of iron oxide. Ironmak. Steelmak. 1992, 19, 464–468. [Google Scholar]
- Man, Y. A Study on the Direct Reduction Characteristics of Iron Ore-Coal Composite Pellets under Gas-Solid Base. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 30 October 2014. (In Chinese). [Google Scholar]
- Wang, Q.; Yang, Z.; Tian, J.; Li, W.; Sun, J. Mechanisms of reduction in iron ore coal composite pellet. Steel Res. 1997, 24, 457–460. [Google Scholar]
- Man, Y.; Feng, J.X.; Li, F.J.; Ge, Q.; Chen, Y.M.; Zhou, J.Z. Influence of temperature and time on reduction behavior in iron ore-coal composite pellets. Powder Technol. 2014, 256, 361–366. [Google Scholar] [CrossRef]
- Seaton, C.E.; Foster, J.S.; Velasco, J. Reduction kinetics of hematite and magnetite pellets containing coal char. Trans. Iron Steel Inst. Jpn 1983, 23, 490–496. [Google Scholar] [CrossRef]
- Rao, Y.K. The kinetics of reduction of hematite by carbon. Metall. Trans. 1971, 2, 1439–1447. [Google Scholar]
- Ginstling, A.M.; Brownstein, V.I. Concerning the diffusion kinetics of reaction in spherical particles. J. Appl. Chem. USSR 1950, 23, 1327–1338. [Google Scholar]
- Eley, D.D.; Selwood, P.W.; Weisz, P.B. Advances in Catalysis, Volume XI; Academic Press: New York, NY, USA, 1959; pp. 134–217. [Google Scholar]
- Fruhen, R.J. The rate of reduction of iron oxides by carbon. Metall. Mater. Trans. B 1977, 8, 175–178. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T.Fe | FeO | P | F | SiO2 | CaO | MnO | MgO |
| 44.36 | 1.35 | 0.13 | 2.04 | 7.17 | 2.79 | 0.38 | 0.6 |
| Na2O | K2O | TiO2 | Al2O3 | S | Sc2O3 | Nb2O5 | (REE)O |
| 0.85 | 0.55 | 5.82 | 0.21 | 1.48 | 0.036 | 3.04 | 2.91 |
| Analysis Point | C | O | F | Si | Ca | Ti | Fe | Nb | Ce | Nd |
|---|---|---|---|---|---|---|---|---|---|---|
| A | 98.68 | - | - | - | - | - | 1.32 | - | - | - |
| B | - | 27.03 | 3.23 | 18.60 | 10.19 | 12.89 | 4.98 | 8.87 | 6.44 | - |
| C | 11.54 | - | - | - | - | - | 88.46 | - | - | - |
| D | - | 19.29 | 2.50 | 0.72 | 13.61 | 16.85 | 4.21 | 31.85 | 6.14 | 4.63 |
| E | 7.61 | - | - | - | - | - | 92.39 | - | - | - |
| F | 7.12 | - | - | - | - | - | 92.88 | - | - | - |
| G | 4.45 | 20.37 | 22.32 | 10.52 | 22.45 | 7.88 | 1.88 | 1.99 | 3.49 | - |
| H | 5.03 | 31.82 | - | 9.79 | 9.47 | 22.41 | 1.47 | 2.41 | 8.98 | 4.37 |
| I | 7.29 | - | - | - | - | - | 92.71 | - | - | - |
| Analysis Point | C | Ti | Fe | Nb |
|---|---|---|---|---|
| J | 18.11 | 2.63 | 2.64 | 76.62 |
| Model | Restrictive Link of Reaction Rate | Equation | No. | References |
|---|---|---|---|---|
| I | Gasification reaction of carbon | −ln(1 − f) = kt | (10) | [13] |
| II | Interface reaction between CO and iron oxides | 1 − (1 − f)1/3 = kt | (11) | [14] |
| III | Diffusion of CO in product layer | 1 − 2/3f − (1 − f)2/3 = kt | (12) | [15] |
| Model | Temperature, °C | Time, min | k, s−1 | R2 |
|---|---|---|---|---|
| I | 950 | 0~129 | 1.26 × 10−2 | 0.9822 |
| 1000 | 0~85 | 2.59 × 10−2 | 0.9977 | |
| 1050 | 0~67 | 3.86 × 10−2 | 0.9952 | |
| 1100 | 0~46 | 5.91 × 10−2 | 0.9992 | |
| II | 950 | 0~129 | 3.48 × 10−3 | 0.9700 |
| 1000 | 0~85 | 6.68 × 10−3 | 0.9880 | |
| 1050 | 0~67 | 9.56 × 10−3 | 0.9807 | |
| 1100 | 0~46 | 1.43 × 10−2 | 0.9894 | |
| III | 950 | 0~129 | 8.64 × 10−4 | 0.9991 |
| 1000 | 0~85 | 1.96 × 10−3 | 0.9961 | |
| 1050 | 0~67 | 2.99 × 10−3 | 0.9985 | |
| 1100 | 0~46 | 4.59 × 10−3 | 0.9952 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Fan, Y.; Liu, C.; Ye, Y.; Jiang, M. Reduction Characteristics of Carbon-Containing REE–Nb–Fe Ore Pellets. Metals 2018, 8, 204. https://doi.org/10.3390/met8040204
Zhang B, Fan Y, Liu C, Ye Y, Jiang M. Reduction Characteristics of Carbon-Containing REE–Nb–Fe Ore Pellets. Metals. 2018; 8(4):204. https://doi.org/10.3390/met8040204
Chicago/Turabian StyleZhang, Bo, Yong Fan, Chengjun Liu, Yun Ye, and Maofa Jiang. 2018. "Reduction Characteristics of Carbon-Containing REE–Nb–Fe Ore Pellets" Metals 8, no. 4: 204. https://doi.org/10.3390/met8040204
APA StyleZhang, B., Fan, Y., Liu, C., Ye, Y., & Jiang, M. (2018). Reduction Characteristics of Carbon-Containing REE–Nb–Fe Ore Pellets. Metals, 8(4), 204. https://doi.org/10.3390/met8040204