Modeling and Experimental Study of Ore-Carbon Briquette Reduction under CO–CO2 Atmosphere


Abstract
:1. Introduction
2. Experiments
2.1. Materials and Briquette Preparation
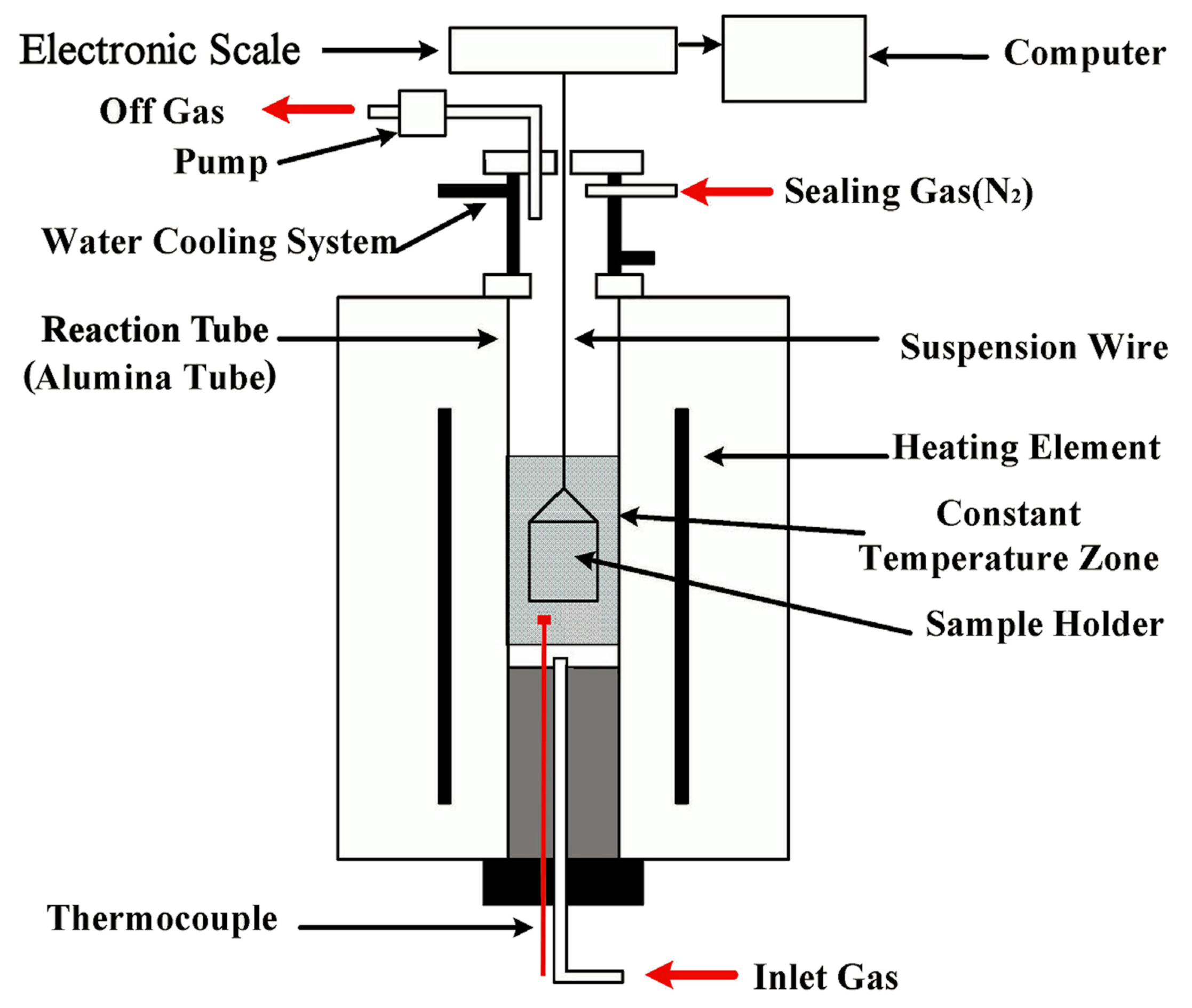
2.2. Experimental Setup and Procedures
3. Mathematical Model
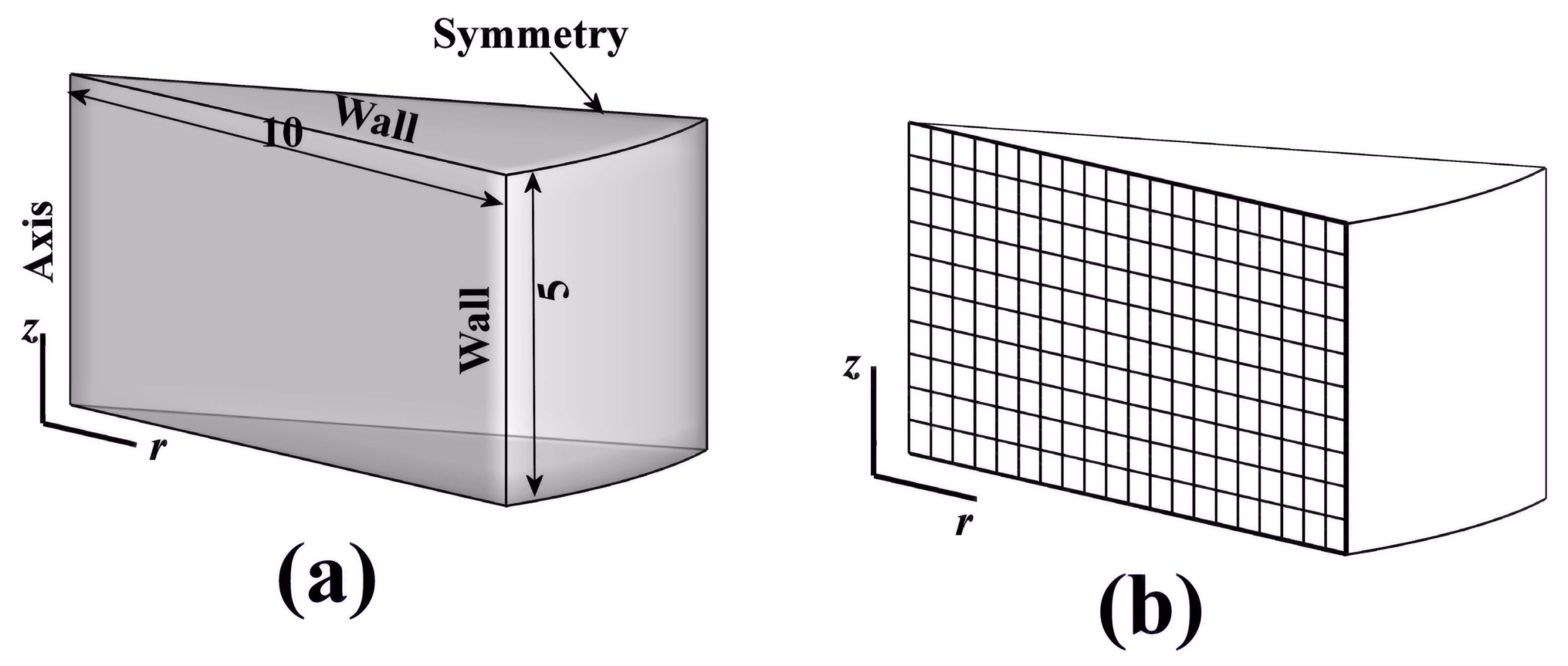
4. Solution Method
5. Results and Discussion
5.1. Determination of Model Parameters and Reaction Rates of Invovled Reactions
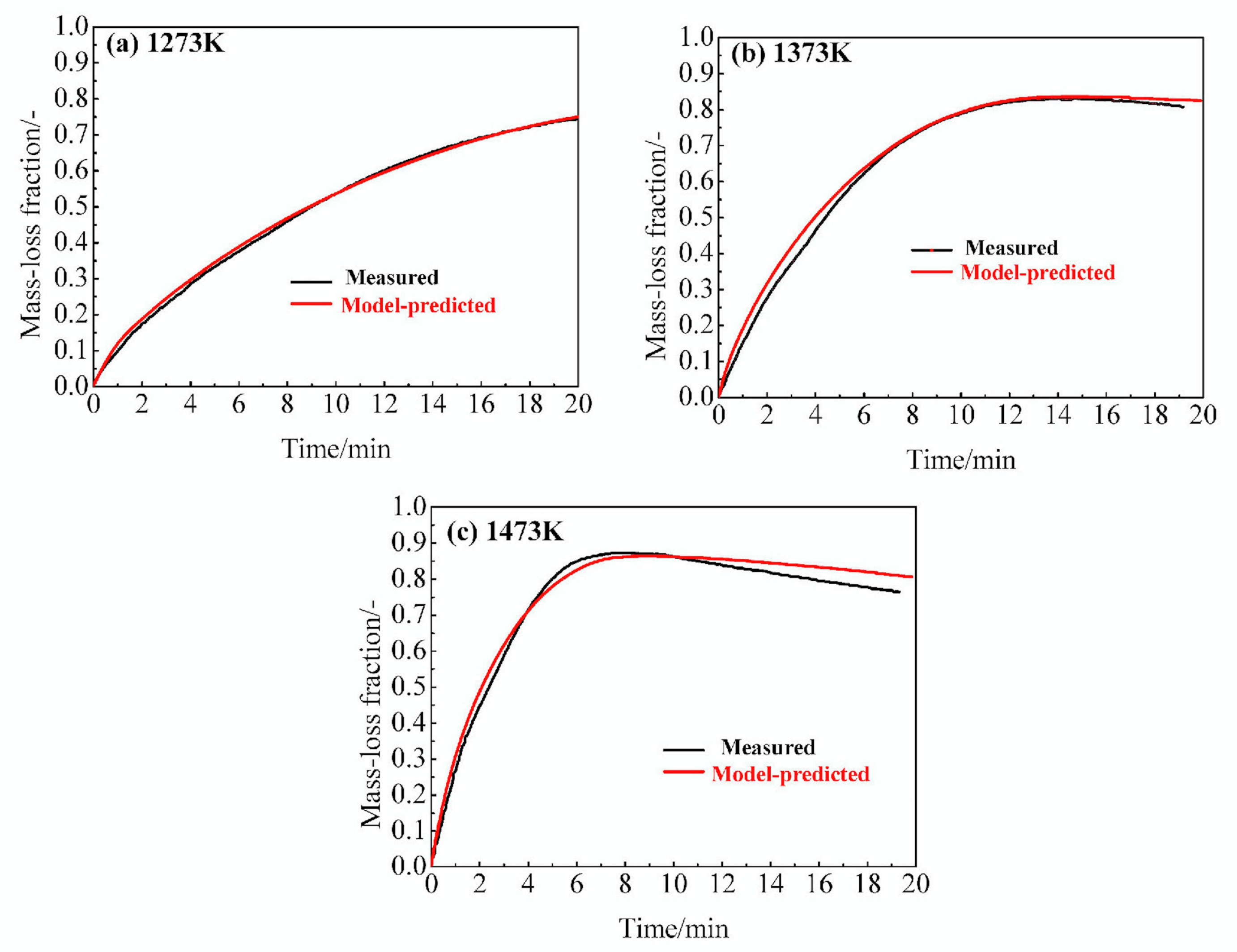
5.2. Briquette Mass Change
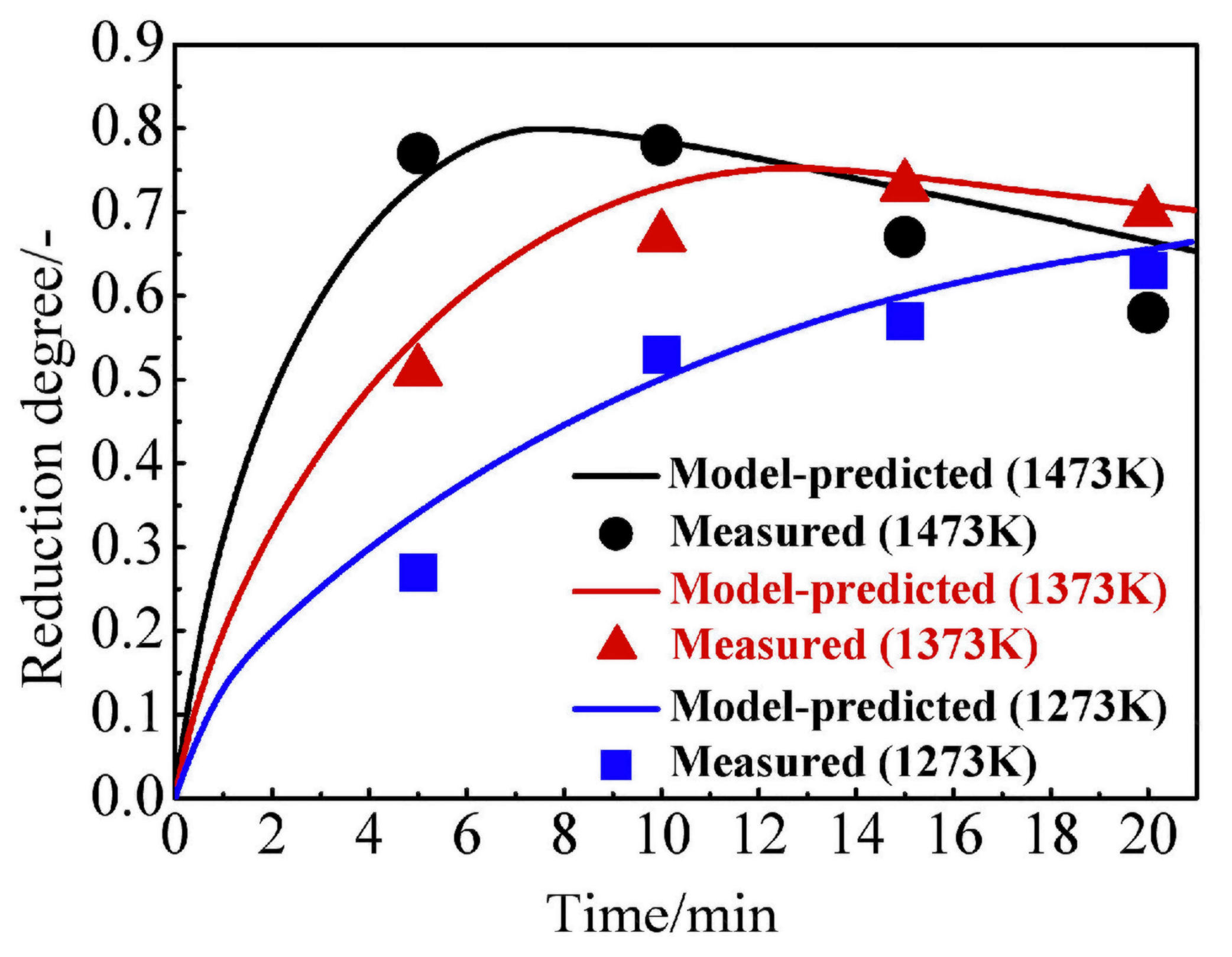
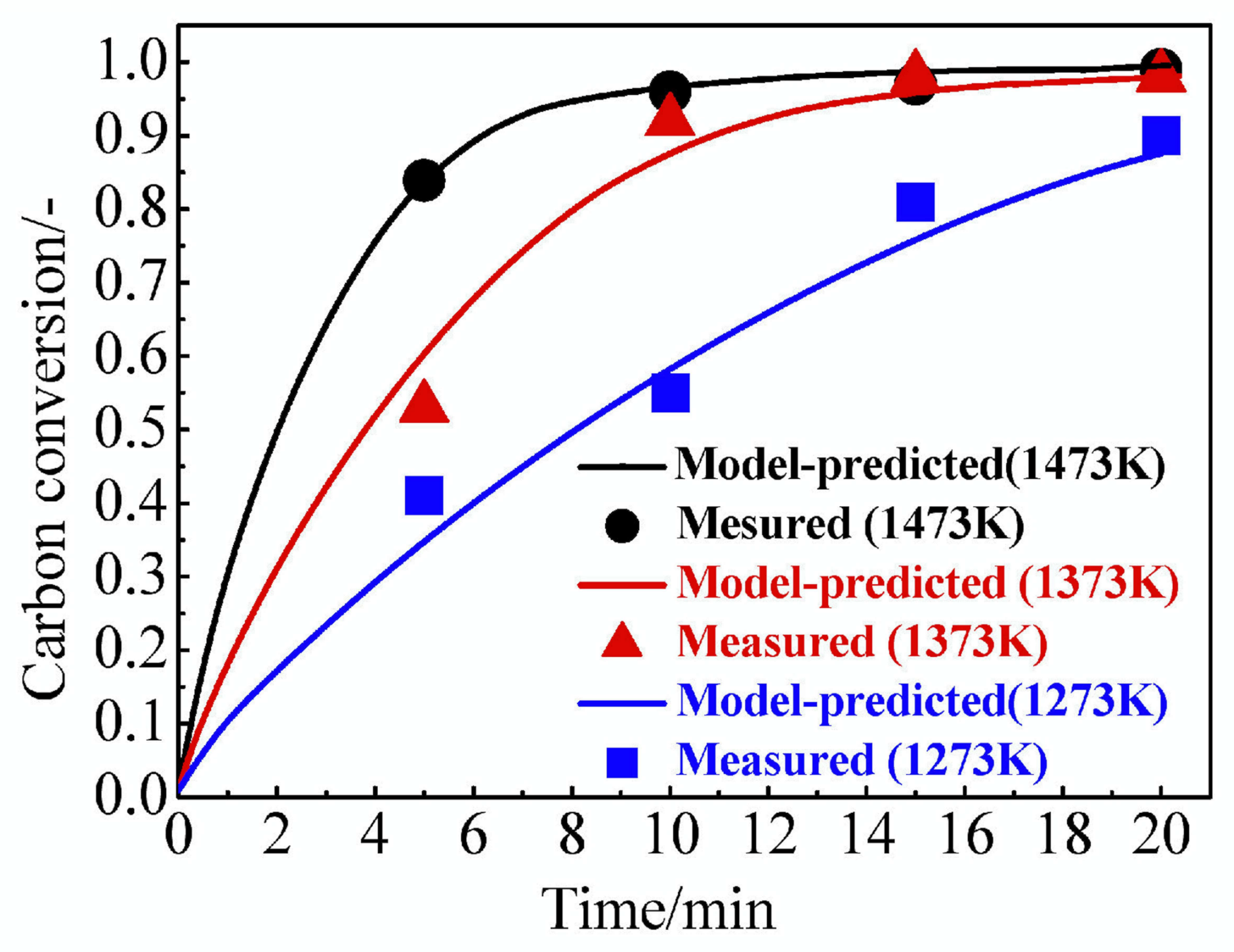
5.3. Briquette Reduction Degree and Briquette Carbon Conversion
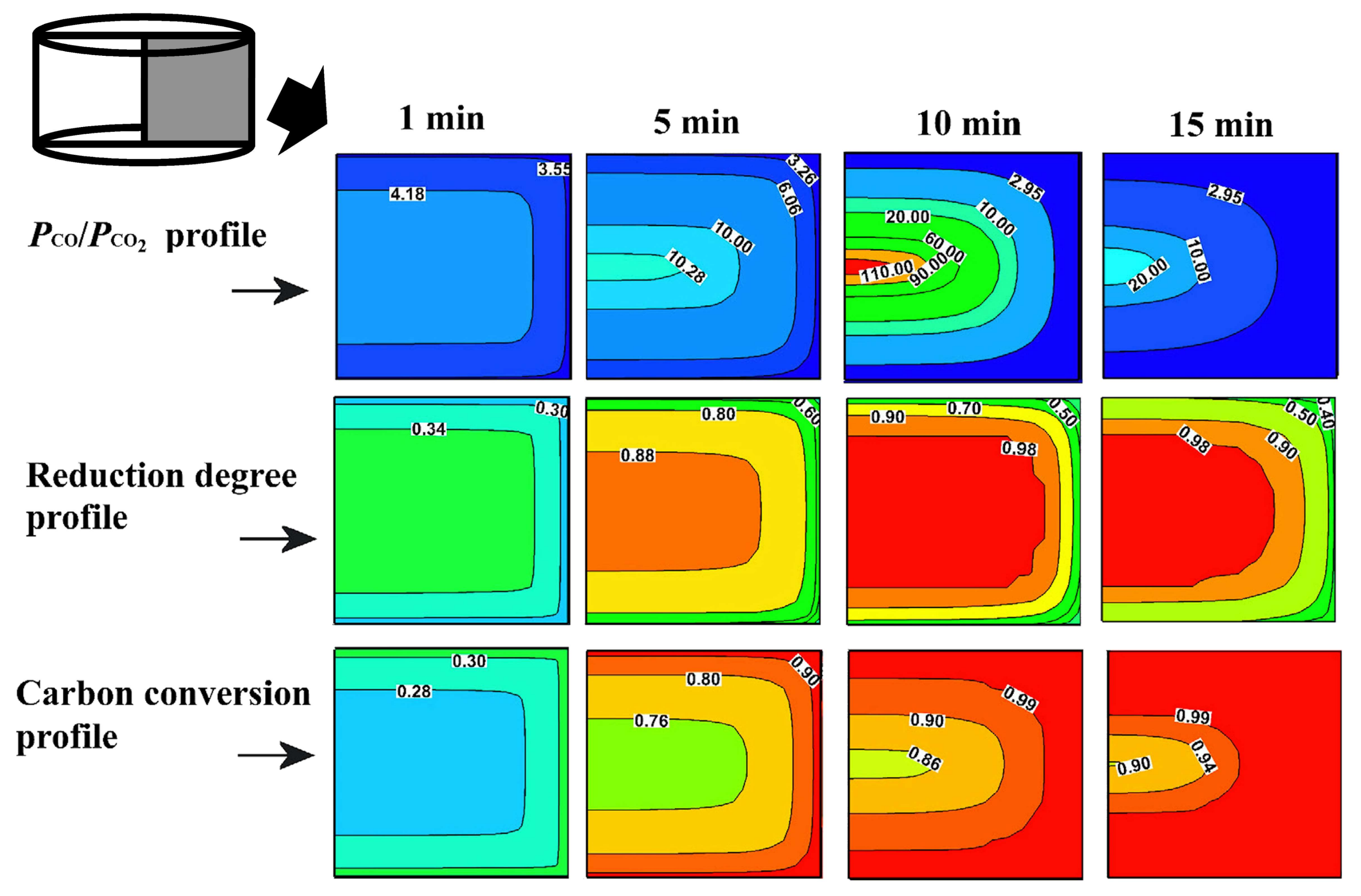
5.4. Briquette Reduction Progress
6. Conclusions
- A model to predict the reduction behavior of the ore-carbon briquette under CO–CO2 atmosphere was developed. The model included the kinetics of the stage-wise reduction of iron oxide, carbon gasification and metallic iron oxidation, and it was with the assumptions of constant porosity and size of the briquette. The simulation results were validated by the experimental measurements and observations and the model was found to be reliable.
- The CO–CO2 atmosphere can significantly influence the final reduction degree of the briquette, and the briquette cannot reach higher final reduction degree by further increasing the temperature. Under higher temperatures, more carbon is consumed by the reactive atmosphere.
- In the briquette reduction progress, the briquette reduction behavior is not initially influenced by the CO–CO2 atmosphere; however, near the maximum reduction degree, both iron oxide reduction and metallic iron re-oxidation can occur in the briquette.
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| Table of Symbols | |
| dore | diameter of ore particle, (m) |
| De,i | interior diffusion coefficient of the reaction given by Equation (i), (m·s−1) |
| DCO–CO2, Deff | gas diffusivity, effective gas diffusivity, (m2·s−1) |
| fi | reaction fraction of the reaction given by Equation (i) |
| ki | reaction rate constant of the reaction given by Equation (i), (unit vary) |
| kg | external mass transfer coefficient, (m·s−1) |
| Ki | equilibrium constant of the reaction given by Equation (i) |
| M | molar weight, (kg·mol−1) |
| NP | number density, (m−3) |
| Re | Reynolds number |
| R | gas constant, (8.314 J·mol−1·K−1) |
| Ri | reaction rate of the reaction given by Equation (i), (kg·m−3·s−1) |
| Sc | Schemidt number |
| T | temperature, (K) |
| Vcell | cell volume, (m3) |
| t | time, (s) |
| y | mass fraction |
| α | porosity |
| ρ | local density, (kg·m−3) |
| Subscriptions | |
| 0 | initial |
| g | gas |
| f | furnace |
| Species or element name | variable of assigned species or element |
References
- Ahmed, H.M.; Viswanathan, N.; Bjorkman, B. Composite pellets—A potential raw material for iron-making. Steel Res. Int. 2014, 85, 293–306. [Google Scholar] [CrossRef]
- Nikai, I.; Garbers-Craig, A.M. Use of iron ore fines in cold-bonded self-reducing composite pellets. Miner. Process. Extr. Metall. Rev. 2016, 37, 42–48. [Google Scholar] [CrossRef]
- Chukwuleke, O.P.; Cai, J.J.; Chukwujekwu, S.; Song, X. Shift from coke to coal using direct reduction method and challenges. J. Iron Steel Res. Int. 2009, 16, 1–5. [Google Scholar] [CrossRef]
- Manning, C.P.; Fruehan, R.J. Emerging technologies for iron and steelmaking. JOM 2001, 53, 36–39. [Google Scholar] [CrossRef]
- Mae, K.; Inaba, A.; Hanaki, K. Production of iron/carbon composite from low rank coal as a recycle material for steel industry. Fuel 2005, 84, 227–233. [Google Scholar] [CrossRef]
- El-Hussiny, N.A.; Shalabi, M.E.H.A. Self-reduced intermediate product from iron and steel plants waste materials using a briquetting process. Powder Technol. 2011, 205, 217–223. [Google Scholar] [CrossRef]
- Kuwauchi, Y.; Barati, M. A mathematical model for carbothermic reduction of dust-carbon composite agglomerates. ISIJ Int. 2013, 53, 1097–1105. [Google Scholar] [CrossRef]
- Li, G.; Shi, T.; Rao, M.; Jiang, T.; Zhang, Y. Beneficiation of nickeliferous laterite by reduction roasting in the presence of sodium sulfate. Miner. Eng. 2012, 32, 19–26. [Google Scholar] [CrossRef]
- Cheng, G.; Gao, Z.; Yang, H.; Xue, X. Effect of calcium oxide on the crushing strength, reduction, and smelting performance of high-chromium vanadium–titanium magnetite pellets. Metals 2017, 7, 181. [Google Scholar] [CrossRef]
- Zhu, D.; Guo, Z.; Pan, J.; Zhang, F. Synchronous upgrading iron and phosphorus removal from high phosphorus Oolitic hematite ore by high temperature flash reduction. Metals 2016, 6, 123. [Google Scholar] [CrossRef]
- Wang, Z.; Chu, M.; Liu, Z.; Wang, H.; Gao, L. Preparing Ferro-Nickel alloy from low-grade laterite nickel ore based on metallized reduction–magnetic separation. Metals 2017, 7, 313. [Google Scholar] [CrossRef]
- Li, G.; Luo, J.; Jiang, T.; Peng, Z.; Zhang, Y. Digestion of alumina from non-magnetic material obtained from magnetic separation of reduced iron-rich diasporic bauxite with sodium salts. Metals 2016, 6, 294. [Google Scholar] [CrossRef]
- Tang, H.; Fu, X.; Qin, Y. Production of low-silicon molten iron from high-silica hematite using biochar. J. Iron Steel Res. Int. 2017, 24, 27–33. [Google Scholar] [CrossRef]
- Zhou, X.; Zhu, D.; Pan, J.; Luo, Y.; Liu, X. Upgrading of high-aluminum hematite-limonite ore by high temperature reduction-wet magnetic separation process. Metals 2016, 6, 57. [Google Scholar] [CrossRef]
- McClelland, J.M.; Metius, G.E. Recycling ferrous and nonferrous waste streams with FASTMET. JOM 2003, 55, 30–34. [Google Scholar] [CrossRef]
- Wu, Y.; Jiang, Z.; Zhang, X.; Xue, Q.; Yu, A.; Shen, Y. Modeling of thermochemical behavior in an industrial-scale rotary hearth furnace for metallurgical dust recycling. Metall. Mater. Trans. B 2017, 48, 2403–2418. [Google Scholar] [CrossRef]
- Liu, Y.; Su, F.Y.; Wen, Z.; Li, Z.; Yong, H.Q. CFD modeling of flow, temperature, and concentration fields in a pilot-scale rotary hearth furnace. Metall. Mater. Trans. B 2014, 45, 251–261. [Google Scholar] [CrossRef]
- Liu, Y.; Zhi, W.; Lou, G.; Li, Z.; Yong, H.; Feng, X. Numerical investigation of the Effect of C/O mole ratio on the performance of rotary hearth furnace using a combined model. Metall. Mater. Trans. B 2014, 45, 2370–2381. [Google Scholar] [CrossRef]
- Dutta, S.K.; Ghosh, A. Study of nonisothermal reduction of iron ore-coal/char composite pellet. Metall. Mater. Trans. B 1994, 25, 15–26. [Google Scholar] [CrossRef]
- Murao, M.B.; Takano, C. Self-reducing pellets for ironmaking: Reaction rate and processing. Miner. Process. Extr. Metall. Rev. 2003, 24, 183–202. [Google Scholar] [CrossRef]
- Sun, S.; Lu, W.K. A theoretical investigation of kinetics and mechanisms of iron ore reduction in an ore/coal composite. ISIJ Int. 1999, 39, 123–129. [Google Scholar] [CrossRef]
- Park, H.; Sohn, I.; Freislich, M. Investigation on the reduction behavior of coal composite pellet at temperatures between 1373 and 1573 K. Steel Res. Int. 2017, 88, 1–13. [Google Scholar] [CrossRef]
- Singh, A.; Deo, K.; Ghosh, A. Reduction behavior of powder mixtures of iron oxide and carbon in reactive atmospheres. Steel Res. Int. 2001, 72, 136–140. [Google Scholar] [CrossRef]
- Ghosh, A.; Mungole, M.N.; Gupta, G.; Tiwari, S. A preliminary study of influence of atmosphere on reduction behavior of iron ore-coal composite pellets. ISIJ Int. 1999, 39, 829–831. [Google Scholar] [CrossRef]
- Moon, J.; Sahajwalla, V. Kinetic model for the uniform conversion of self-reducing iron oxide and carbon briquettes. ISIJ Int. 2003, 43, 1136–1142. [Google Scholar] [CrossRef]
- Sun, S.; Lu, W.K. Building of a mathematical model for the reduction of iron ore in ore/coal composites. ISIJ Int. 1999, 39, 130–138. [Google Scholar] [CrossRef]
- Shi, J.; Donskoi, E.; McElwain, D.L.S.; Wibberley, L.J. Modelling the reduction of an iron ore-coal composite pellet with conduction and convection in an axisymmetric temperature field. Math. Comput. Model. 2005, 42, 45–60. [Google Scholar] [CrossRef]
- Donskoi, E.; McElwain, D.L.S. Mathematical modelling of non-isothermal reduction in highly swelling iron ore–coal char composite pellet. Ironmak. Steelmak. 2001, 28, 384–389. [Google Scholar] [CrossRef]
- Tang, H.; Qi, T.; Qin, Y. Production of low-phosphorus molten iron from high-phosphorus oolitic hematite using biomass char. JOM 2015, 67, 1956–1965. [Google Scholar] [CrossRef]
- Iguchi, Y.; Takada, Y. Rate of direct reactions measured in vacuum of iron ore-carbon composite pellets heated at high temperatures: Influence of carbonaceous materials, oxidation degree of iron oxides and temperature. ISIJ Int. 2004, 44, 673–681. [Google Scholar] [CrossRef]
- FLUENT Inc. FLUENT User Guide; FLUENT Inc.: Lebanon, NH, USA, 2006. [Google Scholar]
- Leffler, A.J. Determination of effective diffusivities of catalysts by gas chromatography. J. Catal. 1966, 5, 22–26. [Google Scholar] [CrossRef]
- Ge, Q. Kinetics of Gas-Solid Reactions, 1st ed.; Nuclear Energy Press: Beijing, China, 1991; pp. 9–12. ISBN 7502204008. [Google Scholar]
- Tang, H.; Guo, Z.; Kitagawa, K. Simulation study on performance of z-path moving-fluidized bed for gaseous reduction of iron ore fines. ISIJ Int. 2012, 52, 1241–1249. [Google Scholar] [CrossRef]
- Natsui, S.; Kikuchi, T.; Suzuki, R.O. Numerical analysis of carbon monoxide–hydrogen gas reduction of iron ore in a packed bed by an Euler–Lagrange approach. Metall. Mater. Trans. B 2014, 45, 2395–2413. [Google Scholar] [CrossRef]
- Wang, L.; Sandquist, J.; Varhegyi, G.; Guell, B.M. CO2 gasification of chars prepared from wood and forest residue: A kinetic study. Energy Fuel 2013, 27, 6098–6107. [Google Scholar] [CrossRef]
- Kaushik, P.; Fruehan, R.J. Behavior of direct reduced iron and hot briquetted iron in the upper blast furnace shaft: Part I. Fundamentals of kinetics and mechanism of oxidation. Metall. Mater. Trans. B 2006, 37, 715–725. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe2O3 | SiO2 | CaO | Al2O3 | MgO | MnO | LOI |
|---|---|---|---|---|---|---|
| 91.77 | 2.9 | 0.1 | 4.05 | 0.56 | 0.14 | 0.48 |
| Volatile | Fixed Carbon | Ash |
|---|---|---|
| 0.41 | 96.30 | 3.29 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, H.; Yun, Z.; Fu, X.; Du, S. Modeling and Experimental Study of Ore-Carbon Briquette Reduction under CO–CO2 Atmosphere. Metals 2018, 8, 205. https://doi.org/10.3390/met8040205
Tang H, Yun Z, Fu X, Du S. Modeling and Experimental Study of Ore-Carbon Briquette Reduction under CO–CO2 Atmosphere. Metals. 2018; 8(4):205. https://doi.org/10.3390/met8040205
Chicago/Turabian StyleTang, Huiqing, Zhiwei Yun, Xiufeng Fu, and Shen Du. 2018. "Modeling and Experimental Study of Ore-Carbon Briquette Reduction under CO–CO2 Atmosphere" Metals 8, no. 4: 205. https://doi.org/10.3390/met8040205
APA StyleTang, H., Yun, Z., Fu, X., & Du, S. (2018). Modeling and Experimental Study of Ore-Carbon Briquette Reduction under CO–CO2 Atmosphere. Metals, 8(4), 205. https://doi.org/10.3390/met8040205