Preparation and Performance Analysis of Nb Matrix Composites Reinforced by Reactants of Nb and SiC

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
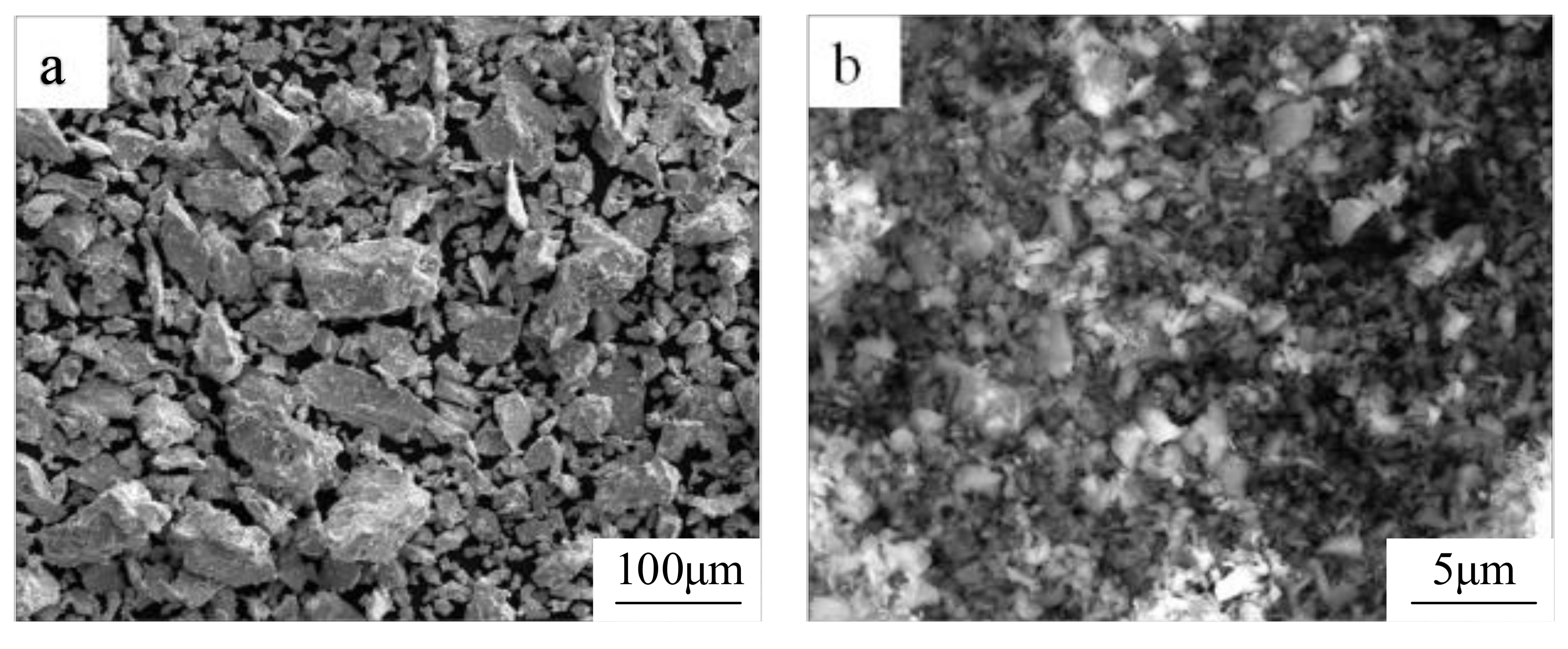
3.1. Preparation of Nb/SiC Composite Powders
3.2. Microstructure and Mechanical Properties at Room Temperature
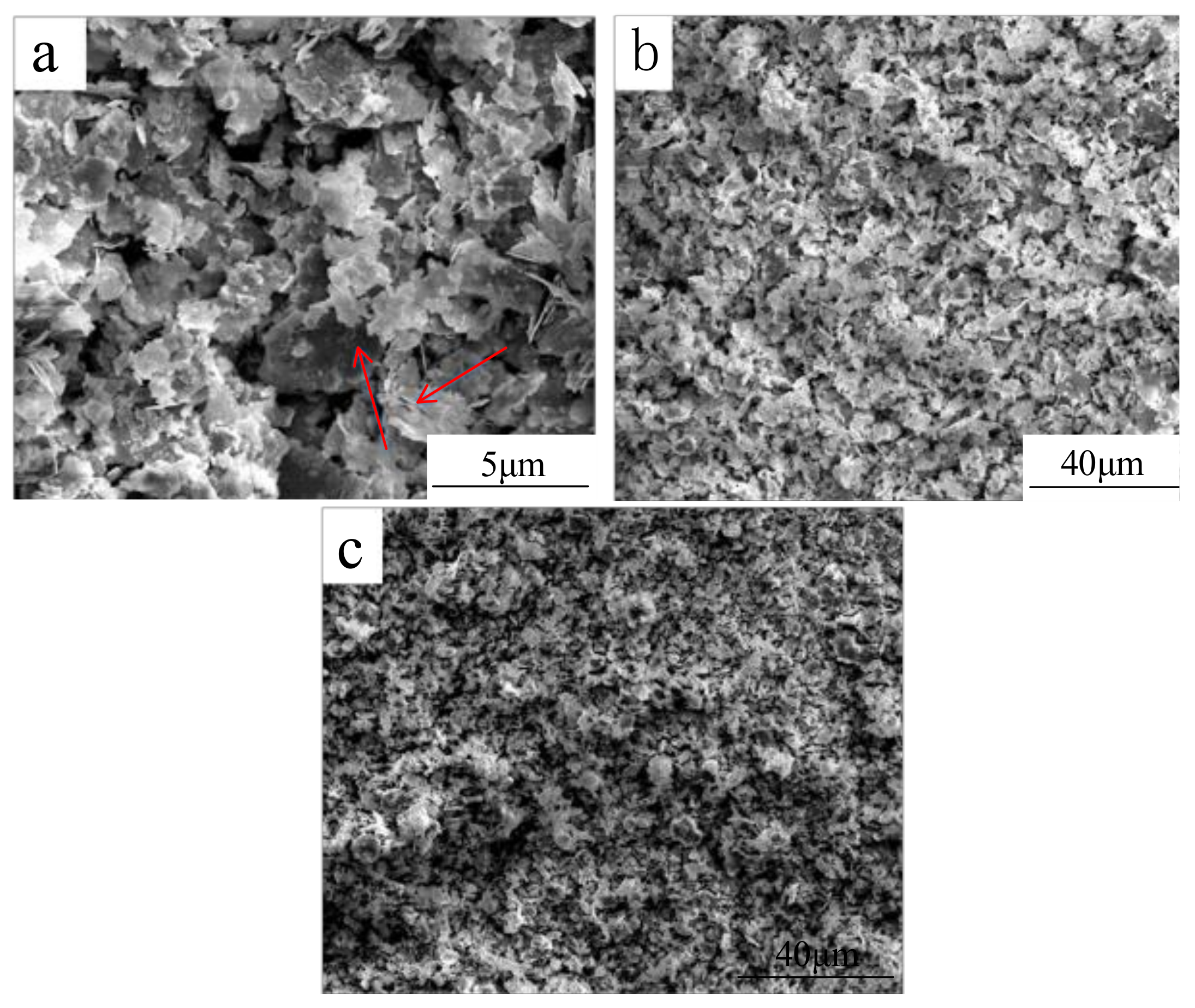
3.2.1. XRD Patterns and Microstructure of Sintered Material
3.2.2. Mechanical Properties of Nb Matrix Composites at Room Temperature
3.3. Behavior of Nb Matrix Composites at High Temperature
3.3.1. Stress-Strain Curve at High Temperature
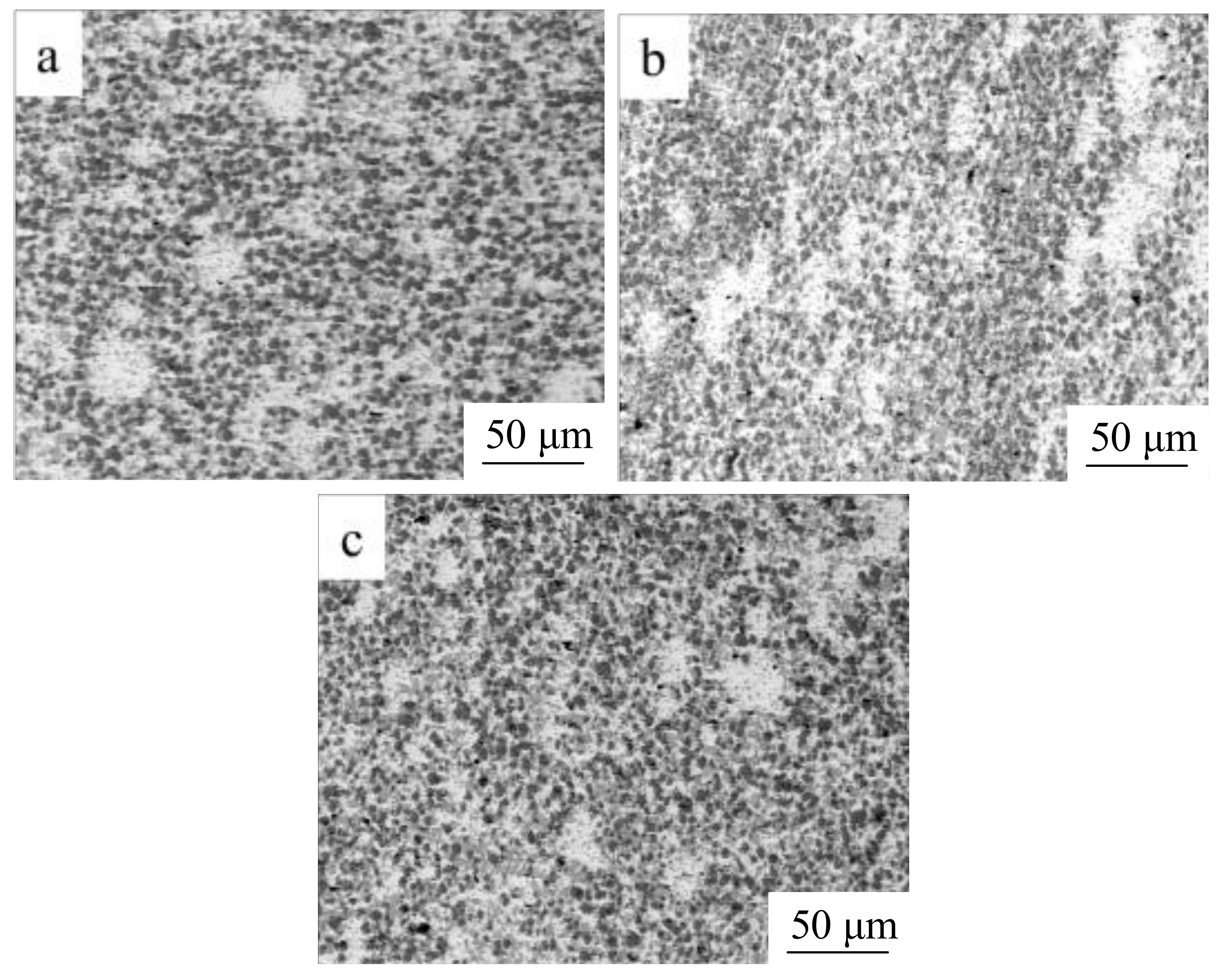
3.3.2. Microstructure of Material after High-Temperature Deformation
4. Conclusions
- The new Nb matrix composites were prepared by hot pressing sintering process. The reinforcements consisted of Nb2C, Nb3Si, and Nbss. The relative density of material sintered was 97%, indicating that the material had good compactness.
- At room temperature, the flexural strength of Nb-3SiC, Nb-5SiC, and Nb-7SiC composites was 754.52 MPa, 793.63 Mpa, and 814.38 MPa, respectively. The fracture toughness was 13.82 MPa1/2, 12.74 MPa1/2, and 11.37 MPa1/2, respectively. Compressive strength was 1659 MPa, 1780 MPa, and 1915 MPa, respectively. Vickers hardness was 567 HV, 601 HV, and 623 HV, respectively. The performance was better than that of Nb/Nb5Si3 composites (fracture toughness = 8 MPa1/2, compressive strength = 1400 MPa).
- The compressive strength of Nb-3Si, Nb-5Si, and Nb-7Si was 480 MPa, 513 Mpa, and 548 Mpa, respectively, at 1050 °C. The compressive strength of Nb-7Si at 1050 °C, 1100 °C, and 1150 °C was 584 MPa, 470 MPa, and 387 MPa, respectively. In addition, the high-temperature compressive strength of composite materials was higher than that of ordinary Nb-Si alloys.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Xu, Y.; Sun, W.; Dai, W.; Hu, C.; Liu, X.; Zhang, W. Experimental and numerical modeling of the stress rupture behavior of nickel-based single crystal superalloys subject to multi-row film cooling holes. Metals 2017, 7, 340. [Google Scholar] [CrossRef]
- Rodríguez-Millán, M.; Díaz-Álvarez, J.; Bernier, R.; Cantero, J.L.; Rusinek, A.; Miguelez, M.H. Thermo-viscoplastic behavior of ni-based superalloy haynes 282 and its application to machining simulation. Metals 2017, 7, 561. [Google Scholar] [CrossRef]
- Lei, R.; Wang, M.; Xu, S.; Wang, H.; Chen, G. Microstructure, hardness evolution, and thermal stability mechanism of mechanical alloyed Cu-Nb alloy during heat treatment. Metals 2016, 6, 194. [Google Scholar] [CrossRef]
- Yu, C.; Zhao, X.; Xiao, L.; Cai, Z.; Zhang, B.; Guo, L. Microstructure and mechanical properties of in-situ laminated Nb/Nb5Si3 composites. Mater. Lett. 2017, 209, 606–608. [Google Scholar] [CrossRef]
- Yu, J.; Weng, X.D.; Zhu, N.; Liu, H.; Wang, F.; Li, Y.; Cai, X.; Hu, Z. Mechanical properties and fracture behavior of an nb-silicide in situ composite. Intermetallics 2017, 90, 135–139. [Google Scholar] [CrossRef]
- Zhang, X.; He, X.; Fan, C.; Li, Y.; Song, G.; Sun, Y.; Huang, J. Microstructural and mechanical characterization of multiphase nb-based composites from Nb-Ti-C-B system. Int. J. Refract. Met. Hard Mater. 2013, 41, 185–190. [Google Scholar] [CrossRef]
- Sha, J.; Hirai, H.; Tabaru, T.; Kitahara, A.; Ueno, H.; Hanada, S. Effect of carbon on microstructure and high-temperature strength of Nb Mo Ti Si in situ composites prepared by arc-melting and directional solidification. Mater. Sci. Eng. A 2003, 343, 282–289. [Google Scholar] [CrossRef]
- Geng, J.; Tsakiropoulos, P. A study of the microstructures and oxidation of Nb-Si-Cr-Al-Mo in situ composites alloyed with ti, hf and sn. Intermetallics 2007, 15, 382–395. [Google Scholar] [CrossRef]
- Geng, J.; Tsakiropoulos, P.; Shao, G. A study of the effects of hf and sn additions on the microstructure of Nbss/Nb5Si3 based in situ composites. Intermetallics 2007, 15, 69–76. [Google Scholar] [CrossRef]
- Nassef, A.; El-Garaihy, W.H.; El-Hadek, M. Characteristics of cold and hot pressed iron aluminum powder metallurgical alloys. Metals 2017, 7, 170. [Google Scholar] [CrossRef]
- Wang, X.; Wang, G.; Zhang, K. Effect of mechanical alloying on microstructure and mechanical properties of hot-pressed Nb-16Si alloys. Mater. Sci. Eng. A 2010, 527, 3253–3258. [Google Scholar] [CrossRef]
- Jayasankar, K.; Pandey, A.; Mishra, B.; Das, S. Evaluation of microstructural parameters of nanocrystalline Y2O3 by X-ray diffraction peak broadening analysis. Mater. Chem. Phys. 2016, 171, 195–200. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, K. Mechanical alloying, microstructure and properties of Nb-16Si alloy. J. Alloy. Compd. 2010, 490, 677–683. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, J. Ti5Si3 and Ti5Si3-based alloys: Alloyingbehavior, microstructure and mechanical property evaluation. Acta Mater. 1998, 46, 3535–3546. [Google Scholar] [CrossRef]
- Gulizzi, V.; Rycroft, C.; Benedetti, I. Modelling intergranular and transgranular micro-cracking in polycrystalline materials. Comput. Methods Appl. Mech. Eng. 2018, 329, 168–194. [Google Scholar] [CrossRef]
- Jiang, S.Y.; Zhang, Y.Q.; Zhao, Y.N. Dynamic recovery and dynamic recrystallization of NiTi shape memory alloy under hot compression deformation. Trans. Nonferrous Metals Soc. China 2013, 23, 140–147. [Google Scholar] [CrossRef]
- Zhang, S.; Guo, X. Effects of B addition on the microstructure and properties of Nb silicide based ultrahigh temperature alloys. Intermetallics 2015, 57, 83–92. [Google Scholar] [CrossRef]
- Sha, J.; Yang, C.; Liu, J. Toughening and strengthening behavior of an Nb-8Si-20Ti-6Hf alloy with addition of Cr. Scr. Mater. 2010, 62, 859–862. [Google Scholar] [CrossRef]















© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Z.; Lan, C.; Jiang, S.; Huang, Z.; Zhang, K. Preparation and Performance Analysis of Nb Matrix Composites Reinforced by Reactants of Nb and SiC. Metals 2018, 8, 233. https://doi.org/10.3390/met8040233
Lu Z, Lan C, Jiang S, Huang Z, Zhang K. Preparation and Performance Analysis of Nb Matrix Composites Reinforced by Reactants of Nb and SiC. Metals. 2018; 8(4):233. https://doi.org/10.3390/met8040233
Chicago/Turabian StyleLu, Zhen, Chaoqi Lan, Shaosong Jiang, Zhenhan Huang, and Kaifeng Zhang. 2018. "Preparation and Performance Analysis of Nb Matrix Composites Reinforced by Reactants of Nb and SiC" Metals 8, no. 4: 233. https://doi.org/10.3390/met8040233
APA StyleLu, Z., Lan, C., Jiang, S., Huang, Z., & Zhang, K. (2018). Preparation and Performance Analysis of Nb Matrix Composites Reinforced by Reactants of Nb and SiC. Metals, 8(4), 233. https://doi.org/10.3390/met8040233