Mechanical Behavior of Two Ferrite–Martensite Dual-Phase Steels over a Broad Range of Strain Rates

 ,
, 
 ,
,
Abstract
:1. Introduction
2. Experiments
2.1. Materials
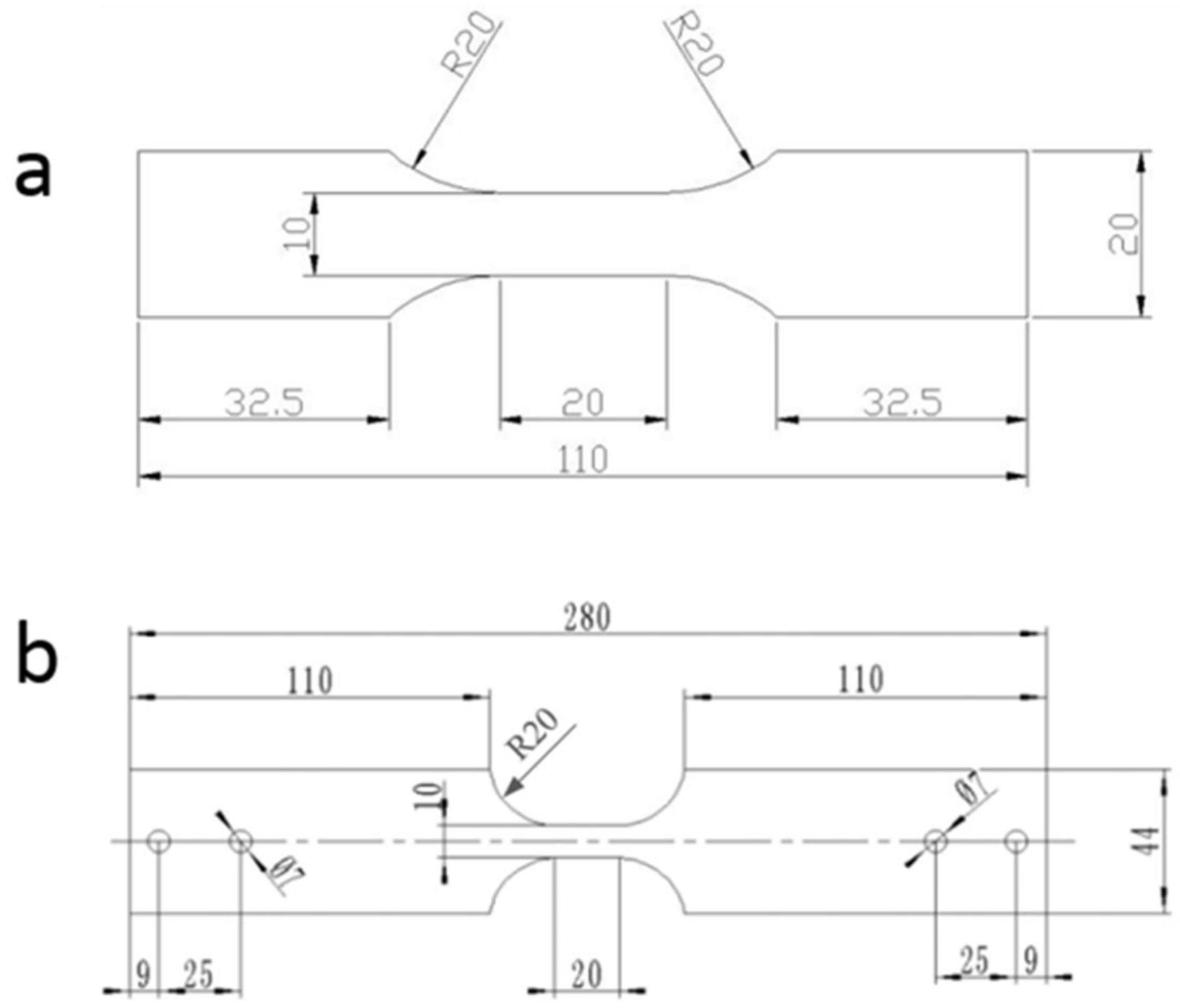
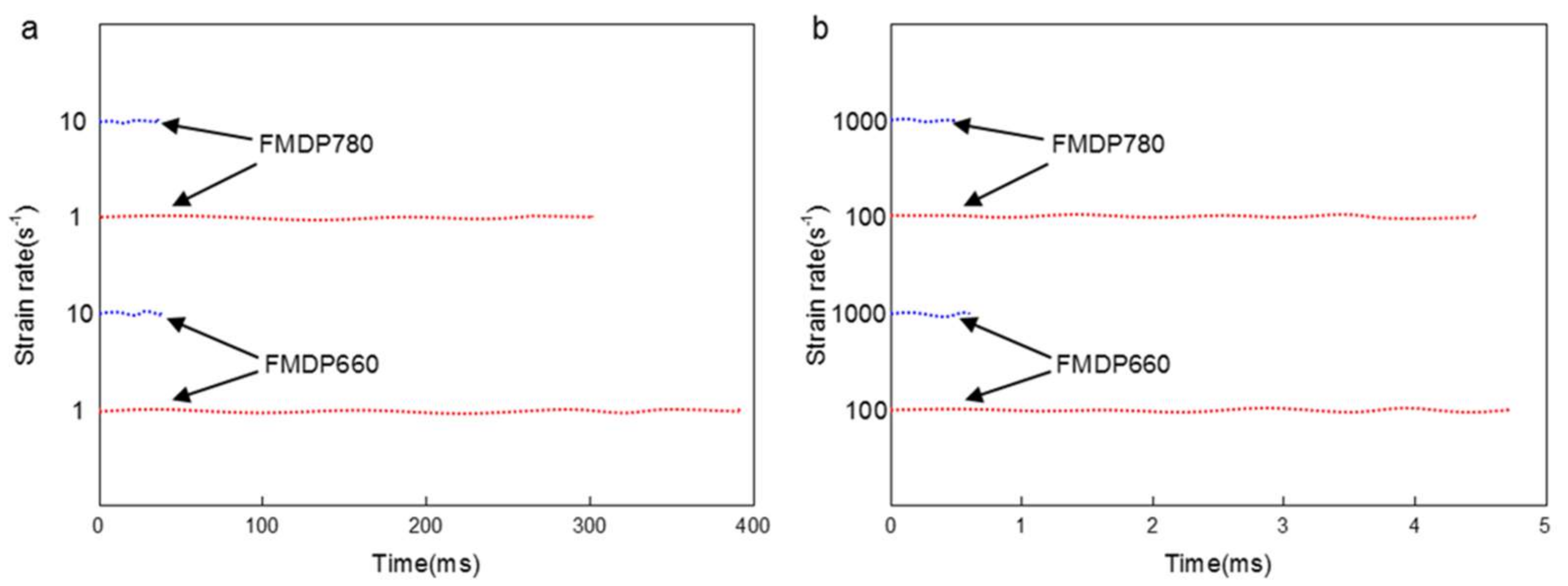
2.2. Tensile Testing
2.3. Microstructural Characterization
3. Results and Discussion
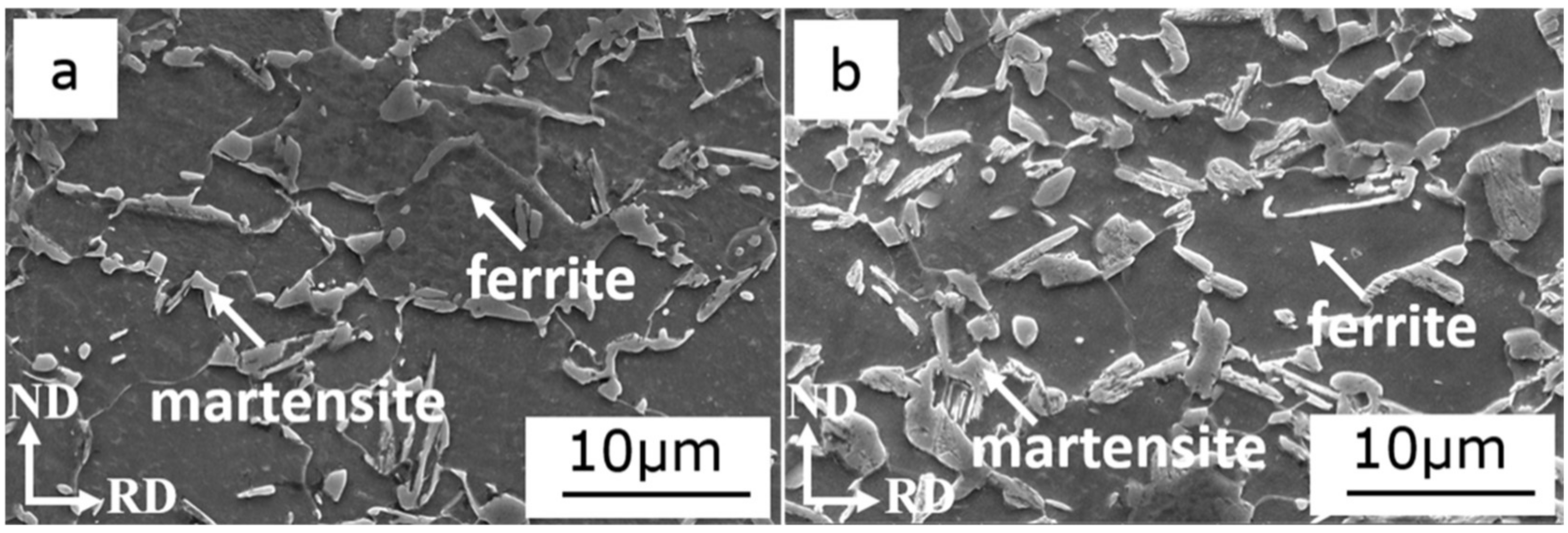
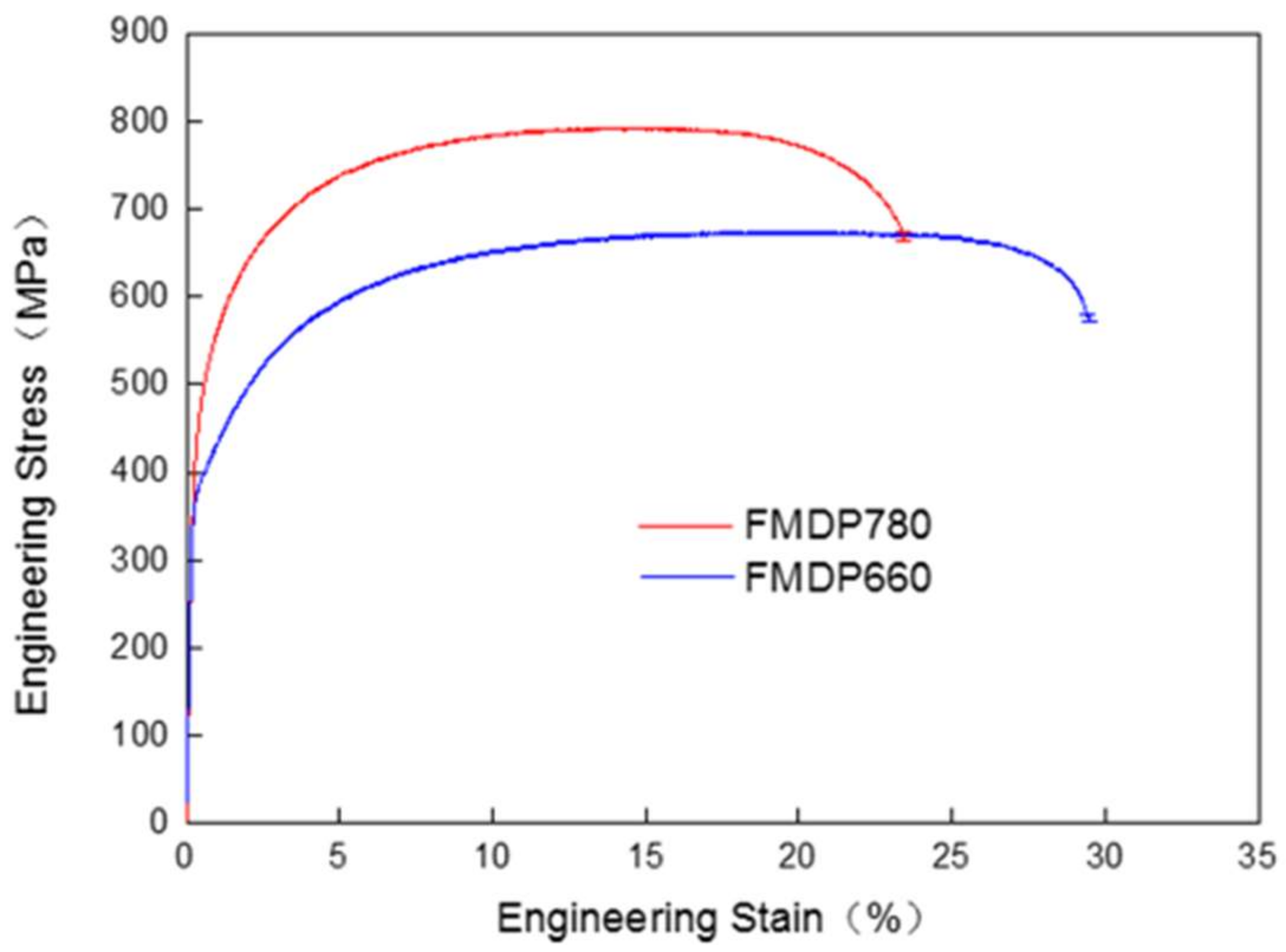
3.1. Microstructure and Quasi-Static Mechanical Properties
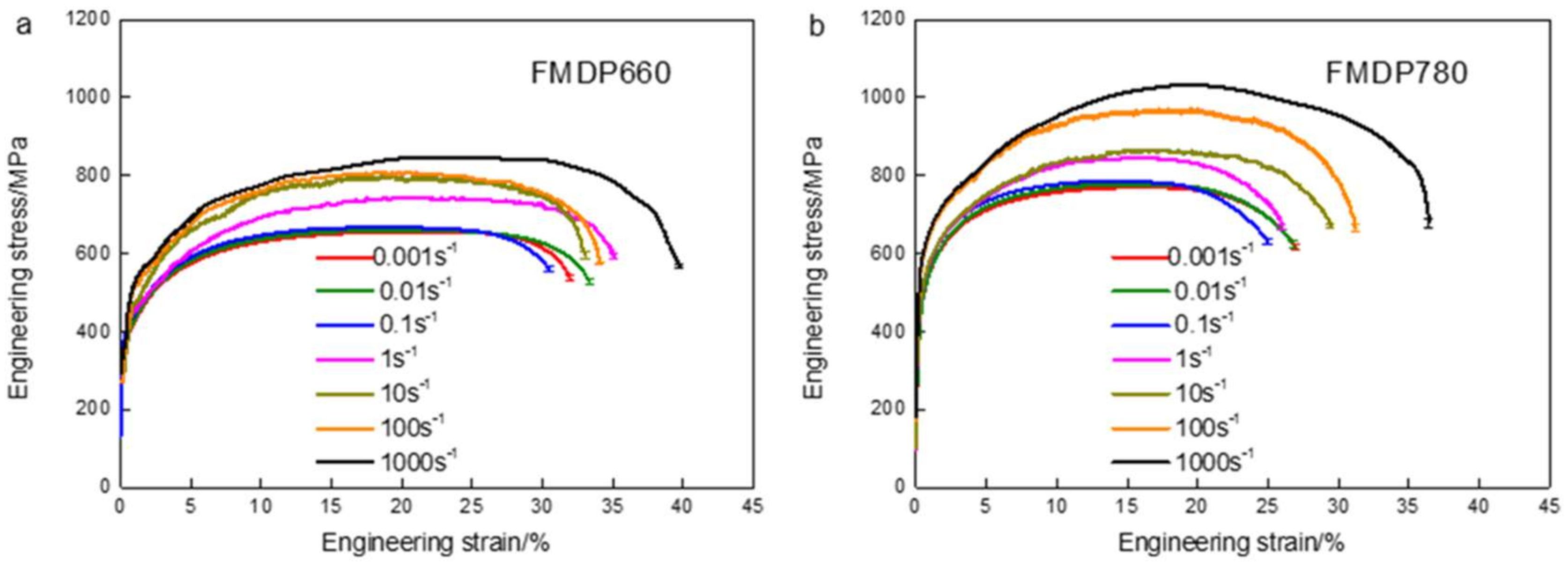
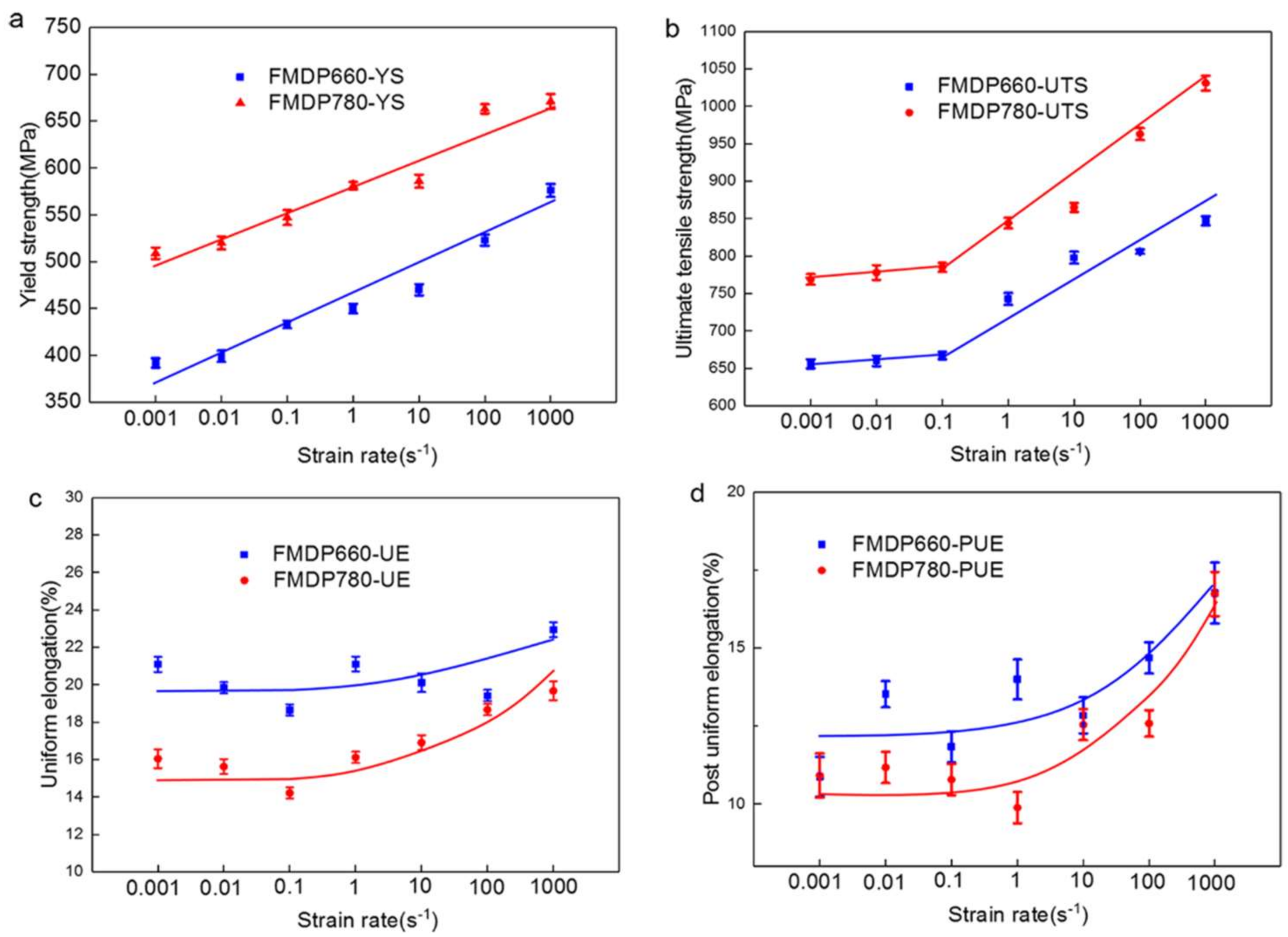
3.2. Mechanical Properties at Different Strain Rates
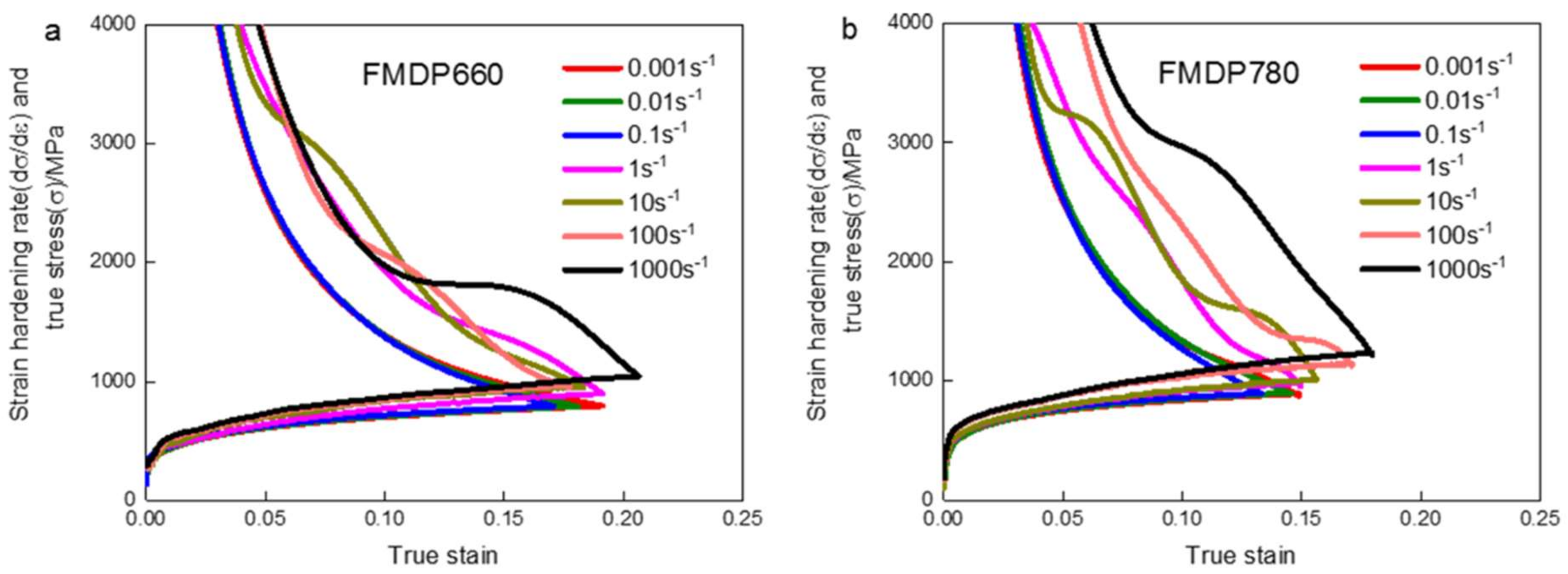
3.3. Strain Hardening Behavior
3.4. Fracture Behavior
4. Conclusions
- (1)
- The YS in both steels monotonically increased with strain rates. However, the values of UTS, UE, PUE and Z of both steels were maintained stable at the low strain rate range (0.001–0.1 s−1), followed by a significant increase with strain rates at the high strain rate range (0.1–1000 s−1). The FMDP780 steel with a higher fraction of martensite possessed a stronger strain rate sensitivity of tensile strength and elongation values at the high strain rate stage, compared with the FMDP660 sample. For all the strain rates, the FMDP780 sample possessed higher strength and lower elongation values compared with FMDP660.
- (2)
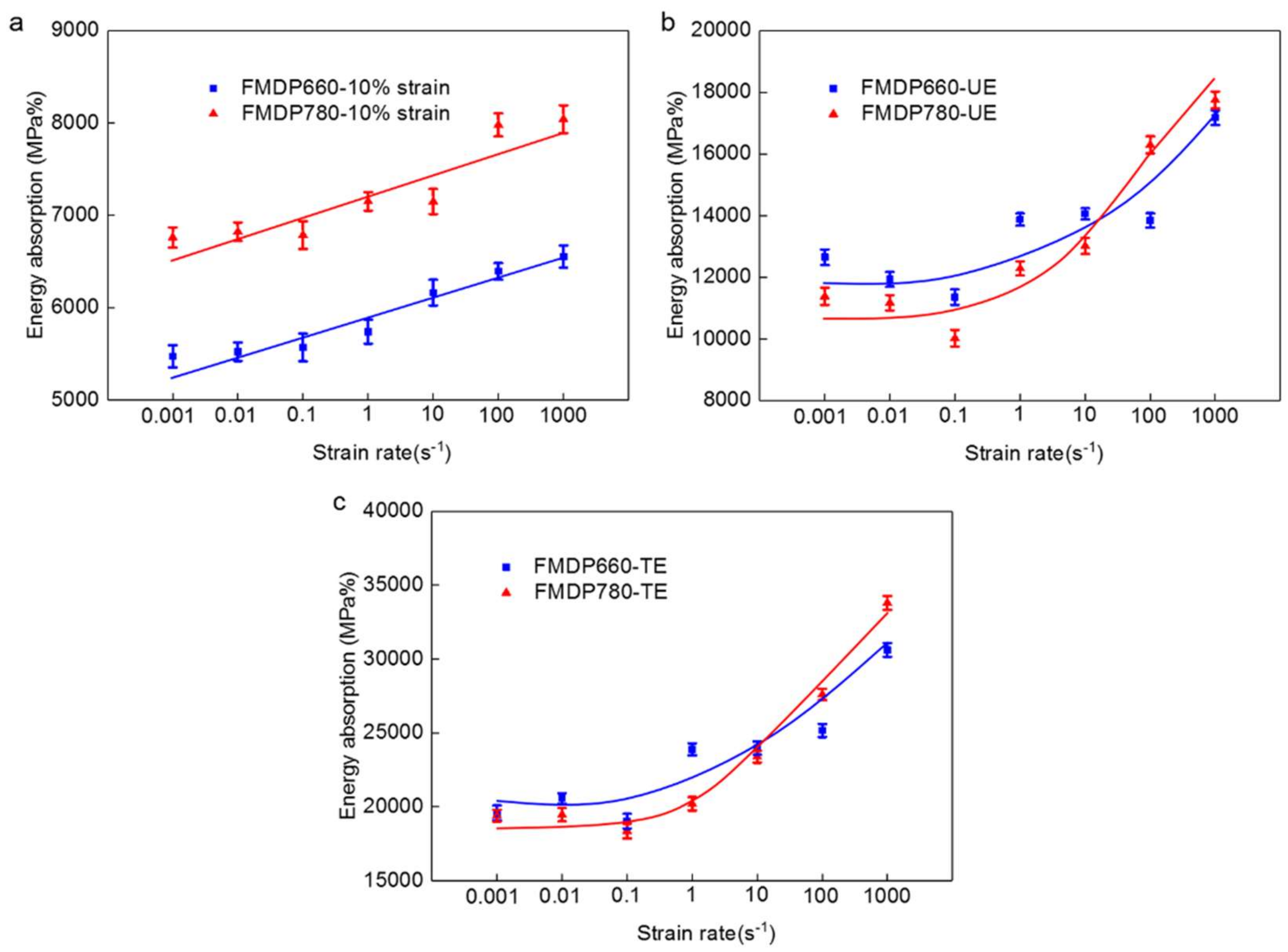
- The energy absorption in the two steels at the strain of 10% increased with increasing strain rates. The energy absorption of the two steels at the stage of UE and TE showed a first stable and then increasing trend with increasing strain rates; such increase of the energy absorption was found to be more pronounced for the FMDP780 steel.
- (3)
- The different UTS and UE values due to different strain rates and microstructures were associated with the change of work hardening rate. At the low strain rate stage, the work hardening rate of both steels was relatively low and unchanged with strain rates. It started to increase when the strain rate was above 0.1 s−1, and the increase was more pronounced in the FMDP780 sample.
- (4)
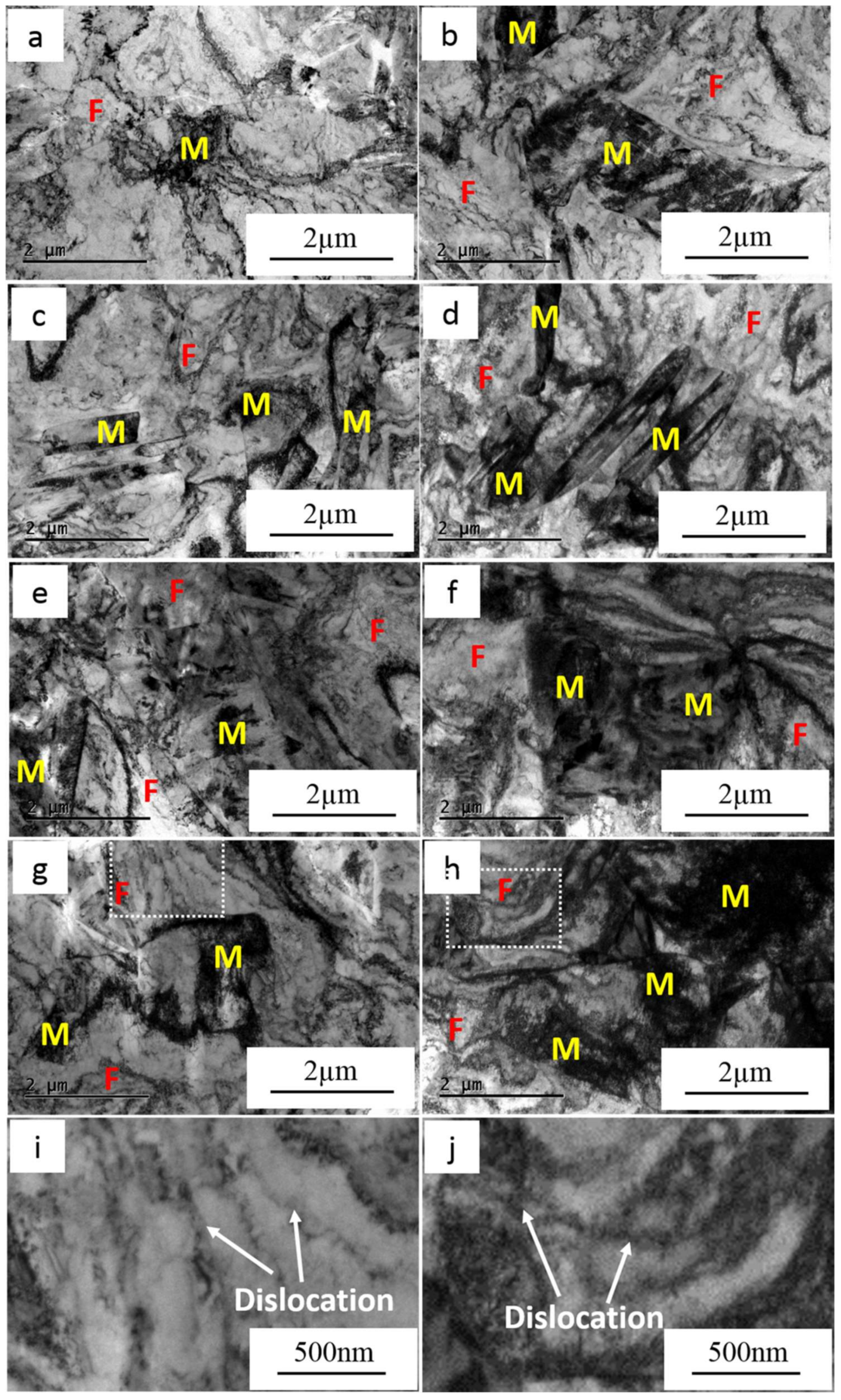
- The dislocation density of ferrite in the two steels did not change significantly at low strain rates, whereas it increased obviously at the high strain rate stage. Further, it showed that the FMDP780 steel presented a higher dislocation density compared with the FMDP660 at the same strain rate.
- (5)
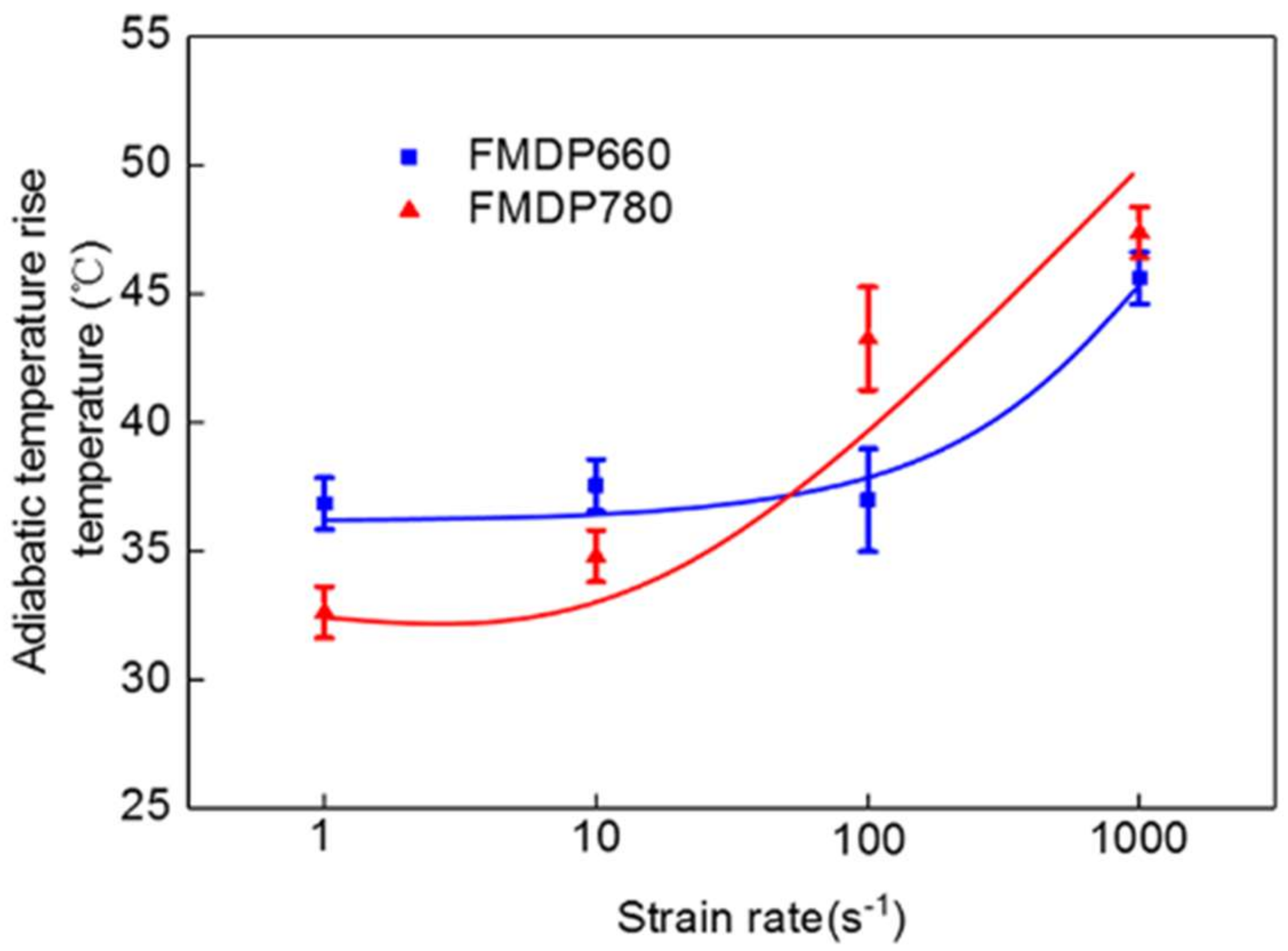
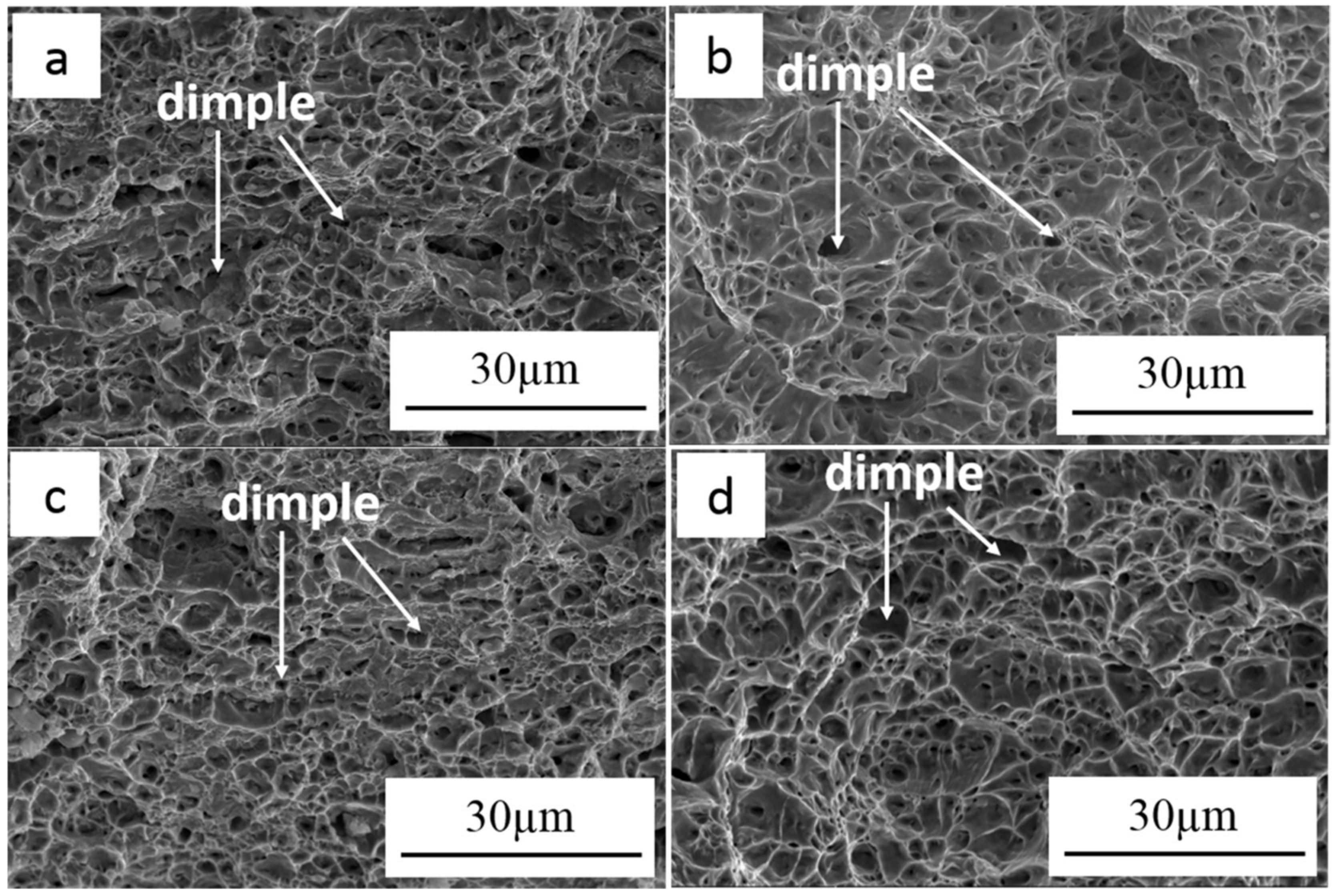
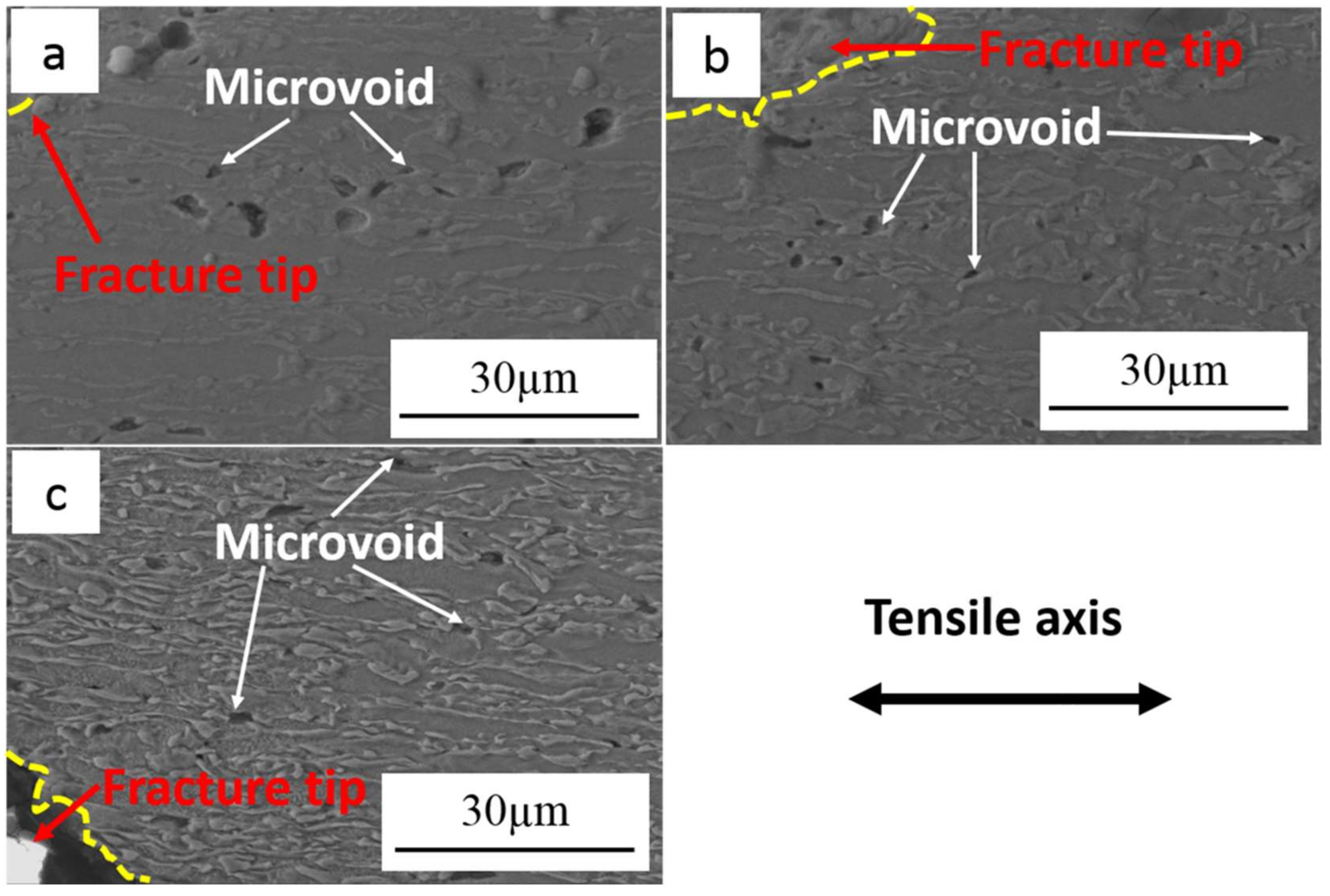
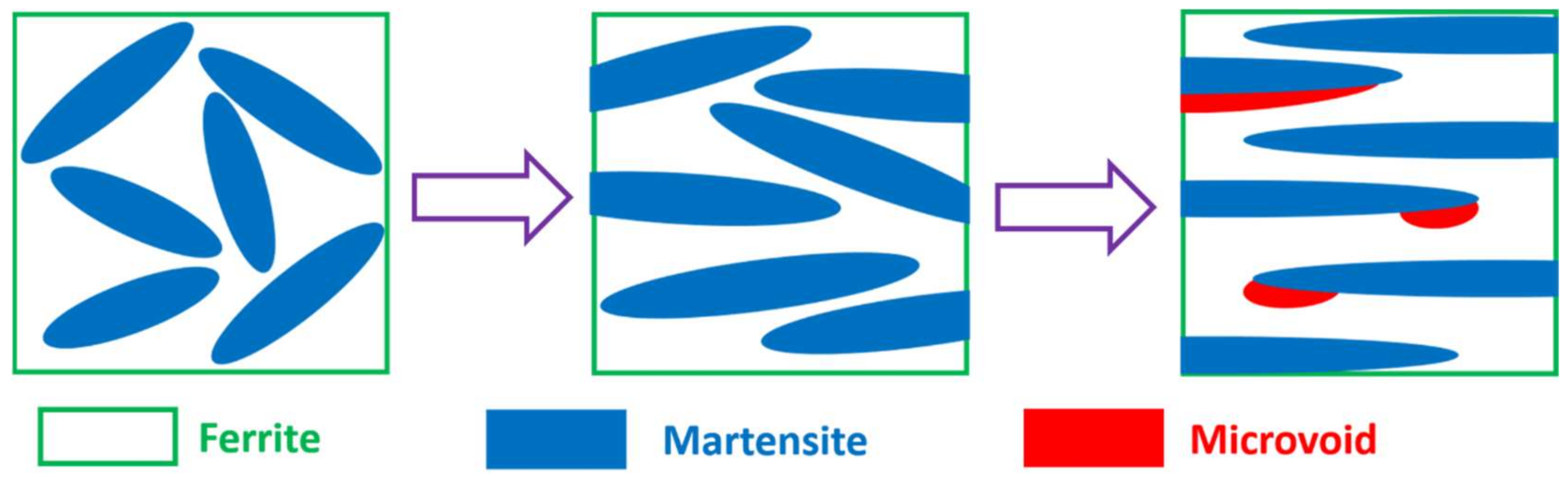
- The fracture surface of the steels was characterized by dimpled-type fracture associated with microvoid formation at the ferrite–martensite interfaces, regardless of the strain rates. The change of the PUE value of the two steels with strain rate was attributed to the effect of adiabatic heating during the tensile testing. Besides, the grain exhibits a more obvious elongating trend at 1000 s−1 than the quasi-static.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Verleysen, P.; Peirs, J.; Van Slycken, J.; Faes, K.; Duchene, L. Effect of strain rate on the forming behaviour of sheet metals. J. Mater. Process Technol. 2011, 211, 1457–1464. [Google Scholar] [CrossRef]
- Kim, S.B.; Huh, H.; Bok, H.H.; Moon, M.B. Forming limit diagram of auto-body steel sheets for high-speed sheet metal forming. J. Mater. Process Technol. 2011, 211, 851–862. [Google Scholar] [CrossRef]
- Sun, X.; Soulami, A.; Choi, K.S.; Guzman, O.; Chen, W. Effects of sample geometry and loading rate on tensile ductility of TRIP800 steel. Mater. Sci. Eng. A 2012, 541, 1–7. [Google Scholar] [CrossRef]
- Boyce, B.L.; Dilmore, M.F. The dynamic tensile behavior of tough, ultrahigh-strength steels at strain-rates from 0.0002 s−1 to 200 s−1. Int. J. Impact Eng. 2009, 36, 263–271. [Google Scholar] [CrossRef]
- Kim, J.H.; Kim, D.; Han, H.N.; Barlat, F.; Lee, M.G. Strain rate dependent tensile behavior of advanced high strength steels: Experiment and constitutive modeling. Mater. Sci. Eng. A 2013, 559, 222–231. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.T.; Hokka, M.; Peura, P. Deformation behavior of TRIP and DP steels in tension at different temperatures over a wide range of strain rates. Mater. Sci. Eng. A 2009, 507, 124–131. [Google Scholar] [CrossRef]
- Singh, N.K.; Cadoni, E.; Singha, M.K.; Gupta, N.K. Dynamic tensile behavior of multi phase high yield strength steel. Mater. Des. 2011, 32, 5091–5098. [Google Scholar] [CrossRef]
- Qin, J.; Chen, R.; Wen, X.; Lin, Y.; Liang, M.; Lu, F. Mechanical behaviour of dual-phase high-strength steel under high strain rate tensile loading. Mater. Sci. Eng. A 2013, 586, 62–70. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, D.; Wang, L.; Chu, X.; Wang, P.; Jin, M. Strain rate dependent deformation and failure behavior of laser welded DP780 steel joint under dynamic tensile loading. Mater. Sci. Eng. A 2015, 627, 296–305. [Google Scholar] [CrossRef]
- Dong, D.; Liu, Y.; Yang, Y.; Li, J.; Ma, M.; Jiang, T. Microstructure and dynamic tensile behavior of DP600 dual phase steel joint by laser welding. Mater. Sci. Eng. A 2014, 594, 17–25. [Google Scholar] [CrossRef]
- Huh, H.; Kim, S.B.; Song, J.H.; Lim, J.H. Dynamic tensile characteristics of TRIP-type and DP-type steel sheets for an auto-body. Int. J. Mech. Sci. 2008, 50, 918–931. [Google Scholar] [CrossRef]
- Yu, H.; Guo, Y.; Lai, X. Rate-dependent behavior and constitutive model of DP600 steel at strain rate from 10−4 to 103 s−1. Mater. Des. 2009, 30, 2501–2505. [Google Scholar] [CrossRef]
- Song, R.B.; Dai, Q.F. Dynamic Deformation Behavior of Dual Phase Ferritic-Martensitic Steel at Strain Rates From 10−4 to 2000 s−1. Iron Steel Res. Int. 2013, 20, 48–53. [Google Scholar] [CrossRef]
- Cadoni, E.; Singh, N.K.; Forni, D.; Singha, M.K.; Gupta, N.K. Strain rate effects on the mechanical behavior of two Dual Phase steels in tension. Eur. Phys. J. Special Topic 2016, 225, 409–421. [Google Scholar] [CrossRef]
- Wang, W.R.; Li, M.; He, C.W.; Wei, X.C.; Wang, D.Z.; Du, H.B. Experimental study on high strain rate behavior of high strength 600–1000 MPa dual phase steels and 1200 MPa fully martensitic steels. Mater. Des. 2013, 47, 510–521. [Google Scholar] [CrossRef]
- Zhang, J.C.; Di, H.S.; Deng, Y.G.; Li, S.C.; Misra, R.D.K. Microstructure and mechanical property relationship in an ultrahigh strength 980 MPa grade high-Al low-Si dual phase steel. Mater. Sci. Eng. A 2015, 645, 232–240. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Raabe, D. Effect of grain refinement to 1 μm on strength and toughness of dual-phase steels. Mater. Sci. Eng. A 2010, 527, 7832–7840. [Google Scholar] [CrossRef]
- Zhang, J.C.; Di, H.S.; Deng, Y.G.; Misra, R.D.K. Effect of martensite morphology and volume fraction on strain hardening and fracture behavior of martensite–ferrite dual phase steel. Mater. Sci. Eng. A 2015, 627, 230–240. [Google Scholar] [CrossRef]
- Wei, X.; Fu, R.; Li, L. Tensile deformation behavior of cold-rolled TRIP-aided steels over large range of strain rates. Mater. Sci. Eng. A 2007, 465, 260–266. [Google Scholar] [CrossRef]
- Feng, F.; Huang, S.; Meng, Z.; Hu, J.; Lei, Y.; Zhou, M.; Wu, D.; Yang, Z. Experimental study on tensile property of AZ31B magnesium alloy at different high strain rates and temperatures. Mater. Des. 2014, 57, 10–20. [Google Scholar] [CrossRef]
- Xu, Z.; Huang, F. Plastic behavior and constitutive modeling of armor steel over wide temperature and strain rate ranges. Acta Mech. Solida Sin. 2012, 25, 598–608. [Google Scholar] [CrossRef]
- Rana, R.; Liu, C.; Ray, R.K. Low-density low-carbon Fe–Al ferritic steels. Scr. Mater. 2013, 68, 354–359. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Kobayashi, M.; Hashimoto, S.I. Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall. Trans. A 1992, 23, 3085–3091. [Google Scholar] [CrossRef]
- Huh, H.; Kim, S.B.; Song, J.H.; Yoon, J.H.; Lim, J.H.; Park, S.H. Investigation of elongation at fracture in a high speed sheet metal forming process. Steel Res. Int. 2009, 80, 316–322. [Google Scholar]
- Dong, D.; Liu, Y.; Wang, L.; Su, L. Effect of strain rate on dynamic deformation behavior of DP780 steel. Acta Metall. Sin. 2013, 49, 159–166. [Google Scholar] [CrossRef]
- Bouaziz, O.; Buessler, P. Iso-work increment assumption for heterogeneous material behavior modelling. Adv. Eng. Mater. 2004, 6, 79–83. [Google Scholar] [CrossRef]
- Sung, J.H.; Kim, J.H.; Wagoner, R.H. A plastic constitutive equation incorporating strain, strain-rate, and temperature. Int. J. Plast. 2010, 26, 1746–1771. [Google Scholar] [CrossRef]
- He, Z.; He, Y.; Ling, Y.; Wu, Q.; Gao, Y.; Li, L. Effect of strain rate on deformation behavior of TRIP steels. J. Mater. Process Technol. 2012, 212, 2141–2147. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A.; Saeidi, N. Effects of initial microstructure and thermomechanical processing parameters on microstructures and mechanical properties of ultrafine grained dual phase steels. Mater. Sci. Eng. A 2014, 612, 54–62. [Google Scholar] [CrossRef]
- Ghatei Kalashami, A.; Kermanpur, A.; Ghassemali, E.; Najafizadeh, A.; Mazaheri, Y. Correlation of microstructure and strain hardening behavior in the ultrafine-grained Nb-bearing dual phase steels. Mater. Sci. Eng. A 2016, 678, 215–226. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A. A novel route for development of ultrahigh strength dual phase steels. Mater. Sci. Eng. A 2014, 619, 1–11. [Google Scholar] [CrossRef]
- Ghadbeigi, H.; Pinna, C.; Celotto, S.; Yates, J.R. Local plastic strain evolution in a high strength dual-phase steel. Mater. Sci. Eng. A 2010, 527, 5026–5032. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Al | N | Cr | Mo | Nb | Ti | B | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| FMDP660 | 0.12 | 1.2 | 1.5 | 0.015 | 0.005 | 0.05 | 0.003 | - | - | - | - | - | Balanced |
| FMDP780 | 0.08 | 0.1 | 2.0 | 0.015 | 0.015 | 0.6 | - | 0.25 | 0.2 | 0.018 | 0.012 | 0.0012 | Balanced |
| Tested Steel | YS/MPa | UTS/MPa | UE/% | TE/% | Microhardness/HV |
|---|---|---|---|---|---|
| FMDP660 | 425 ± 3 | 674 ± 4 | 19.25 ± 0.5 | 29.45 ± 0.5 | 211 ± 2 |
| FMDP780 | 624 ± 5 | 792 ± 6 | 14.72 ± 0.5 | 23.43 ± 0.4 | 263 ± 3 |
| Materials | (s−1) | YS (MPa) | UTS (MPa) | UE (%) | PUE (%) | Z (%) |
|---|---|---|---|---|---|---|
| FMDP660 | 0.001 | 392 ± 5 | 656 ± 6 | 21.09 ± 0.4 | 10.87 ± 0.6 | 31.96 ± 0.5 |
| 0.01 | 399 ± 6 | 660 ± 7 | 19.84 ± 0.3 | 13.52 ± 0.4 | 33.36 ± 0.3 | |
| 0.1 | 433 ± 4 | 667 ± 5 | 18.65 ± 0.3 | 11.83 ± 0.5 | 30.48 ± 0.4 | |
| 1 | 450 ± 5 | 743 ± 8 | 21.11 ± 0.4 | 13.99 ± 0.6 | 35.1 ± 0.5 | |
| 10 | 470 ± 6 | 798 ± 8 | 20.76 ± 0.5 | 12.29 ± 0.6 | 33.05 ± 0.3 | |
| 100 | 523 ± 6 | 806 ± 3 | 19.42 ± 0.3 | 14.68 ± 0.5 | 34.1 ± 0.4 | |
| 1000 | 576 ± 7 | 847 ± 6 | 22.94 ± 0.4 | 16.76 ± 1.0 | 39.7 ± 0.9 | |
| FMDP780 | 0.001 | 509 ± 6 | 769 ± 7 | 16.05 ± 0.5 | 10.91 ± 0.7 | 26.96 ± 0.5 |
| 0.01 | 520 ± 7 | 778 ± 10 | 15.63 ± 0.4 | 11.17 ± 0.5 | 26.8 ± 0.3 | |
| 0.1 | 547 ± 8 | 785 ± 6 | 14.22 ± 0.3 | 10.78 ± 0.5 | 25 ± 0.4 | |
| 1 | 581 ± 4 | 844 ± 7 | 16.12 ± 0.3 | 9.88 ± 0.5 | 26 ± 0.3 | |
| 10 | 586 ± 7 | 865 ± 6 | 16.91 ± 0.4 | 12.54 ± 0.5 | 29.45 ± 0.3 | |
| 100 | 663 ± 5 | 963 ± 8 | 18.67 ± 0.3 | 12.58 ± 0.4 | 31.25 ± 0.3 | |
| 1000 | 671 ± 8 | 1031 ± 10 | 19.67 ± 0.5 | 16.73 ± 0.7 | 36.4 ± 0.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, J.; Zhao, Z.; Wu, H.; Peng, C.; Sun, B.; Guo, B.; Liang, J.; Tang, D. Mechanical Behavior of Two Ferrite–Martensite Dual-Phase Steels over a Broad Range of Strain Rates. Metals 2018, 8, 236. https://doi.org/10.3390/met8040236
Liang J, Zhao Z, Wu H, Peng C, Sun B, Guo B, Liang J, Tang D. Mechanical Behavior of Two Ferrite–Martensite Dual-Phase Steels over a Broad Range of Strain Rates. Metals. 2018; 8(4):236. https://doi.org/10.3390/met8040236
Chicago/Turabian StyleLiang, Jiangtao, Zhengzhi Zhao, Hong Wu, Chong Peng, Binhan Sun, Baoqi Guo, Juhua Liang, and Di Tang. 2018. "Mechanical Behavior of Two Ferrite–Martensite Dual-Phase Steels over a Broad Range of Strain Rates" Metals 8, no. 4: 236. https://doi.org/10.3390/met8040236
APA StyleLiang, J., Zhao, Z., Wu, H., Peng, C., Sun, B., Guo, B., Liang, J., & Tang, D. (2018). Mechanical Behavior of Two Ferrite–Martensite Dual-Phase Steels over a Broad Range of Strain Rates. Metals, 8(4), 236. https://doi.org/10.3390/met8040236