Value Recovery from Waste Liquid Crystal Display Glass Cullet through Leaching: Understanding the Correlation between Indium Leaching Behavior and Cullet Piece Size


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
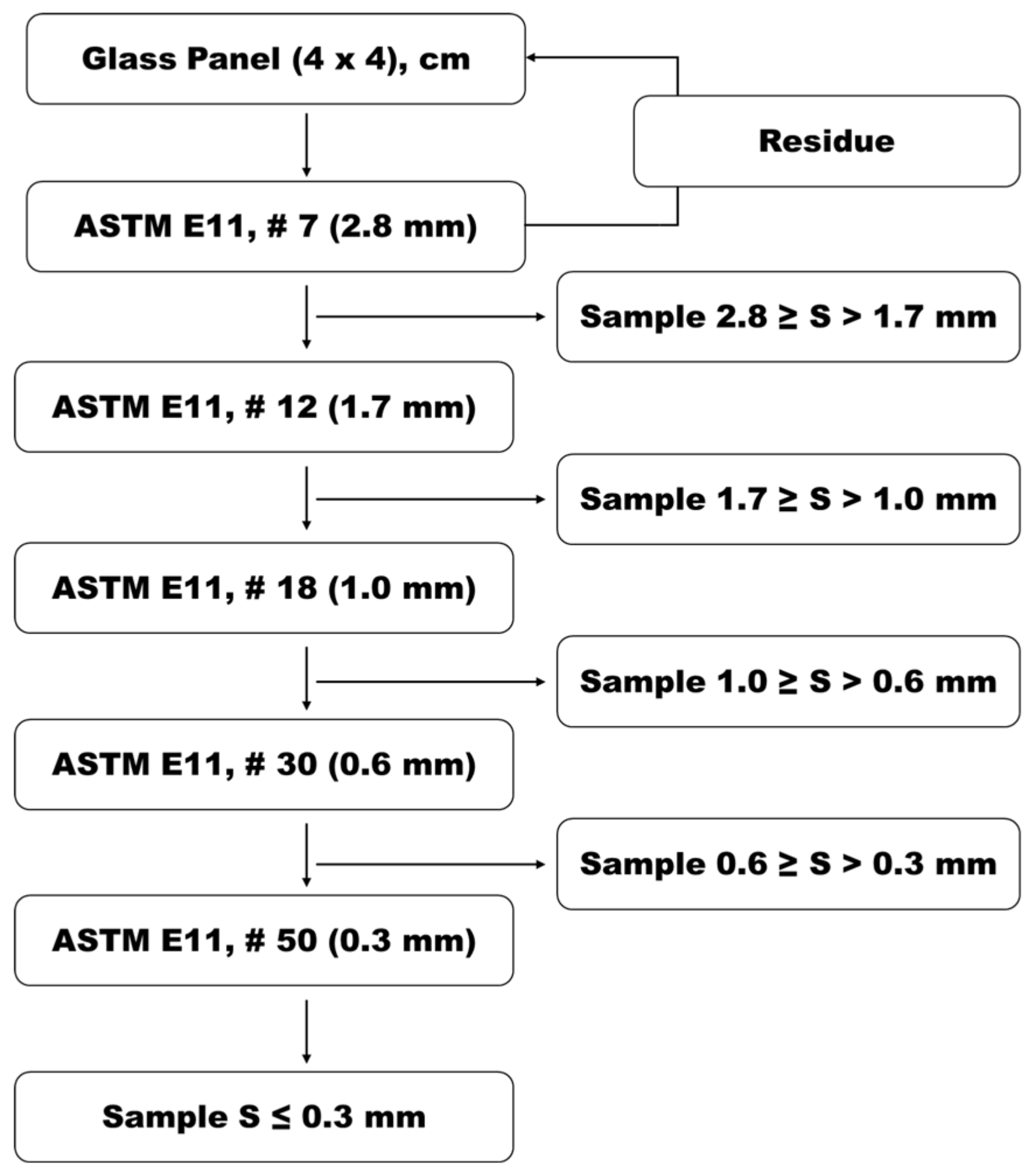
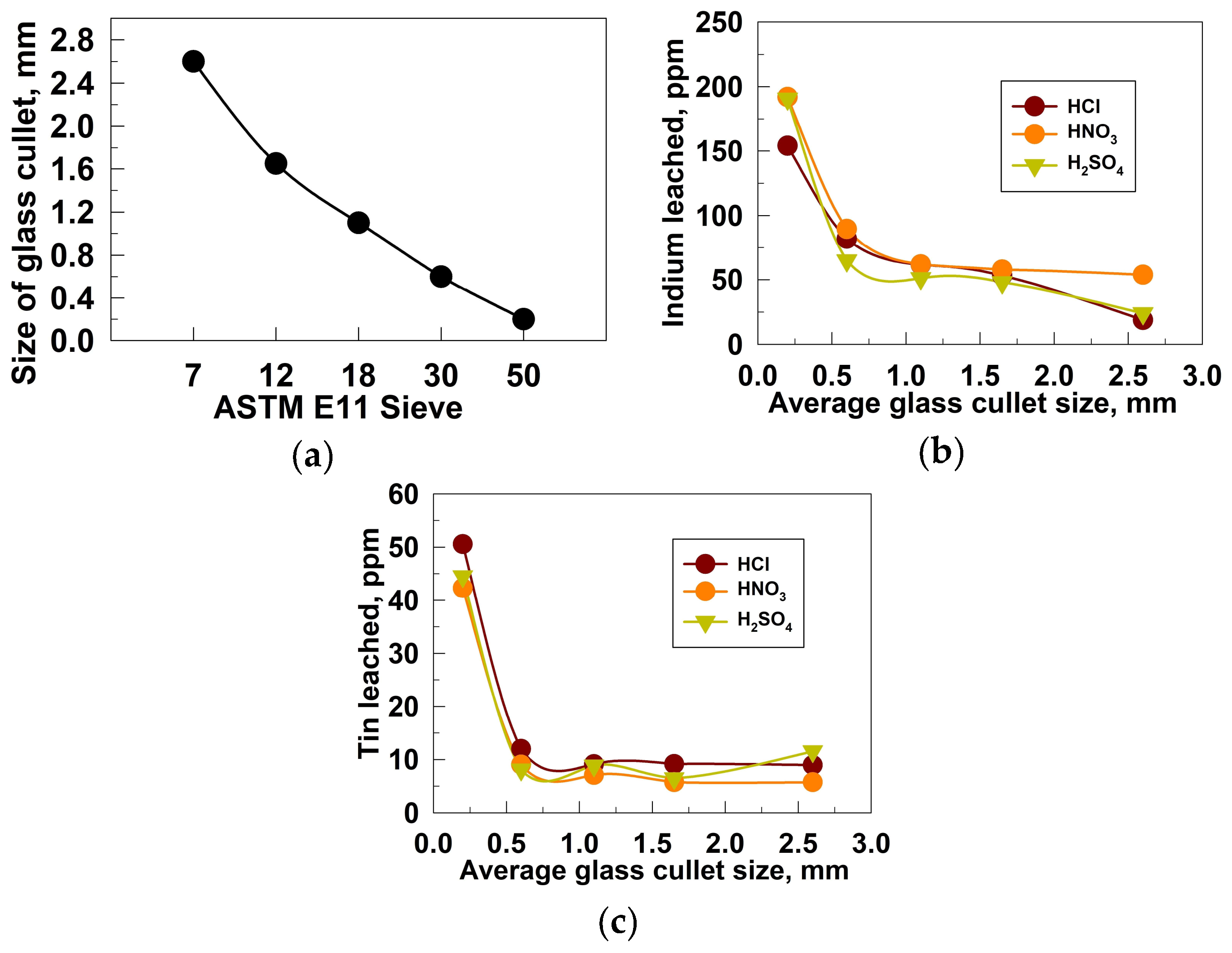
3.1. Classification of the Glass Cullet
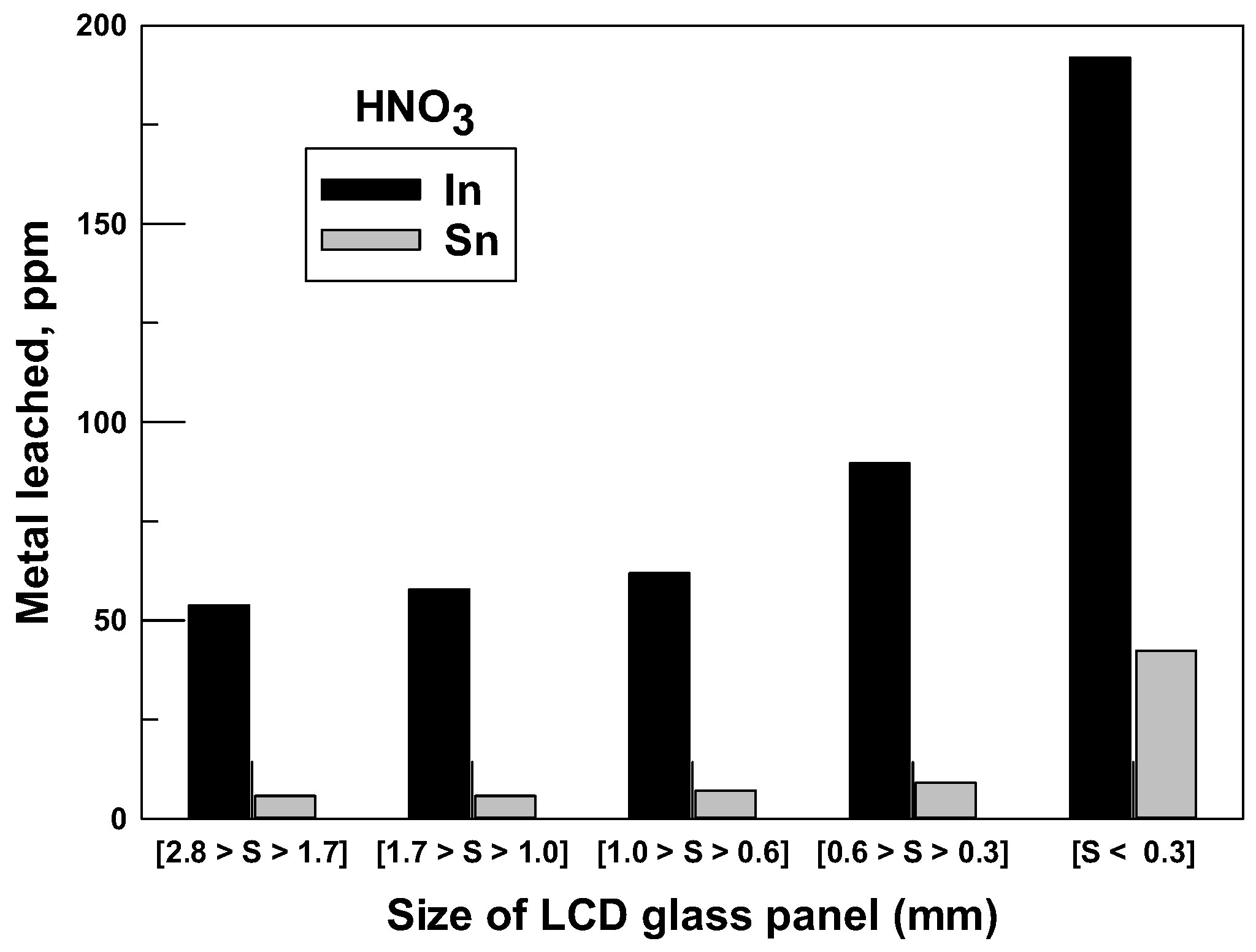
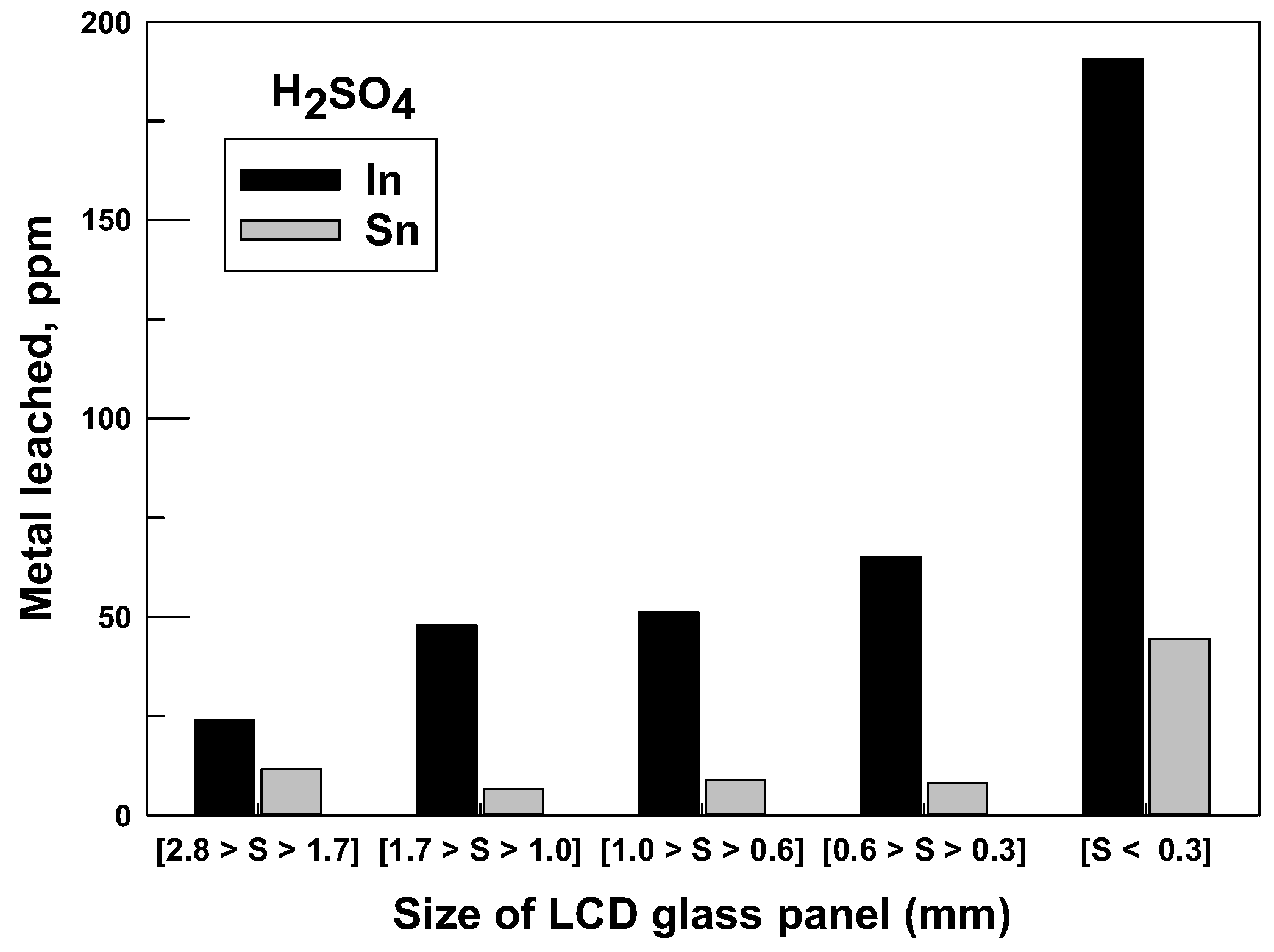
3.2. Leaching of the Waste LCD Glass Cullet
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gartner, Market Trends: Worldwide, EMS and ODM TV Production 2011. Available online: https://www.gartner.com/guest/purchase/registration?resId=1760714&srcId=1-3478922230 (accessed on 21 March 2018).
- Zhang, K.; Wu, Y.; Wang, W.; Li, B.; Zhang, Y.; Zuo, T. Recycling indium from waste LCDs: A review. Resour. Conserv. Recycl. 2015, 104, 276–290. [Google Scholar] [CrossRef]
- Polinares. Fact Sheet: Indium 2012. Available online: http://s3.amazonaws.com/zanran_storage/www.polinares.eu/ContentPages/2554902649.pdf (accessed on 12 August 2015).
- Rocchetti, L.; Amato, A.; Fonti, V.; Ubaldini, S.; De Michelis, I.; Kopacek, B.; Vegliò, F.; Beolchini, F. Cross-current leaching of indium from end-of-life LCD panels. Waste Manag. 2015, 42, 180–187. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.-H.; Jeong, M.-K.; Fatih Kilicaslan, M.; Lee, J.-H.; Hong, H.-S.; Hong, S.-J. Recovery of indium from used LCD panel by a time efficient and environmentally sound method assisted HEBM. Waste Manag. 2013, 33, 730–734. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.-Y. A study of the effects of LCD glass sand on the properties of concrete. Waste Manag. 2009, 29, 335–341. [Google Scholar] [CrossRef] [PubMed]
- Swain, B.; Mishra, C.; Hong, H.S.; Cho, S.-S. Treatment of indium-tin-oxide etching wastewater and recovery of In, Mo, Sn and Cu by liquid-liquid extraction and wet chemical reduction: A laboratory scale sustainable commercial green process. Green Chem. 2015, 17, 4418–4431. [Google Scholar] [CrossRef]
- Swain, B.; Mishra, C.; Hong, H.S.; Cho, S.-S.; Lee, S.K. Commercial process for the recovery of metals from ITO etching industry wastewater by liquid-liquid extraction: Simulation, analysis of mechanism, and mathematical model to predict optimum operational conditions. Green Chem. 2015, 17, 3979–3991. [Google Scholar] [CrossRef]
- Buchert, M.; Schüler, D.; Bleher, D. Sustainable Innovation and Technology Transfer Industrial Sector Studies, Critical Metals for Future Sustainable Technologies and Their Recycling Potentia; Öko-Institut e.V.: Darmstadt, Germany, 2009. [Google Scholar]
- Diana Bauer, D.D.; Li, J.; Sandalow, D. Critical Materials Strategy; U.S. Department of Energy (DOE): Washington, WA, USA, 2011.
- European Commission. Report on critical raw materials for the EU. In Report of the Ad Hoc Working Group on Defining Critical Raw Materials; European Commission, DG Internal Market, Industry, Entrepreneurship and SMEs Communication: Brussels, Belgium, 2014. [Google Scholar]
- Roderick, A.S.C.; Eggert, G.; Freiman, S.W.; Graedel, T.E.; Meyer, D.A.; Terrence, B.M.M.; McNulty, P.; Poulton, M.M.; Surges, L.J.; Eide, E.A.; et al. Minerals, Critical Minerals, and the U.S. Economy; The National Research Council, The National Academy of Sciences: Washington, WA, USA, 2007. [Google Scholar]
- Jaffe, R.; Price, J.; Ceder, G.; Eggert, R.; Graedel, T.; Gschneidner, K.; Hitzman, M.; Houle, F.; Hurd, A.; Kelley, R.; et al. Energy Critical Elements, Securing Materials for Emerging Technologies; American Physical Society: Washington, WA, USA, 2011. [Google Scholar]
- Graedel, T.E.; Allwood, J.; Birat, J.-P.; Buchert, M.; Hagelüken, V.; Reck, B.K.; Sibley, S.F.; Sonnemann, G. What do we know about metal recycling rates? J. Ind. Ecol. 2011, 15, 355–366. [Google Scholar] [CrossRef]
- Graedel, T.E.; Allwood, J.; Birat, J.-P.; Reck, B.K.; Sibley, S.F.; Sonnemann, G.; Buchert, M.; Hagelüken, C. Recycling rates of metals—A status report. In International Resources Panel; United Nations Environment Programme (UNEP): Nairobi, Kenya, 2011. [Google Scholar]
- Alfantazi, A.M.; Moskalyk, R.R. Processing of indium: A review. Miner. Eng. 2003, 16, 687–694. [Google Scholar] [CrossRef]
- Li, J.; Gao, S.; Duan, H.; Liu, L. Recovery of valuable materials from waste liquid crystal display panel. Waste Manag. 2009, 29, 2033–2039. [Google Scholar] [CrossRef] [PubMed]
- Kolias, K.; Hahladakis, J.N.; Gidarakos, E. Assessment of toxic metals in waste personal computers. Waste Manag. 2014, 34, 1480–1487. [Google Scholar] [CrossRef] [PubMed]
- European-Union. Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on Waste Electrical and Electronic Equipment (WEEE). Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=uriserv:OJ.L_.2012.197.01.0038.01.ENG (accessed on 21 March 2018).
- European-Union. Directive 2011/65/EU of the European Parliament and of the Council of 8 June 2011 on the Restriction of the Use of Certain Hazardous Substances in Electrical and Electronic Equipment. Available online: http://eur-lex.europa.eu/legal-content/EN/ALL/?uri=CELEX:52017PC0038 (accessed on 21 March 2018).
- Swain, B.; Mishra, C.; Lee, C.G.; Park, K.-S.; Lee, K.-J. Valorization of GaN based metal-organic chemical vapor deposition dust a semiconductor power device industry waste through mechanochemical oxidation and leaching: A sustainable green process. Environ. Res. 2015, 140, 704–713. [Google Scholar] [CrossRef] [PubMed]
- Park, J.-C. The recovery of indium metal from ITO-scrap using hydrothermal reaction in alkaline solution. Bull. Korean Chem. Soc. 2011, 32, 3796–3798. [Google Scholar] [CrossRef]
- Duan, Y.; Liu, J.; Ma, L.; Li, N.; Liu, H.; Wang, J.; Zheng, L.; Liu, C.; Wang, X.; Zhao, X.; et al. Toxicological characteristics of nanoparticulate anatase titanium dioxide in mice. Biomaterials 2010, 31, 894–899. [Google Scholar] [CrossRef] [PubMed]
- Hsieh, S.-J.; Chen, C.-C.; Say, W.C. Process for recovery of indium from ITO scraps and metallurgic microstructures. Mater. Sci. Eng. B 2009, 158, 82–87. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Z.; Li, Q.; Liu, Z.; Zeng, L. Recovery of indium from used indium–tin oxide (ITO) targets. Hydrometallurgy 2011, 105, 207–212. [Google Scholar] [CrossRef]
- Virolainen, S.; Ibana, D.; Paatero, E. Recovery of indium from indium tin oxide by solvent extraction. Hydrometallurgy 2011, 107, 56–61. [Google Scholar] [CrossRef]
- Kang, H.N.; Lee, J.-Y.; Kim, J.-Y. Recovery of indium from etching waste by solvent extraction and electrolytic refining. Hydrometallurgy 2011, 110, 120–127. [Google Scholar] [CrossRef]
- Liu, H.-M.; Wu, C.-C.; Lin, Y.-H.; Chiang, C.-K. Recovery of indium from etching wastewater using supercritical carbon dioxide extraction. J. Hazard. Mater. 2009, 172, 744–748. [Google Scholar] [CrossRef] [PubMed]
- Savvilotidou, V.; Hahladakis, J.N.; Gidarakos, E. Leaching capacity of metals–metalloids and recovery of valuable materials from waste LCDs. Waste Manag. 2015, 45, 314–324. [Google Scholar] [CrossRef] [PubMed]
- Dodbiba, G.; Nagai, H.; Wang, L.P.; Okaya, K.; Fujita, T. Leaching of indium from obsolete liquid crystal displays: Comparing grinding with electrical disintegration in context of LCA. Waste Manag. 2012, 32, 1937–1944. [Google Scholar] [CrossRef] [PubMed]
- Ueberschaar, M.; Schlummer, M.; Jalalpoor, D.; Kaup, N.; Rotter, V. Potential and Recycling Strategies for LCD Panels from WEEE. Recycling 2017, 2, 7. [Google Scholar] [CrossRef]
- Zhang, K.; Li, B.; Wu, Y.; Wang, W.; Li, R.; Zhang, Y.-N.; Zuo, T. Recycling of indium from waste LCD: A promising non-crushing leaching with the aid of ultrasonic wave. Waste Manag. 2017, 64, 236–243. [Google Scholar] [CrossRef] [PubMed]
- Swain, B.; Mishra, C.; Hong, H.S.; Cho, S.-S. Beneficiation and recovery of indium from liquid-crystal-display glass by hydrometallurgy. Waste Manag. 2016, 57, 207–214. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ASTM E11 Sieve | Aperture (mm) |
|---|---|
| No. 7 | 2.8 |
| No. 12 | 1.7 |
| No. 18 | 1.0 |
| No. 30 | 0.6 |
| No. 50 | 0.3 |
| Sample | Weight (g) | Proportion (%) |
|---|---|---|
| Residue 1 | 921 | 33.6 |
| Sample 2.8 ≥ S > 1.7 mm | 164 | 6.0 |
| Sample 1.7 ≥ S > 1.0 mm | 301 | 11.0 |
| Sample 1.0 ≥ S > 0.6 mm | 512 | 18.7 |
| Sample 0.6 ≥ S > 0.3 mm | 390 | 14.3 |
| Sample S ≤ 0.3 mm | 450 | 16.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Swain, B.; Lee, C.G.; Hong, H.S. Value Recovery from Waste Liquid Crystal Display Glass Cullet through Leaching: Understanding the Correlation between Indium Leaching Behavior and Cullet Piece Size. Metals 2018, 8, 235. https://doi.org/10.3390/met8040235
Swain B, Lee CG, Hong HS. Value Recovery from Waste Liquid Crystal Display Glass Cullet through Leaching: Understanding the Correlation between Indium Leaching Behavior and Cullet Piece Size. Metals. 2018; 8(4):235. https://doi.org/10.3390/met8040235
Chicago/Turabian StyleSwain, Basudev, Chan Gi Lee, and Hyun Seon Hong. 2018. "Value Recovery from Waste Liquid Crystal Display Glass Cullet through Leaching: Understanding the Correlation between Indium Leaching Behavior and Cullet Piece Size" Metals 8, no. 4: 235. https://doi.org/10.3390/met8040235
APA StyleSwain, B., Lee, C. G., & Hong, H. S. (2018). Value Recovery from Waste Liquid Crystal Display Glass Cullet through Leaching: Understanding the Correlation between Indium Leaching Behavior and Cullet Piece Size. Metals, 8(4), 235. https://doi.org/10.3390/met8040235