Preparation and Melting of Scrap in Aluminum Recycling: A Review



Abstract
:1. Introduction
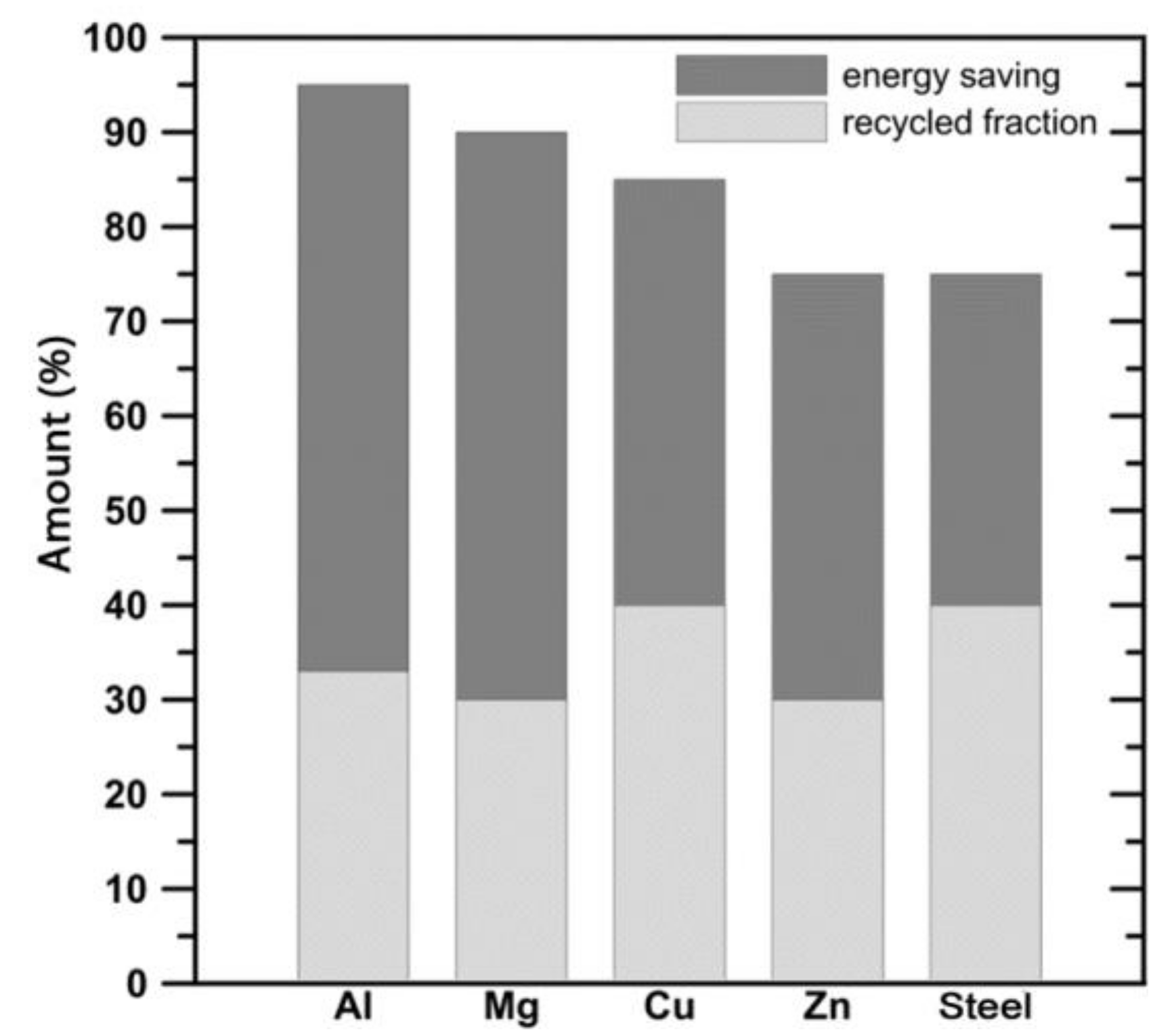
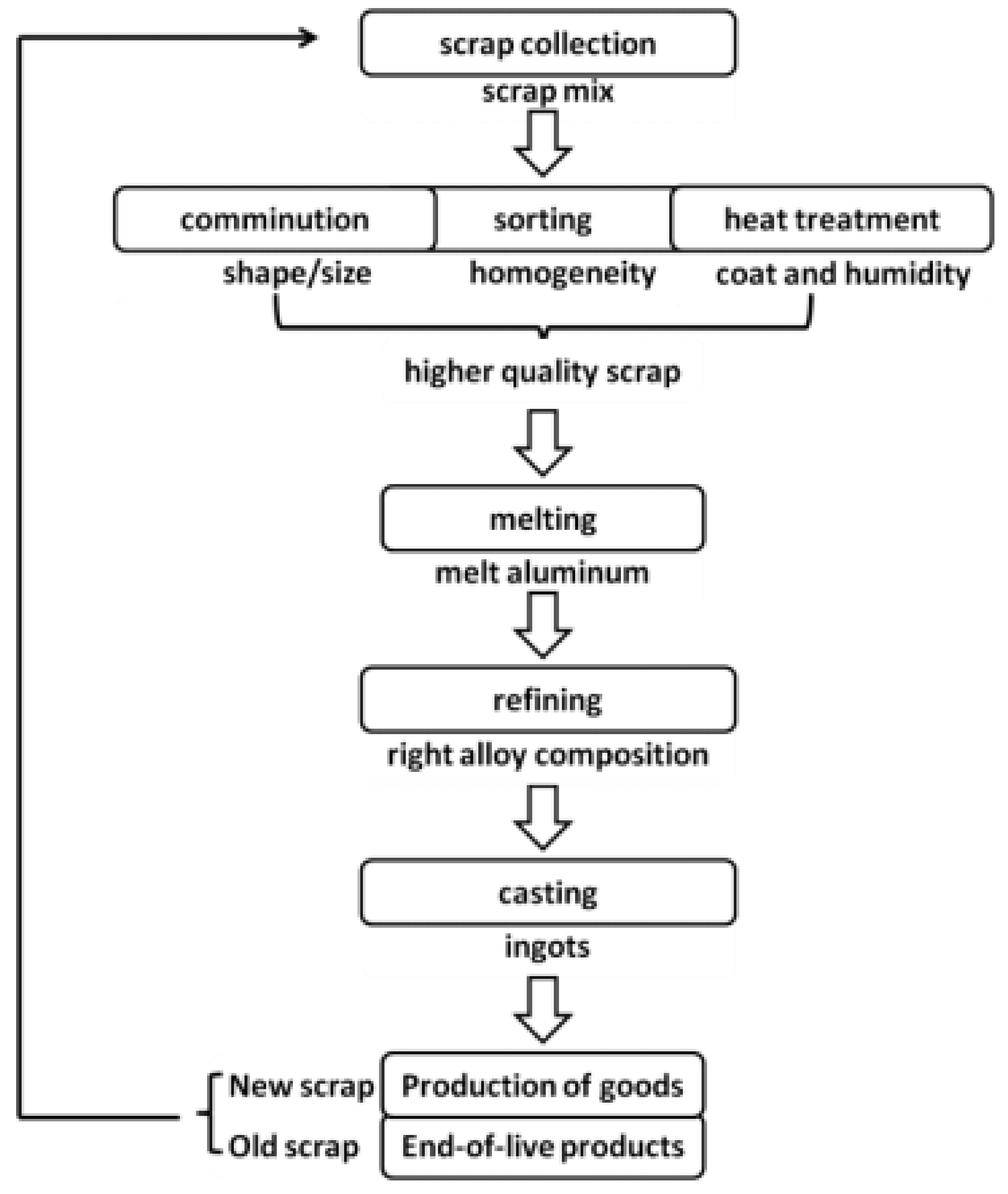
2. Recycling Strategy
3. Secondary Aluminum Alloys
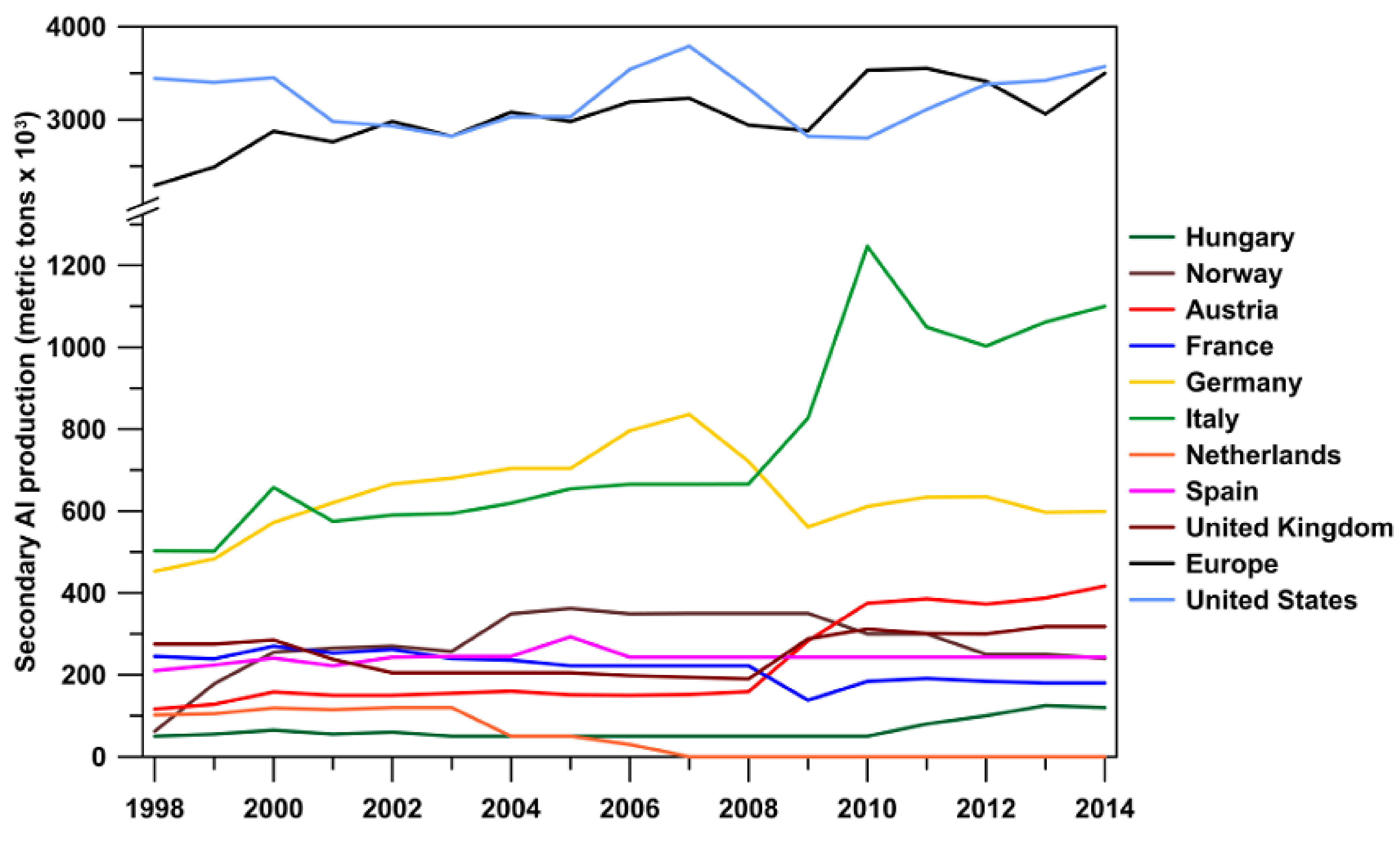
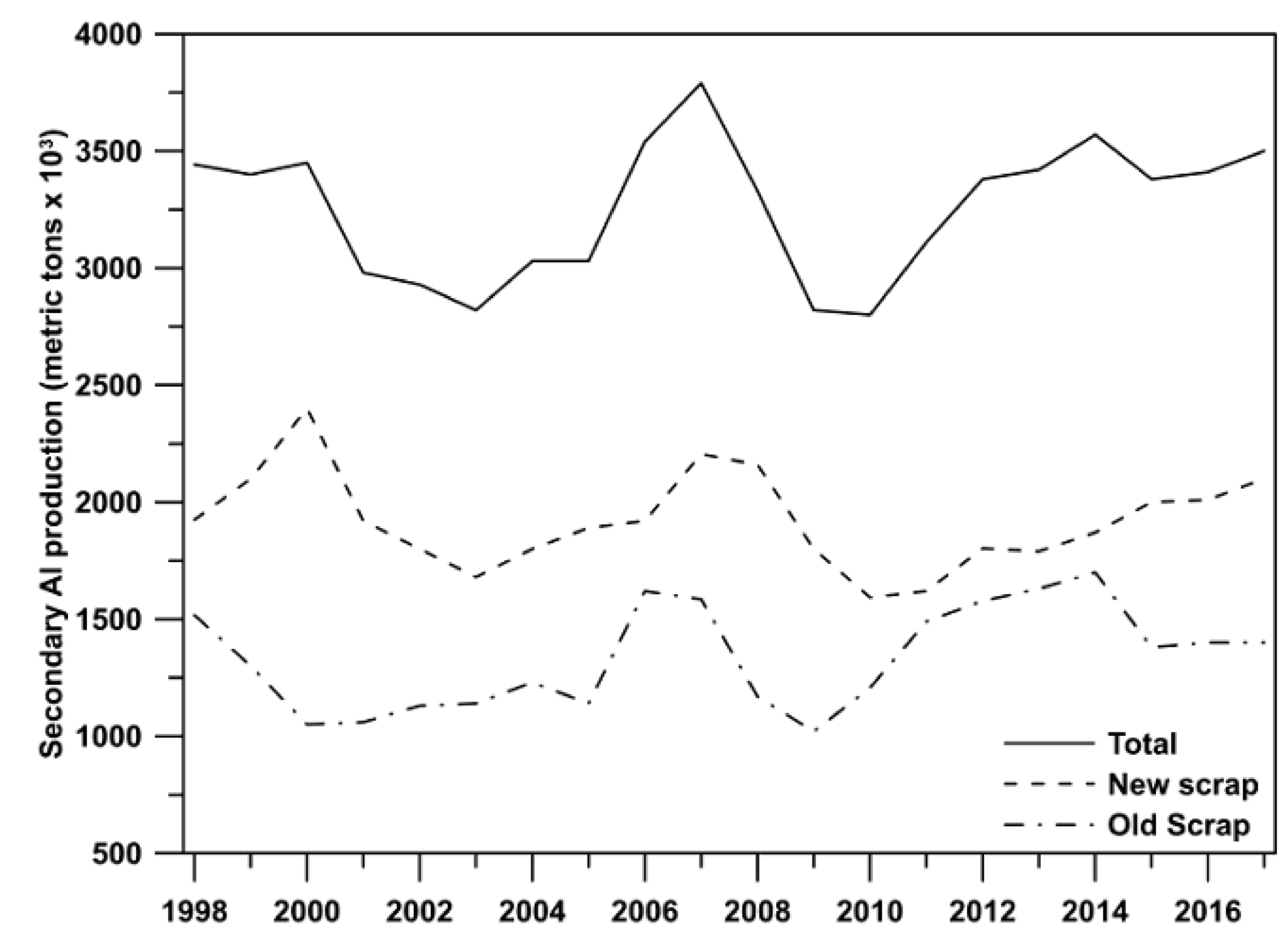
4. Industry and Recycling Trend
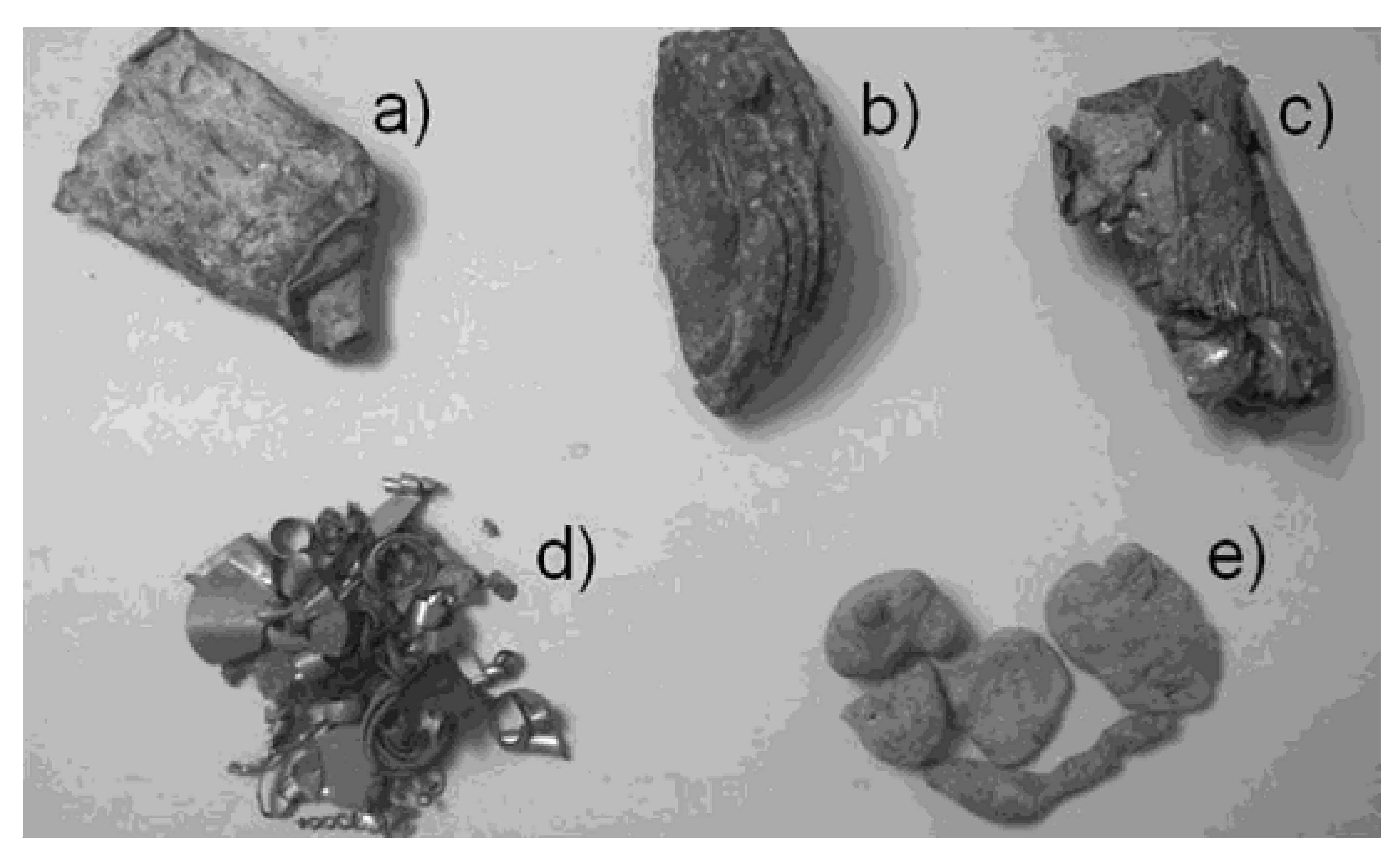
5. Raw Material: Al Scrap
6. Preliminary Treatments of Al Scrap
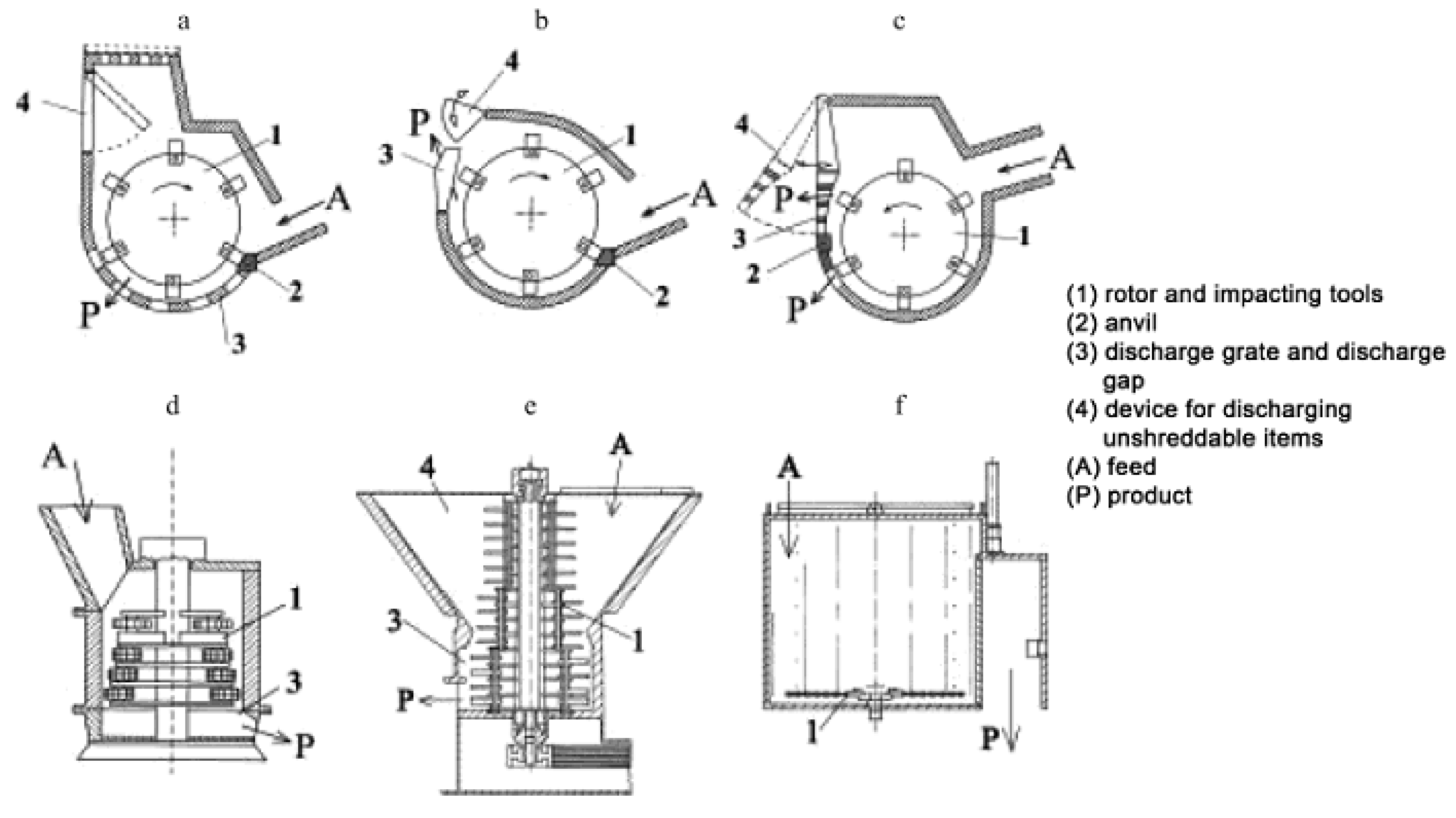
6.1. Comminution
- To obtain a proper distribution of scrap size, which is required by the subsequent steps;
- To increase the bulk density;
- To liberate components that form assemblies.
6.2. Sorting
6.2.1. Magnetic Separation
6.2.2. Air Separator
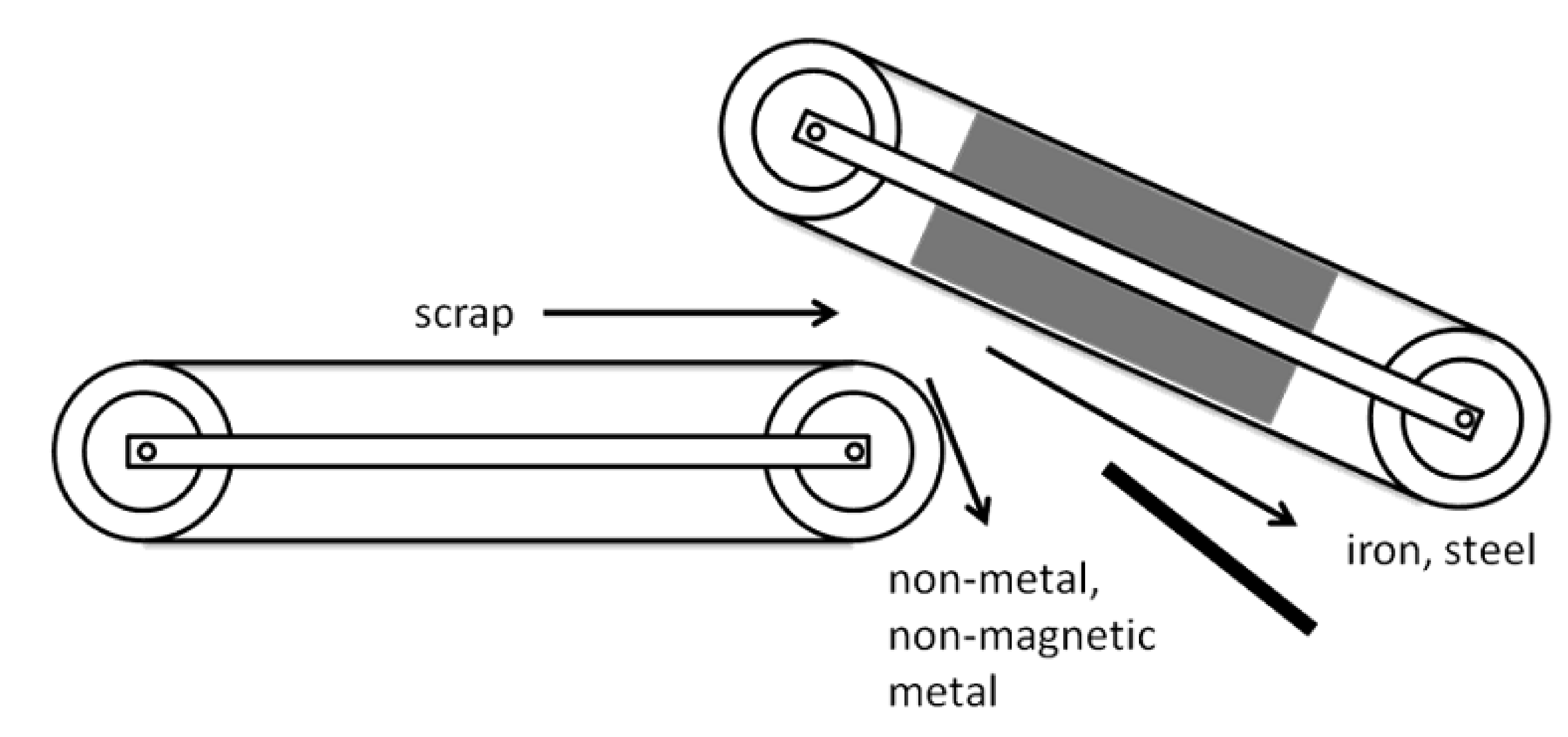
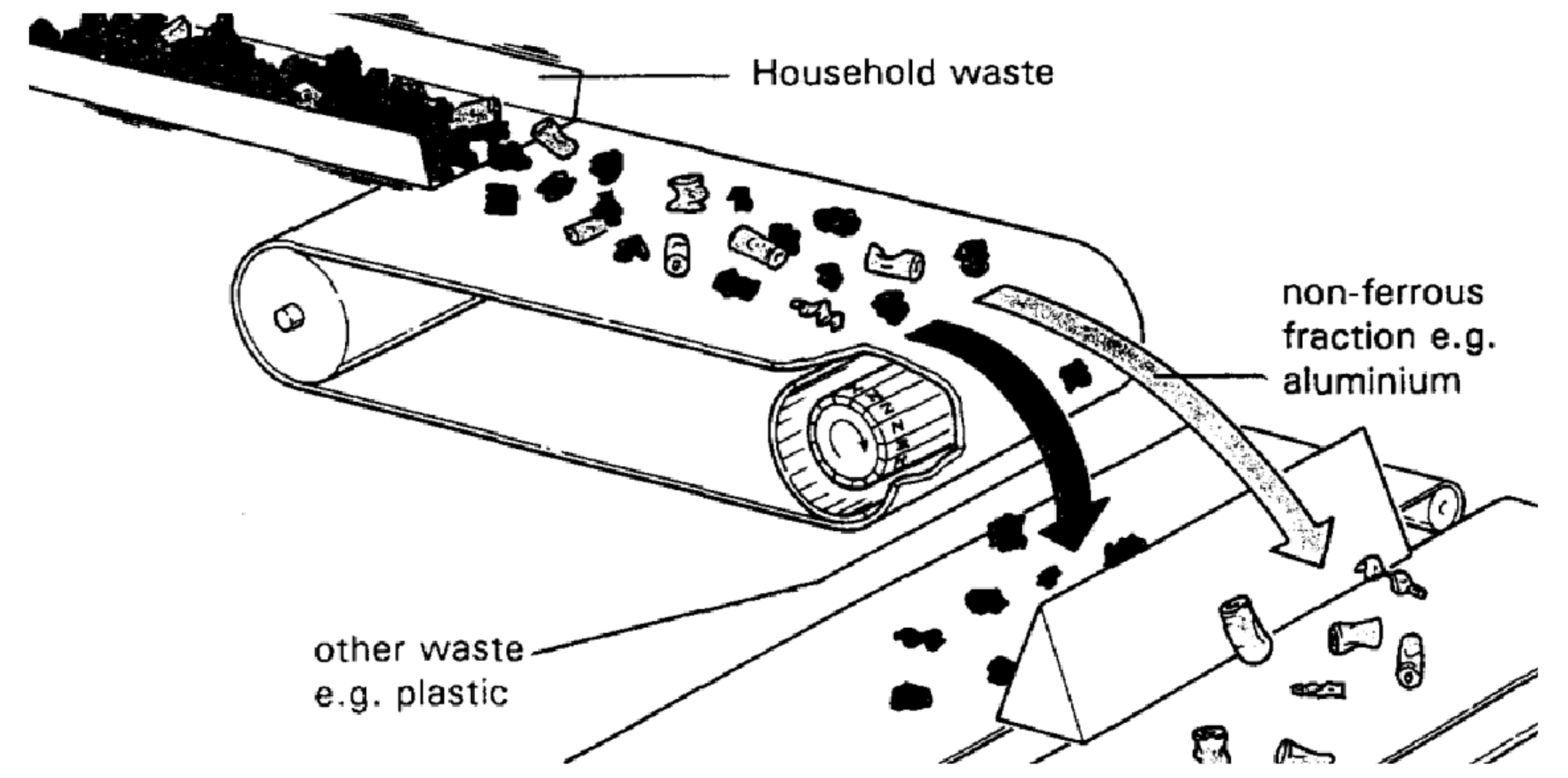
6.2.3. Eddy Current
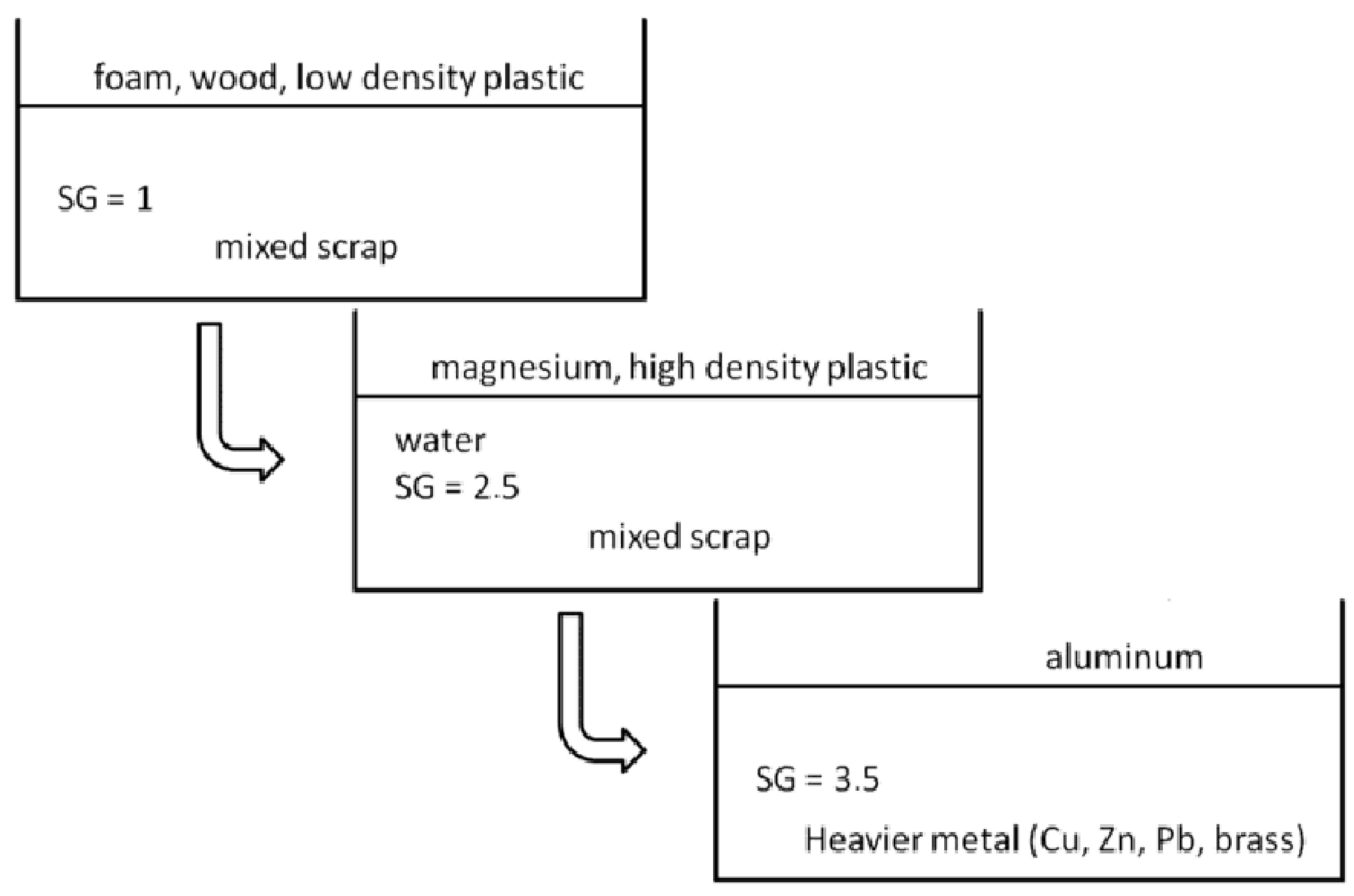
6.2.4. Dense Media Separator
6.2.5. Hand Sorting
6.2.6. Hot Crush
6.2.7. Innovative Sorting Solutions
6.3. Decoating
7. Melting Process of Al Scrap
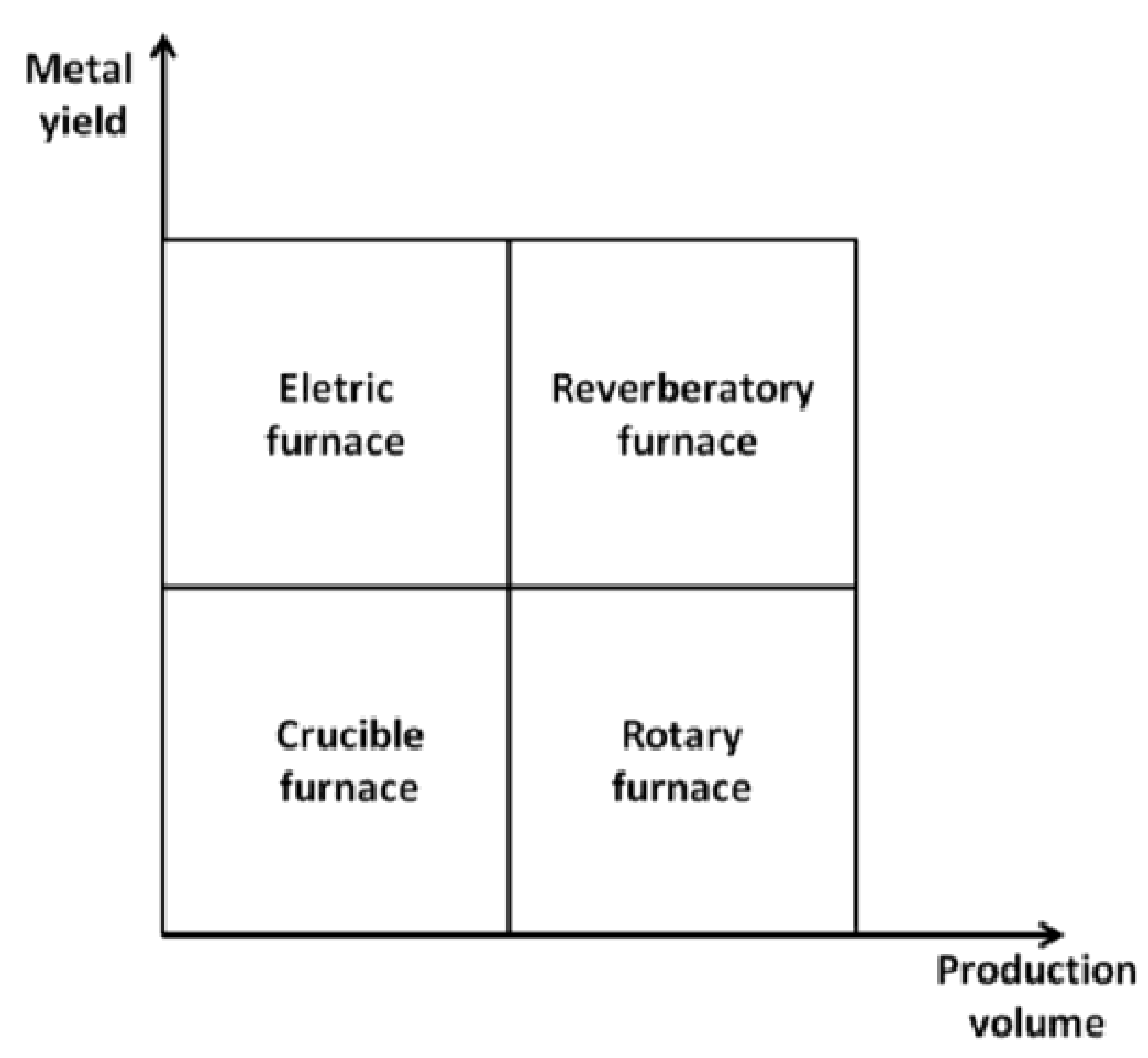
7.1. Furnace Selection
7.1.1. Electric Furnace
7.1.2. Reverberatory Furnace
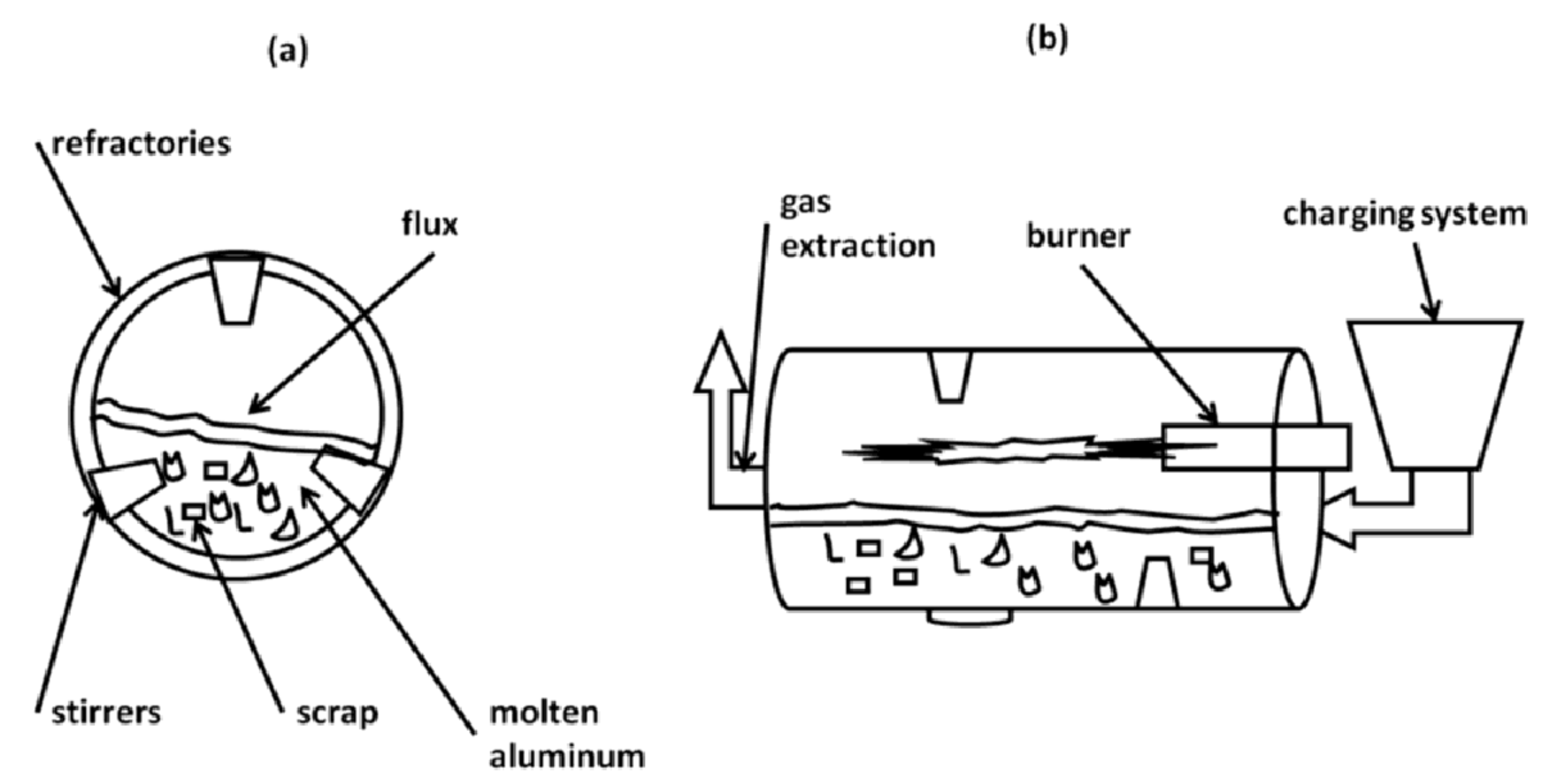
7.1.3. Rotary Furnace
7.2. Charging and Fluxing
8. Dross and Salt Slag
9. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ungureanu, C.A.; Das, S.K.; Jawahir, I.S. Life-cycle Cost Analysis: Aluminum versus Steel in Passenger Cars. In Aluminum Alloys for Transportation, Packaging, Aerospace, and Other Applications, 1st ed.; Das, K.S., Yin, W., Eds.; TMS: Pittsburgh, PA, USA, 2007; pp. 11–24. [Google Scholar]
- Totten, G.E.; MacKenzie, D.S. Handbook of Aluminum: Vol. 1: Physical Metallurgy and Processes, 1st ed.; CRC Press: New York, NY, USA, 2003; pp. 1–33. [Google Scholar]
- Metson, J. Production of Alumina. In Fundamentals of Aluminum Metallurgy, 1st ed.; Lumley, R., Ed.; Woodhead Publishing: Cambridge, UK, 2011; pp. 23–48. [Google Scholar]
- Nappi, C. The Global Aluminium Industry 40 Years from 1972; International Aluminium Institute: London, UK, 2013; pp. 1–27. [Google Scholar]
- Beck, T.R. A new energy-efficient and environmentally friendly process to produce aluminum. JOM 2013, 65, 267–271. [Google Scholar] [CrossRef]
- Antrekowitsch, H.; Hanko, G.; Ebner, P. Recycling of different types of magnesium scrap. In Magnesium Technology 2002, 1st ed.; Kaplan, H.I., Ed.; TMS: Pittsburgh, PA, USA, 2002; pp. 43–48. [Google Scholar]
- Bureau of International Recycling (BIR). Available online: www.bir.org (accessed on 15 December 2017).
- Blomberg, J.; Söderholm, P. The economics of secondary aluminium supply: An econometric analysis based on European data. Resour. Conserv. Recycl. 2009, 53, 455–463. [Google Scholar] [CrossRef]
- Sevigné-Itoiza, E.; Gasola, C.M.; Rieradevalla, J.; Gabarrella, X. Environmental consequences of recycling aluminum old scrap in a global market. Resour. Conserv. Recycl. 2014, 89, 94–103. [Google Scholar] [CrossRef]
- Huang, X.-L.; Badawy, A.E.; Arambewela, M.; Ford, R.; Barlaz, M.; Tolaymat, T. Characterization of salt cake from secondary aluminum production. J. Hazard. Mater. 2014, 273, 192–199. [Google Scholar] [CrossRef] [PubMed]
- CEN. Aluminium and Aluminium Alloys—Alloyed Ingots for Remelting—Specifications; EN 1676; CEN: Brussels, Belgium, 2010; pp. 1–14. [Google Scholar]
- Boin, U.M.J.; Bertram, M. Melting standardized aluminum scrap: A mass balance model for Europe. JOM 2005, 57, 26–33. [Google Scholar] [CrossRef]
- Leroy, C. Provision of LCI data in the European aluminium industry Methods and examples. Int. J. Life Cycle Assess. 2009, 14, S10–S44. [Google Scholar] [CrossRef]
- Modaresi, R.; Muller, D.B. The role of automobiles for the future of aluminum recycling. Environ. Sci. Technol. 2012, 46, 8587–8594. [Google Scholar] [CrossRef] [PubMed]
- Das, S.K.; Green, J.A.S.; Kaufman, J.G. The development of recycle-friendly automotive aluminum alloys. JOM 2007, 59, 47–51. [Google Scholar] [CrossRef]
- Schwarz, H.G. Aluminum Production and Energy. Encycl. Energy 2004, 1, 81–95. [Google Scholar]
- Emes, C.B. Improvements in metal quality and operating efficiency through furnace design. Alum. Int. Today 2002, 14, 25–32. [Google Scholar]
- Timelli, G.; Fiorese, E. Methods to neutralize the effects of iron in Al-Si foundry alloys. Metall. Ital. 2011, 103, 9–23. [Google Scholar]
- International Minerals Statistics and Information (USGS). Available online: http://minerals.usgs.gov/minerals/pubs/country/ (accessed on 15 February 2018).
- European Aluminium Association (EAA). Aluminium Beverage Can Recycling at New Record High. Available online: https://european-aluminium.eu (accessed on 10 February 2018).
- Kelly, S.; Apelian, D. Grave-to-gate: Automotive aluminum recycling at end-of-life. Light Metal Age 2017, 75, 40–43. [Google Scholar]
- CEN. Aluminium and Aluminium Alloys—Terms and Definitions—Part 3: Scrap; EN 12258; CEN: Brussels, Belgium, 2013; p. 2. [Google Scholar]
- CEN. Aluminium and Aluminium Alloys—Scrap; EN 13920; CEN: Brussels, Belgium, 2003. [Google Scholar]
- Metal on Market. Available online: www.metalonmarket.com (accessed on 15 December 2017).
- Zolotoresky, V.S.; Belov, N.A.; Glazoff, M.V. Modelling of aluminium scrap melting in a rotary furnace. Miner. Eng. 2006, 19, 299–308. [Google Scholar]
- Castro, M.B.G.; Remmerswaal, J.A.M.; Reuter, M.A.; Boin, U.J.M. A thermodynamic approach to the compatibility of materials combinations for recycling. Resour. Conserv. Recycl. 2004, 43, 1–19. [Google Scholar] [CrossRef]
- Schubert, G.; Bernotat, S. Comminution of non-brittle materials. Int. J. Miner. Process. 2004, 74, S19–S30. [Google Scholar] [CrossRef]
- Schubert, G.; Sander, S.; Timmel, G. Characterisation of fragments produced by the comminution of metals especially considering the fragment shape. Powder Technol. 2002, 122, 177–187. [Google Scholar]
- Woldt, D.; Schubert, G.; Jäckel, H.-G. Size reduction by means of low-speed rotary shears. Int. J. Miner. Process. 2004, 74, S405–S415. [Google Scholar] [CrossRef]
- Wustenberg, D.; Kasper, J. Required energy and structural breakdown at the process of dynamic cutting—Comminution of polypropylene and aluminium. Int. J. Miner. Process. 2004, 74, S417–S424. [Google Scholar] [CrossRef]
- Schubert, G.; Sander, S.; Jäckel, H.G. The fundamentals of the comminution of metals in shredders of the swing-hammer type. Int. J. Miner. Process. 2004, 74, S385–S393. [Google Scholar]
- Sander, S.; Schubert, G. Size reduction of metals by means of swing-hammer shredders. Chem. Eng. Technol. 2003, 26, 409–415. [Google Scholar] [CrossRef]
- Cui, L.; An, L.; Gong, W. Effects of process parameters on the comminution capability of high pressure water jet mill. Int. J. Miner. Process. 2006, 81, 113–121. [Google Scholar] [CrossRef]
- Kuyumcu, H.Z.; Rolf, L. Application of high-pressure waterjets for comminution. Int. J. Miner. Process. 2004, 74, S191–S198. [Google Scholar] [CrossRef]
- Castro, M.B.; Remmerswaal, J.A.M.; Brezet, J.C.; Van Schaik, A.; Reuter, M.A. A simulation model of the comminution–liberation of recycling streams: Relationships between product design and the liberation of materials during recycling. Int. J. Miner. Process. 2005, 75, 255–281. [Google Scholar] [CrossRef]
- Gaustada, G.; Olivetti, E.; Kirchainb, R. Improving aluminum recycling: A survey of sorting and impurity removal technologies. Resour. Conserv. Recycl. 2012, 58, 79–87. [Google Scholar] [CrossRef]
- Li, P.; Dahmus, J.; Guldberg, S.; Riddervold, H.O.; Kirchain, R. How Much Sorting Is Enough Identifying Economic and Scrap-Reuse Benefits of Sorting Technologies. J. Ind. Ecol. 2011, 15, 743–753. [Google Scholar] [CrossRef]
- Bell, S.; Davis, B.; Javaid, A.; Essadiqi, E. Final Report on Scrap Management, Sorting and Classification of Aluminum; Report No. 2003–22(CF); Government of Canada: Ottawa, ON, Canada, 2003.
- Schlesinger, M.E. Aluminum Recycling, 1st ed.; CRC Press: Boca Raton, FL, USA, 2007; pp. 63–65, 71–75. [Google Scholar]
- Nijhof, G.H. Aluminium separation out of household waste using the Eddy Current technique and re-use of the metal fraction. Resour. Conserv. Recycl. 1994, 10, 161–169. [Google Scholar] [CrossRef]
- Mesina, M.B.; De Jong, T.P.R.; Dalmijn, W.L. Improvements in separation of non-ferrous scrap metals using an electromagnetic sensor. Phys. Sep. Sci. Eng. 2003, 12, 87–101. [Google Scholar] [CrossRef]
- Coates, G.; Rahimifard, S. Modelling of post-fragmentation waste stream processing within UK shredder facilities. Waste Manag. 2009, 29, 44–53. [Google Scholar] [CrossRef] [PubMed]
- Rao, B.V.; Kapur, P.C.; Konnur, R. Modeling the size–density partition surface of dense-medium separators. Int. J. Miner. Process. 2003, 72, 443–453. [Google Scholar]
- De Jong, T.P.R.; Dalmijn, W.L. Improving jigging results of non-ferrous car scrap by application of an intermediate layer. Int. J. Miner. Process. 1997, 49, 59–72. [Google Scholar] [CrossRef]
- Spencer, D.B. The high-speed identification and sorting of nonferrous scrap. JOM 2005, 57, 46–51. [Google Scholar] [CrossRef]
- Brown, R.D.J.; Ambrose, F.; Montagna, D. Separation of Cast and Wrought Aluminum Alloys by Thermomechanical Processing; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1985.
- Comtois, R.; Jansen, T. Automated XRF technology for advanced separation. In Proceedings of the Sensorgestützte Sortierung, Aachen, Germany, 28–30 March 2008; pp. 53–54. [Google Scholar]
- Austin Al—Automation & Instrumentation. Available online: www.austinai.com (accessed on 7 November 2017).
- Werheit, P.; Noll, R.; Fricke-Begemann, C.; Erdmann, T.; Gesing, M.; Pichat, A.; Makowe, J. Fully automated LIBS sorting system for single particle analysis in metal recycling. In Proceedings of the Sensor Based Sorting, Aachen, Germany, 17–19 April 2012; Available online: https://www.parilas.eu/content/dam/parilas/en/documents/publications/Presentation_Sensor_Based_Sorting_2012_rev12_wp.pdf (accessed on 5 December 2017).
- Werheit, P.; Fricke-Begemann, C.; Gesing, M.; Noll, R. Fast single piece identification with a 3D scanning LIBS for aluminium cast and wrought alloys recycling. J. Anal. At. Spectrom. 2011, 26, 2166–2174. [Google Scholar] [CrossRef]
- Schultz, P.B.; Wyss, R.K. Color sorting aluminum alloys for recycling-Part II. Plat. Surf. Finish. 2000, 87, 62–65. [Google Scholar]
- Koyanaka, S.; Kobayashi, K. Automatic sorting of lightweight metal scrap by sensing apparent density and three-dimensional shape. Resour. Conserv. Recycl. 2010, 54, 571–578. [Google Scholar] [CrossRef]
- Koyanaka, S.; Kobayashi, K.; Yamamoto, Y.; Kimurab, M.; Rokucho, K. Elemental analysis of lightweight metal scraps recovered by an automatic sorting technique combining a weight meter and a laser 3D shape-detection system. Resour. Conserv. Recycl. 2013, 75, 63–69. [Google Scholar] [CrossRef]
- Nishikawa, H.; Seo, K.; Katayama, S.; Takemoto, T. Application of Nd:YAG laser to aluminum alloy sorting. Mater. Trans. 2005, 46, 2641–2646. [Google Scholar] [CrossRef]
- Tsuchiya, K.; Goto, Y.; Hatano, T.; Owad, S.; Takasugi, A.; Kato, Y.; Funakoshi, T.; Tannno, H.; Yamazaki, H. Establishment of aluminum “Sash to Sash” Recycling by using XRT and XRF Sorters. In Proceedings of the 11th International Conference on Mining, Materials and Petroleum Engineering, Chiang Mai, Thailandia, 11–13 November 2013; Available online: http://mining.eng.cmu.ac.th/wp-content/uploads/2013/11/Mineral-Material-Processing_5_PaperID-113.pdf (accessed on 25 November 2017).
- Takezawa, T.; Uemoto, M.; Itoh, K. Combination of X-ray transmission and eddy-current testing for the closed-loop recycling of aluminum alloys. J. Mater. Cycles Waste Manag. 2015, 17, 84–90. [Google Scholar] [CrossRef]
- Mesina, M.B.; De Jong, T.P.R.; Dalmijn, W.L. Automatic sorting of scrap metals with a combined electromagnetic and dual energy X-ray transmission sensor. Int. J. Miner. Process. 2007, 82, 222–232. [Google Scholar] [CrossRef]
- Chen, X.-G.; Fortier, M. TiAlSi intermetallic formation and its impact on the casting processing in Al–Si alloys. J. Mater. Process. Technol. 2010, 210, 1780–1786. [Google Scholar] [CrossRef]
- Ghomashchi, R. The evolution of AlTiSi intermetallic phases in Ti-added A356 Al–Si alloy. J. Alloy Compd. 2012, 537, 255–260. [Google Scholar] [CrossRef]
- Feng, C.F.; Froyen, L. Formation of Al3Ti and Al2O3 from an Al-TiO2 system for preparing in-situ aluminium matrix composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 385–390. [Google Scholar] [CrossRef]
- Kvithyld, A.; Kaczorowski, J.; Engh, T.A. Microscope studies of thermal decoating of aluminium scrap. In Light Metals, Proceedings of the 133rd Technical TMS Annual Meeting, Carlotte, NC, USA, 14–18 March 2004; TMS: Pittsburgh, PA, USA, 2004; pp. 151–156. [Google Scholar]
- Wang, M.; Woo, K.-D.; Kim, D.-K.; Ma, L. Study on de-coating used beverage cans with thick sulfuric acid for recycle. Energy Convers. Manag. 2007, 48, 819–825. [Google Scholar] [CrossRef]
- Kvithyld, A.; Meskers, C.E.M.; Gaal, S.; Reuter, M.; Engh, T.A. Recycling Light Metals: Optimal Thermal De-coating. JOM 2008, 60, 47–51. [Google Scholar] [CrossRef]
- Rooy, E. Aluminum dross: Liability into opportunity. Light Metal Age 1995, 53, 40. [Google Scholar]
- Butnariu, I.; Butnariu, I.; Butnariu, D. Technological researches concerning a decrease in the losses due to the oxidation of remelted scrap from aluminum alloys. Mater. Sci. Forum 2010, 630, 71–74. [Google Scholar] [CrossRef]
- Chote, W.U.S. Energy Requirements for Aluminum Production: Historical Perspective, Theoretical Limits, and New Opportunities. In Aluminum Recycling and Processing for Energy Conservation and Sustainability, 1st ed.; Green, J.A.S., Ed.; ASM International: Materials Park, OH, USA, 2007; p. 210. ISBN 978-0-87170-859-5. [Google Scholar]
- Whiteley, B.E.P. A historical perspective of aluminium casthouse furnace developments. Mater. Sci. Forum 2011, 693, 73–79. [Google Scholar] [CrossRef]
- Newman, P. Dry heath melting furnace. Mater. Sci. Forum 2010, 630, 103–110. [Google Scholar] [CrossRef]
- De Groot, J.; Migchielsen, J. Multi chamber melting furnaces for recycling of aluminium scrap. In Aluminium Cast House Technology VIII, 1st ed.; Whiteley, P.R., Ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2010; pp. 57–70. [Google Scholar]
- Peel, A.M.; Herbert, J.; Roth, D.; Collins, M.J. Furnace operations to reduce dross generation. Mater. Sci. Forum 2010, 630, 45–52. [Google Scholar] [CrossRef]
- Campbell, P. The benefits of forced circulation for aluminium reverberatory furnaces. Mater. Sci. Forum 2010, 630, 111–117. [Google Scholar] [CrossRef]
- Velasco, E.; Nino, J. Recycling of aluminium scrap for secondary Al-Si alloys. Waste Manag. Res. 2011, 29, 686–693. [Google Scholar] [CrossRef] [PubMed]
- Khoei, A.R.; Masters, I.; Gethin, D.T. Numerical modelling of the rotary furnace in aluminium recycling processes. J. Mater. Process. Technol. 2003, 139, 567–572. [Google Scholar] [CrossRef]
- Nieckele, A.O.; Naccache, M.F.; Gomes, M.S.P. Combustion performance of an aluminum melting furnace operating with natural gas and liquid fuel. Appl. Therm. Eng. 2011, 31, 841–851. [Google Scholar] [CrossRef]
- Wang, J.; Xu, P.; Yan, H.; Zhou, J.; Li, S.; Gui, G.; Li, W. Burner effects on melting process of regenerative aluminum melting furnace. Trans. Nonferrous Met. Soc. China 2013, 23, 3125–3136. [Google Scholar] [CrossRef]
- Girard, G.; Barresi, J.; Dupuis, C.; Riverin, G. Furnace operation: “A gold mine in your casthouse”. Mater. Sci. Forum 2010, 630, 77–84. [Google Scholar] [CrossRef]
- Gallo, R. Development, evaluation and application of granular and powder fluxes in trasfer ladles, crucible and reverberatory furnace. Foundry Pract. 2002, 237, 8–16. [Google Scholar]
- Ozer, G.; Yuksel, C.; Comert, Z.Y.; Guler, K.A. The effects of process parameters on the recycling efficiency of used aluminium beverage cans (UBCs). Materialpruefung 2013, 55, 396–400. [Google Scholar] [CrossRef]
- Thoraval, M.; Friedrich, B. Metal entrapment in slag during the aluminium recycling process in tilting rotary furnace. In Proceedings of the European Metallurgical Conference, Dusseldorf, Germany, 14–17 June 2015; pp. 359–367. Available online: http://www.metallurgie.rwth-aachen.de/new/images/pages/publikationen/thoraevael_emc_id_3415.pdf (accessed on 3 December 2017).
- Besson, S.; Pichat, A.; Xolin, E.; Chartrand, P.; Friedrich, B. Improving coalescence in Al-Recycling by salt optimization. In Proceedings of the European Metallurgical Conference, Dusseldorf, Germany, 26–29 June 2011; pp. 1–16. Available online: http://www.metallurgie.rwth-aachen.de/new/images/pages/publikationen/besson_emc2011_id_8928.pdf (accessed on 5 January 2018).
- Tenorio, J.A.S.; Espinosa, D.C.R. Effect of salt/oxide interaction on the process of aluminum recycling. J. Light Met. 2002, 2, 89–93. [Google Scholar] [CrossRef]
- Majidi, O.; Shabestari, S.G.; Aboutalebi, M.R. Study of fluxing temperature in molten aluminum refining process. J. Mater. Process. Technol. 2007, 182, 450–455. [Google Scholar] [CrossRef]
- Utigard, T.A.; Friesen, K.; Roy, R.R.; Lim, J.; Silny, A.; Dupuis, C. Properties and uses of fluxes in molten aluminum processing. JOM 1998, 50, 38–43. [Google Scholar] [CrossRef]
- Red Mud Project. Available online: www.redmud.org (accessed on 7 January 2018).
- Hwang, J.Y.; Huang, X.; Xu, Z. Recovery of metals from aluminum dross and saltcake. J. Miner. Mater. Charact. Eng. 2006, 5, 47–62. [Google Scholar] [CrossRef]
- Tsakiridis, P.E. Aluminium salt slag characterization and utilization–A review. J. Hazard. Mater. 2012, 217–218, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Environmental Protection Agency. European Waste Catalogue and Hazardous Waste List; Environmental Protection Agency: Johnstown Castle, Ireland, 2002; Available online: www.nwcpo.ie/forms/EWC_code_book.pdf (accessed on 7 January 2018).
- Lorber, K.E.; Antrekowitsch, H. Treatment and disposal of residues from aluminium dross recovery. In Proceedings of the 2nd International Conference on Hazardous and Waste materials, Crete, Greece, 5–8 October 2010. [Google Scholar]
- Gil, A.; Korili, S.A. Management of the salt cake generated at secondary aluminium melting plants. In Environmental Management, 1st ed.; Sarkar, S., Ed.; InTech: Rijeka, Croatia, 2010; pp. 149–158. [Google Scholar]
- Stark, T.D.; Martin, J.W.; Gerbasi, G.T.; Thalhamer, T.; Gortner, R.E. Aluminum Waste Reaction Indicators in a Municipal Solid Waste Landfill. J. Geotech. Geoenviron. Eng. 2012, 138, 252–261. [Google Scholar] [CrossRef]
- Dai, C. Development of aluminum dross-based material for engineering application. Master’s Thesis, Worcester Polytechnic Institute, Worcester, MA, USA, 2012. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EN 13920 Part No. | Scrap | Metal Yield Lower Limit (%) | Metal Yield Avg. Value (%) | Oxides (%) | Foreign Material (%) | Cost [24] * (€/ton) |
|---|---|---|---|---|---|---|
| 2 | unalloyed aluminum | 0.95 | - | - | - | 1232–1332 |
| 3 | wire and cable | ≥0.95 | 97.7 | 1.3 | 0.5 | 1182–1282 |
| 4 | single wrought alloy | ≥0.95 | 97.2 | 1.8 | 1.8 | 1272–1377 |
| 5 | two or more wrought alloys—same family | ≥0.88 | 97.2 | 1.0 | 2.0 | 1172–1222 |
| 6 | two or more wrought alloys | ≥0.88 | 94.0 | 0.8 | 5.2 | - |
| 7 | Casting | ≥0.9 | 83.4 | 6.2 | 10.4 | - |
| 8 | Shredded (not separated) | ≥0.9 | - | - | - | - |
| 9 | shredded (separated) | ≥0.9 | 84.5 | 5.4 | 10.1 | - |
| 10 | used beverage cans | ≥0.88 | 94.0 | 0.8 | 5.2 | 770–820 |
| 11 | Al-Cu radiators | - | - | - | - | 2247–2297 |
| 12 | Turnings single alloy | ≥0.9 | 95.3 | 3.7 | 1.0 | 1192–1257 |
| 13 | mixed turnings | ≥0.9 | 84.0 | 3.3 | 12.8 | 1157–1207 |
| 14 | coated packaging | ≥0.28 | 71.5 | 3.8 | 24.7 | - |
| 15 | de-coated packaging | ≥0.8 | 86.1 | 12.9 | 1 | - |
| 16 | dross | ≥0.3 | 55.7 | 44.3 | - | 158–338 |
| Method | Separator Type | Physical Parameter | Desired Separation | Technology |
|---|---|---|---|---|
| Consolidated methods | magnetic separator | magnetic susceptibility | ferrous fraction, nickel-based alloy | magnetic drum, overhead belt magnet |
| air separator | mass | low density as paper, foam plastic | vertical zig-zag, air table, elutriator, air knives | |
| eddy current | conductivity | non-metal, and metal types | eddy current system, electromagnetic system | |
| dense media | density | non-metal and metal types | soak float, wet jig | |
| hand sorting | aspect | metal types and wrought-casting alloys | manual operation | |
| thermal | melting point | wrought-casting alloys | hot crush | |
| Innovative methods | elemental composition | vapor phase, plasma, x-ray energy, γ-ray energy | alloy type | LIBS, XRF, PGNAA * |
| image analysis | color and shape | alloy type | color, etch, 3D shape | |
| transmission | atomic number | alloy type | XRT * |
| Material | Density (kg/dm3) |
|---|---|
| Aluminum | 2.6–2.9 |
| Lead | 10.7–11.3 |
| Copper | 7.5–9.0 |
| Stainless steels | 7.5–7.7 |
| Brass and bronze | 5.2–7.2 |
| Zinc | 5.2–7.2 |
| Magnesium | 1.7–1.9 |
| Polyvinyl chloride | 1.4 |
| Polystyrene | 1.0–1.1 |
| Polypropylene | 0.9 |
| Rubber | 0.8–0.9 |
| Wood | 0.4–0.8 |
| Polymeric foam | 0.01–0.6 |
| Code | Title | Meaning |
|---|---|---|
| H3-A | Highly flammable | substances and preparations which, in contact with water or damp air, evolve highly flammable gases in dangerous quantities |
| H4 | Irritant | non-corrosive substances or preparations which through immediate prolonged or repeated contact with the skin or mucous membrane can cause inflammation |
| H5 | Harm-full | substances and preparations which, if they are inhaled or ingested or if they penetrate the skin, involve limited health risk |
| H13 | Leachable | substances and preparations capable by any means, after disposal, of yielding another substance |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Capuzzi, S.; Timelli, G. Preparation and Melting of Scrap in Aluminum Recycling: A Review. Metals 2018, 8, 249. https://doi.org/10.3390/met8040249
Capuzzi S, Timelli G. Preparation and Melting of Scrap in Aluminum Recycling: A Review. Metals. 2018; 8(4):249. https://doi.org/10.3390/met8040249
Chicago/Turabian StyleCapuzzi, Stefano, and Giulio Timelli. 2018. "Preparation and Melting of Scrap in Aluminum Recycling: A Review" Metals 8, no. 4: 249. https://doi.org/10.3390/met8040249
APA StyleCapuzzi, S., & Timelli, G. (2018). Preparation and Melting of Scrap in Aluminum Recycling: A Review. Metals, 8(4), 249. https://doi.org/10.3390/met8040249