Laser Powder Bed Fusion of a High Strength Al-Si-Zn-Mg-Cu Alloy

 ,
,  ,
,  ,
, 
 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Conclusions
- -
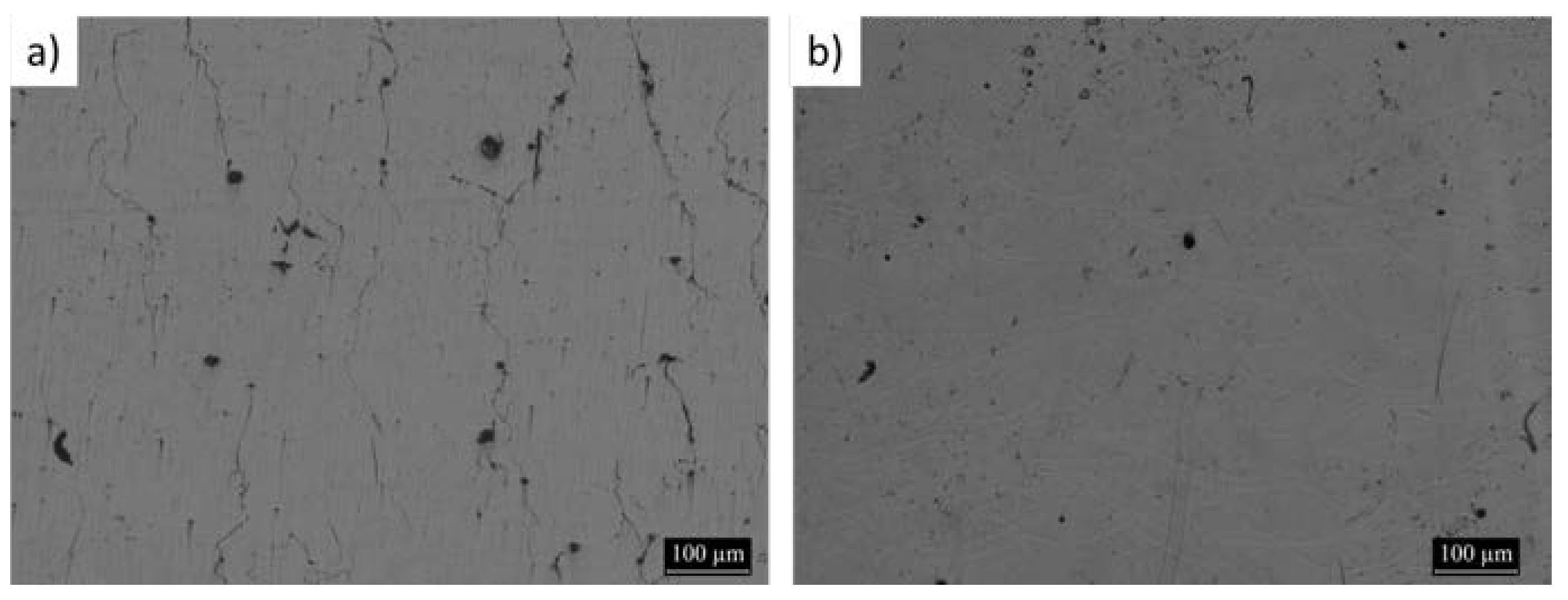
- The introduction of silicon in the 7075 alloy strongly reduces the solidification cracking probably by reducing the solidification range and the coefficient of thermal expansion.
- -
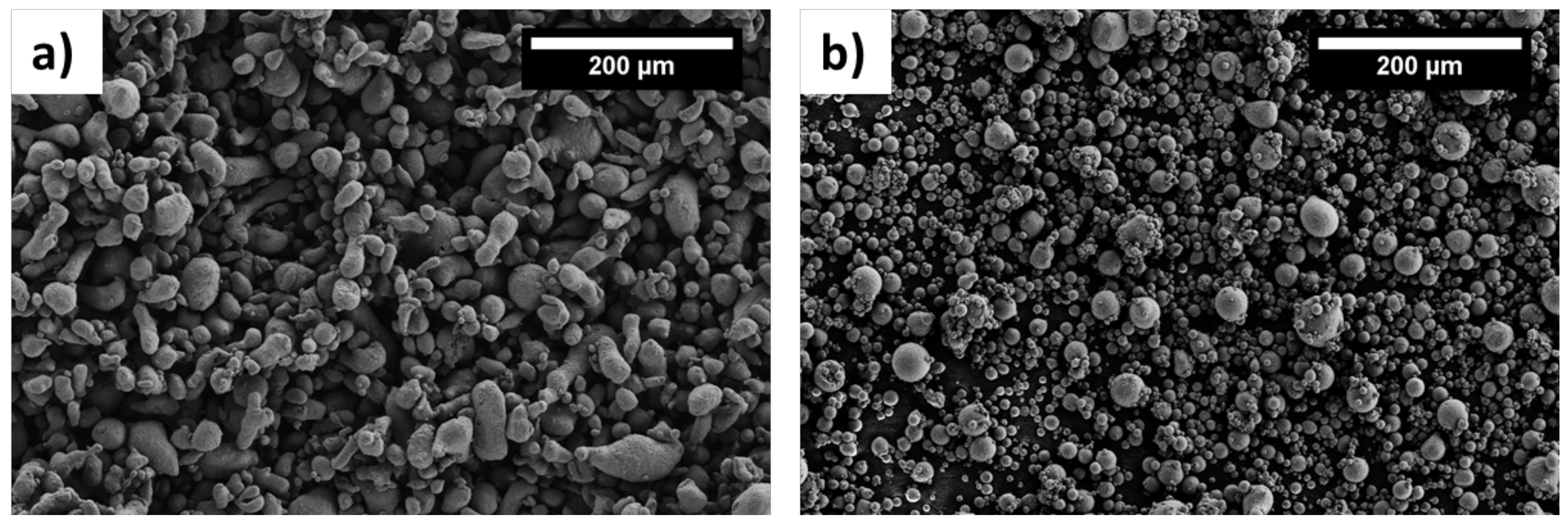
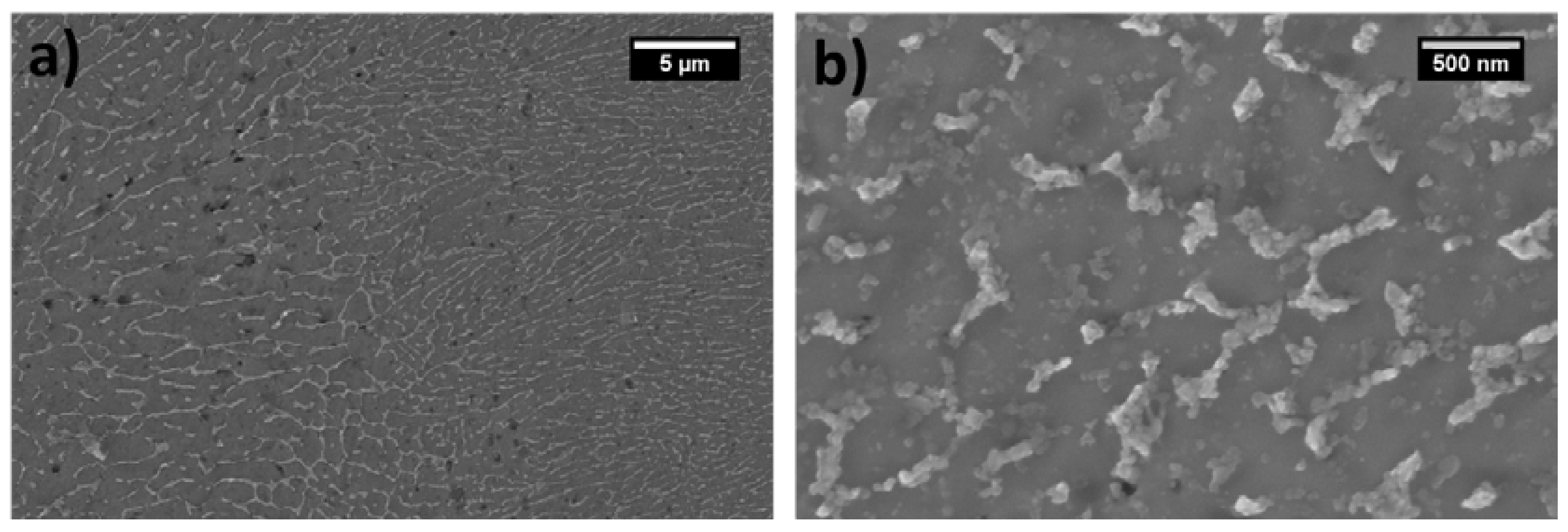
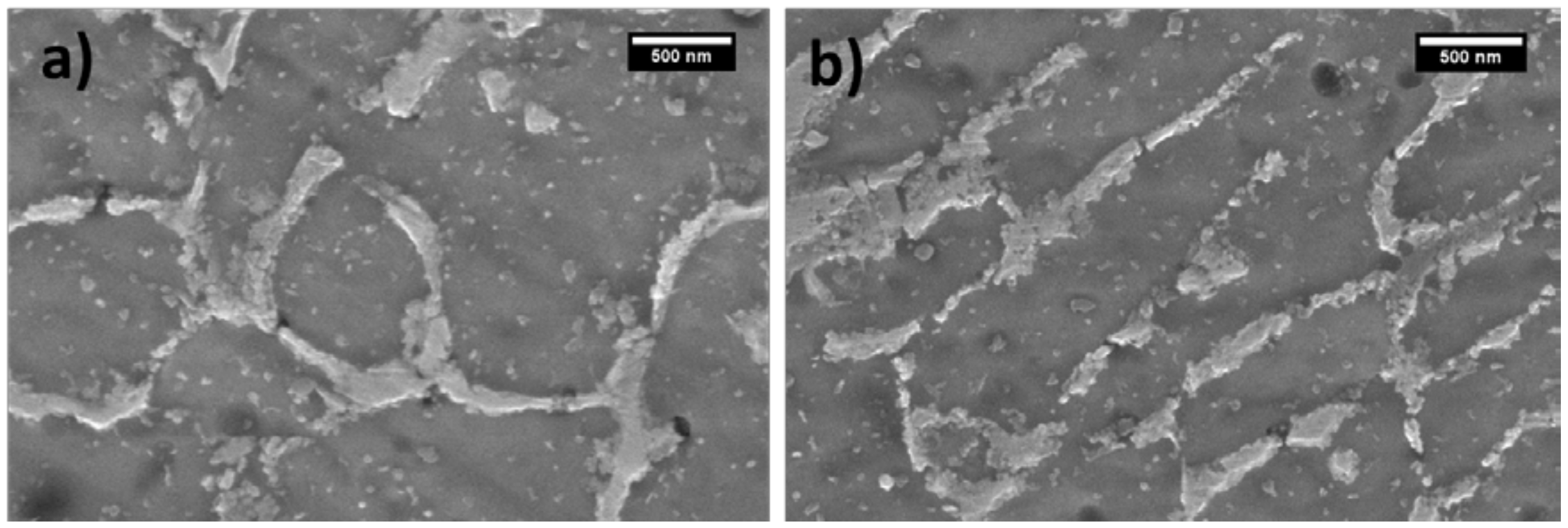
- EDX analyses revealed that it is possible to obtain samples with a homogenous composition starting from mixed powders. The reinforcing elements are in fact distributed thanks to the Marangoni flow and the recoil pressure phenomenon that arise in the melt pool.
- -
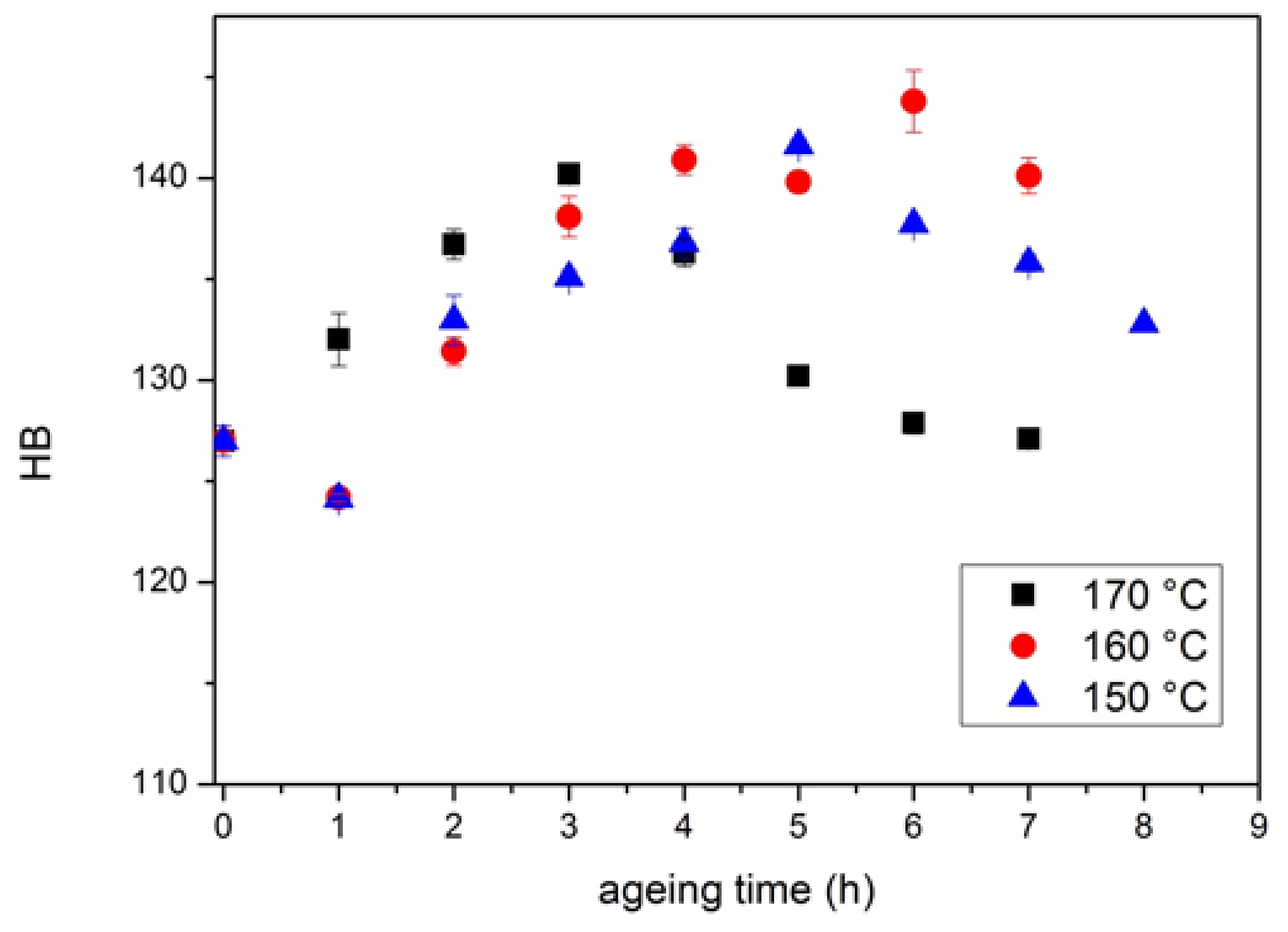
- The hardness tests revealed that it is possible to increase the mechanical properties of as built LPBF samples by the selection of an optimized ageing heat treatment.
- -
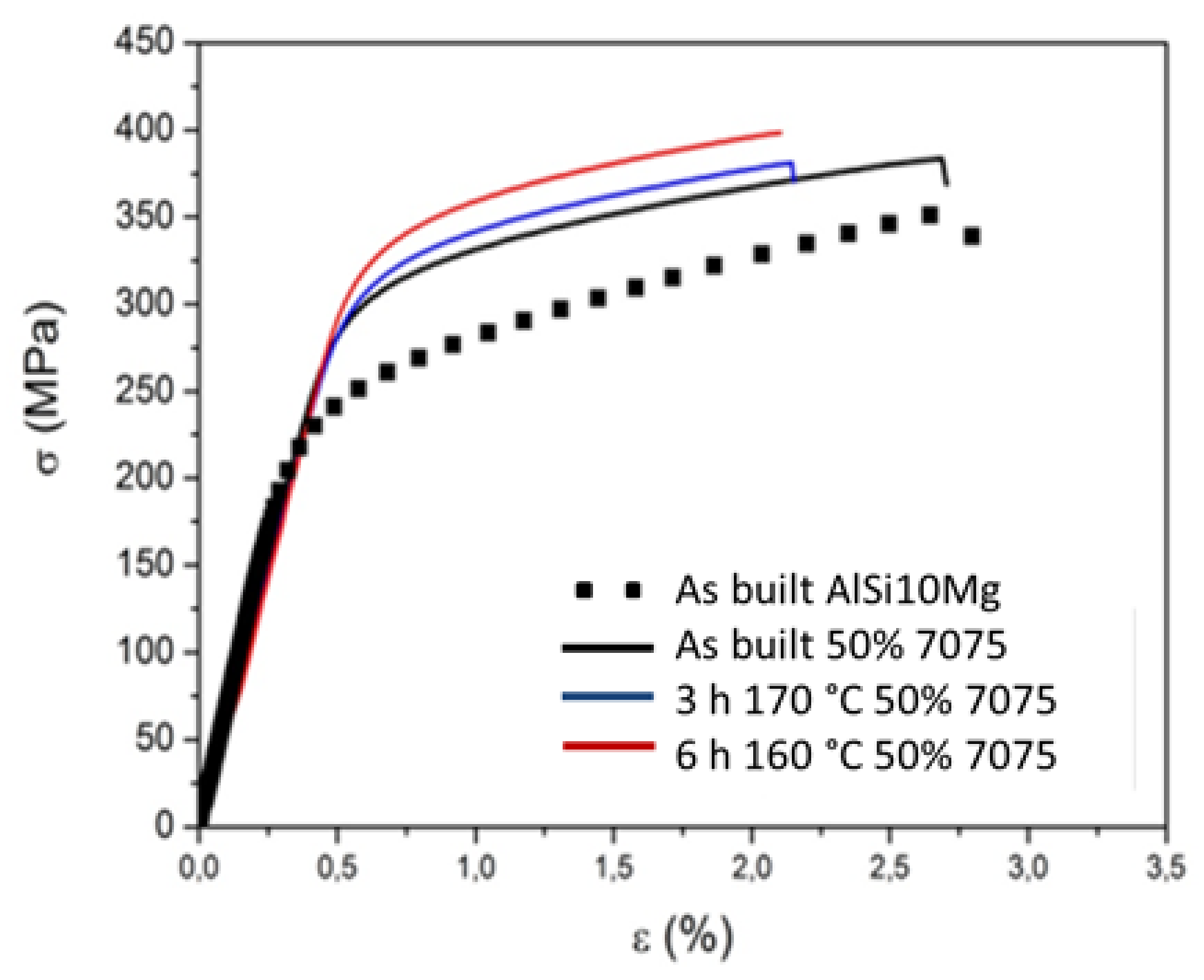
- The tensile tests performed on the as-built and aged samples confirmed that the 50% 7075 samples are characterized by higher mechanical properties than AlSi10Mg and revealed that the ageing heat treatment allows a further increase in both yield and ultimate tensile strength.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Aversa, A.; Marchese, G.; Lombardi, M.; Biamino, S.; Ugues, D.; Manfredi, D. Additive manufacturing of titanium alloys in the biomedical field: Processes, properties and applications. J. Appl. Biomater. Funct. Mater. 2018, 16, 57–67. [Google Scholar] [CrossRef] [PubMed]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Zhao, H.; Debroy, T. Weld metal composition change during conduction mode laser welding of aluminum alloy 5182. Metall. Mater. Trans. B 2001, 32, 163–172. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Aversa, A.; Ambrosio, E.; Lombardi, M.; Fino, P.; Manfredi, D. On the Selective Laser Melting (SLM) of the AlSi10Mg Alloy: Process, Microstructure, and Mechanical Properties. Materials 2017, 10, 76. [Google Scholar] [CrossRef] [PubMed]
- Bartkowiak, K.; Ullrich, S.; Frick, T.; Schmidt, M. New Developments of Laser Processing Aluminium Alloys via Additive Manufacturing Technique. Phys. Procedia 2011, 12, 393–401. [Google Scholar] [CrossRef]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Process. Technol. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Li, H.P.; Li, H.J.; Qi, L.H.; Luo, J.; Zuo, H.S. Simulation on deposition and solidification processes of 7075 Al alloy droplets in 3D printing technology. Trans. Nonferrous Met. Soc. China 2014, 24, 1836–1843. [Google Scholar] [CrossRef]
- Kaufmann, N.; Imran, M.; Wischeropp, T.M.; Emmelmann, C.; Siddique, S.; Walther, F. Influence of process parameters on the quality of aluminium alloy EN AW 7075 using selective laser melting (SLM). Phys. Procedia 2016, 83, 918–926. [Google Scholar] [CrossRef]
- Qi, T.; Zhu, H.; Zhang, H.; Yin, J.; Ke, L.; Zeng, X. Selective laser melting of Al7050 powder : Melting mode transition and comparison of the characteristics between the keyhole and conduction mode. Mater. Des. 2017, 135, 257–266. [Google Scholar] [CrossRef]
- Montero Sistiaga, M.L.; Mertens, R.; Vrancken, B.; Wang, X.; Van Hooreweder, B.; Kruth, J.P.; Van Humbeeck, J. Changing the alloy composition of Al7075 for better processability by selective laser melting. J. Mater. Process. Technol. 2016, 238, 437–445. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Cattano, G.; Manfredi, D.; Calignano, F.; Ambrosio, E.P.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. A study of the microstructure and the mechanical properties of an AlSiNi alloy produced via selective laser melting. J. Alloys Compd. 2016, 695, 1470–1478. [Google Scholar] [CrossRef]
- Fischer, M.; Joguet, D.; Robin, G.; Peltier, L.; Laheurte, P. In situ elaboration of a binary Ti-26Nb alloy by selective laser melting of elemental titanium and niobium mixed powders. Mater. Sci. Eng. C 2016, 62, 852–859. [Google Scholar] [CrossRef] [PubMed]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Aversa, A.; Marchese, G.; Lorusso, M.; Calignano, F.; Biamino, S.; Ambrosio, E.P.; Manfredi, D.; Fino, P.; Lombardi, M.; Pavese, M. Microstructural and Mechanical Characterization of Aluminum Matrix Composites Produced by Laser Powder Bed Fusion. Adv. Eng. Mater. 2017, 19, 1700180. [Google Scholar] [CrossRef]
- Aversa, A.; Science, A.; Torino, P.; Duca, C. Microstructural and Mechanical Properties of Al-Si-Ni alloy Produced by Direct Metal Laser Sintering. In Proceedings of the WorldPM 2016 Congress, Hamburg, Germany, 9–13 October 2016. [Google Scholar]
- Aversa, A.; Pavese, M.; Biamino, S.; Manfredi, D.; Ambrosio, E.; Calignano, F.; Badini, C.; Fino, P. Produzione di Leghe 7000 con DMLS Direct Metal Laser Sintering di Leghe Alluminio-Zinco-Magnesio. Aim. 2014 Lecce 2014. Available online: http://www.aimat2014.unisalento.it/wp-content/uploads/2014/09/Sessioni-poster_AIMAT_ver-4.pdf (accessed on 25 April 2018).
- Manfredi, D.; Calignano, F.; Krishnan, M.; Canali, R.; Ambrosio, E.P.; Biamino, S.; Ugues, D.; Pavese, M.; Fino, P. Additive Manufacturing of Al Alloys and Aluminium Matrix Composites (AMCs). Light Met. Alloy Appl. 2014, 3–34. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Gu, D.; Wang, H.; Dai, D.; Chang, F.; Meiners, W.; Hagedorn, Y.-C.; Wissenbach, K.; Kelbassa, I.; Poprawe, R. Densification behavior, microstructure evolution, and wear property of TiC nanoparticle reinforced AlSi10Mg bulk-form nanocomposites prepared by selective laser melting. J. Laser Appl. 2015, 27, S17003. [Google Scholar] [CrossRef]
- Abachi, P.; Naseri, P.S.Z.; Purazrang, K.; Coyle, T.W. Fracture Behavior Evaluation of High-Strength 7050 Fracture Behavior Evaluation of High-Strength 7050 and 7075 Aluminum Alloys Using V-Notched Specimen and 7075 Aluminum Alloys Using V-Notched Specimen. In Fracture Mechanics-Properties, Patterns and Behaviours; Alves, L., Ed.; InTech: Houston, TX, USA, 2016. [Google Scholar] [CrossRef]
- Naimi, A.; Yousfi, H.; Trari, M. Influence of cold rolling degree and ageing treatments on the precipitation hardening of 2024 and 7075 alloys. Mech. Time-Depend. Mater. 2012, 17, 285–296. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- Wu, J.; Wang, X.Q.; Wang, W.; Attallah, M.M.; Loretto, M.H. Microstructure and strength of selectively laser melted AlSi10Mg. Acta Mater. 2016, 117, 311–320. [Google Scholar] [CrossRef]
- Marchese, G.; Aversa, A.; Lorusso, M.; Manfredi, D.; Calignano, F.; Lombardi, M.; Biamino, S.; Pavese, M. Development and Characterisation of Aluminium Matrix Nanocomposites AlSi10Mg/MgAl2O4 by Laser Powder Bed Fusion. Metals 2018, 8, 175. [Google Scholar] [CrossRef]
- Schmidtke, K.; Palm, F.; Hawkins, A.; Emmelmann, C. Process and Mechanical Properties: Applicability of a Scandium modified Al-alloy for Laser Additive Manufacturing. Phys. Procedia 2011, 12, 369–374. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Trevisan, F.; Ambrosio, E.; Calignano, F.; Manfredi, D.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. Effect of Process and Post-Process Conditions on the Mechanical Properties of an A357 Alloy Produced via Laser Powder Bed Fusion. Metals 2017, 7, 68. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weight % | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 7075 | <0.40 | <0.50 | 1.2–2.0 | <0.3 | 2.1–2.9 | 0.18–0.25 | 5.1–6.1 | <0.2 | Bal. |
| AlSi10Mg | 9.0–11.0 | <0.55 | <0.05 | <0.45 | 0.2-0.45 | - | <0.10 | <0.15 | Bal. |
| 50% 7075 * | 4.7–5.5 | <0.50 | 0.6–1.0 | <0.38 | 1.15–1.7 | 0.09–0.13 | 2.5-3.1 | <0.17 | Bal. |
| Parameters | Power (W) | Scan Speed (mm/s) | Hatching Distance (mm) |
|---|---|---|---|
| Min. value | 180 | 400 | 0.15 |
| Max. value | 195 | 800 | 0.17 |
| Weight % | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Measured | 5.3 | - | 0.8 | - | 1.6 | - | 2.02 | - | Bal. |
| Nominal | 4.7–5.5 | <0.5 | 0.6–1.0 | <0.38 | 1.15–1.7 | 0.09–0.13 | 2.5–3.1 | <0.17 | Bal. |
| Alloys | σy (MPa) | UTS (MPa) | εr (%) |
|---|---|---|---|
| 50% 7075 As built | 315 | 387 | 2.7 |
| 50% 7075 3 h 170 °C | 315 | 370 | 2.1 |
| 50% 7075 6 h 160 °C | 350 | 415 | 2.3 |
| AlSi10Mg As built | 250 | 362 | 3.3 |
| Material | Process | HB | HV | σy (MPa) | UTS (MPa) |
|---|---|---|---|---|---|
| AlSi10Mg [12] | LPBF | 128.6 | 135.3 | 250 | 362 |
| 50% 7075 | LPBF | 126.9 | 135.8 | 315 | 387 |
| 50% 7075 | LPBF stress relieved | 65.0 | 73.4 | - | - |
| 50% 7075 | LPBF 3 h 170 °C | 140.2 | 148.8 | 315 | 370 |
| 50% 7075 | LPBF 6 h 160 °C | 143.8 | 152.9 | 350 | 415 |
| 7075 [11,21] | Extruded and T6 | 165–169 | 175.0 | 406 | 582 |
| 7050 [21] | Cold rolled and T6 | 150–155 | - | 430 | 606 |
| 4% Si modified 7075 [11] | LPBF | - | 160.0 | - | - |
| 4% Si modified 7075 [11] | LPBF and aged (150 °C 6 h) | - | 171.0 | - | - |
| 7075 + Zr [14] | LPBF and aged | - | ~130-140 | - | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aversa, A.; Marchese, G.; Manfredi, D.; Lorusso, M.; Calignano, F.; Biamino, S.; Lombardi, M.; Fino, P.; Pavese, M. Laser Powder Bed Fusion of a High Strength Al-Si-Zn-Mg-Cu Alloy. Metals 2018, 8, 300. https://doi.org/10.3390/met8050300
Aversa A, Marchese G, Manfredi D, Lorusso M, Calignano F, Biamino S, Lombardi M, Fino P, Pavese M. Laser Powder Bed Fusion of a High Strength Al-Si-Zn-Mg-Cu Alloy. Metals. 2018; 8(5):300. https://doi.org/10.3390/met8050300
Chicago/Turabian StyleAversa, Alberta, Giulio Marchese, Diego Manfredi, Massimo Lorusso, Flaviana Calignano, Sara Biamino, Mariangela Lombardi, Paolo Fino, and Matteo Pavese. 2018. "Laser Powder Bed Fusion of a High Strength Al-Si-Zn-Mg-Cu Alloy" Metals 8, no. 5: 300. https://doi.org/10.3390/met8050300
APA StyleAversa, A., Marchese, G., Manfredi, D., Lorusso, M., Calignano, F., Biamino, S., Lombardi, M., Fino, P., & Pavese, M. (2018). Laser Powder Bed Fusion of a High Strength Al-Si-Zn-Mg-Cu Alloy. Metals, 8(5), 300. https://doi.org/10.3390/met8050300