Microstructure and Mechanical Properties of Thixowelded AISI D2 Tool Steel

Abstract
:1. Introduction
2. Experimental Section
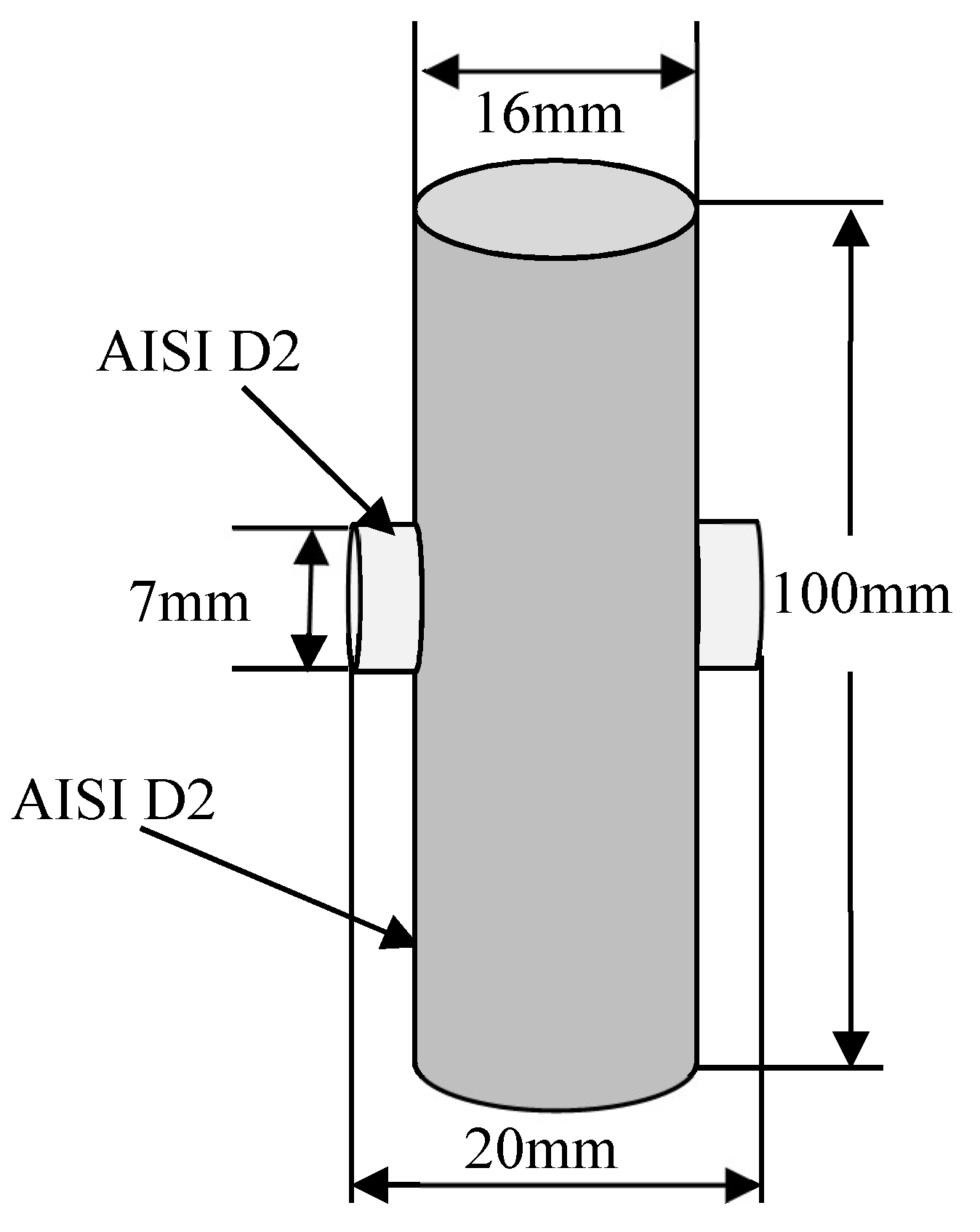
2.1. Materials and Sample Preparation
2.2. Thixo Welding Process
2.3. Metallography
2.4. Test of Mechanical Properties
3. Results and Discussion
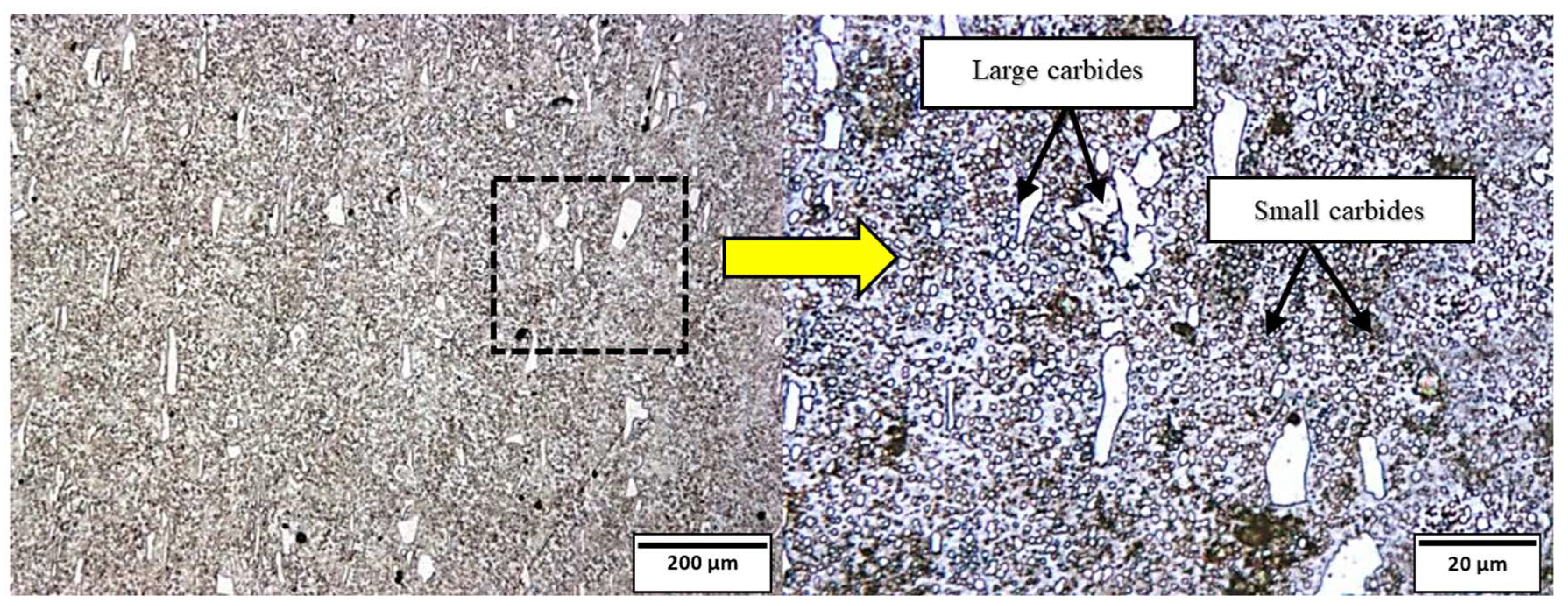
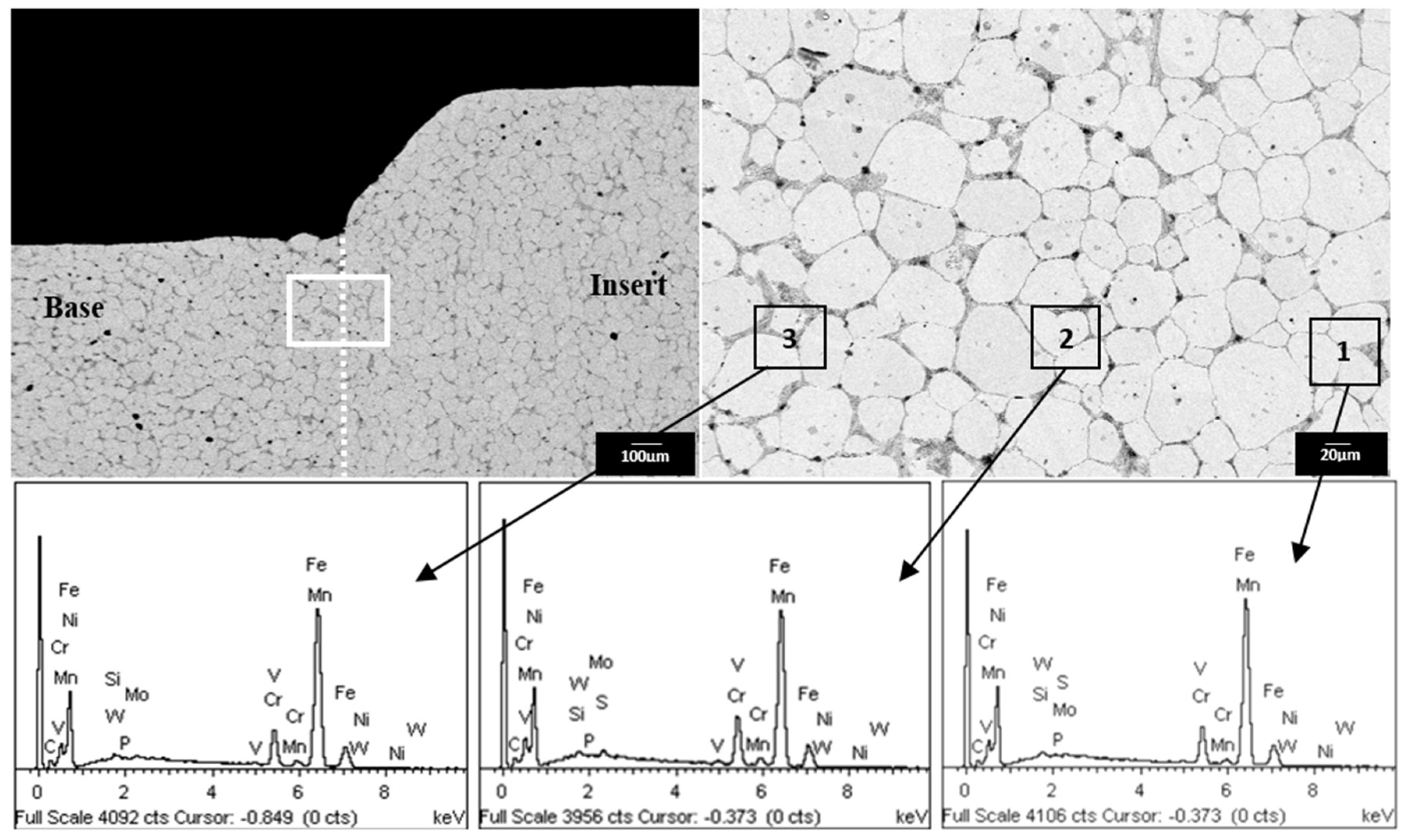
3.1. Microstructure and Joint Quality
3.2. Mechanical Properties
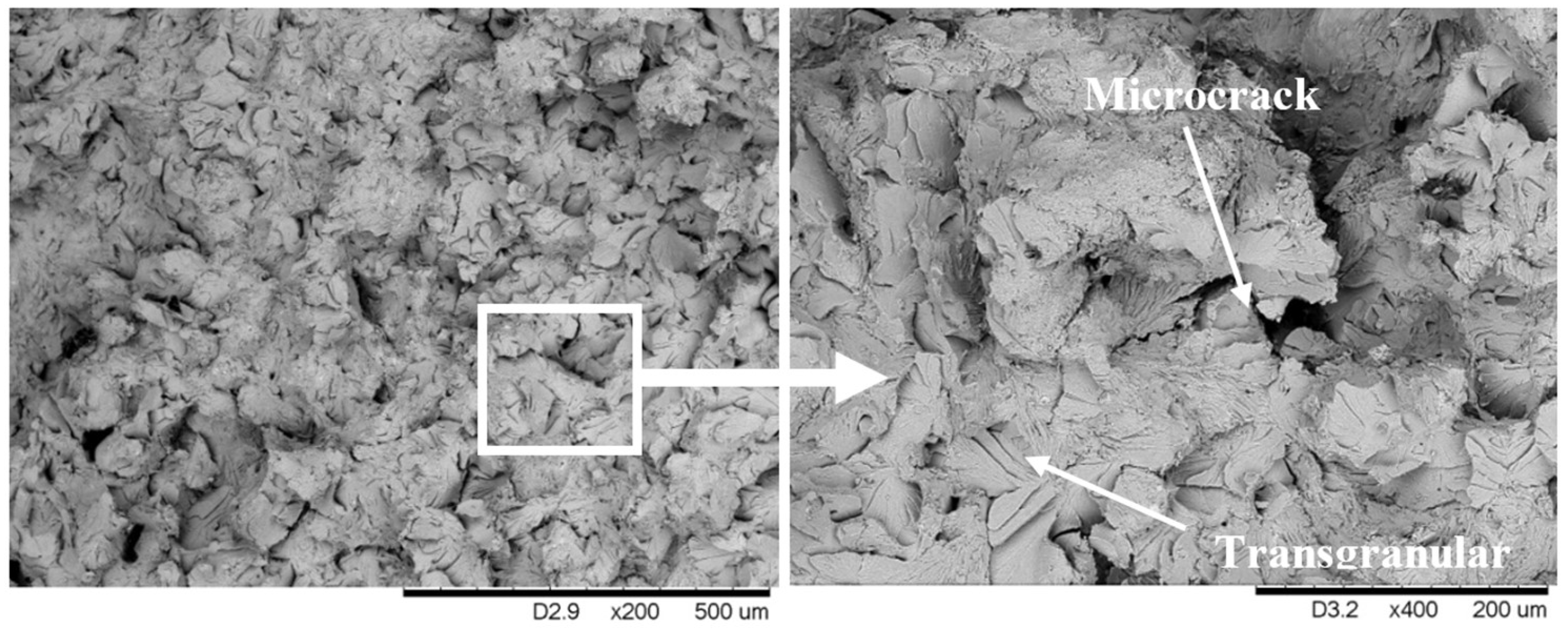
3.2.1. Tensile Test and Fracture-surface Investigation
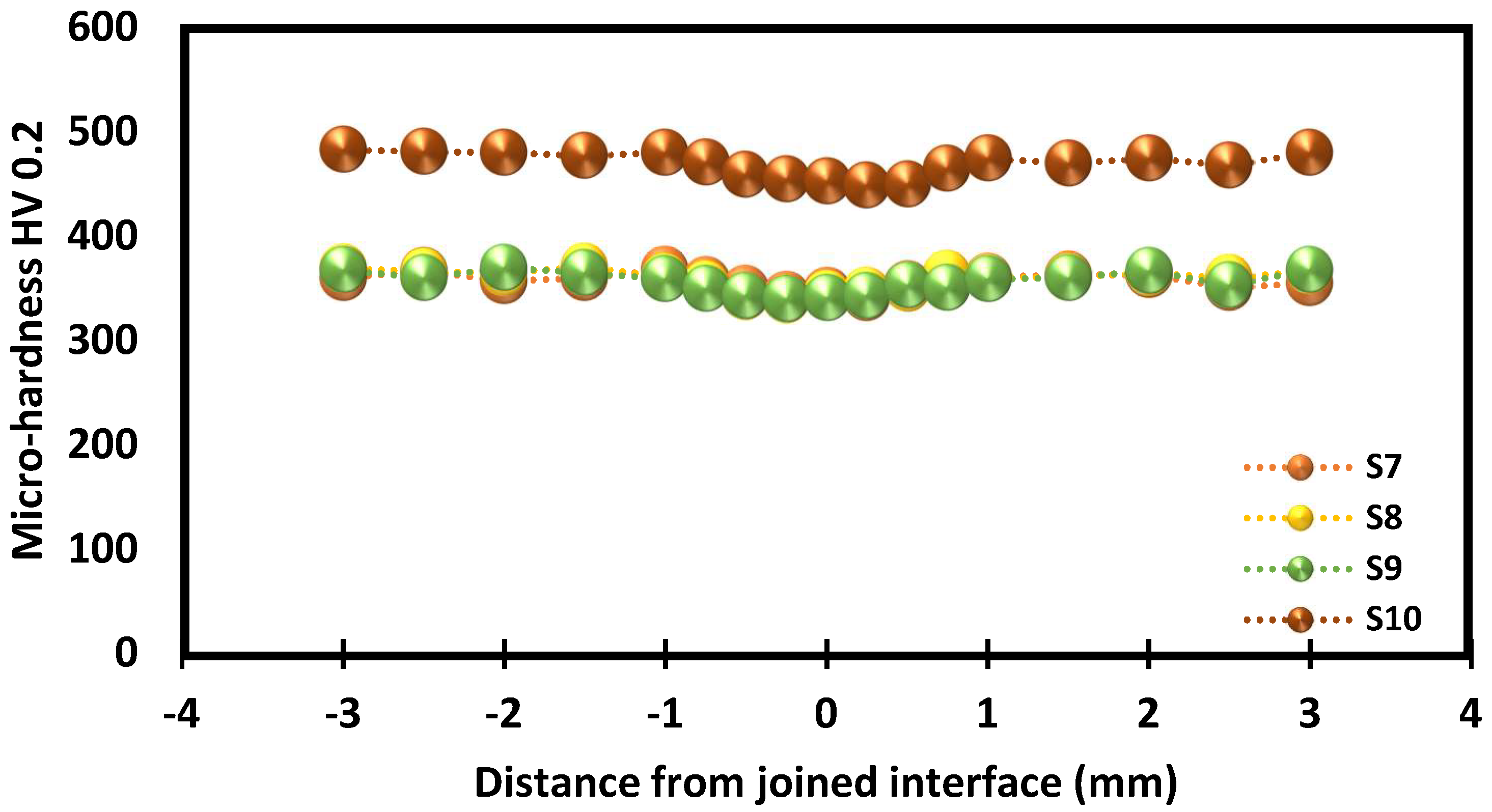
3.2.2. Hardness Measurements
4. Conclusions
- Adequate and defectless thixoweld-joint were successfully produced with thixowelding temperature of 1300 °C, while lower welding temperature caused a series of cracks across the entire joint resulting in spontaneous fracture after joining. While post weld heat treatment, resulted in improved contrast between solid and liquid phases, whereby the big solids appeared in little liquid matrix where primary distribution of grain boundary is decreased substantially and some amounts of eutectic carbides dissolve in the matrix.
- According to the X-ray line scan analyses across the joint interface confirms a uniform elemental distribution in the structure while the X-ray diffraction pattern of the thixowelded area was free from any brittle or harmful phases.
- Maximum tensile streghth of 271 MPa was achieved at 1300 °C and 10 min holding time, which was 35% that of D2 base metal. Meanwhile, tensile strength of the joined parts after heat condition showed a significant improvement over the non-heat treated condition which was 560 MPa, i.e., about 70% that of as received AISI D2 tool steel base metal.
- The fracture of joints was located along the interface between base metal and insert with typical brittle characteristics (intergranular). Meanwhile, the joints after heat condition are fractured at the diffusion zone, and the fracture exhibits typical brittle characteristic (tranasgranular).
- The hardness measurement of the base metal, the weld zone and the insert is fluctuated in the range of 350 Hv to 370 Hv. This indicated that the hardness value of the welded joints was almost similar to those of base metal and insert. While the hardness measurements of the (thixojoining + heat treated) condition (490 Hv) was somewhat higher than for the non-heat treated samples. This is more related to the phase transformation (austenite and ferrite phases to the martensitic phases). Moreover, some amounts of eutectic chromium carbides dissolve in the matrix.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sekharbabu, R.; Rafi, H.K.; Rao, K.P. Characterization of D2 tool steel friction surfaced coatings over low carbon steel. Mater. Des. 2013, 50, 543–550. [Google Scholar] [CrossRef]
- Mohammed, M.N.; Omar, M.Z.; Sajuri, Z.; Salleh, M.S.; Alhawari, K.S. Trend and Development of Semisolid Metal Joining Processing. Adv. Mater. Sci. Eng. 2015, 2015. [Google Scholar] [CrossRef]
- Chegeni, A.A.; Kapranos, P. An Experimental Evaluation of Electron Beam Welded Thixoformed 7075 Aluminum Alloy Plate Material. Metals 2017, 7, 569. [Google Scholar] [CrossRef]
- Mohammed, M.N.; Omar, M.Z.; Salleh, M.S.; Alhawari, K.S.; Kapranos, P. Semisolid Metal Processing Techniques for Nondendritic Feedstock Production. Sci. World J. 2013, 2013. [Google Scholar] [CrossRef] [PubMed]
- Mendez, P.F.; Brown, S.B. Method and Apparatus for Metal Solid Freeform Fabrication Utilizing Partially Solidified Metal Slurry. Patent number: 5,893,404, 13 April 1999. [Google Scholar]
- Kiuchi, M.; Yanagimoto, J.; Sugiyama, S. Application of mushy/semi-solid joining—Part 3. J. Mater. Process. Technol. 2003, 140, 163–166. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Aashuri, H.; Kokabi, A.H. Characterization of newly developed semisolid stir welding method for AZ91 magnesium alloy by using Mg–25%Zn interlayer. Mater. Sci. Eng. A 2013, 565, 165–171. [Google Scholar] [CrossRef]
- Mohammed, M.N.; Omar, M.Z.; Syarif, J.; Sajuri, Z.; Salleh, M.S.; Alhawari, K.S. Semi-Solid Joining of D2 Cold-Work Tool Steel. Solid State Phenom. 2015, 217–218, 355–360. [Google Scholar] [CrossRef]
- Mohammed, M.N.; Omar, M.Z.; Alhawari, K.S.; Abdelgnei, M.A.; Saud, S.N. The Interface Morphology of Thixo-Joined Dissimilar Steels. Solid State Phenom. 2016, 256, 243–250. [Google Scholar] [CrossRef]
- Mohammed, M.N.; Omar, M.Z.; Salleh, M.S.; Alhawari, K.S. Study on Thixojoining Process Using Partial Remelting Method. Adv. Mater. Sci. Eng. 2013, 2013, 1–8. [Google Scholar] [CrossRef]
- Omar, M.Z.; Alfan, A.; Syarif, J.; Atkinson, H.V. Microstructural investigations of XW-42 and M2 tool steels in semi-solid zones via direct partial remelting route. J. Mater. Sci. 2011, 46, 7696–7705. [Google Scholar] [CrossRef]
- Vigraman, T.; Narayanasamy, R.; Ravindran, D. Microstructure and mechanical property evaluation of diffusion-bonded joints made between SAE 2205 steel and AISI 1035 steel. Mater. Des. 2012, 35, 156–169. [Google Scholar] [CrossRef]
- Püttgen, W.; Hallstedt, B.; Bleck, W.; Uggowitzer, P.J. On the microstructure formation in chromium steels rapidly cooled from the semi-solid state. Acta Mater. 2007, 55, 1033–1042. [Google Scholar] [CrossRef]
- Aisman, D.; Jirkova, H.; Kucerova, L.; Masek, B. Metastable structure of austenite base obtained by rapid solidification in a semi-solid state. J. Alloys Compd. 2011, 509, S312–S315. [Google Scholar] [CrossRef]
- Rogal, Ł.; Dutkiewicz, J. Heat Treatment of Thixo-Formed Hypereutectic X210CrW12 Tool Steel. Metall. Mater. Trans. A 2012, 43, 5009–5018. [Google Scholar] [CrossRef]
- Wikstrom, N.P.; Egbewande, A.T.; Ojo, O.A. High temperature diffusion induced liquid phase joining of a heat resistant alloy. J. Alloys Compd. 2008, 460, 379–385. [Google Scholar] [CrossRef]
- Cao, J.; Liu, J.; Song, X.; Lin, X.; Feng, J. Diffusion bonding of TiAl intermetallic and Ti3AlC2 ceramic: Interfacial microstructure and joining properties. Mater. Des. 2014, 56, 115–121. [Google Scholar] [CrossRef]
- Mohammadi, H.; Ketabchi, M. Investigation of microstructural and mechanical properties of 7075 al alloy prepared by SIMA method. Iran. J. Mater. Sci. Eng. 2013, 10, 32–43. [Google Scholar]
- Guo, J.F.; Chen, H.C.; Sun, C.N.; Bi, G.; Sun, Z.; Wei, J. Friction stir welding of dissimilar materials between AA6061 and AA7075 Al alloys effects of process parameters. Mater. Des. 2014, 56, 185–192. [Google Scholar] [CrossRef]
- Mohammed, M.N.; Omar, M.Z.; Syarif, J.; Sajuri, Z.; Salleh, M.S.; Alhawari, K.S. Microstructural evolution during DPRM process of semisolid ledeburitic D2 tool steel. Sci. World J. 2013, 2013. [Google Scholar] [CrossRef] [PubMed]
- Omar, M.Z.; Atkinson, H.V.; Kopranos, P. Semi-solid metal processing—A processing method under low flow loads. J. Kejuruter. 2007, 19, 137–146. [Google Scholar]
- Mohammed, M.N.; Omar, M.Z.; Syarif, J.; Sajuri, Z.; Salleh, M.S.; Alhawari, K.S. Microstructural properties of semisolid welded joints for AISI D2 Tool Steel. J. Kejuruter. 2014, 26, 31–34. [Google Scholar] [CrossRef]
- Aisman, D.; Jirkova, H.; Masek, B. The influence of deformation and cooling parameters after transition through semi-solid state on structure development of ledeburite steel. J. Alloys Compd. 2012, 536, S204–S207. [Google Scholar] [CrossRef]
- Roberts, G.; Krauss, G.; Kennedy, R. Tool Steels, 5th ed.; ASM International: Geauga County, OH, USA, 1998. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo | W | Cu | V | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.50 | 0.258 | 0.24 | 0.02 | 0.01 | 11.2 | 0.21 | 0.78 | 0.2 | 0.08 | 0.781 | Balance |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, M.N.; Omar, M.Z.; Al-Zubaidi, S.; Alhawari, K.S.; Abdelgnei, M.A. Microstructure and Mechanical Properties of Thixowelded AISI D2 Tool Steel. Metals 2018, 8, 316. https://doi.org/10.3390/met8050316
Mohammed MN, Omar MZ, Al-Zubaidi S, Alhawari KS, Abdelgnei MA. Microstructure and Mechanical Properties of Thixowelded AISI D2 Tool Steel. Metals. 2018; 8(5):316. https://doi.org/10.3390/met8050316
Chicago/Turabian StyleMohammed, M. N., M. Z. Omar, Salah Al-Zubaidi, K. S. Alhawari, and M. A. Abdelgnei. 2018. "Microstructure and Mechanical Properties of Thixowelded AISI D2 Tool Steel" Metals 8, no. 5: 316. https://doi.org/10.3390/met8050316
APA StyleMohammed, M. N., Omar, M. Z., Al-Zubaidi, S., Alhawari, K. S., & Abdelgnei, M. A. (2018). Microstructure and Mechanical Properties of Thixowelded AISI D2 Tool Steel. Metals, 8(5), 316. https://doi.org/10.3390/met8050316