1. Introduction
Parts of important engineering devices are constantly exposed to degradation phenomena, permanently reducing their functionality. Such factors include high temperature, wear, and corrosive environments. The quality and reliability of tools, machine parts, and machines depend on the material used, the manufacturing technology, the heat treatment, and the final operations in the repair of functional surfaces. One means for enhancing the service life of machine parts is the application of thermally sprayed coatings [
1,
2].
Thermally sprayed coatings are often used to increase the resistance of the parent material against corrosion and wear [
3,
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
14,
15]. The desired properties of coatings applied by the high-velocity oxygen fuel (HVOF) method also include high density and good adhesion, which are characterized by the ability to form coatings with a small portion of oxides and phase transformations [
16,
17,
18,
19].
Thermally sprayed coatings are recommended not only for the renovation of various types of rolls (zinc bath sink rolls and rolls in textiles or the paper-production industry), but also for coated shafts, piston sleeves, and ball valves for the transportation of various gas and liquid media (dry chlorine, hydrofluoric acid or hydrochloric acid, oxygen, etc.) operating at a high temperature. The operating conditions of particular coating applications can vary, but in all of them, users expect mainly resistance against high and alternating temperatures, corrosion resistance, and abrasion/erosion resistance.
The most commonly used materials for application in HVOF spray-coating materials are cermets, which consist of WC particles embedded in a Co- or Ni-based alloy. These coatings pose certain safety and health hazards when being handling. Ni-based alloys are allergens and are regarded as suspected carcinogenic agents. Because of the undesirable effects of cobalt on human health, the development of new “green carbide” powders has begun to improve health and work safety. One of the results of these research efforts is WC-FeCrAl powder, a green carbide. The newly developed WC-FeCrAl powder, as stated by its producers, is appointed as a replacement for WC-Co or WC-Ni coatings. Moreover, it reduces the risks to the environment and human health. It would be interesting to find out whether the coating can also be used as a replacement for WC-WB-Co coatings.
For WC-FeCrAl and WC-WB-Co coatings, comparative studies are missing; however for conventional WC-Co coatings, there is a large amount of relevant literature [
1,
2,
3,
4,
5,
7,
12,
15,
20,
21,
22,
23,
24]. Therefore, a team of authors, Bolelli et al. [
25,
26,
27,
28], decided to elaborate with a detailed comparative study focused on the microstructure, micromechanical properties, residual stresses, and wear of the WC-FeCrAl coating in comparison with the conventional WC-CoCr coating. In the WC-FeCrAl coating, during spraying and high-temperature tests, some degree of thermal oxidation and decarburization occurred, depending of the process parameters. Researchers found that the WC-FeCrAl coating exhibited a greater tendency towards oxidation during spraying than WC-CoCr. They carried out complex study regarding the abrasive resistance of the WC-FeCrAl coating under conditions of dry sliding (pin-on-disc) at room temperature and also at a temperature of 400 °C, as well as using a dry-sand/rubber-wheel test.
Bouaricha et al. [
29] investigated the WC-WB-Co coating from the point of view of its microstructure, phase transformation, and wear properties. They found that a harder Co matrix was composed of amorphous/nanocrystalline W-Co-B phases and exhibited good adhesion between the matrix and tungsten carbides. This fact is considered to be the source of better properties at higher temperatures.
Hulka [
30] studied the corrosion resistance of the WC-FeCrAl coating in 3.5% sodium chloride (NaCl) solution using a potentiodynamic polarization method as well as electrochemical impedance spectroscopy (EIS) using an appropriate equivalent circuit. The researchers found a difference in corrosion behavior between the same WC-FeCrAl coating applied by HVOF and HVAF (High Velocity Air-Fuel) technology—HVAF technology produces coatings with less decarburization and therefore also a better corrosion resistance.
The aim of this paper is to assess the quality of two types of coatings applied by HVOF technology. One type contains WC hard particles in an environmentally progressive Ni- and Co-free FeCrAl matrix, while the second coating contains WC and WB hard particles in a cobalt matrix. Because the coatings are mostly intended for applications in environments with increased and alternating temperatures and will be simultaneously loaded by adhesion, abrasion, or erosion wear, it is necessary to determine the effect of thermal cyclic loading on their resistance against the adhesive, abrasive, and erosive wear. When researchers characterize the wear resistance of coatings, they mostly utilize the pin-on-disc test or dry-sand/rubber-wheel test; there is a lack of information on WC-WB-Co and WC-FeCrAl behavior under dry-pot wear tests at different sample angles. To determine the quality of the coatings, tests aimed at determining the corrosion resistance and adhesive, abrasive, and erosive wear of as-sprayed coatings after thermal cycles were selected [
3,
4,
5,
31,
32,
33,
34]. The corrosion properties of the coatings were determined using potentiodynamic polarization tests in simulated acid rain (SAR) and NaCl solution. The abrasive wear was evaluated using abrasive cloth of two grit sizes, and erosive wear was evaluated by a dry-pot wear test in a pin mill at two sample angles. The adhesion wear resistance of the coatings was determined by a sliding wear test under dry friction conditions and in a 1 mol water solution of NaCl.
3. Results and Discussion
The quality and selected properties of the coatings were determined under the given load conditions depending on the number of thermal cycles.
Microgeometry values point out on the quality of the coatings regarding remelting of powder particles, the powder grain size used, and the spraying parameters. The resulting microgeometry and application of the coating define whether subsequent coating finishing is necessary or not. From
Table 5, it is clear that the coatings had a relatively low surface roughness; they can be used under as-sprayed conditions or can be grinded or lapped.
The measuring of surface roughness was only an informative measurement in terms of surface coating quality. If a coating is applied to a free surface, for example, the surface of rollers feeding textiles or metal sheets, it does not require grinding; if a coating is applied on some sealing surfaces, for example, ball valves, the coating must be grinded and lapped. It depends on the application of the coating.
The microhardness of the coatings is shown in
Figure 4.
The values of the microhardness of the WC-FeCrAl coating ranged from 1050 to 1069 HV 0.1, and the microhardness values of the WC-WB-Co coating varied from 1221 to 1325 HV 0.1. Significant changes in the microhardness values of the coatings values were not observed. Because of the heterogeneous structure of the coatings and their high hardness, the variance in the hardness values of the measurements was relatively wide; therefore the changes in hardness in relation to the number of thermal cycles could be considered negligible.
The chemical composition of the coatings was detected by EDX analysis. The content of individual elements in the coatings can be seen in
Figure 5,
Figure 6 and
Figure 7.
Figure 5 shows the chemical composition of the base material (wt. %) in the spectrum.
Figure 6 shows the detail of the microstructure of the WC-FeCrAl coating and EDX analysis of the particles and matrix.
In
Figure 7 is shown the chemical composition and structure of the WC-WB-Co coating. Because of its heterogeneous structure—hard particles in a relatively soft matrix—a chemical analysis of both these regions was performed.
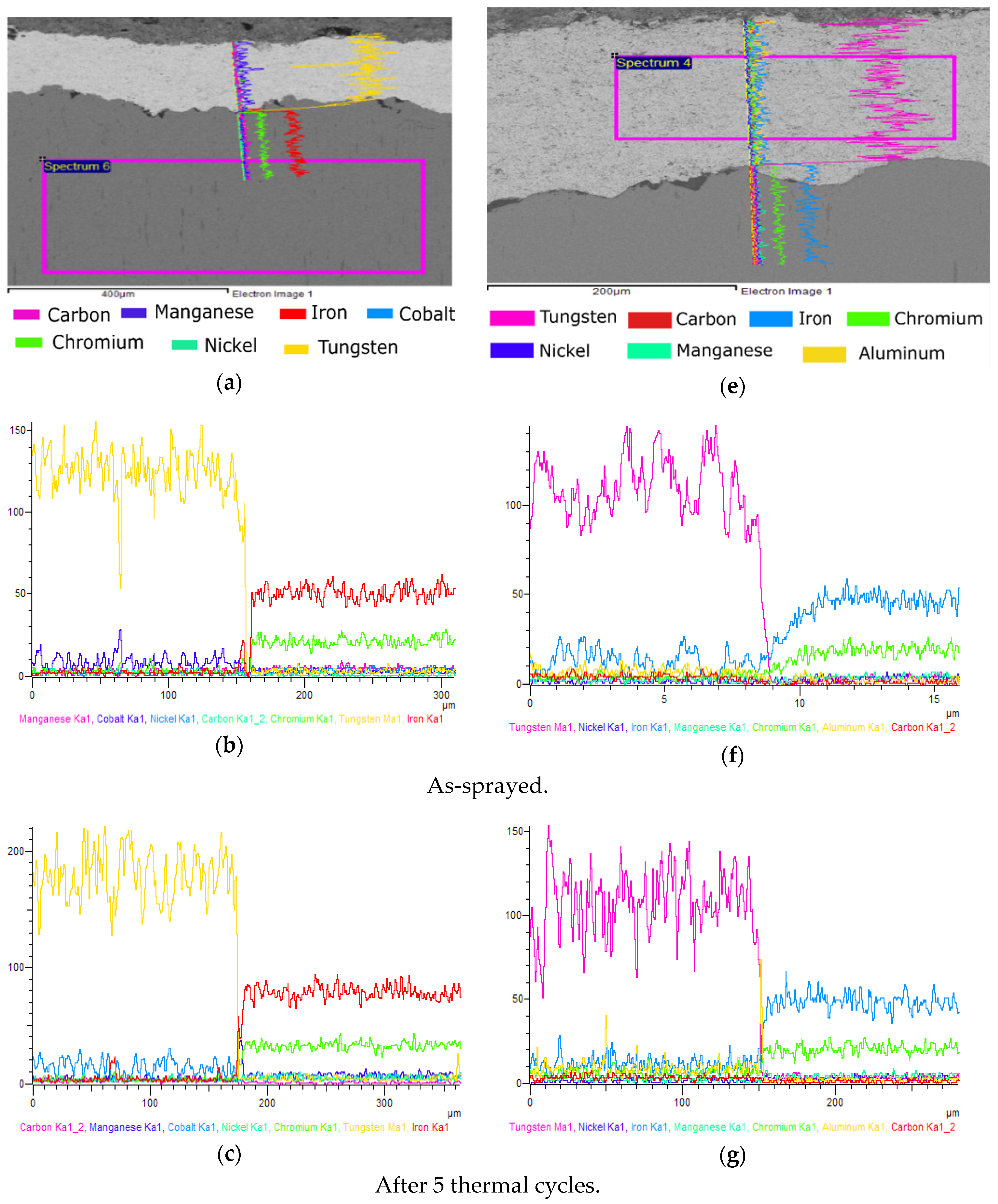
In
Figure 8 is shown the line EDX analysis of the evaluated coatings with dependence on the number of thermal cycles.
Figure 8 shows the EDX measurement results, which analyzed the distribution of coatings’ main constituents at the substrate–coating interface. The scan position is marked by a straight line. The results showed that there were no changes in the chemical compositions of the coatings, as evident from EDX line scans, caused by thermal cyclic load.
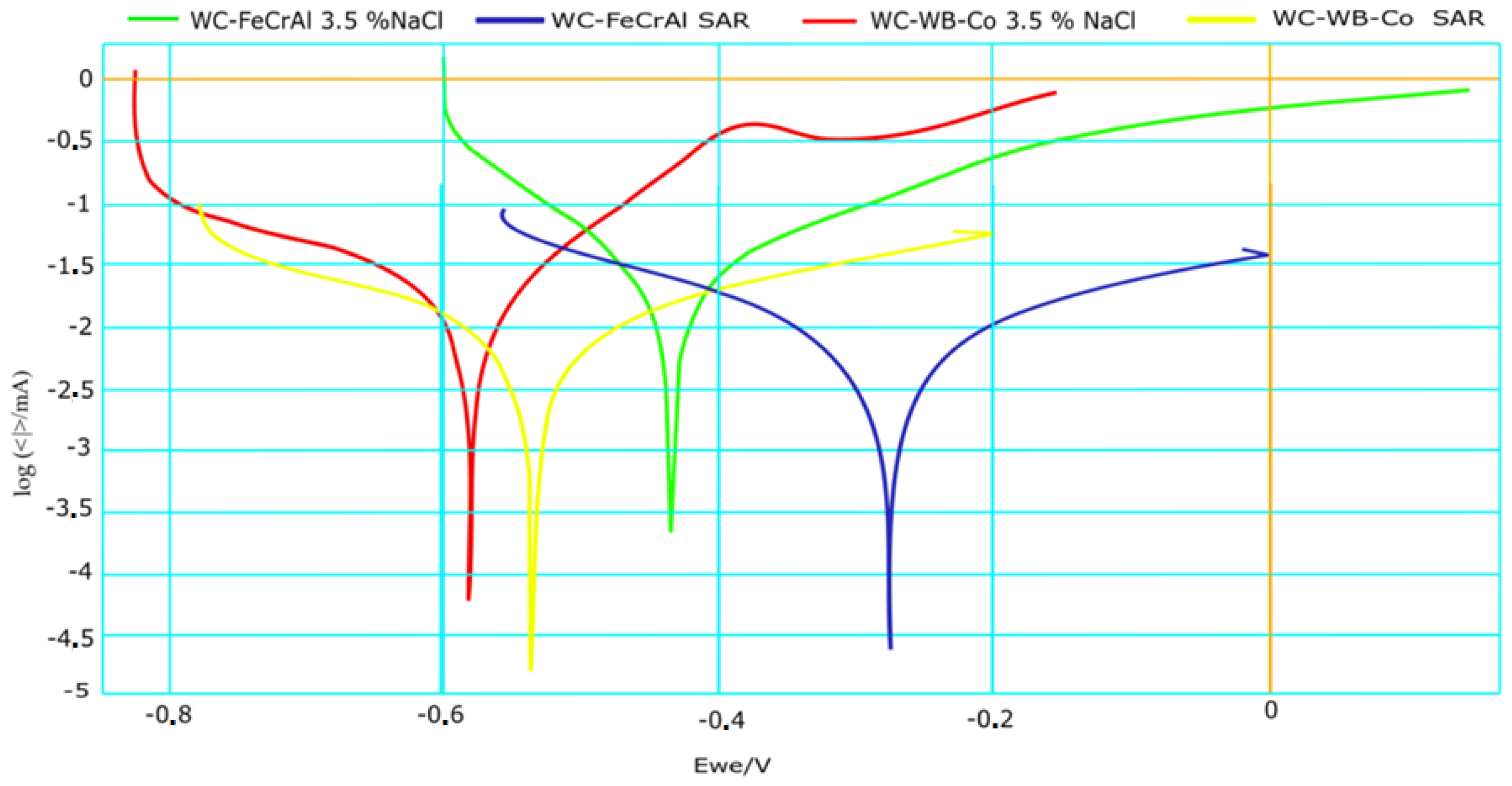
Using the Tafel polarization method, the current densities of the measured samples and the calculated corrosion rate of the evaluated coatings were determined. Potentiodynamic polarizing curves of exposed coatings can be seen in
Figure 9. The corrosion potential and corrosion current of exposed samples in SAR solution and in 3.5% NaCl solution are shown in
Table 6.
From the results, it can be concluded that the lowest current density was recorded for the WC-FeCrAl coating exposed in SAR solution. The highest current density was recorded for the WC-WB-Co coating exposed to 3.5% NaCl solution. Regarding the solution used, a higher corrosion aggressivity was shown in the 3.5% NaCl solution compared to SAR. Higher corrosion resistance in both testing solutions were shown for the WC-FeCrAl coating.
Figure 10 shows the volume loss of the coatings after the dry-pot wear test with sample angles of 45° and 90°, depending on the number of thermal cycles.
The results proved the high erosive-wear resistance of the coatings. Lower volume-loss values were recorded for the WC-FeCrAl coating mainly at a sample angle of 90°; at a sample angle of 45°, differences between the coatings became less pronounced. Thermally affected coatings (after 5 and 10 thermal cycles) showed higher wear resistance compared to as-sprayed coatings. Despite aggressive test conditions—high-speed and long-time-period tests—the volume loss of the coatings was relatively low, and there is only a small opportunity to compare the achieved results with other works because of a lack of test results for thermally sprayed coatings tested under dry-pot erosive test conditions. Some results can be found in the works of N. Ojala [
35,
36,
37,
38,
39], but the authors often used slurry-pot erosive tests, for which the conditions were quite different. The low volume loss was the manifestation of good adhesion of the coatings to the substrate, and particularly between the particles and the matrix.
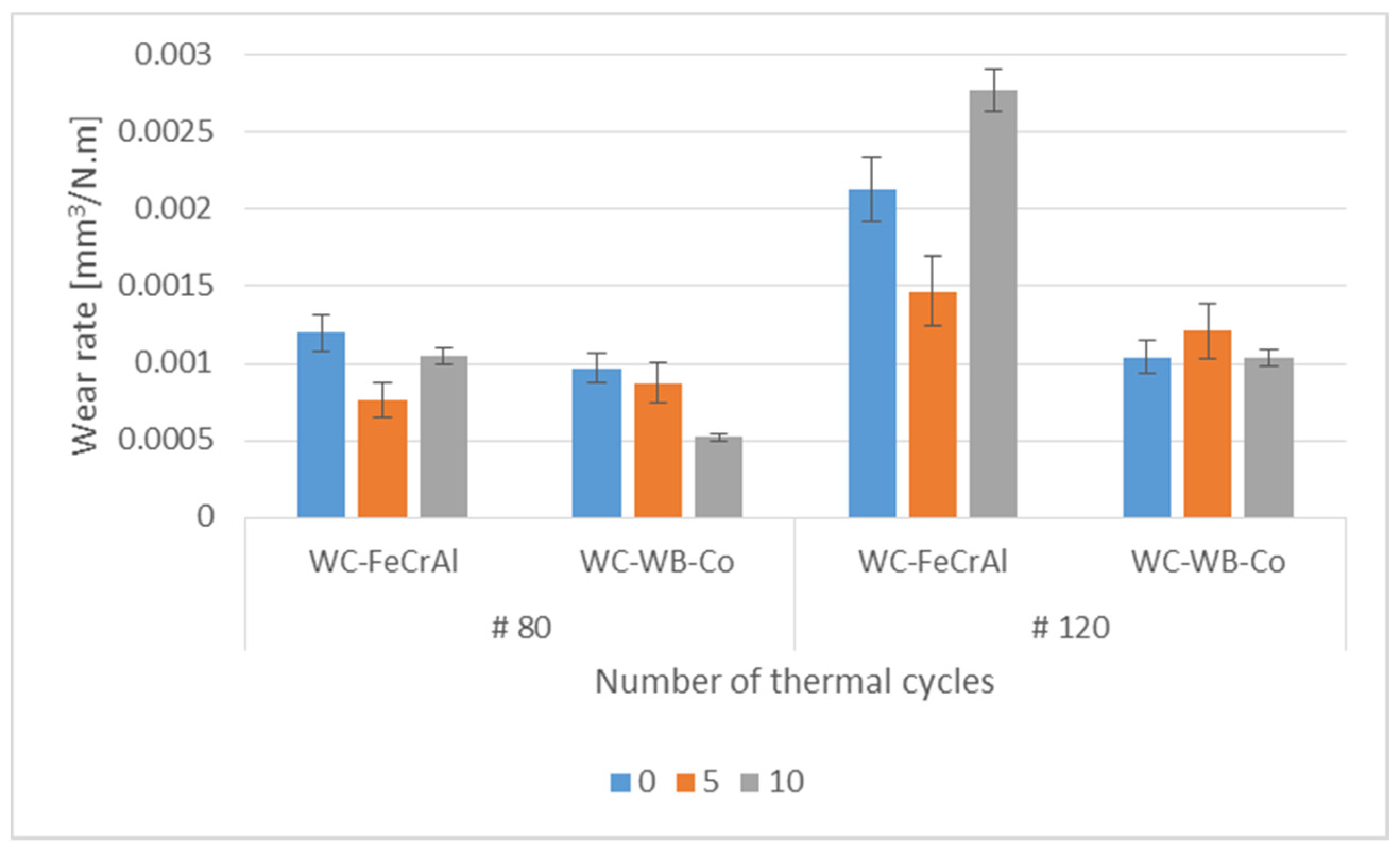
Figure 11 shows the wear rate of the coatings in the abrasive wear test using abrasive cloth.
From
Figure 11, it can be stated that a higher wear resistance was shown by the WC-WB-Co coating. Differences in the wear rate using a smaller abrasive grit size (#120) were more pronounced. The smaller grit size of the abrasive (#120) was closer to the size of the WC particles and more intensively removed them, compared to the large abrasive grit size. Additionally, the number of grains in contact with the coating along the wear track was larger using the smaller grit size, and therefore differences between the coatings became more pronounced.
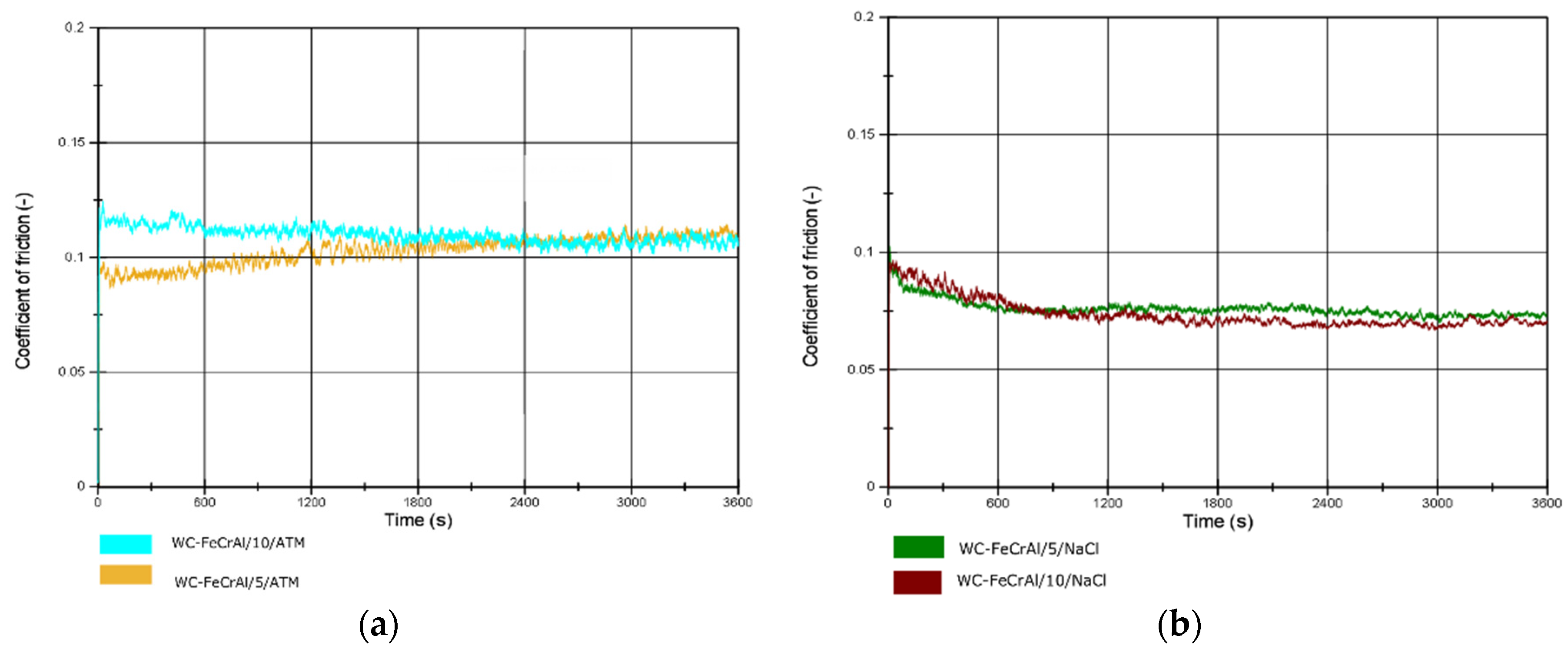
Figure 12 shows the course of the friction coefficient for the WC-FeCrAl coating during the pin-on-disc adhesion wear test in dry friction and in NaCl solution.
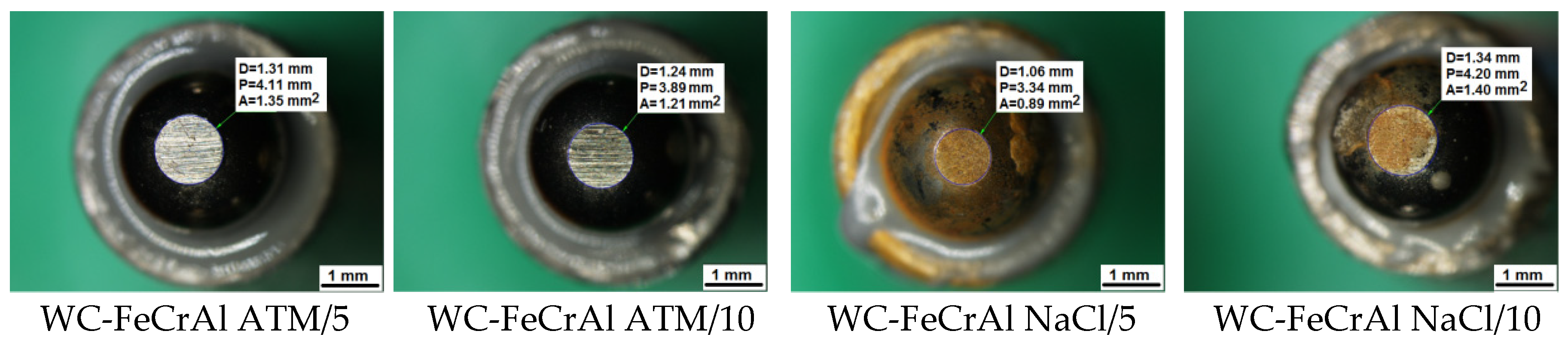
Figure 13 shows worn pins after the sliding wear test for the WC-FeCrAl coating.
Figure 14 shows the course of the friction coefficient for the WC-WB-Co coating during the pin-on-disc adhesion wear test in dry friction and in NaCl solution.
Figure 15 shows worn pins after the sliding wear test for the WC-WB-Co coating.
The friction coefficient in dry friction had a slightly increasing trend in both evaluated coatings, reaching a value of just above 0.1. In the corrosive solution, lower friction-coefficient values were measured with a decreasing tendency and steadied just below 0.1. In all cases, the pin was preferably worn, but the coating remained intact. The wear of the balls, expressed by the flat worn area, is given in
Table 7.
The wear of the pins corresponded to the hardness of the coatings: the harder WC-WB-Co coating produced a larger wear of the pins.
The appearance of the surface of the coatings after the sliding wear test is shown in
Figure 16.
From
Figure 16, it is clear that no visible damage of the coatings in the wear track occurred. As a result of the mutual ratio of the hardness of the coating to the SiC pin, no significant wear track was created on the coatings after wear; only surface roughness peaks were slightly smoothed.
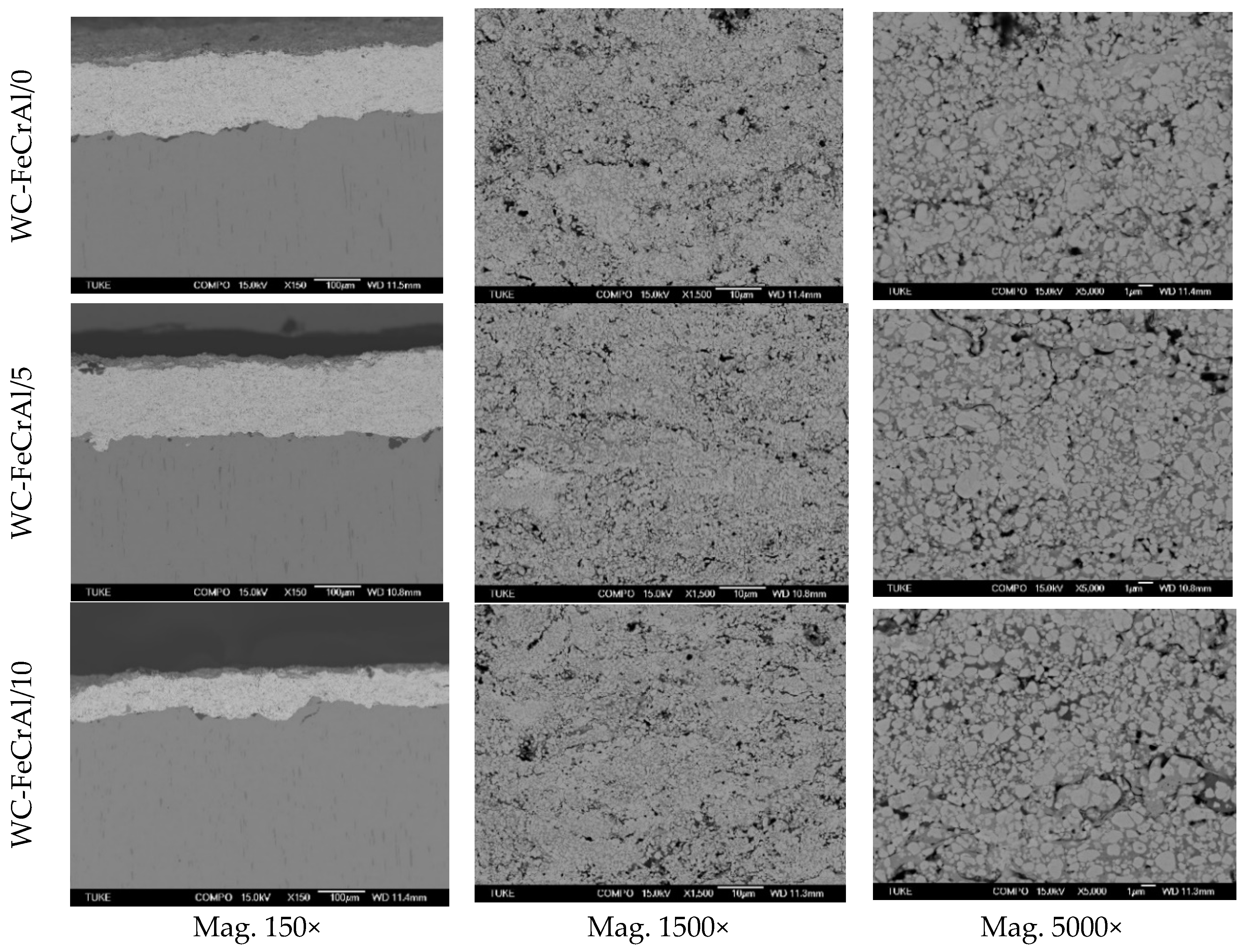
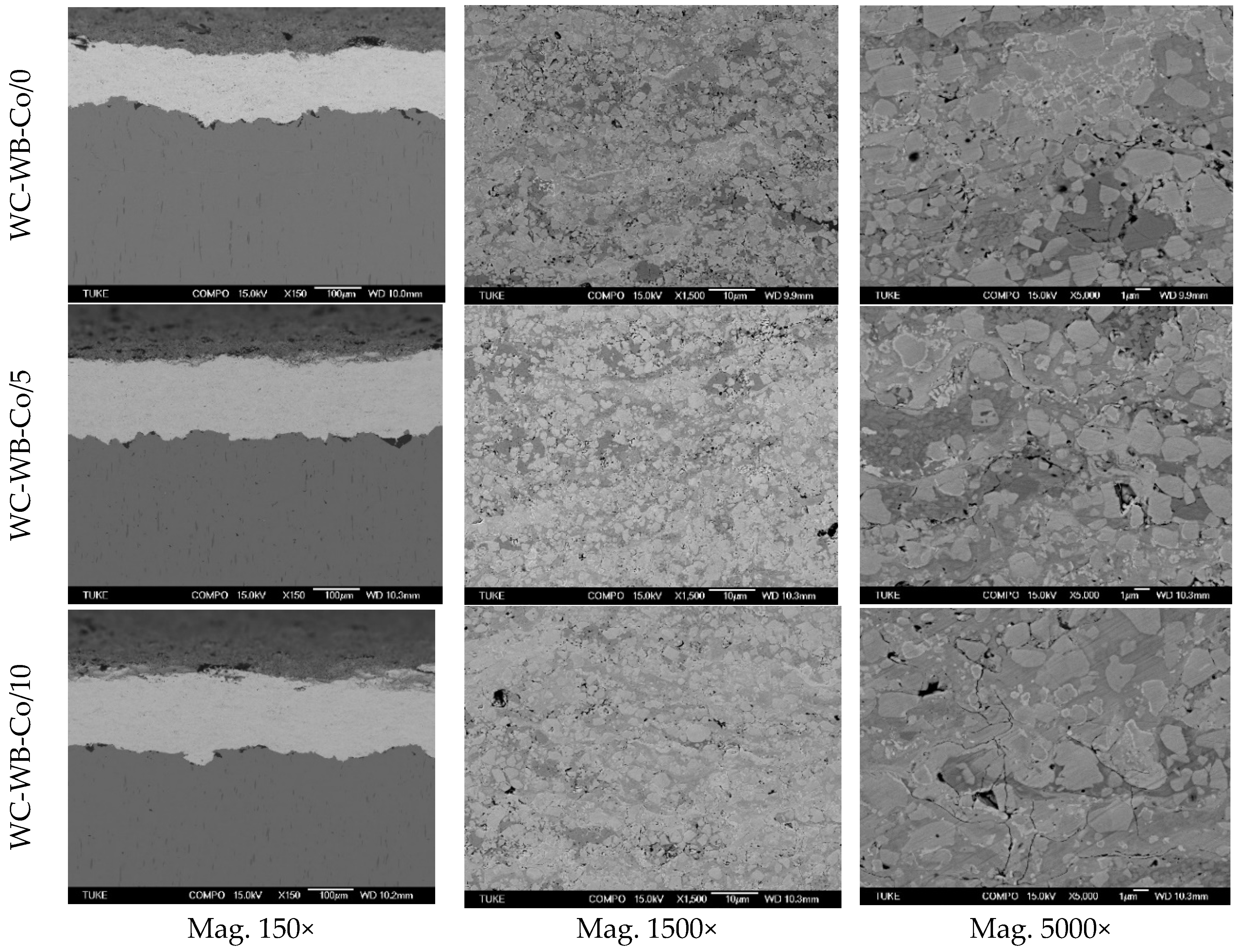
Figure 17 and
Figure 18 show the WC-FeCrAl and WC-WB-Co coatings’ microstructures at various magnifications and numbers of thermal cycles.
From metallographic sections (
Figure 17 and
Figure 18) can be seen the increase in the oxidation layer at the expense of the thickness of the WC-FeCrAl coating, as a consequence of thermal cyclic loading. For the WC-WB-Co coating, this phenomenon was not recorded. Bolelli et al. [
27] made a detailed analysis of the oxidation processes of the WC-FeCrAl and WC-CoCr coatings. Bolelli stated that, at 400°C, WC-FeCrAl coatings become entirely covered by a thin oxide layer. The oxide film thickens on WC particles, indicating a somewhat higher propensity of the particles towards oxidation at a high temperature, but the matrix is also oxidized: FeO and WO
3 were detected on the coating surface. Between 400 and 500 °C, the WC-FeCrAl cermet composition experiences significant oxidation, although, at this temperature, the material is still a safe distance from the maximum of the first oxidation peak. Bolelli compared the oxidation of the WC-FeCrAl coating with that of the WC-CoCr coating. The latter showed less propensity for oxidation. On the basis of the study mentioned above, it can be supposed that exposure of the WC-FeCrAl coating at 600 °C for a longer period of time would result in total coating destruction.
The presence of cracks on the metallographic sections could be explained as a consequence of mixture events that can occur in coatings during thermal cyclic loading [
6,
8,
12,
16,
17,
25,
26,
27]:
The CTE (coefficient of thermal expansion) of the WC-FeCrAl coating rises slightly with increasing temperature and thus increases the difference between the CTEs of the coating and the base material.
At 400 °C, some of the WC-based coatings have intrinsic high-temperature brittleness.
Re-crystallisation of the matrix and/or precipitation of η-phase carbides can occur around or above 600 °C [
27].
A brittle-to-ductile transition of the matrix can be expected at around 700 °C for bulk WC-Co-based hardmetals.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}