Characteristics of Welding and Arc Pressure in the Plasma–TIG Coupled Arc Welding Process



Abstract
:1. Introduction
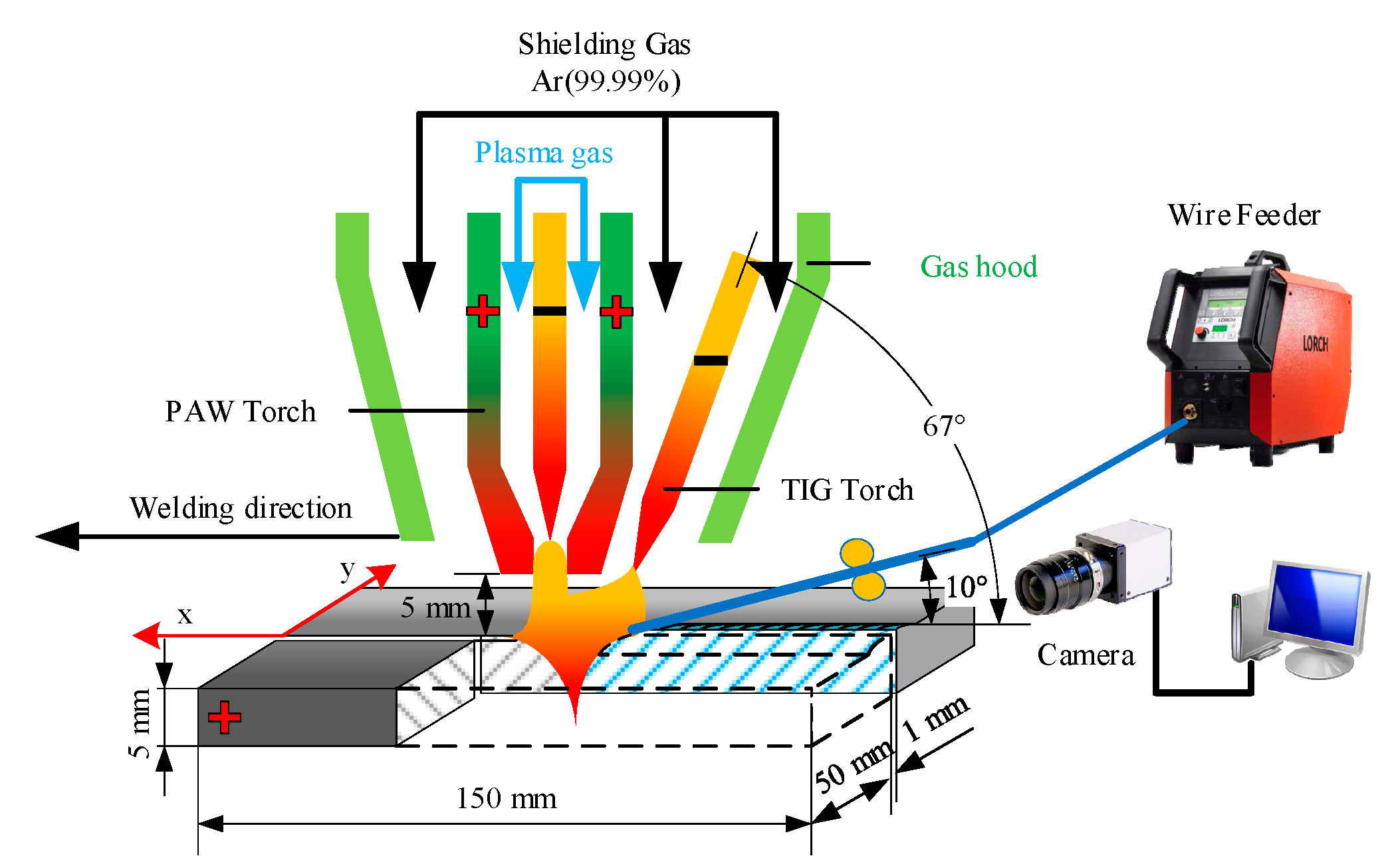
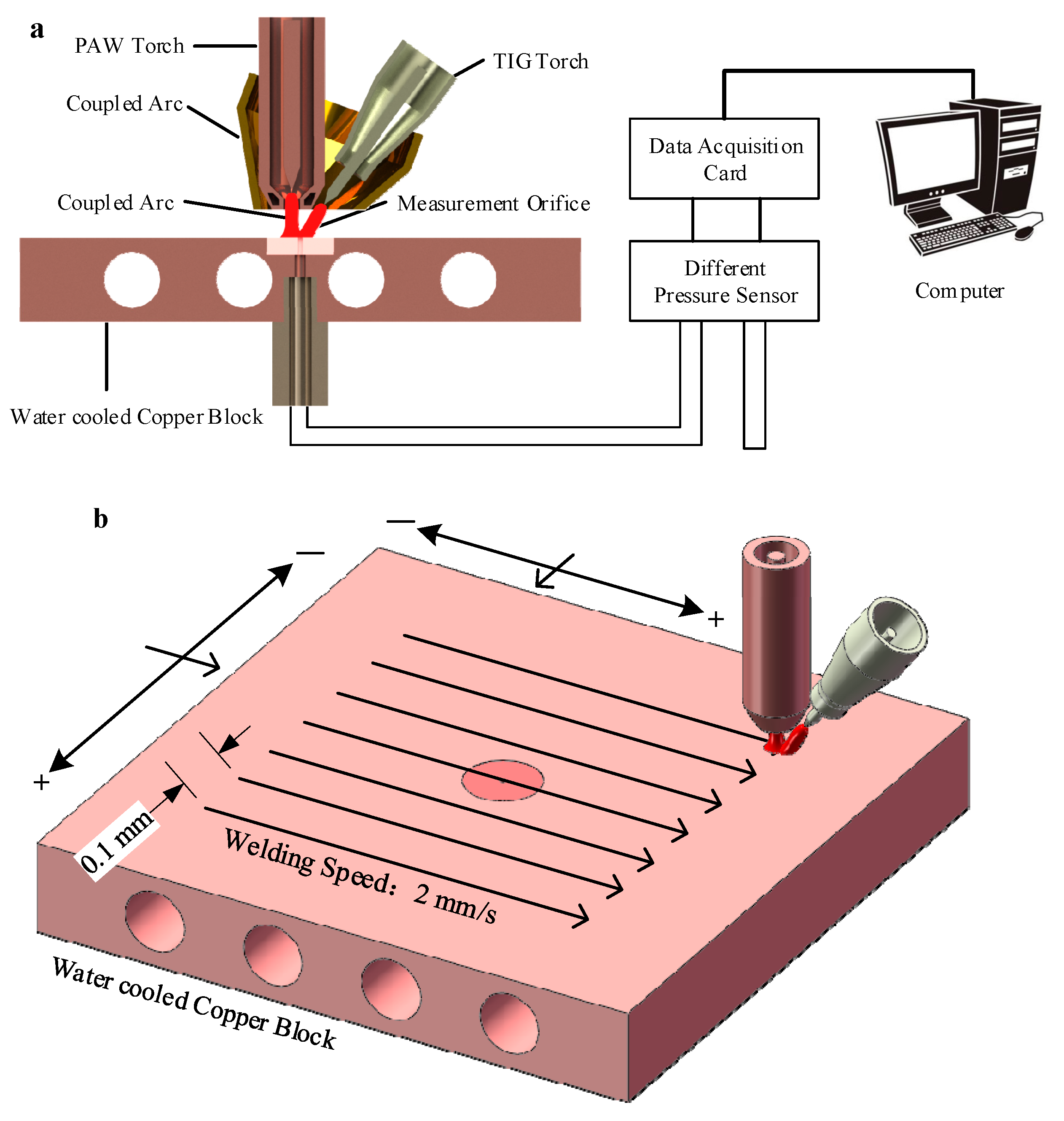
2. Materials and Methods
3. Results and Discussions
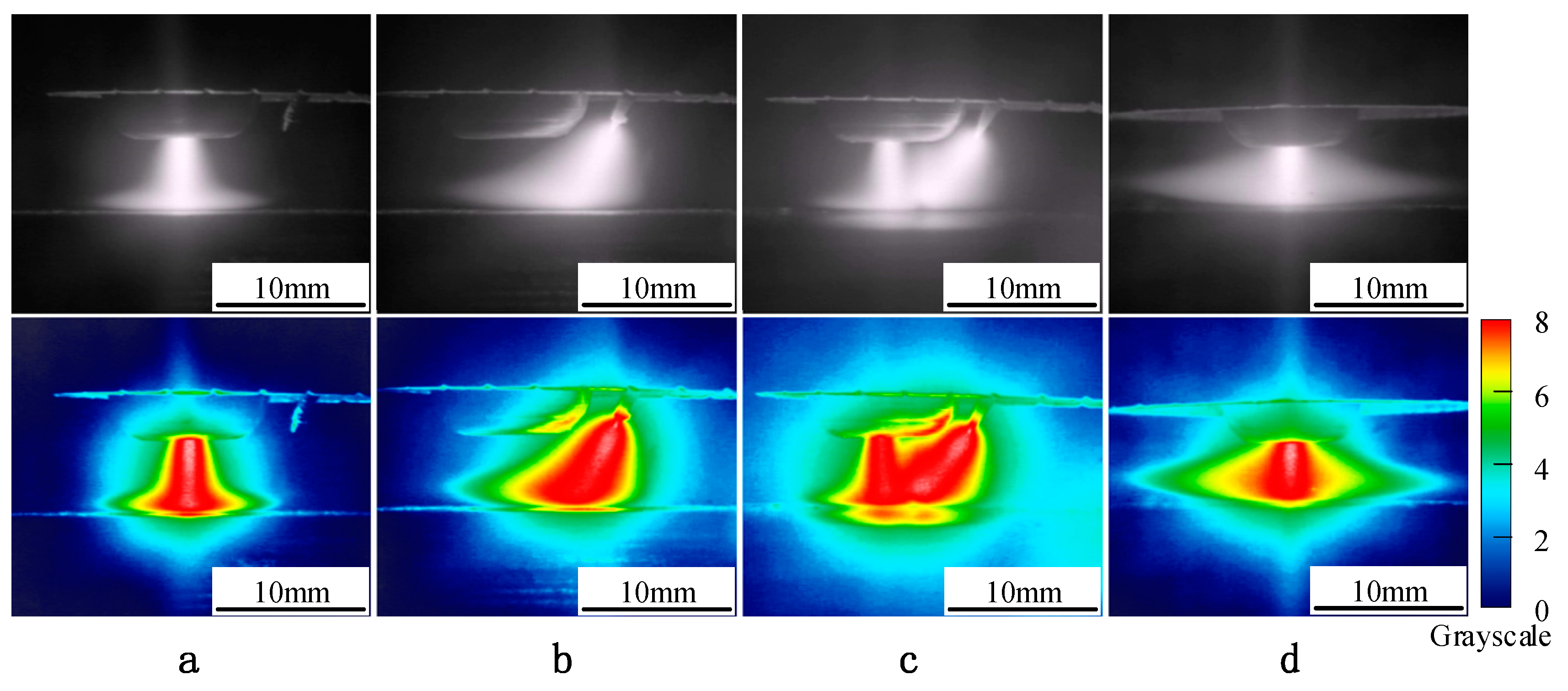
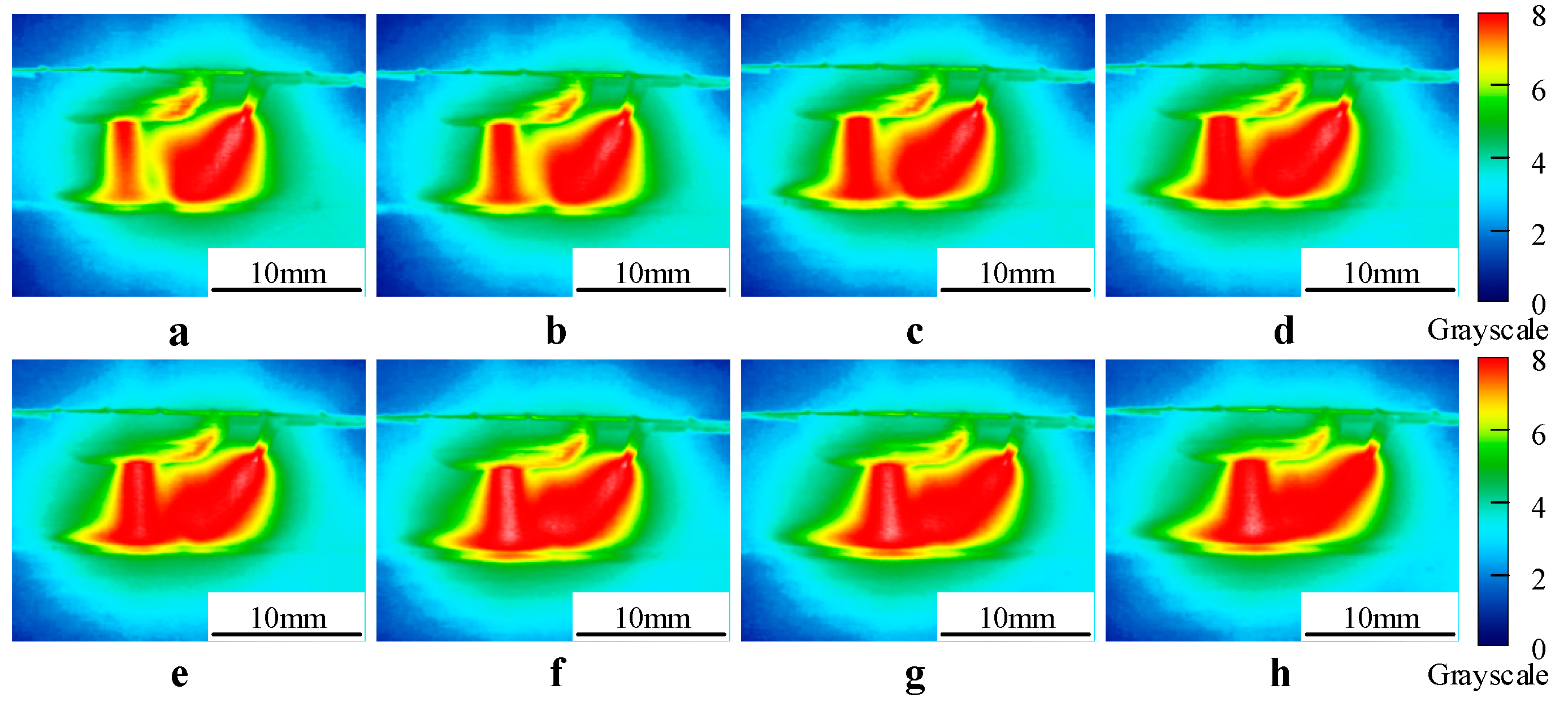
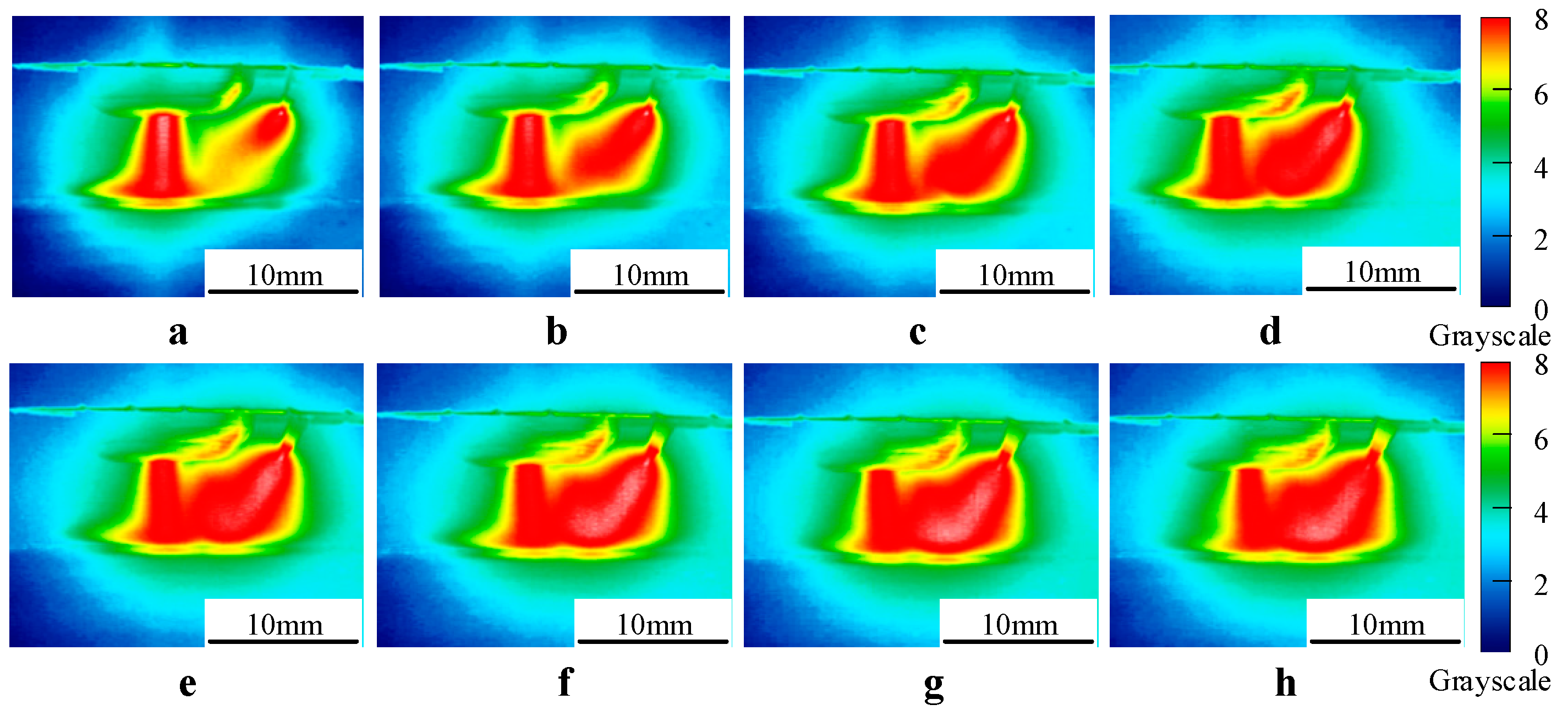
3.1. TPTCAW Coupled Arc Profile
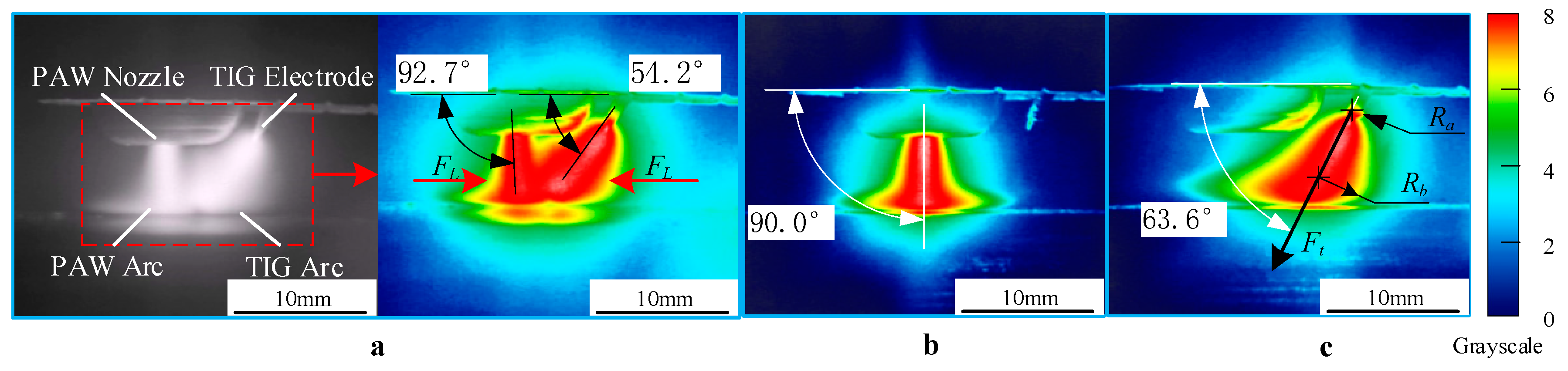
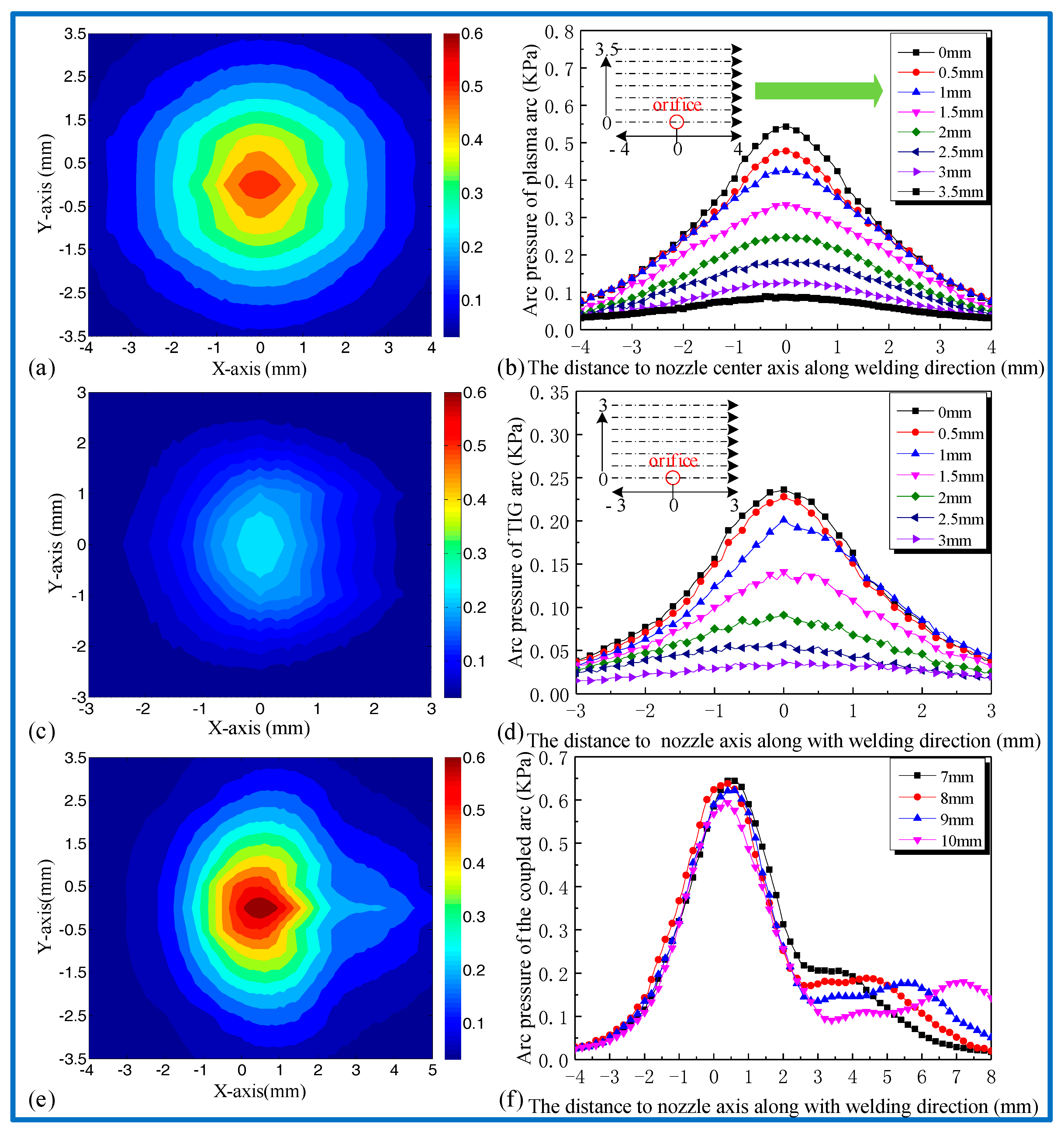
3.2. Arc Pressure Distribution of the Coupled Arc
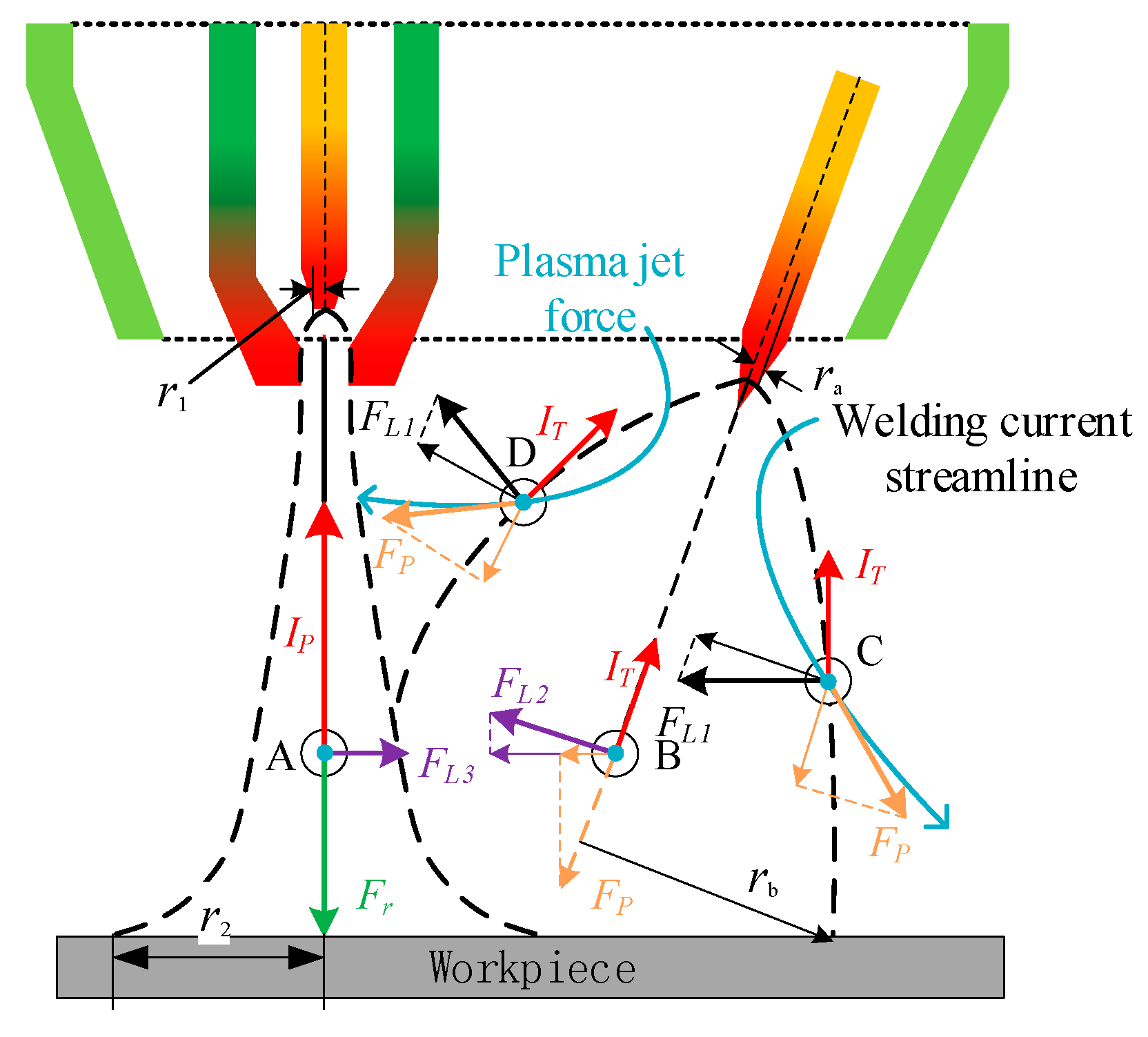
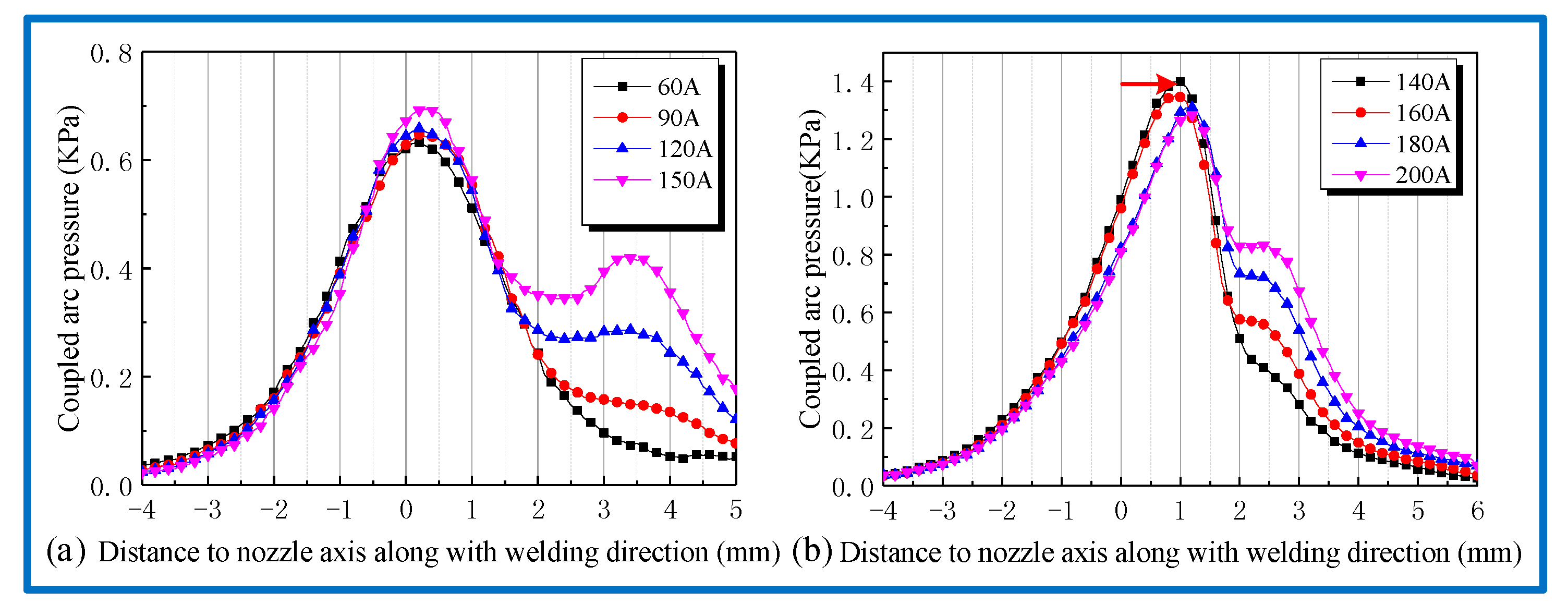
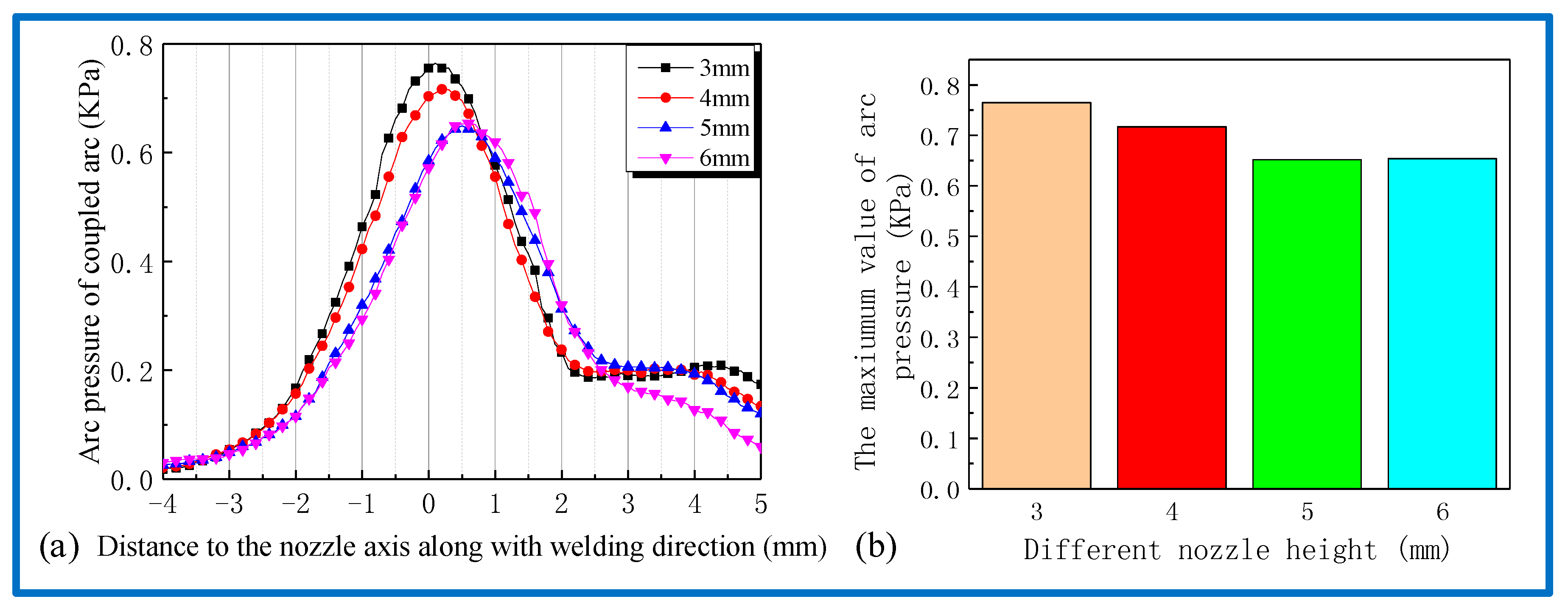
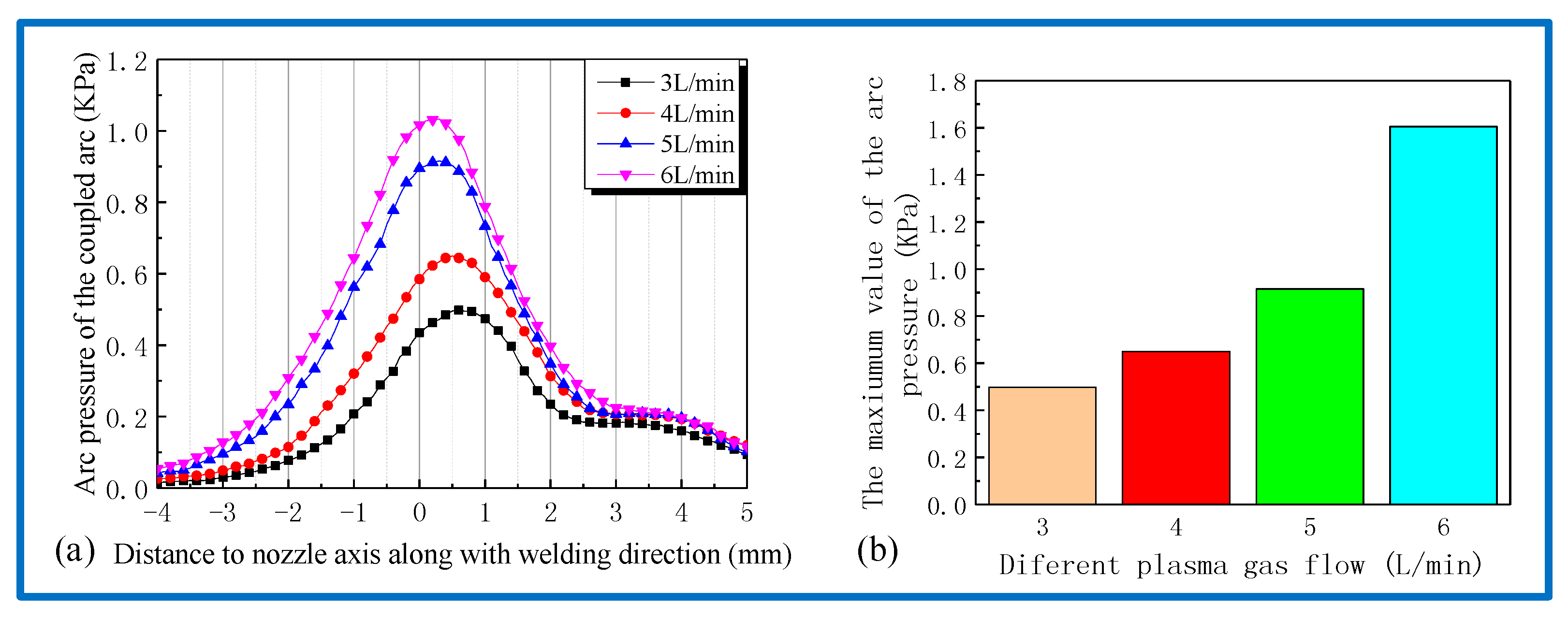
3.3. The Influence Factor of Coupled Arc Pressure
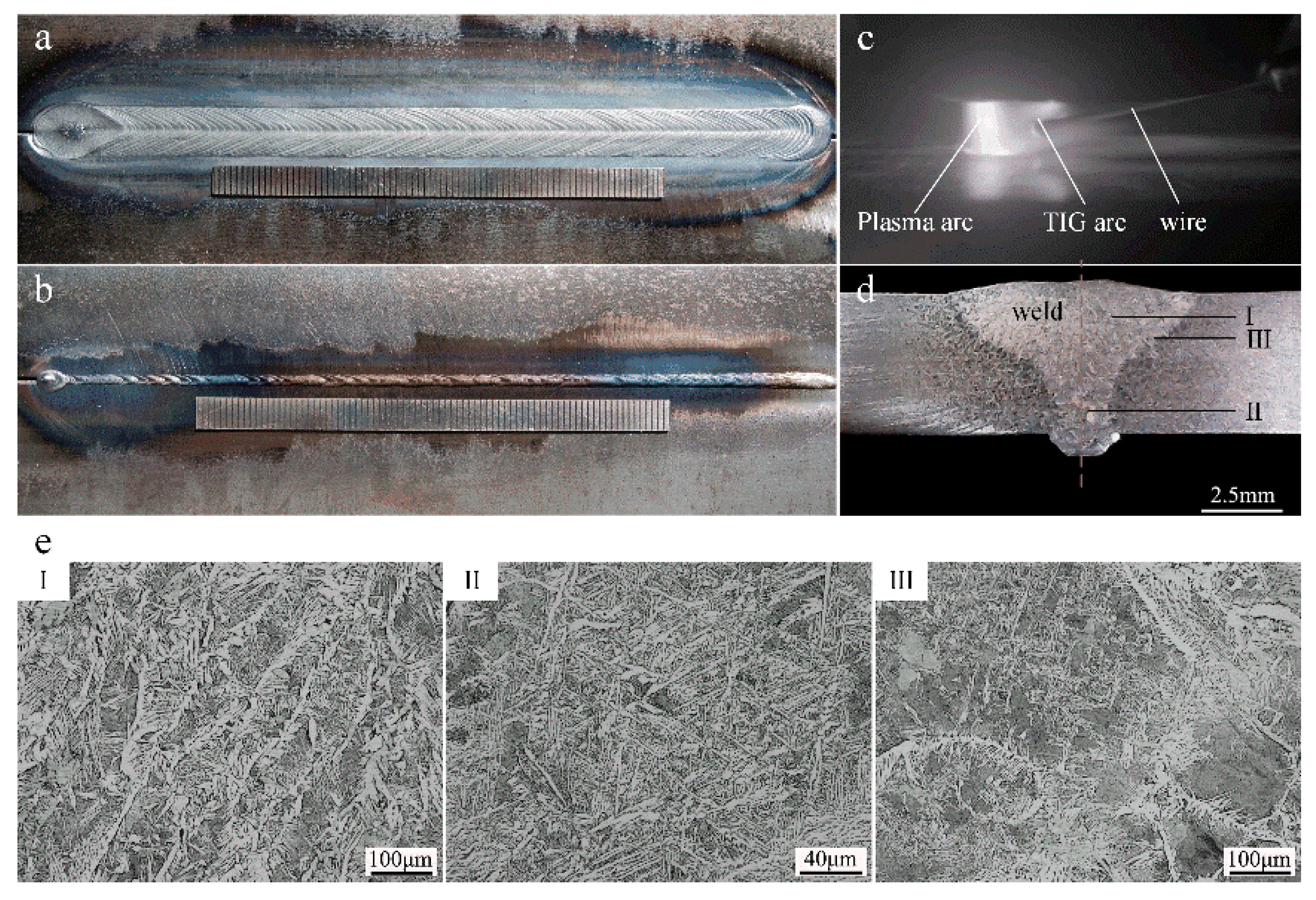
3.4. Formation and Microstructure of the Weld
4. Conclusions
- Under the function of Lorentz force and plasma flow force, TIG arc is deflected and couples with plasma arc. A coupled arc is generated and simultaneously involves the arc characteristics of plasma and TIG.
- The coupled arc profile is mainly determined by the combination effect of plasma flow force and Lorentz force generated by the magnetic field of plasma arc column, which is affected by the welding current from plasma and TIG.
- The coupled arc pressure distribution in two-dimensional surface is similar to gourd shape. The maximum arc pressure appears between plasma arc and TIG arc and it is mainly determined by the plasma current. The welding conditions that affect the coupled arc distribution and the maximum pressure could be ranked according to their effects on the experimental results, namely, plasma current, plasma gas flow, TIG current and electrode spacing.
- The high-efficiency welding process of mild steel can be achieved without obvious defects. A smooth and uniform weld seam with on side welding both side formation was acquired at a plasma current of 150 A, a TIG current of 70 A and a welding speed of 240 mm/min.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclatures
| r1 | The plasma arc radius at the place of the tungsten cathode top (mm) |
| r2 | The plasma arc radius of arc column on the base metal surface (mm) |
| µ0 | Permeability of free space (T*m/A) |
| IP | Plasma arc welding current (A) |
| p | Plasma gas density (kg/m3) |
| µ1 | Axial component of the plasma velocity (m/s) |
| Pe | Electromagnetic axial pressure (Pa) |
| Pg | Plasma gas flow axial pressure (Pa) |
| Fr | The plasma arc axis resultant force |
| S | The arc sectional area at the place of base plate on the arc radial and S = πr12 |
| B | Magnetic induction of magnetic field generated by plasma arc (T) |
| L | Displacement of particle per unit |
| Ft | The plasma flow force of TIG arc |
| K | A constant that equals µ/4π |
| µ | Medium magnetic conductivity (T*m/A) |
| Ra | The radius of TIG arc root surface (mm) |
| Rb | The radius of TIG arc root undersurface (mm) |
References
- Liu, Z.M.; Cui, S.; Luo, Z.; Zhang, C.; Wang, Z.; Zhang, Y. Plasma arc welding: Process variants and its recent developments of sensing, controlling and modeling. J. Manuf. Process. 2016, 23, 315–327. [Google Scholar] [CrossRef]
- Tanaka, M.; Terasaki, H.; Ushio, M.; Lowke, J.J. A unified numerical modeling of stationary tungsten-inert-gas welding process. Metall. Mater. Trans. A 2002, 33, 2043–2052. [Google Scholar] [CrossRef]
- Wu, C.S.; Ushio, M.; Tanaka, M. Analysis of the tig welding arc behavior. Comput. Mater. Sci. 1997, 7, 308–314. [Google Scholar] [CrossRef]
- Huang, J.; He, X.; Guo, Y.; Zhang, Z.; Shi, Y.; Fan, D. Joining of aluminum alloys to galvanized mild steel by the pulsed de-gmaw with the alternation of droplet transfer. J. Manuf. Process. 2017, 25, 16–25. [Google Scholar] [CrossRef]
- Asai, M.S.; Ogawa, M.T.; Ishizaki, M.Y.; Minemura, M.T.; Minami, M.H.; Iyazaki, M.S.M. Application of plasma mig hybrid welding to dissimilar joints between copper and steel. Weld. World 2013, 56, 37–42. [Google Scholar] [CrossRef]
- Yurtisik, K.; Tirkes, S.; Dykhno, I.; Gur, C.H.; Gurbuz, R. Characterization of duplex stainless steel weld metals obtained by hybrid plasma-gas metal arc welding. Soldag. Insp. 2013, 18, 207–216. [Google Scholar] [CrossRef] [Green Version]
- Ton, H. Physical properties of the plasma-mig welding arc. J. Phys. D Appl. Phys. 1975, 8, 922. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Zhang, S.B. Double-sided arc welding increases weld joint penetration. Weld. J. 2000, 77, 57–61. [Google Scholar]
- Taban, E. Joining of duplex stainless steel by plasma arc, tig, and plasma arc+tig welding processes. Mater. Manuf. Process. 2008, 23, 871–878. [Google Scholar] [CrossRef]
- Acherjee, B. Hybrid laser arc welding: State-of-art review. Opt. Laser Technol. 2018, 99, 60–71. [Google Scholar] [CrossRef]
- Liming, L.; Jifeng, W.; Gang, S. Hybrid laser–tig welding, laser beam welding and gas tungsten arc welding of az31b magnesium alloy. Mater. Sci. Eng. A 2004, 381, 129–133. [Google Scholar] [CrossRef]
- Chen, J.; Wu, C.S.; Chen, M.A. Improvement of welding heat source models for tig-mig hybrid welding process. J. Manuf. Process. 2014, 16, 485–493. [Google Scholar] [CrossRef]
- Hsu, Y.F.; Rubinsky, B. Two-dimensional heat transfer study on the keyhole plasma arc welding process. Int. J. Heat Mass Transf. 1988, 31, 1409–1421. [Google Scholar] [CrossRef]
- Wu, C.S.; Wang, L.; Ren, W.J.; Zhang, X.Y. Plasma arc welding: Process, sensing, control and modeling. J. Manuf. Process. 2014, 16, 74–85. [Google Scholar] [CrossRef]
- Tashiro, S.; Miyata, M.; Tanaka, M.; Shin, K.; Takahashi, K. Numerical analysis of basic property of keyhole welding with plasma arc. Trans. Mater. Res. Soc. Jpn. 2010, 35, 589–592. [Google Scholar] [CrossRef] [Green Version]
- Stenbacka, N. On arc efficiency in gas tungsten arc welding. Soldag. Insp. 2013, 18, 380–390. [Google Scholar] [CrossRef] [Green Version]
- Fuerschbach, P.W.; Knorovsky, G.A. A study of melting efficiency in plasma arc and gas tungsten arc welding. Weld. J. 1991, 70, 287. [Google Scholar]
- Sun, J.S.; Wu, C.S.; Zhang, Y.M. Heat transfer modeling of double-side arc welding. Acta Phys. Sin. 2002, 51, 286–290. [Google Scholar]
- Zhang, Y. Keyhole double-sided arc welding process. J. Mater. Sci. Technol. 2001, 17, 159–160. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Feng, J.; Wang, S.; Zhao, H. Characteristics of welding and arc pressure in tig narrow gap welding using novel magnetic arc oscillation. Int. J. Adv. Manuf. Technol. 2017, 90, 413–420. [Google Scholar] [CrossRef]
- Qi, B.J.; Yang, M.X.; Cong, B.Q.; Liu, F.J. The effect of arc behavior on weld geometry by high-frequency pulse gtaw process with 0cr18ni9ti stainless steel. Int. J. Adv. Manuf. Technol. 2013, 66, 1545–1553. [Google Scholar] [CrossRef]
- Dai, D.S.; Song, Y.L.; Zhang, L.P. Study on the pressure in plasma arc. Chin. J. Mech. Eng. 2003, 34–36. [Google Scholar] [CrossRef]
- Cheng, L.; Hu, S.; Wang, Z. Arc pressure analysis in variable polarity tig welding. Trans. China Weld. Inst. 2014, 35, 101–104. [Google Scholar]
- Huang, Y.; Huaiyu, Q.U.; Fan, D.; Liu, R.; Kang, Z.; Wang, X. Arc pressure measurement and analysis of coupling arc aa-tig. Trans. China Weld. Inst. 2013, 34, 33–36. [Google Scholar]
- Ham, H.S.; Oh, D.S.; Cho, S.M. Measurement of arc pressure and shield gas pressure effect on surface of molten pool in tig welding. Sci. Technol. Weld. Join. 2013, 17, 594–600. [Google Scholar] [CrossRef]
- Murphy, A.B.; Tanaka, M.; Yamamoto, K.; Tashiro, S.; Sato, T.; Lowke, J.J. Modelling of thermal plasmas for arc welding: The role of the shielding gas properties and of metal vapour. J. Phys. D Appl. Phys. 2009, 42, 194006. [Google Scholar] [CrossRef]
- Murphy, A.B. Thermal plasmas in gas mixtures. J. Phys. D Appl. Phys. 2001, 34, R151–R173. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Plasma Arc Current (A) | TIG Arc Current (A) | Nozzle Height (mm) | Plasma Gas Flow (L/min) |
|---|---|---|---|---|
| #1 | 60, 80, 100, 120 | 100 | 5 | 4 |
| #2 | 60 | 60, 90, 120, 150 | 5 | 4 |
| #3 | 120 | 140, 160, 180, 200 | 5 | 4 |
| #4 | 60 | 100 | 3, 4, 5, 6 | 4 |
| #5 | 60 | 100 | 5 | 3, 4, 5, 6 |
| IP (A) | IT (A) | DPT (mm) | L (mm) | D (mm) | Qp (L/min) | Qs (L/min) |
|---|---|---|---|---|---|---|
| 60 | 100 | 7 | 5 | 1.25 | 4 | 15 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Zhu, X.-M.; Zhang, H.-C.; Zhang, H.-T.; Feng, J.-C. Characteristics of Welding and Arc Pressure in the Plasma–TIG Coupled Arc Welding Process. Metals 2018, 8, 512. https://doi.org/10.3390/met8070512
Wang B, Zhu X-M, Zhang H-C, Zhang H-T, Feng J-C. Characteristics of Welding and Arc Pressure in the Plasma–TIG Coupled Arc Welding Process. Metals. 2018; 8(7):512. https://doi.org/10.3390/met8070512
Chicago/Turabian StyleWang, Bo, Xun-Ming Zhu, Hong-Chang Zhang, Hong-Tao Zhang, and Ji-Cai Feng. 2018. "Characteristics of Welding and Arc Pressure in the Plasma–TIG Coupled Arc Welding Process" Metals 8, no. 7: 512. https://doi.org/10.3390/met8070512
APA StyleWang, B., Zhu, X. -M., Zhang, H. -C., Zhang, H. -T., & Feng, J. -C. (2018). Characteristics of Welding and Arc Pressure in the Plasma–TIG Coupled Arc Welding Process. Metals, 8(7), 512. https://doi.org/10.3390/met8070512