Liquation Cracking in the Heat-Affected Zone of IN738 Superalloy Weld




Abstract
:1. Introduction
2. Materials and Experimental Procedures
3. Results
3.1. Microstructural Examinations
3.2. Phase Identification by XRD
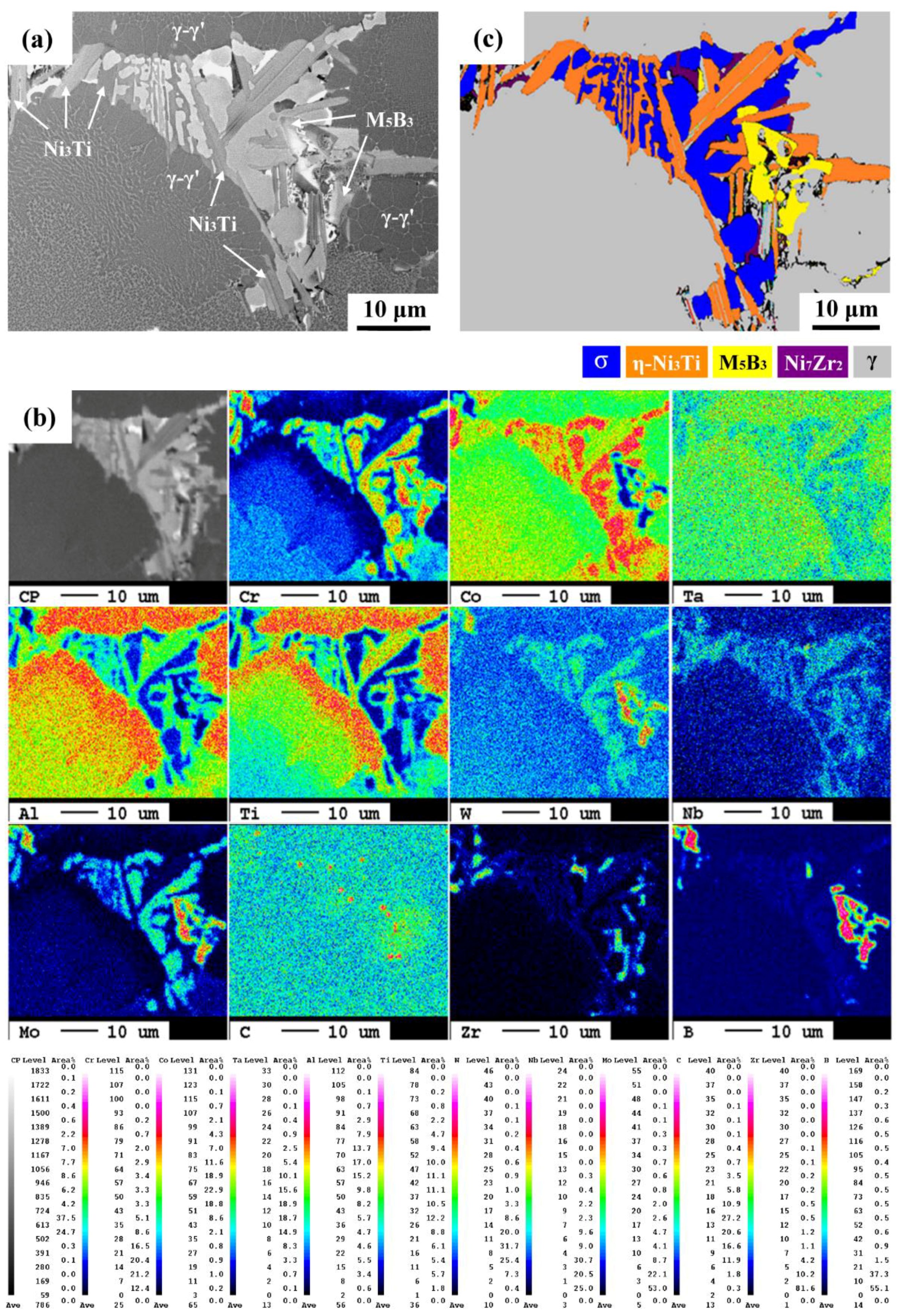
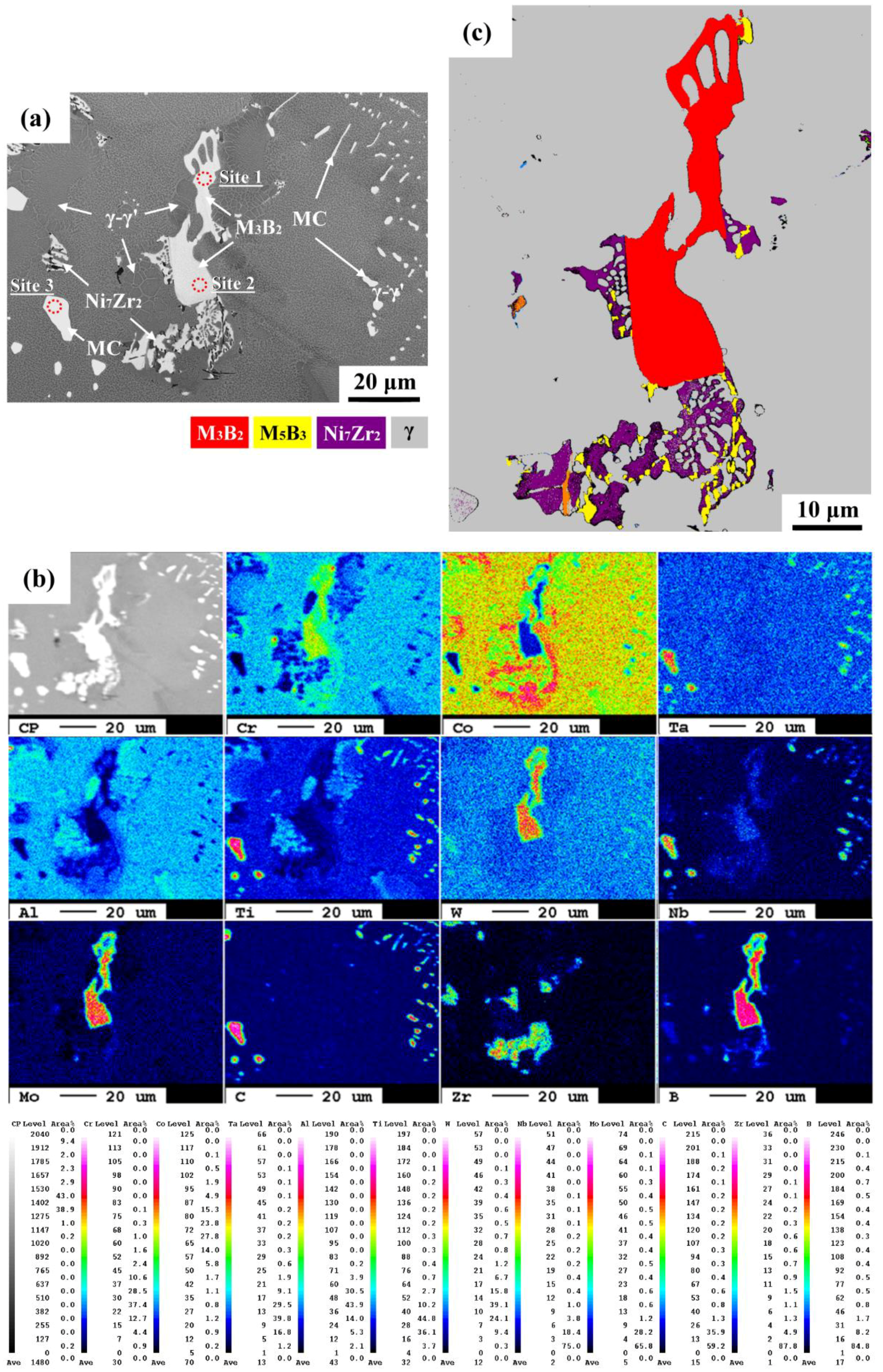
3.3. Microconstituents Identified by EBSD
3.4. HAZ Microcrack Inspections
3.5. SEM Fractography
4. Discussion
5. Conclusions
- (1)
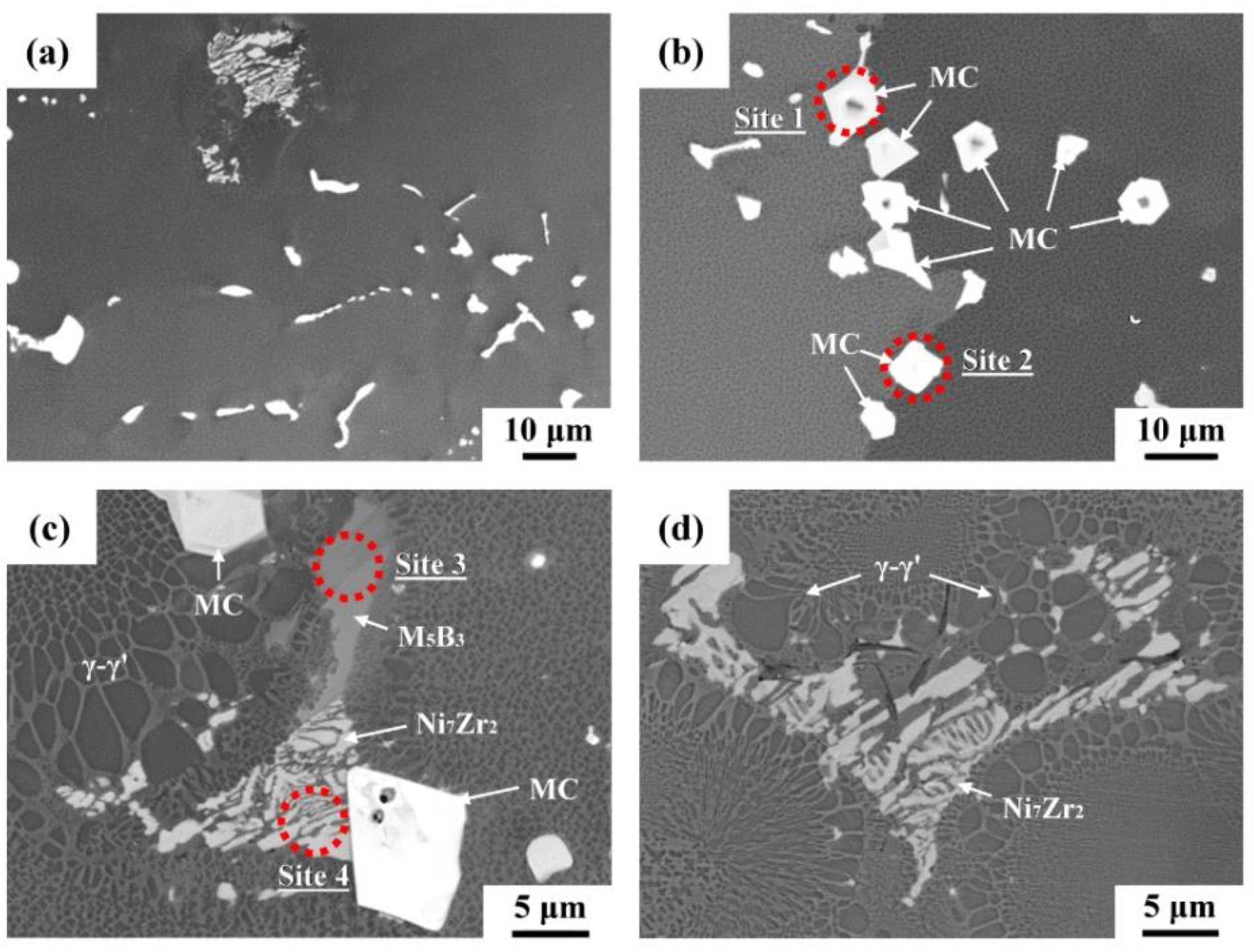
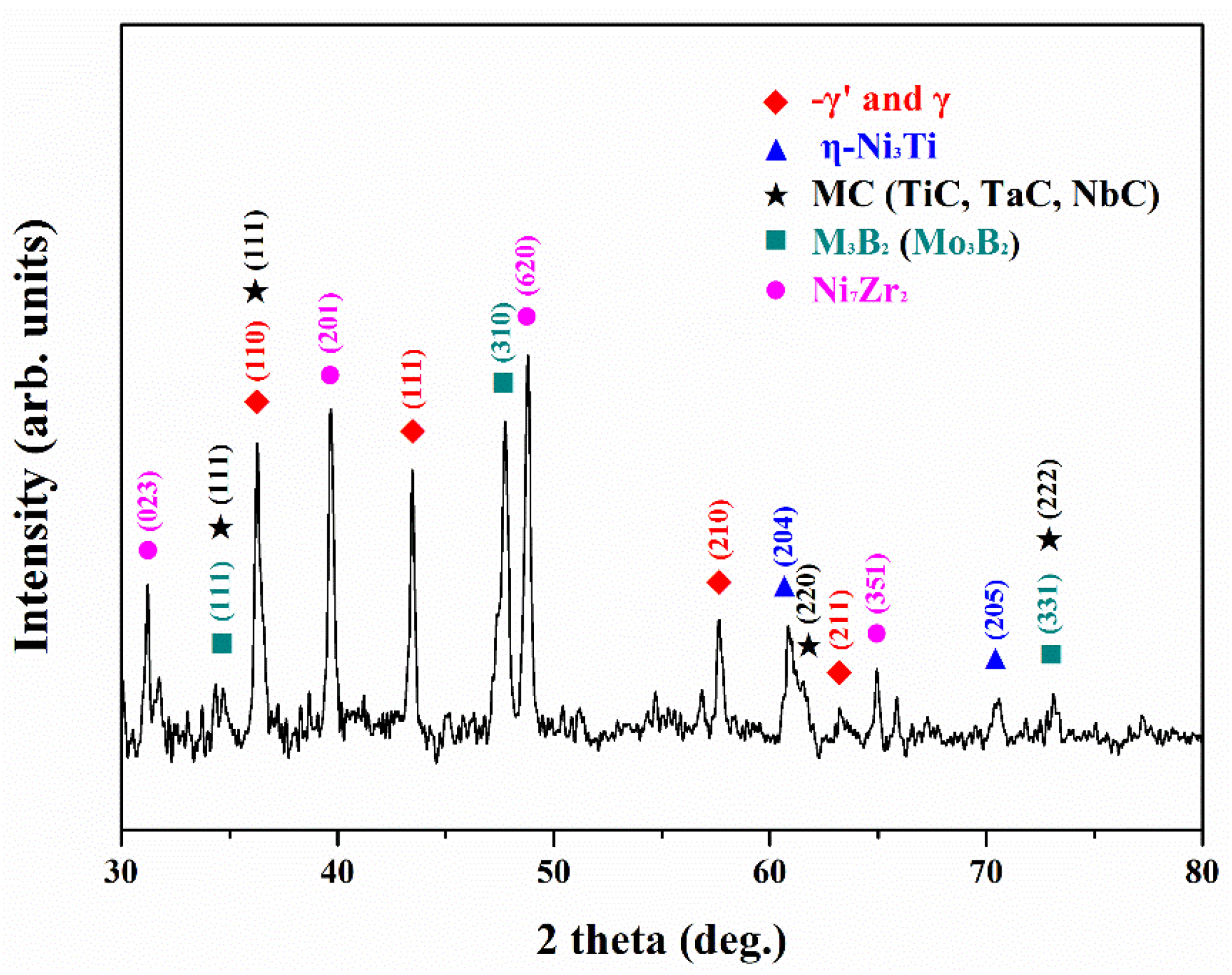
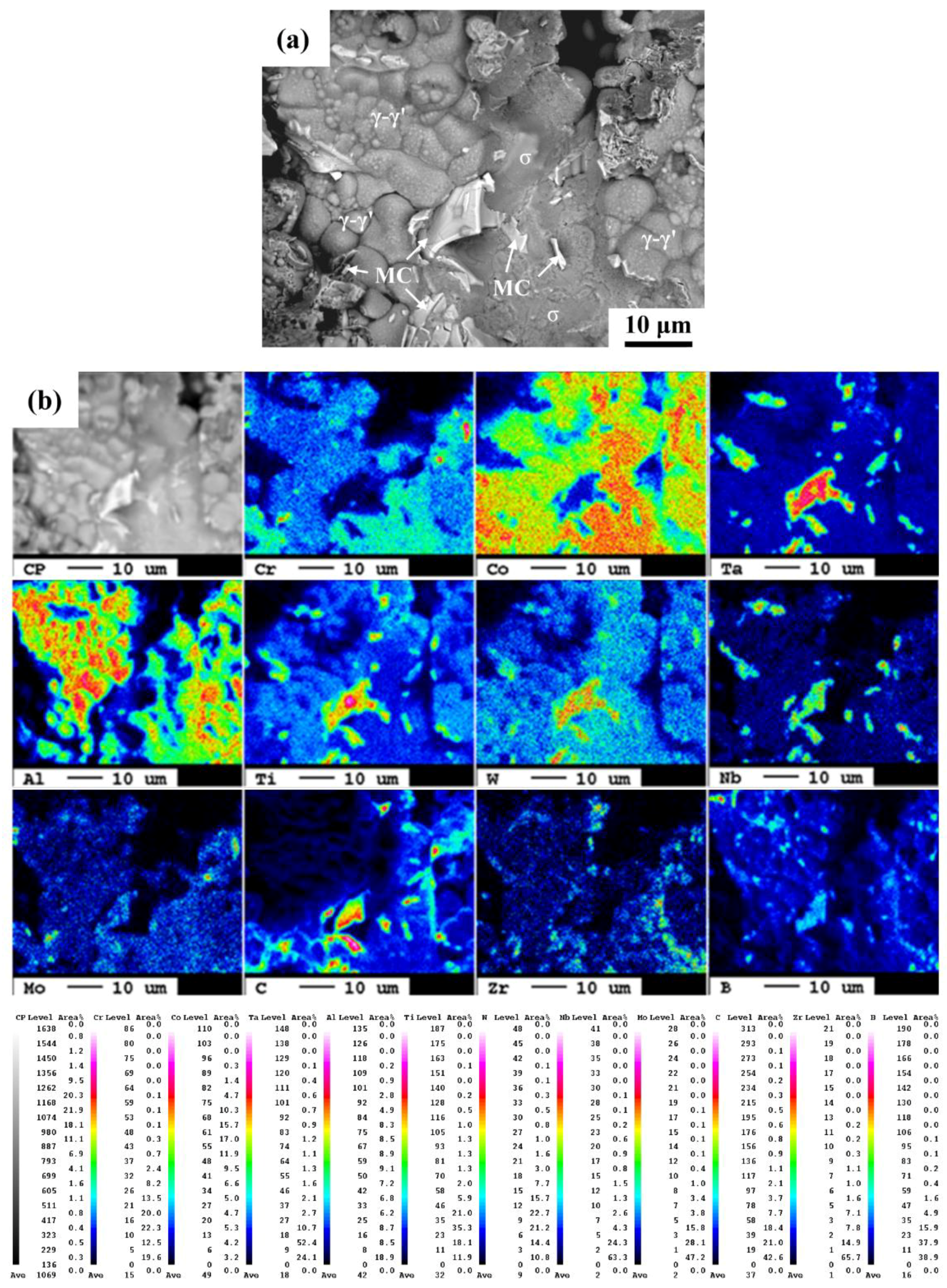
- The microstructures of IN738 superalloy showed extensive precipitation of cuboidal γ’ and coarse MC carbides in the γ matrix. Several different microconstituents were found in the interdendritic boundaries of the cast alloy. The terminal microconstituents in distinct morphologies present at the grain boundaries included MC carbides, Cr-Mo borides, Ni-Zr intermetallics, σ (Co-Cr) and η-Ni3Ti phases.
- (2)
- The occurrence of liquation cracking in the HAZ of IN738 weldment was interrelated with the eutectic melting of terminal solidification products along interdendritic boundaries. Liquation cracks were prone to initiate and propagate at interfaces between MC carbides and the γ matrix, due to their higher contents among the solidification products. In addition, the lamellar eutectics formed ahead of the γ-γ’ colonies. They were the mixture of Cr-Mo borides, Ni-Zr intermetallics, σ and η-Ni3Ti phases, which were expected to melt at much lower temperatures than the matrix.
- (3)
- The fracture appearance of the liquation cracks showed that the causes of liquation cracking of the IN738 superalloy weld were strongly associated with the interdendritic microconstituents in the cast structures.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Henderson, M.B.; Arrell, D.; Larsson, R.; Heobel, M.; Marchant, G. Nickel Based Superalloy Welding Practices for Industrial Gas Turbine Applications. Sci. Technol. Weld. Join. 2004, 9, 13–21. [Google Scholar] [CrossRef]
- Balikci, E.; Raman, A.; Mirshams, R.A. Influence of Various Heat Treatments on the Microstructure of Polycrystalline IN738LC. Metall. Mater. Trans. A 1997, 28, 1993–2003. [Google Scholar] [CrossRef]
- Balikci, E.; Raman, A. Characteristics of the γ′ Precipitates at High Temperature in Ni-Base Polycrystalline Superalloy IN738LC. J. Mater. Sci. 2000, 35, 3593–3597. [Google Scholar] [CrossRef]
- Qian, M.; Lippold, J.C. The Effect of Rejuvenation Heat Treatments on the Repair Weldability of Wrought Alloy 718. Mater. Sci. Eng. A 2003, 340, 225–231. [Google Scholar] [CrossRef]
- Yao, Z.; Degnan, C.C.; Jepson, M.A.E.; Thomson, R.C. Effect of Rejuvenation Heat Treatments on Gamma Prime Distributions in a Ni based Superalloy for Power Plant Applications. Mater. Sci. Technol. 2013, 29, 755–780. [Google Scholar] [CrossRef]
- Monti, C.; Giorgetti, A.; Tognarelli, L.; Mastromatteo, F. On the Effects of the Rejuvenation Treatment on Mechanical and Microstructural Properties of IN-738 Superalloy. J. Mater. Eng. Perform. 2017, 26, 2244–2256. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Contribution of Constitutional Liquation of Gamma Prime Precipitate to Weld HAZ Cracking of Cast Inconel 738 Superalloy. Scr. Mater. 2004, 50, 641–646. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Microstructural Study of Weld Fusion Zone of TIG Welded IN 738LC Nickel-based Superalloy. Scr. Mater. 2004, 51, 683–688. [Google Scholar] [CrossRef]
- Sidhu, R.K.; Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Metallographic and OIM Study of Weld Cracking in GTA Weld Build-up of Polycrystalline, Directionally Solidified and Single Crystal Ni-based Superalloy. Sci. Technol. Weld. Join. 2009, 14, 125–131. [Google Scholar] [CrossRef]
- Sidhu, R.K.; Ojo, O.A.; Chaturvedi, M.C. Microstructural Response of Directionally Solidified Rene 80 Superalloy to Gas-Tungsten Arc Welding. Metall. Mater. Trans. A 2009, 40, 150–162. [Google Scholar] [CrossRef]
- González, M.A.; Martínez, D.I.; Pérez, A.; Guajardo, H.; Garza, A. Microstructural Response to HAZ Cracking of Prewelding Heat-Treated Inconel 939 Superalloy. Mater. Charact. 2011, 62, 1116–1123. [Google Scholar] [CrossRef]
- Montazeri, M.; Malek Ghaini, F.; Ojo, O.A. Heat Input and the Liquation Cracking of Laser Welded IN738LC Superalloy. Weld. J. 2013, 92, 258–264. [Google Scholar]
- Lachowicz, M.; Dudziński, W.; Hainmann, K.; Podrez-Radziszewska, M. Microstructure Transformations and Cracking in the Matrix of γ–γ′ Superalloy Inconel 713C Melted with Electron Beam. Mater. Sci. Eng. A 2008, 479, 269–276. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Study of the Fusion Zone and Heat-Affected Zone Microstructures in Tungsten Inert Gas-Welded Inconel 738LC Superalloy. Metall. Mater. Trans. A 2006, 37, 421–433. [Google Scholar] [CrossRef]
- Li, Q.; Lin, X.; Wang, X.H.; Yang, H.; Song, M.; Huang, W.D. Research on the Grain Boundary Liquation Mechanism in Heat-Affected Zone of Laser Forming Repaired K465 Nickel-Based Superalloy. Metals 2016, 6, 64. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. On Incipient Melting During High Temperature Heat Treatment of Cast Inconel 738 Superalloy. J. Mater. Sci. 2004, 39, 7401–7404. [Google Scholar] [CrossRef]
- Zhang, H.R.; Ojo, O.A. Cr-rich Nanosize Precipitates in a Standard Heat-Treated Inconel 738 Superalloy. Philos. Mag. 2010, 90, 765–782. [Google Scholar] [CrossRef]
- Egbewande, A.T.; Zhang, H.R.; Sidhu, R.K.; Ojo, O.A. Improvement in Laser Weldability of INCONEL 738 Superalloy through Microstructural Modification. Metall. Mater. Trans. A 2009, 40, 2694–2704. [Google Scholar] [CrossRef]
- Ola, O.T.; Ojo, O.A.; Chaturvedi, M.C. On the Development of a New Pre-weld Thermal Treatment Procedure for Preventing Heat-Affected Zone (HAZ) Liquation Cracking in Nickel-Base IN 738 Superalloy. Philos. Mag. 2014, 94, 3295–3316. [Google Scholar] [CrossRef]
- Rush, M.T.; Colegrove, P.A.; Zhang, Z.; Broad, D. Liquation and Post-Weld Heat Treatment Cracking in Rene 80 Laser Repair Welds. J. Mater. Process. Technol. 2012, 212, 188–197. [Google Scholar] [CrossRef] [Green Version]
- Danis, Y.; Arvieu, C.; Lacoste, E.; Larrouy, T.; Quenisset, J.M. An Investigation on Thermal, Metallurgical and Mechanical States in Weld Cracking of Inconel 738LC Superalloy. Mate Des. 2010, 31, 402–416. [Google Scholar] [CrossRef]
- Shahsavari, H.A.; Kokabi, A.H.; Nategh, S. Effect of Preweld Microstructure on HAZ Liquation Cracking of Rene 80 Superalloy. Mater. Sci. Technol. 2007, 23, 547–555. [Google Scholar] [CrossRef]
- Pakniat, M.; Malek Ghaini, F.; Torkamany, M.J. Effect of Heat Treatment on Liquation Cracking in Continuous Fiber and Pulsed Nd:YAG Laser Welding of Hastelloy X Alloy. Metall. Mater. Trans. A 2017, 48, 5387–5395. [Google Scholar] [CrossRef]
- González Albarrán, M.A.; Martínez, D.I.; Díaz, E.; Guzman, I.; Saucedo, E.; Guzman, A.M. Effect of Preweld Heat Treatment on the Microstructure of Heat-Affected Zone (HAZ) and Weldability of Inconel 939 Superalloy. J. Mater. Eng. Perform. 2014, 23, 1125–1130. [Google Scholar] [CrossRef]
- Zhong, M.L.; Sun, H.Q.; Lin, W.J.; Zhu, X.F.; He, J.J. Boundary Liquation and Interface Cracking Characterization in Laser Deposition of Inconel 738 on Directionally Solidified Ni-Based Superalloy. Scr. Mater. 2005, 53, 159–164. [Google Scholar] [CrossRef]
- Sidhu, R.K.; Ojo, O.A.; Chaturvedi, M.C. Microstructural Analysis of Laser-Beam-Welded Directionally Solidified INCONEL 738. Metall. Mater. Trans. A 2007, 38, 858–870. [Google Scholar] [CrossRef]
- Osoba, L.O.; Ding, R.G.; Ojo, O.A. Microstructural analysis of laser weld fusion zone in Haynes 282 superalloy. Mater. Charact. 2012, 65, 93–99. [Google Scholar] [CrossRef]
- Lachowicz, M.; Dudzinski, W.; Radziszewska, M.P. TEM Observation of the Heat-Affected Zone in Electron Beam Welded Superalloy Inconel 713C. Mater. Charact. 2008, 59, 560–566. [Google Scholar] [CrossRef]
- Angella, G.; Barbieri, G.; Donnini, R.; Montanari, R.; Richetta, M.; Varone, A. Electron Beam Welding of IN792 DS: Effects of Pass Speed and PWHT on Microstructure and Hardness. Materials 2017, 10, 1033. [Google Scholar] [CrossRef] [PubMed]
- Liu, D.; Lippold, J.C.; Li, J.; Rohklin, S.R.; Vollbrecht, J.; Grylls, R. Laser Engineered Net Shape (LENS) Technology for the Repair of Ni-Base Superalloy Turbine Components. Metall. Mater. Trans. A 2014, 45, 4454–4469. [Google Scholar] [CrossRef]
- Banerjee, K.; Richards, N.L.; Chaturvedi, M.C. Effect of Filler Alloys on Heat-Affected Zone Cracking in Preweld Heat-Treated IN-738 LC Gas-Tungsten-Arc Welds. Metall. Mater. Trans. A 2005, 36, 1881–1890. [Google Scholar] [CrossRef]
- Sidhu, R.K.; Richards, N.L.; Chaturvedi, M.C. Effect of Filler Alloy Composition on Post-weld Heat Treatment Cracking in GTA Welded Cast Inconel 738LC Superalloy. Mater. Sci. Technol. 2008, 24, 529–539. [Google Scholar] [CrossRef]
- Hsu, K.T.; Wang, H.S.; Chen, H.G.; Chen, P.C. Effects of the Hot Isostatic Pressing Process on Crack Healing of the Laser Repair-Welded CM247LC Superalloy. Metals 2016, 6, 238. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Miranda, R.M.; Braz Fernandes, F.M. Welding and Joining of NiTi Shape Memory Alloys: A Review. Prog. Mater. Sci. 2017, 88, 412–466. [Google Scholar] [CrossRef]
- Cui, C.Y.; Gu, Y.F.; Ping, D.H.; Harada, H.; Fukuda, T. The Evolution of η-phase in Ni–Co Base Superalloys. Mater. Sci. Eng. A 2008, 485, 651–656. [Google Scholar] [CrossRef]
- EI-Bagoury, N.; Nofal, A. Microstructure of an Experimental Ni Base Superalloy under Various Casting Conditions. Mater. Sci. Eng. A 2010, 527, 7793–7800. [Google Scholar] [CrossRef]
- Long, F.; Yoo, Y.S.; Jo, C.Y.; Seo, S.M.; Jeong, H.W.; Song, Y.S.; Jin, T.; Hu, Z.Q. Phase Transformation of η and σ Phases in an Experimental Ni-based Superalloy. J. Alloys Compd. 2009, 478, 181–187. [Google Scholar] [CrossRef]
- Montazeri, M.; Ghaini, F.M. The Liquation Cracking Behavior of IN 738LC Superalloy during Low Power Nd:YAG Pulsed Laser Welding. Mater. Charact. 2012, 67, 65–73. [Google Scholar] [CrossRef]
- Chen, T.C.; Cheng, Y.H.; Tsay, L.W.; Shiue, R.K. Effects of Grain Boundary Microconstituents on Heat Affect Zone Cracks in a Mar-M004 Weldment. Metals 2018, 8, 201. [Google Scholar] [CrossRef]
- Cheng, Y.H.; Chen, J.T.; Shiue, R.K.; Tsay, L.W. The Evolution of Cast Microstructures on the HAZ Liquation Cracking of Mar-M004 Weld. Metals 2018, 8, 35. [Google Scholar] [CrossRef]
- Hou, J.S.; Guo, J.T.; Yang, G.X.; Zhou, L.Z.; Qin, X.Z. The Microstructure Instability of a Hot Corrosion Resistant Superalloy during Long-Term Exposure. Mater. Sci. Eng. A 2008, 498, 349–353. [Google Scholar]
- Lee, H.-S.; Kim, D.-S.; Yoo, K.-B.; Song, K.-S. Quantitative Analysis of Carbides and the Sigma Phase in Thermally Exposed GTD-111. Met. Mater. Int. 2012, 18, 287–293. [Google Scholar] [CrossRef]
- Jahangiri, M.R.; Arabi, H.; Boutorabi, S.M.A. Investigation on the Dissolution of η Phase in a Cast Ni-based Superalloy. Int. J. Min. Metall. Mater. 2013, 20, 42–48. [Google Scholar] [CrossRef]
- Gonzalez, H.; Calleja, A.; Pereira, O.; Ortega, N.; de Lacalle, L.N.L.; Barton, M. Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools. Metals 2018, 8, 24. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Some Investigations on High Speed Dry Machining of Aerospace Material Inconel 718 Using Multicoated Carbide Inserts. Mater. Manuf. Process. 2012, 27, 1066–1072. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | B | C | Cr | Mo | Nb | Ti | Zr | Co | Ta | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Site 1 | 0.02 | - | 45.72 | 0.89 | 1.69 | 6.21 | 30.07 | 0.05 | 0.27 | 11.25 | Bal. |
| Site 2 | 0.01 | - | 44.03 | 0.98 | 1.66 | 6.52 | 30.34 | 0.04 | 0.26 | 11.98 | Bal. |
| Site 3 | - | 27.14 | 1.87 | 54.3 | 9.59 | 0.40 | 0.98 | - | 1.31 | 0.08 | Bal. |
| Site 4 | 1.06 | - | 2.28 | 3.49 | 0.23 | 0.94 | 2.34 | 16.67 | 7.01 | 0.31 | 65.58 |
| Element | Al | B | C | Cr | Mo | Nb | Ti | Ta | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Site 1 | 0.04 | 29.06 | 1.39 | 37.43 | 17.32 | 2.37 | 3.2 | 0.48 | Bal. |
| Site 2 | 0.01 | 27.82 | 1.38 | 38.35 | 18.13 | 2.82 | 3.01 | 0.43 | Bal. |
| Site 3 | - | - | 24.14 | 1.22 | 0.46 | 16.89 | 39.74 | 12.66 | Bal. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, K.-C.; Chen, T.-C.; Shiue, R.-K.; Tsay, L.-W. Liquation Cracking in the Heat-Affected Zone of IN738 Superalloy Weld. Metals 2018, 8, 387. https://doi.org/10.3390/met8060387
Chen K-C, Chen T-C, Shiue R-K, Tsay L-W. Liquation Cracking in the Heat-Affected Zone of IN738 Superalloy Weld. Metals. 2018; 8(6):387. https://doi.org/10.3390/met8060387
Chicago/Turabian StyleChen, Kai-Cheng, Tai-Cheng Chen, Ren-Kae Shiue, and Leu-Wen Tsay. 2018. "Liquation Cracking in the Heat-Affected Zone of IN738 Superalloy Weld" Metals 8, no. 6: 387. https://doi.org/10.3390/met8060387
APA StyleChen, K. -C., Chen, T. -C., Shiue, R. -K., & Tsay, L. -W. (2018). Liquation Cracking in the Heat-Affected Zone of IN738 Superalloy Weld. Metals, 8(6), 387. https://doi.org/10.3390/met8060387