Characterizing the Soldering Alloy Type In–Ag–Ti and the Study of Direct Soldering of SiC Ceramics and Copper




Abstract
:1. Introduction
2. Experimental Section
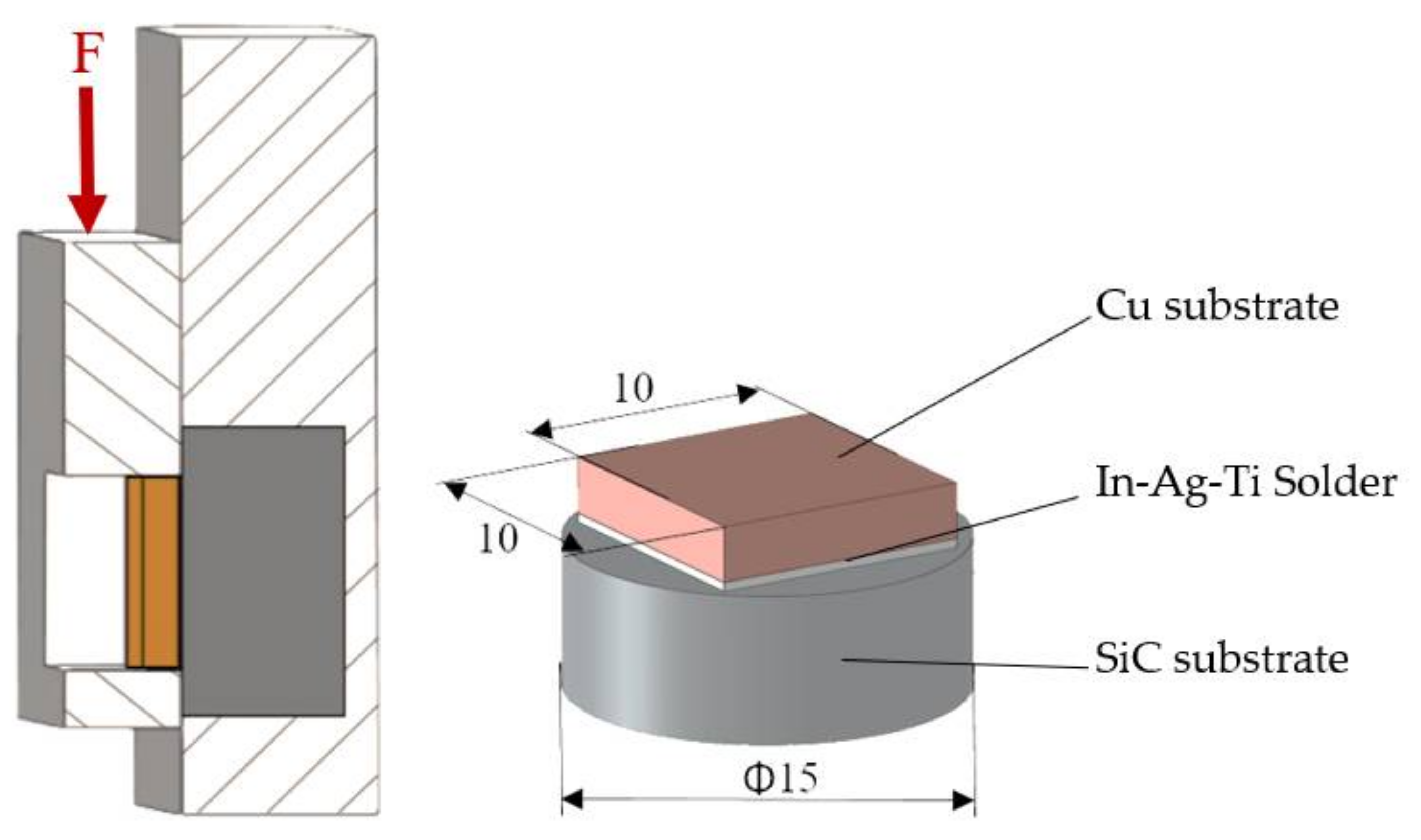
- ceramic SiC substrate in the form of disks Ø 15 × 3 mm;
- metallic Cu substrate with 4N purity of dimensions Ø 15 × 2 mm and 10 × 10 × 2.5 mm.
3. Experimental Results
3.1. DSC Analysis
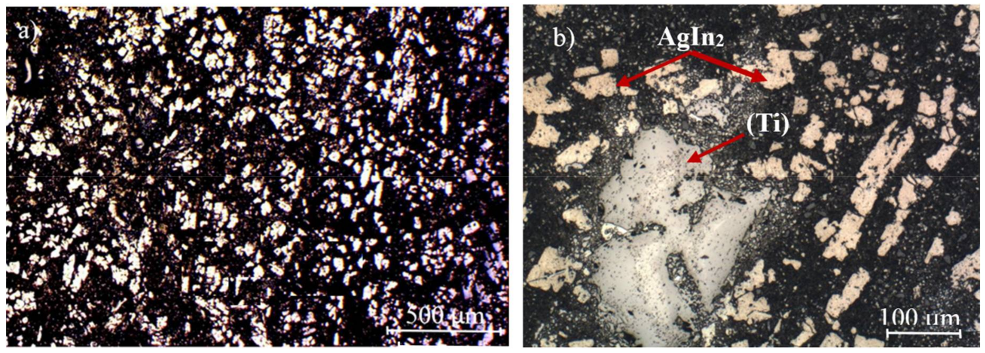
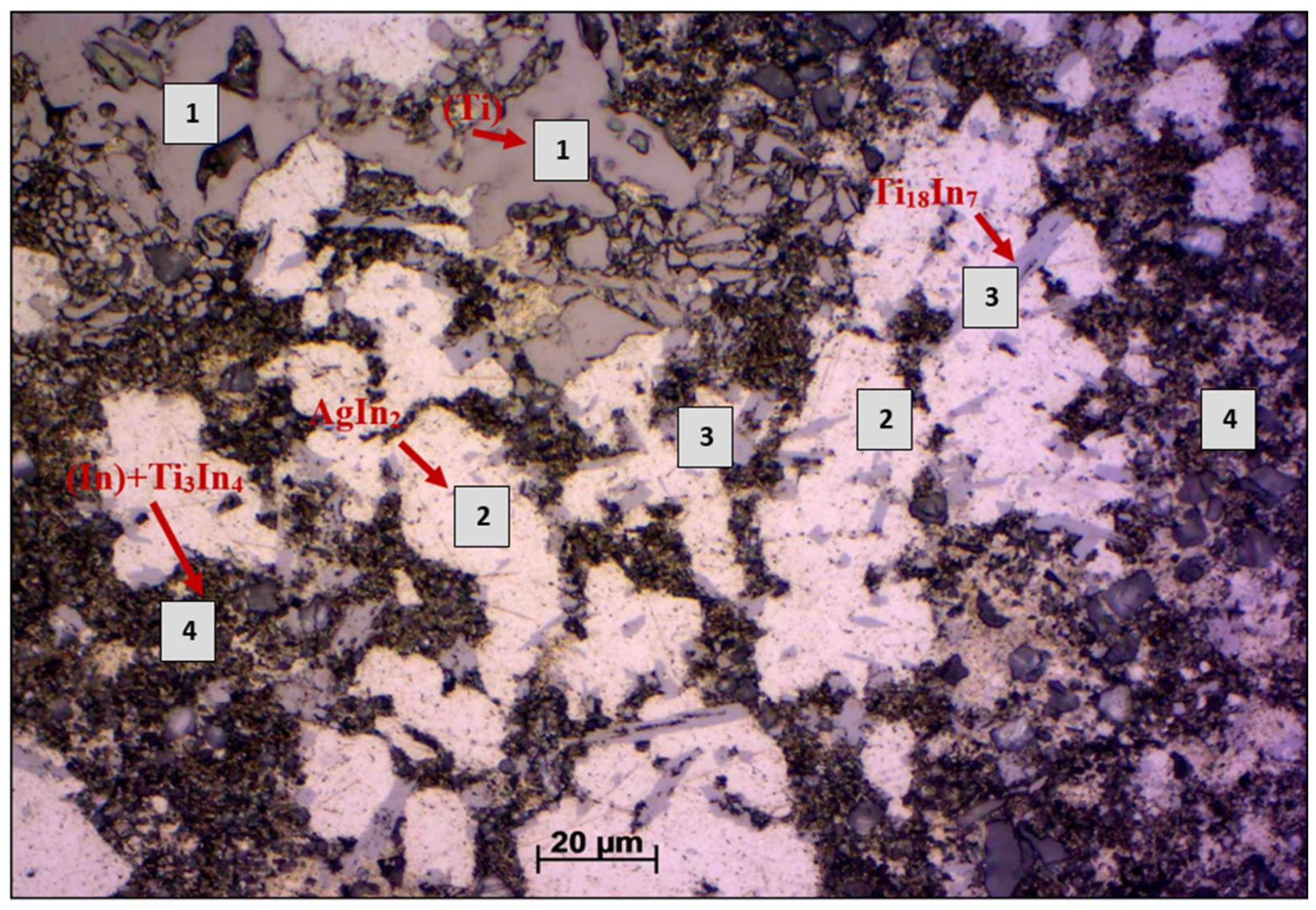
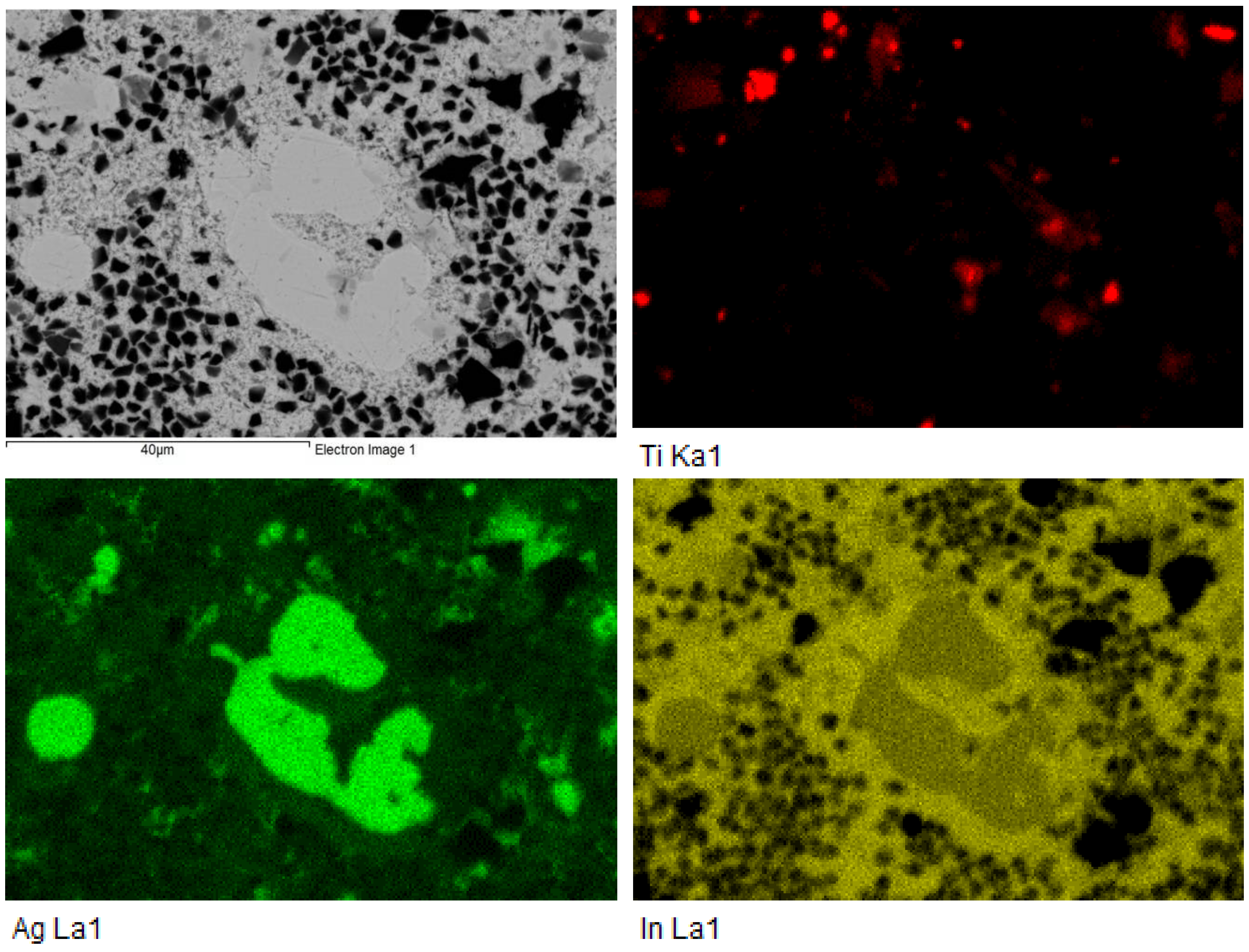
3.2. Microstructure of In10Ag4Ti Solder
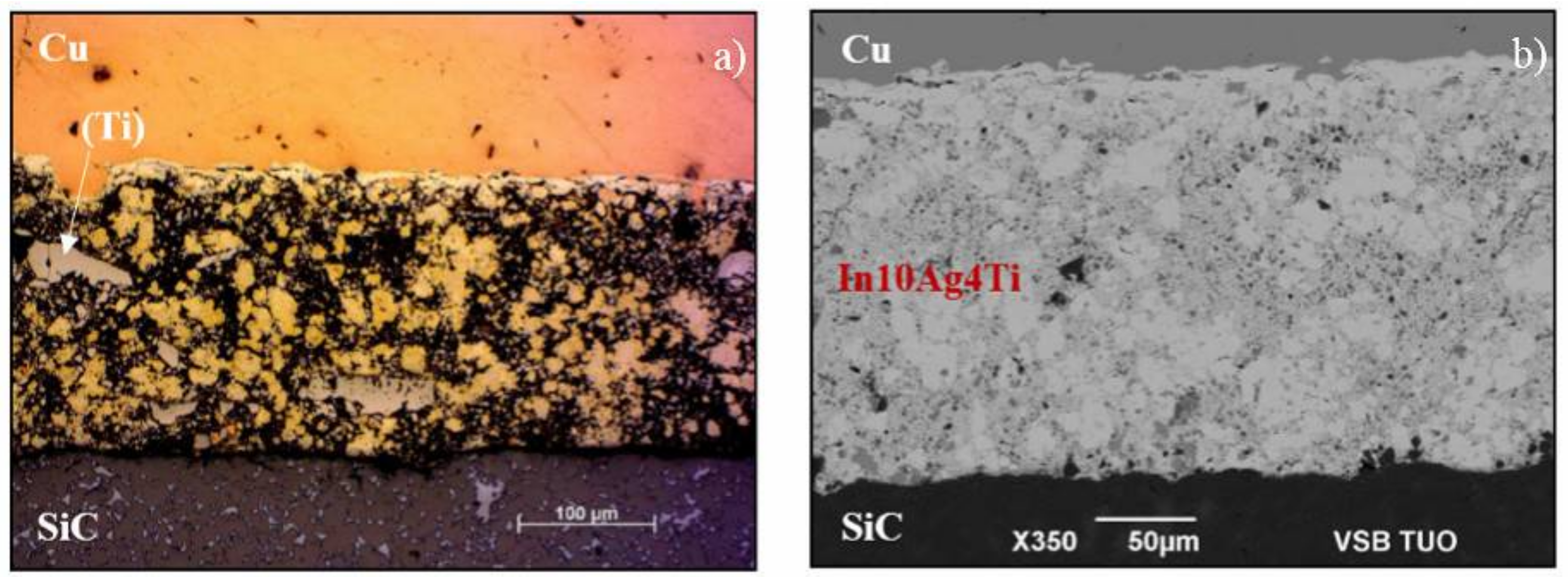
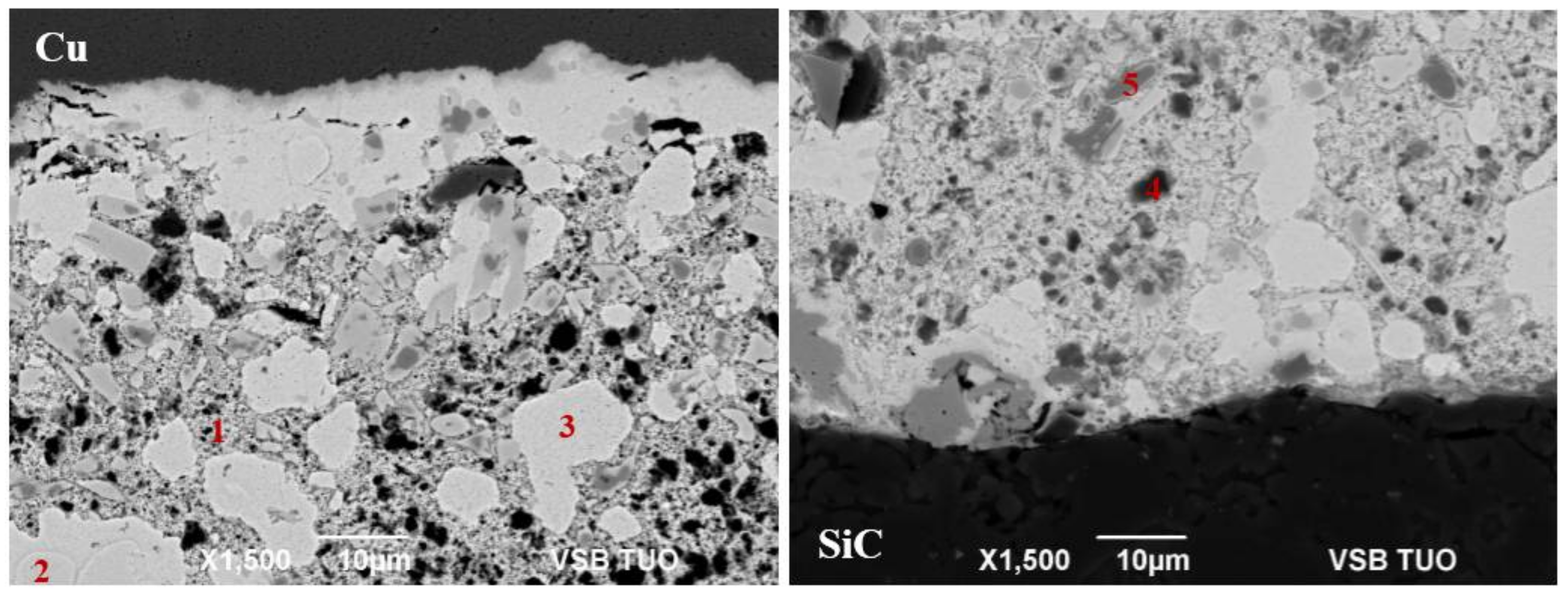
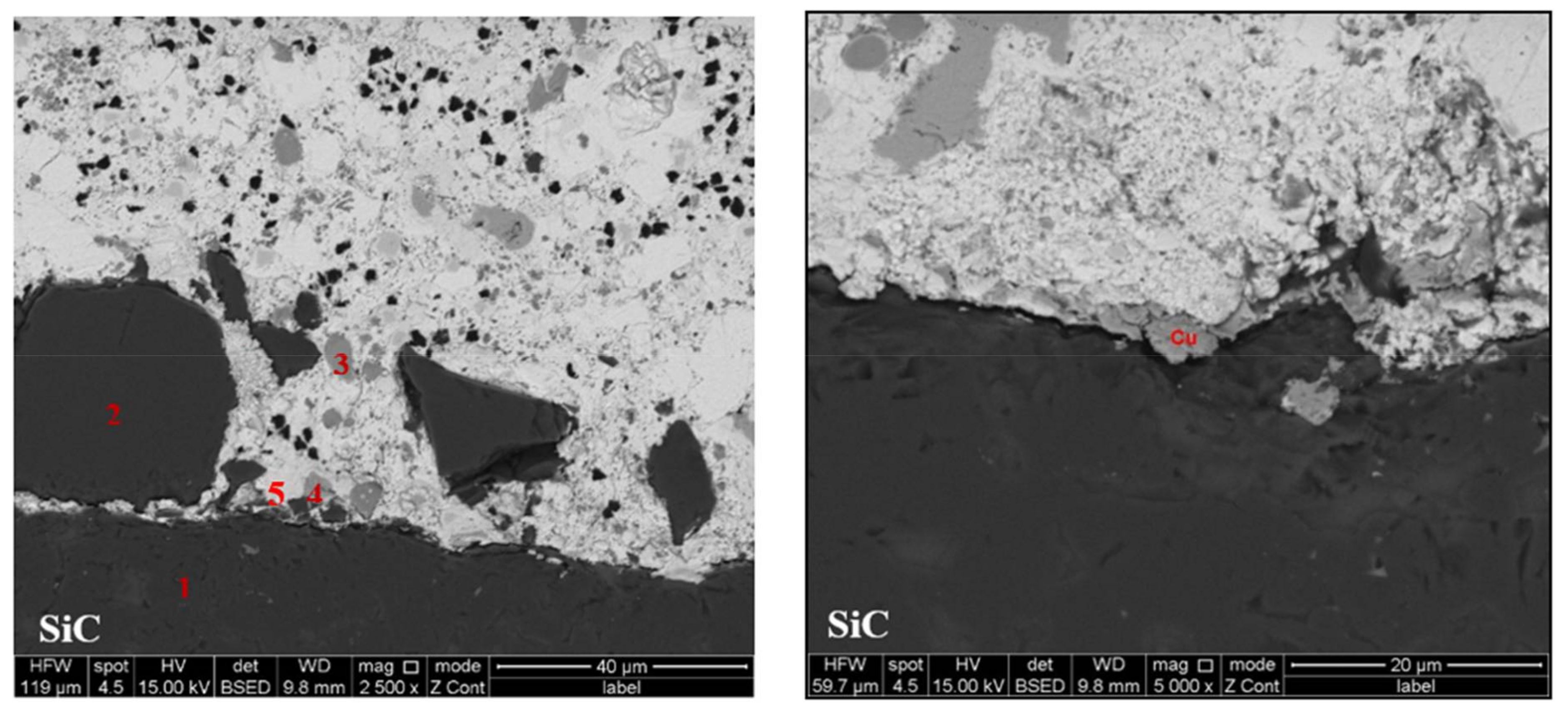
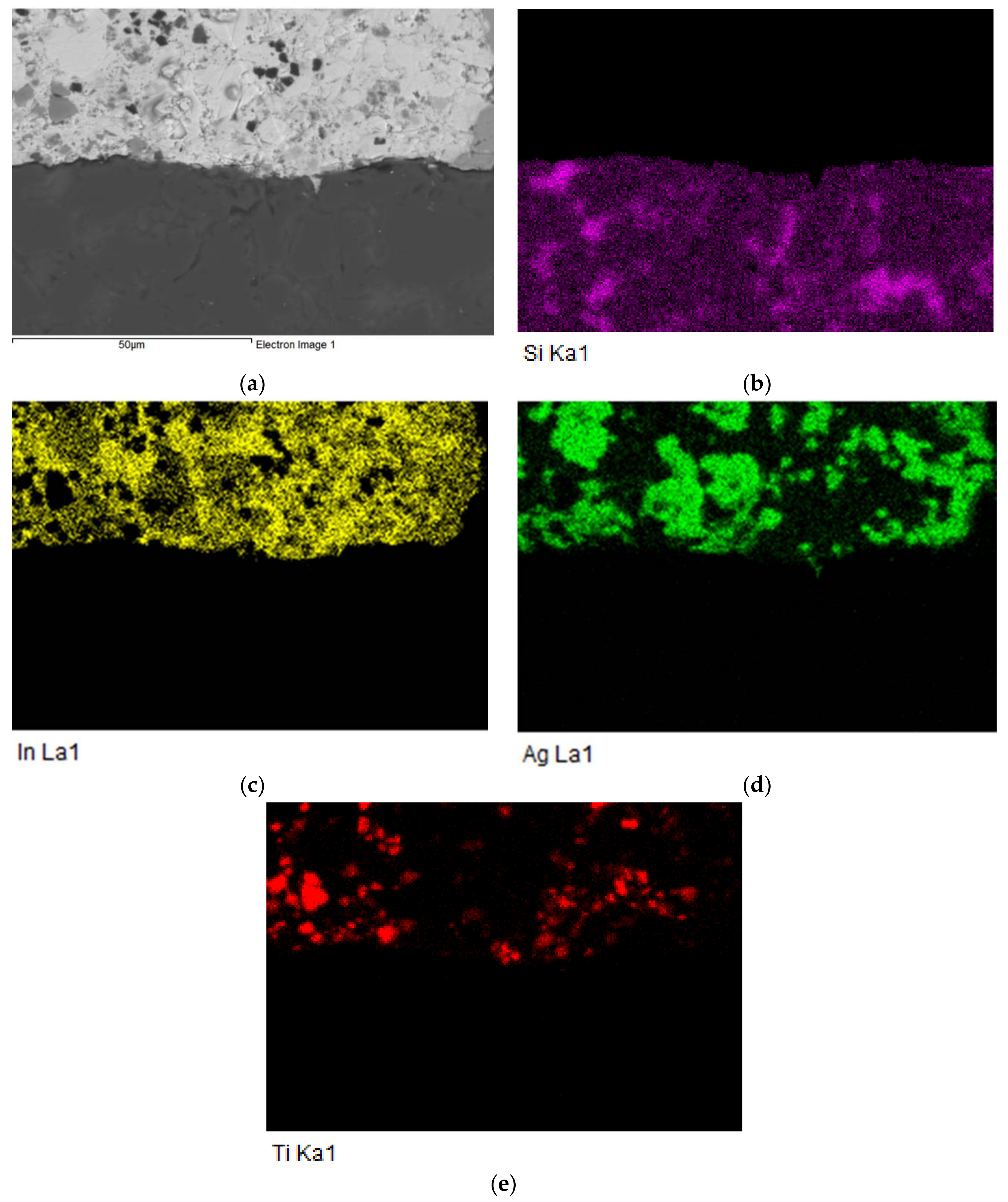
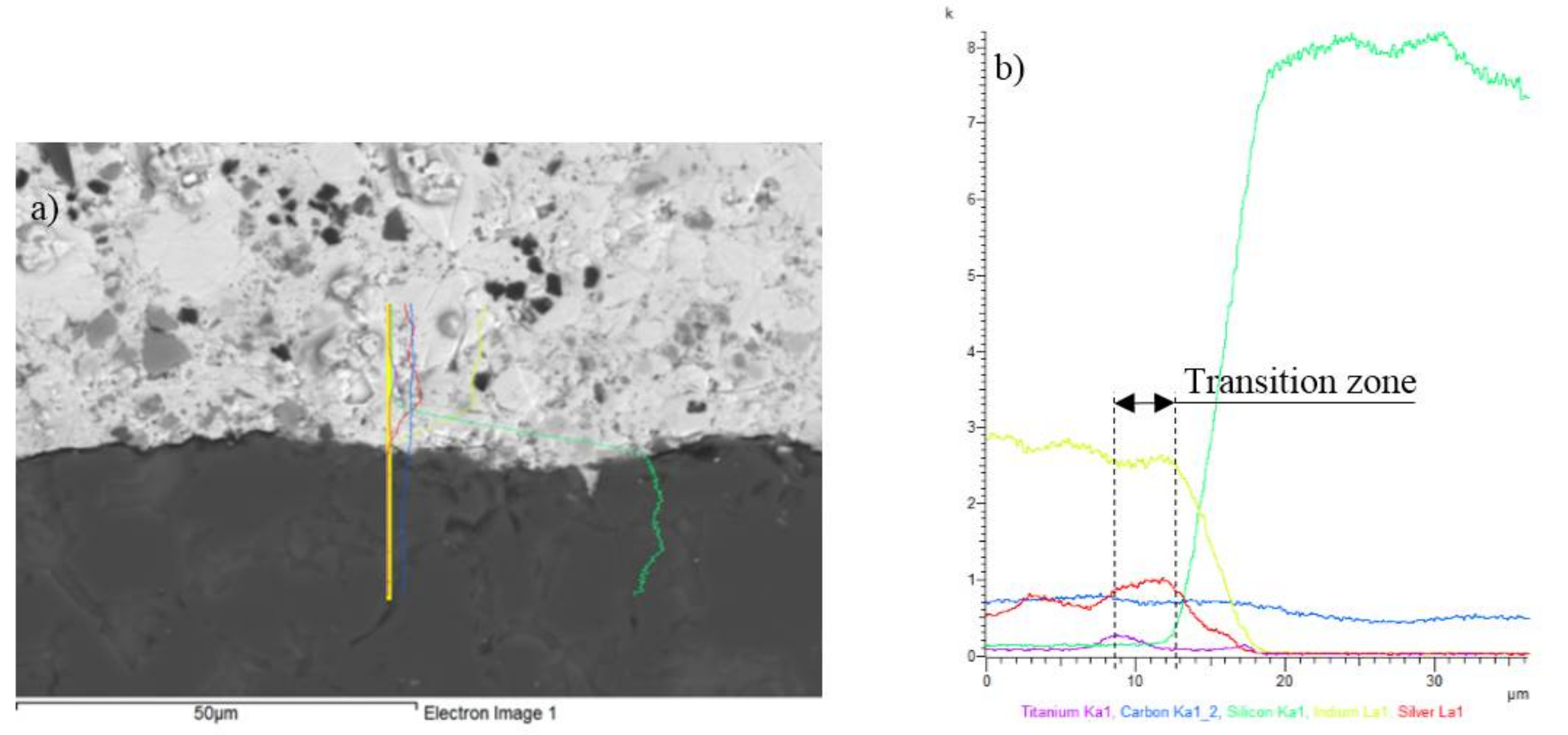
3.3. Microstructure of SiC–In10Ag4Ti–Cu Joint
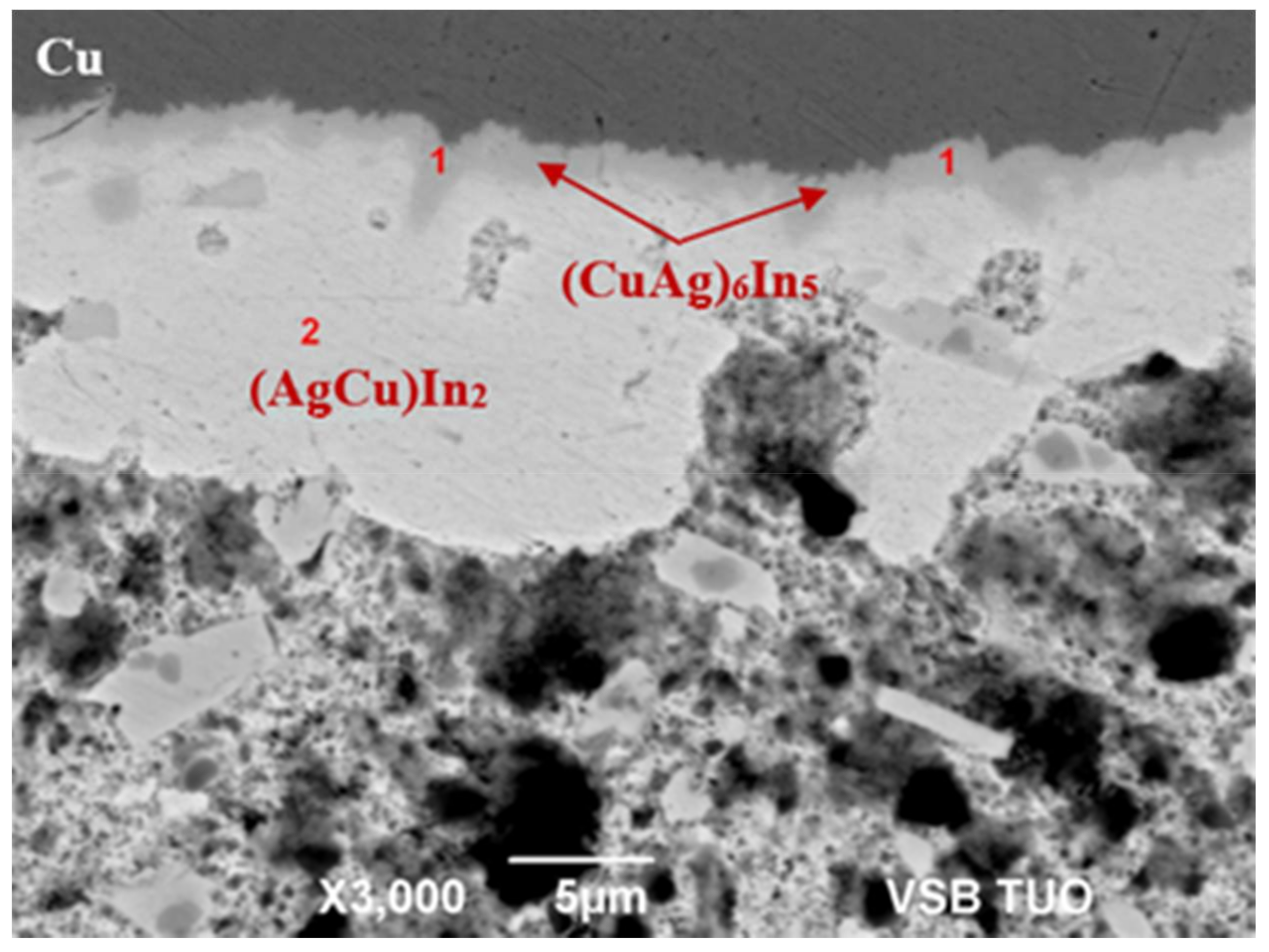
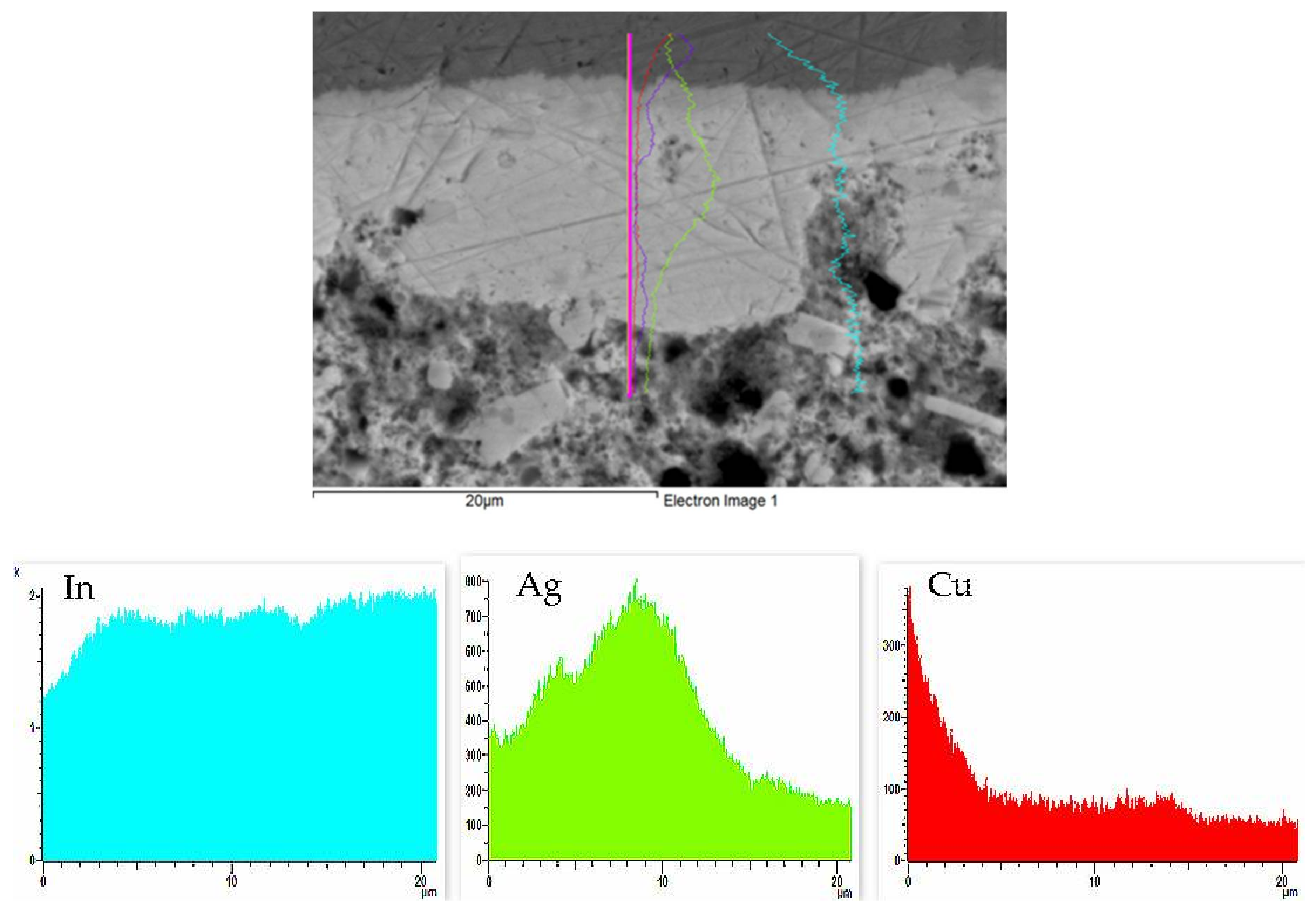
3.4. Analysis of the Transition Zone in Cu–In10Ag4Ti Joint
3.5. Shear Strength of Soldered Joints
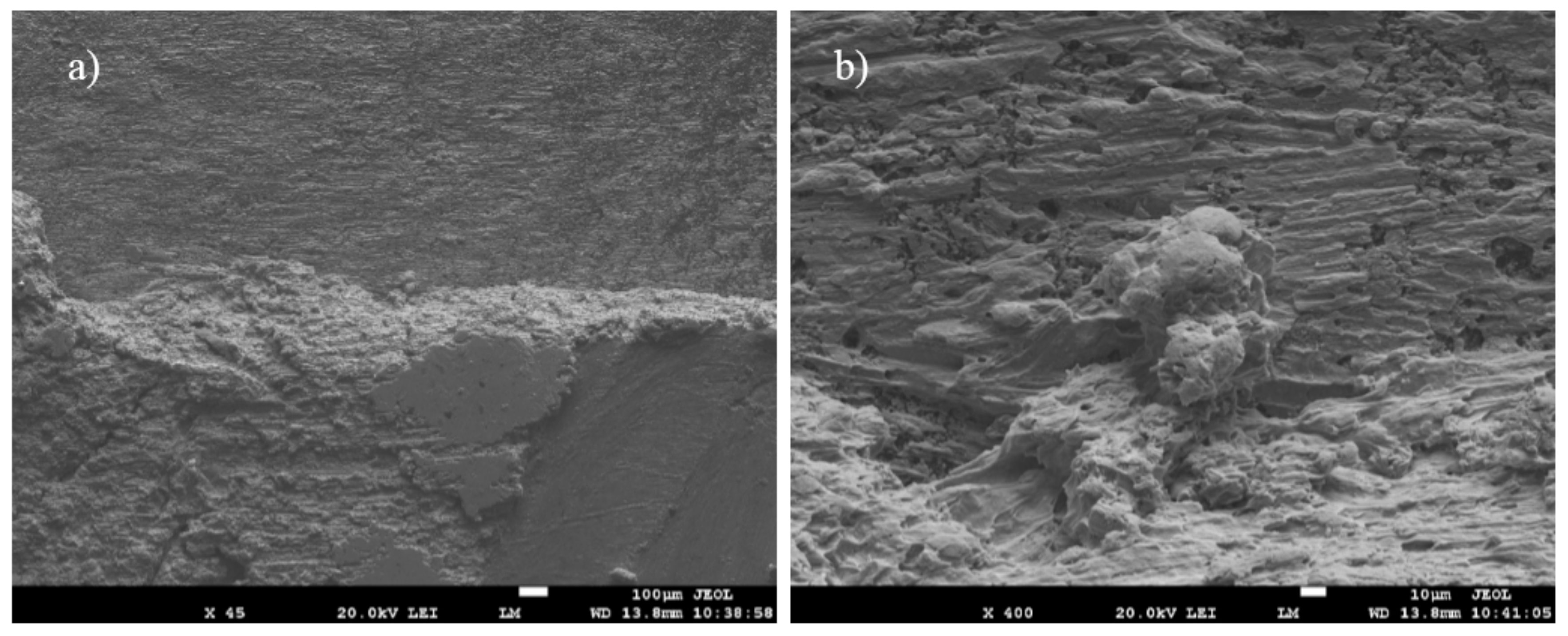
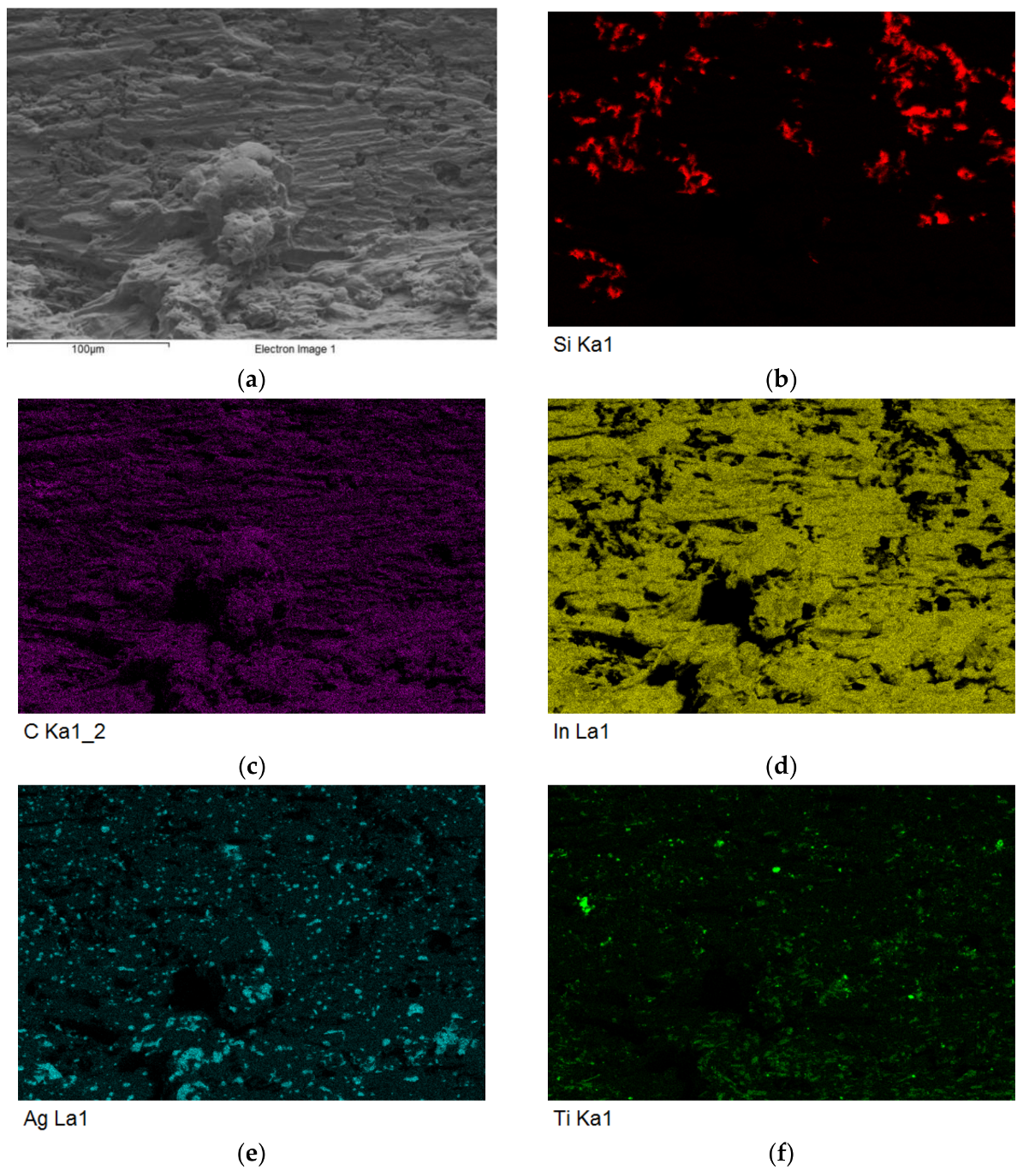
3.6. Analysis of Fractured Surfaces
4. Conclusions
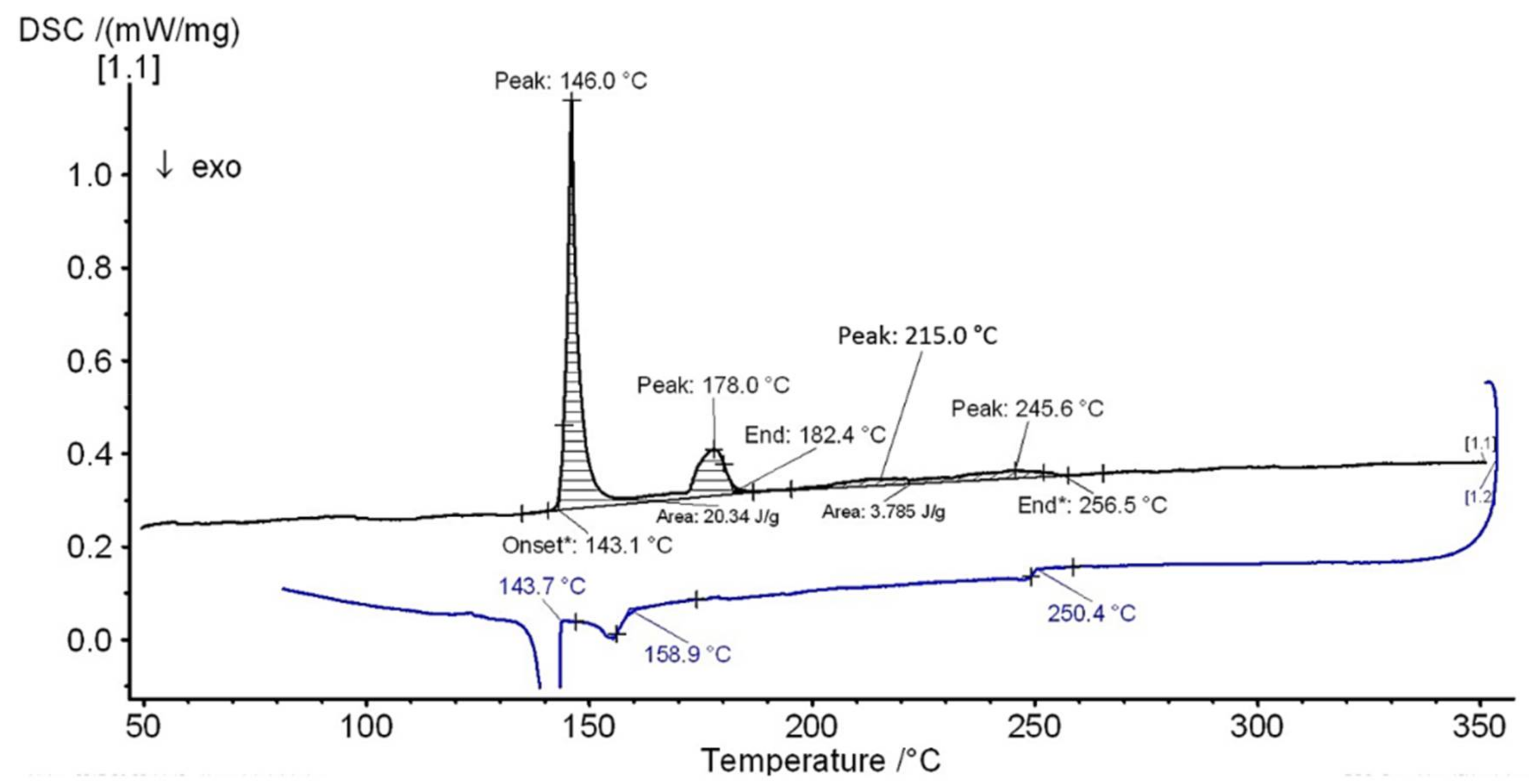
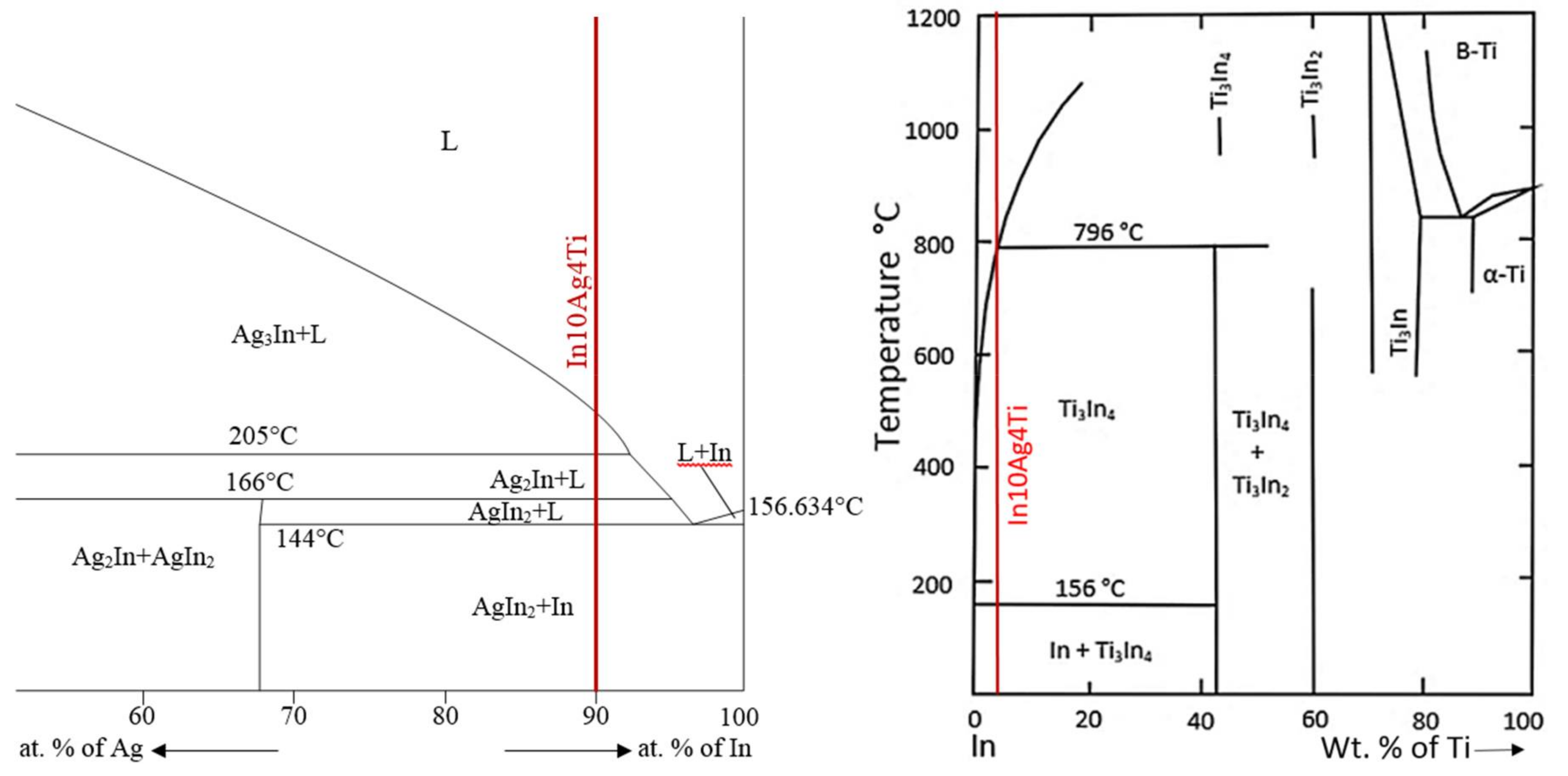
- DSC analysis was employed to determine the melting point of solder. The DSC curve shows four basic peaks. The first peak, with a maximum temperature of 146.9 °C, corresponds to the temperature of eutectic transformation in the binary system of Ag–In. 65% of the solder volume was molten at this peak. The second and third peak, with maximum temperatures of 178 °C and 215 °C, respectively, represent the peritectic reactions in the Ag–In system, 19% of the solder volume was molten. The fourth and final peak, with a maximum temperature of 245.6 °C, represented the termination of melting of the components in the Ag–In system.
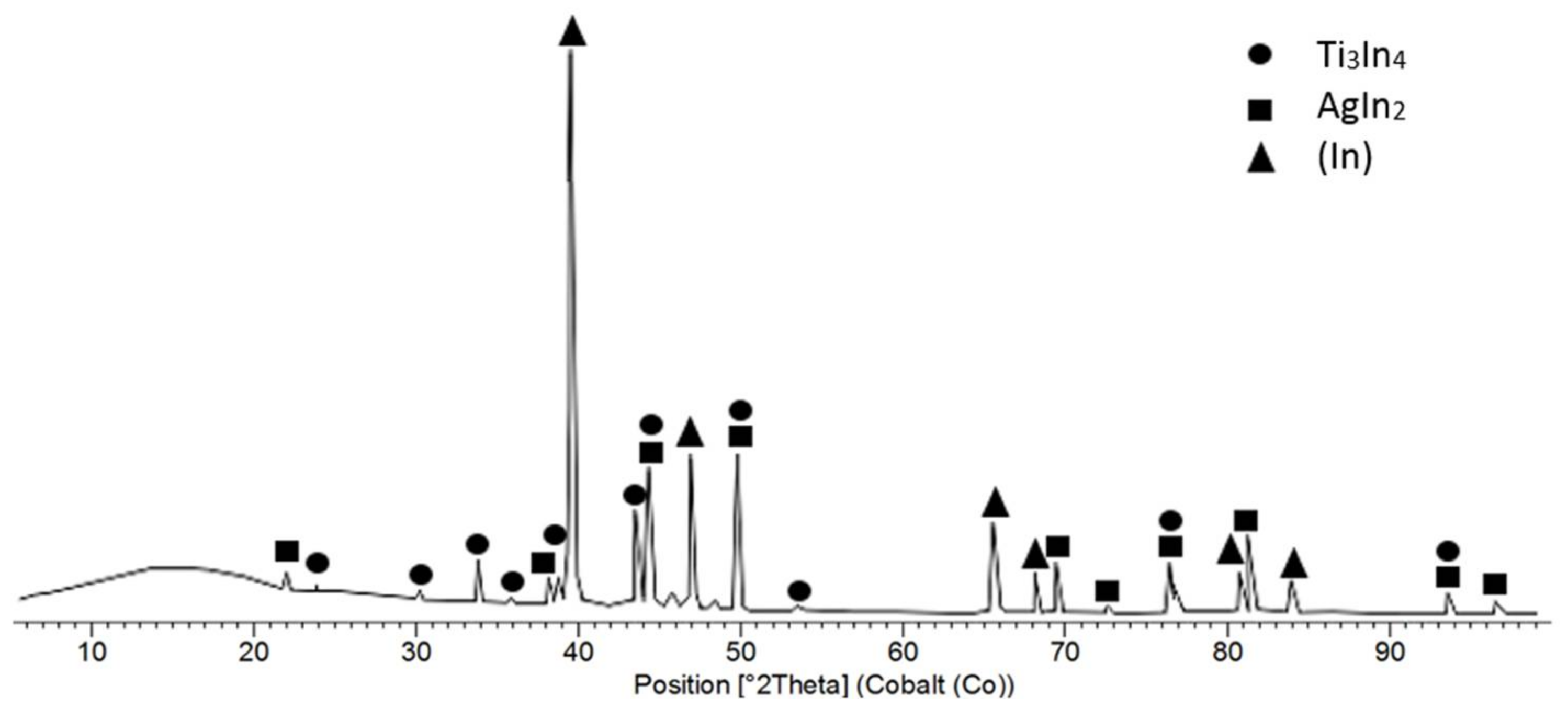
- The microstructure of the In–Ag–Ti type solder was composed of a solder matrix formed by fine eutectics—(In) + Ti3In4 phase. The solder matrix contains uniformly distributed intermetallic phases of silver, mainly AgIn2, and non-uniformly distributed phases of titanium solid solution—α-Ti.
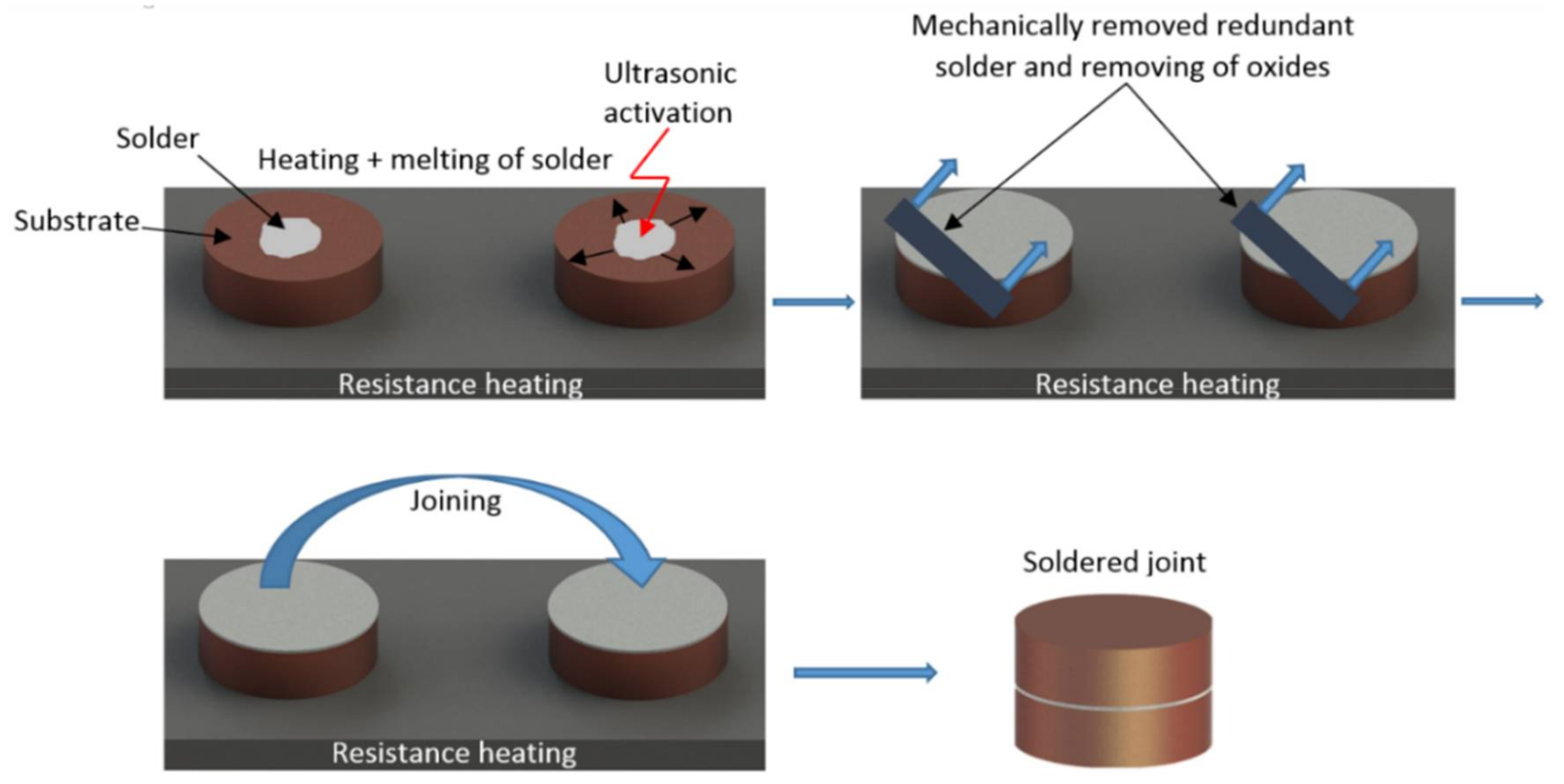
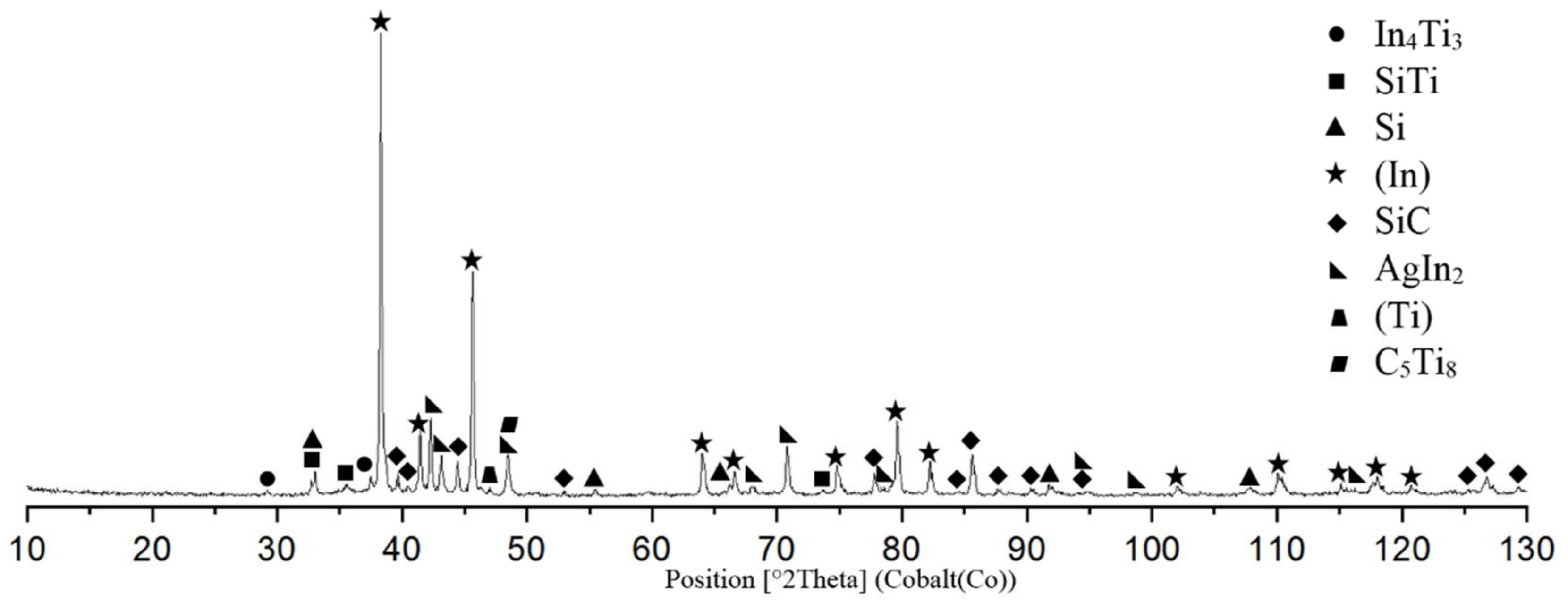
- The SiC-solder bond is formed due to the interaction of indium with the surface of ceramic SiC material: During the soldering process, the indium particles are distributed to the interface with SiC ceramics under the effect of ultrasonic activation, where they combine with the silicon of the SiC ceramics. The indium-SiC bond has an adhesion character, barring the formation of new contact phases. However, XRD analysis proved a local interaction of titanium with the ceramic materials during the formation of new minority phases of titanium silicide (SiTi) and titanium carbide (C5Ti8).
- Two new intermetallic phases, namely (CuAg)6In5 and (AgCu)In2, were identified in the interface of the Cu–In10Ag4Ti joint, this was the result of the interaction between indium solder and copper substrate. The effect of an active Ti element on bond formation with the copper substrate was negligible.
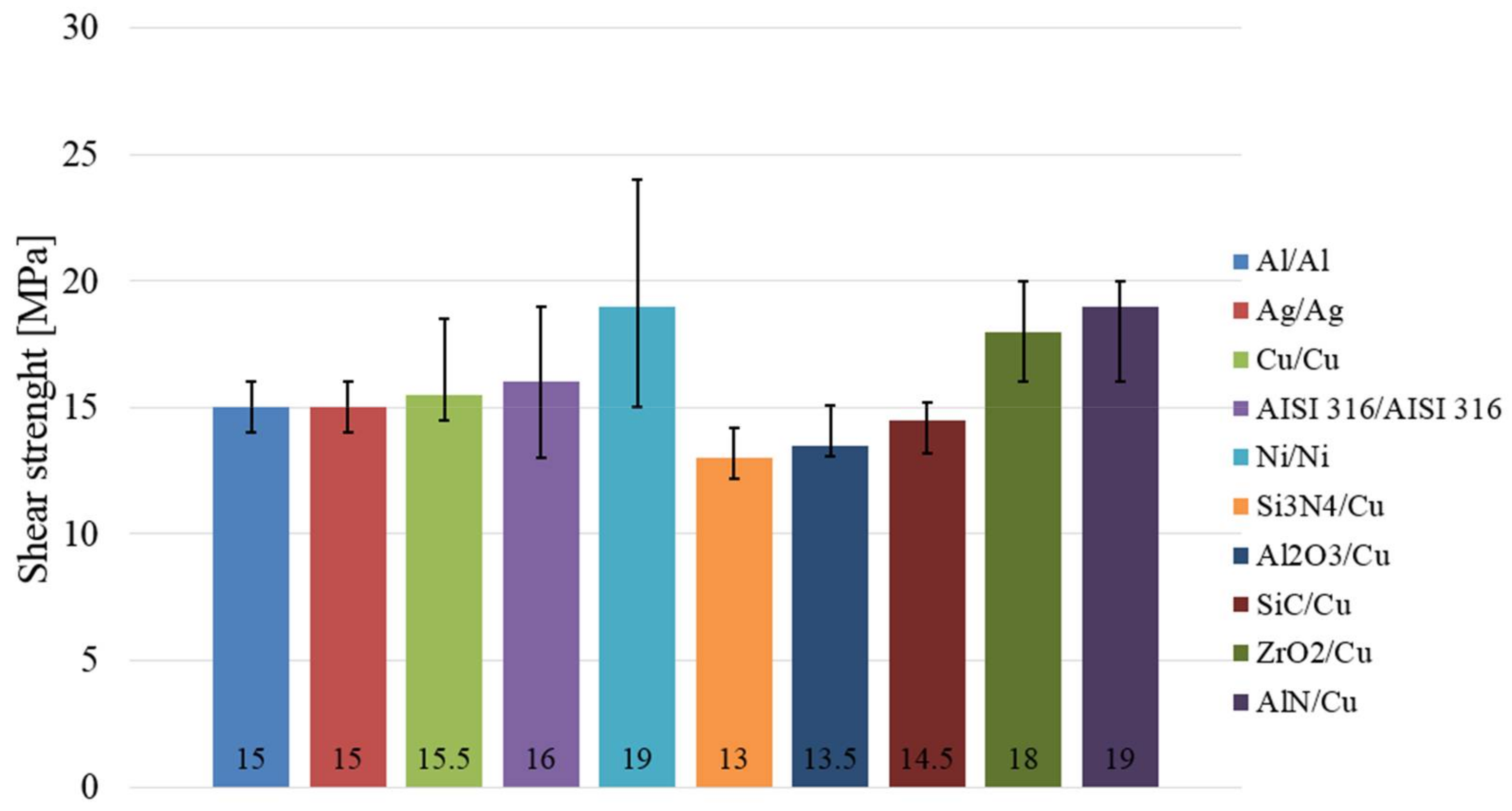
- The measurement of shear strength was performed across a wide scope of metallic and ceramic materials. The average shear strength of a combined joint of SiC–Cu, fabricated with In10Ag4Ti solder, was 14.5 MPa. The results of measurements show that the strength of ceramic–metal joints in the case of In10Ag4Ti solder is comparable to that of metal-metal joints. This is because of the excellent wettability of indium on the ceramic materials at ultrasonic activation.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chen, X.; Xie, R.; Lai, Z.; Liu, L.; Zou, G.; Yan, J. Ultrasonic-Assisted Brazing of Al–Ti Dissimilar Alloy by a Filler Metal with a Large Semi-solid Temperature Range. Mater. Des. 2016, 95, 296–305. [Google Scholar] [CrossRef]
- Watanabe, T.; Sakuyama, H.; Yanagisawa, A. Ultrasonic Welding between Mild Steel Sheet and Al-Mg Alloy Sheet. J. Mater. Process. Technol. 2009, 209, 5475–5480. [Google Scholar] [CrossRef]
- Wang, Q.; Zhu, L.; Chen, X. Si Particulate-reinforced Zn-Al Based Composites Joints of Hypereutectic Al-50Si Alloys by Ultrasonic-assisted Soldering. Mater. Des. 2016, 107, 41–46. [Google Scholar] [CrossRef]
- Nagaoka, T.; Morisada, Y.; Fukusumi, M.; Takemoto, T. Ultrasonic-assisted Soldering of 5056 Aluminum Alloy Using Quasi-melting Zn-Sn Alloy. Metall. Mater. Trans. B 2010, 41, 864–871. [Google Scholar] [CrossRef]
- Lai, Z.; Chen, X.; Pan, C. Joining Mg Alloys with Zn Interlayer by Novel Ultrasonic-Assisted transient Liquid Phase Bonding Method in Air. Mater. Lett. 2016, 166, 219–222. [Google Scholar] [CrossRef]
- Lai, Z.; Xie, R.; Pan, C. Ultrasound-assisted Transient Liquid Phase Bonding of Magnesium Alloy Using Brass Interlayer in Air. J. Mater. Sci. Technol. 2017, 33, 567–572. [Google Scholar] [CrossRef]
- Guo, W.; Leng, X.; Luan, T. Ultrasonic-promoted Rapid TLP Bonding of Fine-grained 7034 High Strength Aluminum Alloys. Ultrason. Sonochem. 2017, 36, 354–361. [Google Scholar] [CrossRef] [PubMed]
- Qian, W.; Chen, X.; Lin, Z. Rapid Ultrasound-induced Transient-liquid-phase Bonding of Al-50Si Alloys with Zn Interlayer in Air for Electrical Packaging Application. Ultrason. Sonochem. 2017, 34, 947–952. [Google Scholar]
- Zhao, H.Y.; Liu, J.H.; Li, Z.L. Non-interfacial Growth of Cu3Sn in Cu/Sn/Cu Joints During Ultrasonic-assisted Transient Liquid Phase Soldering Process. Mater. Lett. 2016, 186, 283–288. [Google Scholar] [CrossRef]
- Kirschmann, R.K.; Sokolowski, W.M.; Kolawa, E.A. A Scattering-Mediated Acoustic Mismatch Model for the Prediction of Thermal Boundary Resistance. J. Heat Transf. 2000, 123, 105–112. [Google Scholar]
- Swenson, C.A. Properties of Indium and Thalium at Low Temperatures. Phys. Rev. J. Arch. 1955, 100, 1067. [Google Scholar]
- Glazer, J. Metallurgy of Low Temperature Pb-free solders for electronic assembly. Int. Mater. Rev. 1995, 40, 65–93. [Google Scholar] [CrossRef]
- Plotner, M.; Donat, B.; Benke, A. Deformation properties of indium-based solders at 294 and 77 K. Cryogenics 1991, 31, 159–162. [Google Scholar] [CrossRef]
- Chang, R.W.; McCluskey, F.P. Constitutive Relations of Indium in Extreme-Temperature Electronic Packaging Based on Anand Model. J. Electron. Mater. 2009, 38, 1855–1859. [Google Scholar] [CrossRef]
- Cheong, J.; Goyal, A.; Tadigadapa, S.; Rahn, C. Reliable Bonding Using Indium-Based Solders. In Proceedings of the SPIE 5343, Reliability, Testing, and Characterization of MEMS/MOEMS III; SPIE; Bellingham, WA, USA, 2003. [Google Scholar]
- Choi, W.K.; Premachandran, C.S.; Chiew, O.S.; Ling, X.; Ebin, L.; Khairyanto, A.; Ratmin, B.; Sheng, K.C.W.; Thaw, P.P.; Lau, J.H. Development of Novel Intermetallic Joints Using Thin Film Indium Based Solder by Low Temperature Bonding Technology for 3D IC Stacking. In Proceedings of the 59th Electronic Components and Technology Conference (ECTC 2009), San Diego, CA, USA, 26–29 May 2009. [Google Scholar]
- Cheng, X.; Liu, C.; Silberschmidt, V.V. Numerical Analysis of Thermo-Mechanical Behavior of Indium Micro-joint at cryogenic temperature. Comput. Mater. Sci. 2012, 52, 274–281. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, Q.; Shi, L.; Zhang, X.; Yang, T.; Yan, J.; Zhou, X.; Chen, S. Ultrarapid Formation of Multi-Phase Reinforced Joints of Hypereutectic Al-Si Alloys via an Ultrasound-Induced Liquid Phase Method Using Sn-51In Interlayer. Mater. Sci. Eng. A 2018, 711, 94–98. [Google Scholar] [CrossRef]
- Wang, S.S.; Tseng, Y.H.; Chuang, T.H. Intermetalic Compounds Formed during the Interfacial Reactions between Liquid In-49Sn Solder and Ni substrate. J. Electron. Mater. 2006, 35, 165–169. [Google Scholar] [CrossRef]
- Baren, M.R. Binary Alloy Phase Diagrams; Massalski, T.B., Ed.; ASM International: Metal Park, OH, USA, 1990; p. 47. [Google Scholar]
- Baraballi, O.M.; Kova, N. Struktura i Svojstva Metalov i Splavov; Kyjev Naukova Dumka: Kyjev, Ukraine, 1986. [Google Scholar]
- Chang, S.Y.; Tsao, L.C.; Chiang, M.J.; Chuang, T.H.; Tung, C.N.; Pan, G.H. Active Soldering of Indium Tin Oxide (ITO) with Cu in Air Using an Sn3.5Ag4Ti(Ce, Ga) Filler. J. Mater. Eng. Perform. 2003, 12, 383–390. [Google Scholar] [CrossRef]
- Koleňák, R.; Šebo, P.; Provazník, M.; Koleňáková, M.; Ulrich, K. Shear strength and wettability of active Sn3.5Ag4Ti(Ce, Ga) solder on Al2O3 ceramics. Mater. Des. 2011, 32, 3997–4003. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | In [%] | Ag [%] | Ti [%] |
|---|---|---|---|
| In–Ag–Ti | 86.0 | 10.0 | 4.0 |
| Ultrasound Power | 400 | [W] |
|---|---|---|
| Working Frequency | 40 | [kHz] |
| Amplitude | 2 | [μm] |
| Soldering Temperature | 230 | [°C] |
| Time of Ultrasound Activation | 5 | [s] |
| Spectrum | In [wt %] | Ag [wt %] | Ti [wt %] | Solder Component |
|---|---|---|---|---|
| Spectrum 1 | 13.8 | 0 | 86.2 | solid solution (Ti) |
| Spectrum 2 | 68.4 | 31.6 | 0 | phase AgIn2 |
| Spectrum 2 | 67.7 | 32.3 | 0 | phase AgIn2 |
| Spectrum 3 | 85.9 | 0 | 14.1 | phase Ti18In7 |
| Spectrum 4 | 99.2 | 0 | 0.8 | matrix (In) + phase Ti3In4 |
| Spectrum | In [wt %] | Ag [wt %] | Ti [wt %] | Solder Component |
|---|---|---|---|---|
| Spectrum 1 | 99.2 | 0.1 | 0.7 | eutectic In-Ti, In-Ag |
| Spectrum 2 | 35.6 | 64.4 | 0 | phase Ag2In |
| Spectrum 3 | 70.1 | 29.9 | 0 | phase AgIn2 |
| Spectrum 4 | 0 | 0 | 0 | abrasive particle Al2O3 |
| Spectrum 5 | 29.8 | 0 | 70.2 | solid solution (Ti)—α-Ti |
| Spectrum | In [wt %] | Ag [wt %] | Ti [wt %] | Cu [wt %] | Si [wt.%] | C [wt %] | Component |
|---|---|---|---|---|---|---|---|
| Spectrum 1 | 0 | 0 | 0 | 0 | 60.1 | 39.9 | ceramics SiC |
| Spectrum 2 | 0 | 0 | 0 | 0 | 59.3 | 40.7 | particle SiC |
| Spectrum 3 | 15.3 | 0.3 | 0 | 84.4 | 0 | 0 | solid solution (Cu) |
| Spectrum 4 | 0 | 0 | 0 | 100 | 0 | 0 | particle Cu |
| Spectrum 5 | 54.7 | 19.4 | 19.5 | 6.4 | 0 | 0 | - |
| Spectrum | In [wt %] | Ag [wt %] | Cu [wt %] | Component |
|---|---|---|---|---|
| Spectrum 1 | 58.5 | 8.2 | 33.3 | phase (CuAg)6In5 |
| Spectrum 1 | 57.6 | 7.3 | 35.1 | phase (CuAg)6In5 |
| Spectrum 2 | 69.8 | 23.2 | 7.0 | phase (AgCu)In2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koleňák, R.; Kostolný, I.; Drápala, J.; Sahul, M.; Urminský, J. Characterizing the Soldering Alloy Type In–Ag–Ti and the Study of Direct Soldering of SiC Ceramics and Copper. Metals 2018, 8, 274. https://doi.org/10.3390/met8040274
Koleňák R, Kostolný I, Drápala J, Sahul M, Urminský J. Characterizing the Soldering Alloy Type In–Ag–Ti and the Study of Direct Soldering of SiC Ceramics and Copper. Metals. 2018; 8(4):274. https://doi.org/10.3390/met8040274
Chicago/Turabian StyleKoleňák, Roman, Igor Kostolný, Jaromír Drápala, Martin Sahul, and Ján Urminský. 2018. "Characterizing the Soldering Alloy Type In–Ag–Ti and the Study of Direct Soldering of SiC Ceramics and Copper" Metals 8, no. 4: 274. https://doi.org/10.3390/met8040274
APA StyleKoleňák, R., Kostolný, I., Drápala, J., Sahul, M., & Urminský, J. (2018). Characterizing the Soldering Alloy Type In–Ag–Ti and the Study of Direct Soldering of SiC Ceramics and Copper. Metals, 8(4), 274. https://doi.org/10.3390/met8040274