1. Introduction
Over the next few years, the Additive Manufacturing (AM) industry is expected to continue to grow strongly. Oerlikon group, one of the major suppliers of metal powders for AM, forecasted that by 2021 the sale of AM products and services will be around 26.5 billion USD (United States dollars). AM has great potential, and is gaining every day in broader usage. In order to accelerate the adoption of AM, improvements in areas such as new material formulations and more solid knowledge of the expected mechanical behaviour will need to take place [
1].
The formulations of aluminium (Al) alloys that are available for AM, and more specifically for Laser Powder Bed Fusion (LPBF), are still very few. Al alloys have been introduced for AM applications recently because, if compared for example to Ti alloys, they are easier to machine by means of conventional subtractive processes. However, since Al is comparatively cheaper to purchase, the material saving that is allowed by AM becomes less impressive. As a consequence, the production of Al parts by LPBF has less immediate commercial appeal [
2].
Other obstacles to the use of Al alloys are:
Currently, the most common aluminium alloy for LPBF is AlSi10Mg. It is used to produce parts with high strength and high dynamic loadability. The use of such parts in the aerospace and automotive industries is quickly spreading [
4].
As previously mentioned, much is expected from the market in terms of a wider range of aluminium alloys to be processed by LPBF. For example, a specific alloy has been introduced recently: Scalmalloy
®RP is the Airbus Group’s unique aluminium-magnesium-scandium alloy (AlMgSc). It was developed for additive manufacturing and displays high strength [
5]. On the side of high-performance alloys, the new A20X™ was patented in 2010 and gained full aerospace approval in 2012 [
6]. The formulation consists of an aluminium copper base, with the addition of intermetallic titanium diboride. The resulting ultra-fine microstructure accomplishes strength values as high as 477 MPa, together with the possibility to operate at high temperatures. Initially developed for casting, the alloy in now available for use in powder bed AM.
Also, a new formulation of an Al-Si-Mg alloy has been marketed of late: A357.0, in which the Si content is reduced to 7 wt % [
7,
8,
9]. The alloy proposed by CITIM GmbH ensures, as an example, a nominal strength of 415 MPa and a total extension at fracture of 5% in the as-built state [
9]. A357.0 is of special interest for automotive applications since the same alloy is commonly used for many car body parts produced by traditional processes. Typical examples are brackets, carters, and stands. The quality standards of high-performance cars require the adoption of expensive solutions, mainly gravity and low-pressure permanent mould casting, with the use of cores. While outstanding as to mechanical and dimensional quality of parts, as well to absence of defects, such processes suffer from high investment costs, long time-to-market, and very low flexibility. Such process characteristics mismatch production types characterized by very small batches. In the case of small batch, variable cost, still high, can be much easier attributed than fixed ones. LPBF processes are an increasingly frequent choice for many aluminium components traditionally obtained by casting. Yet, LPBF is still at the early stages in this field as the reliability and predictability of a technology that only recently included aluminium alloys among the options is still unproven. The choice of an innovative process with a known material means the same target material can be kept. As an advantageous consequence, the complex structural validations of a part design (including static, dynamic, durability, and non-linear crash load cases) do not need to be rerun.
Data on the mechanical performance of Al-based materials used in LPBF are often not comparable directly due to the non-homogeneity of the characterization standards that are used and the effect of different process parameters that cause a great dispersion of data.
Table 1 lists the mechanical properties available in the datasheets for the as-built condition.
Moreover, the difficulty in data collection increases for the most recently marketed materials. AlSi10Mg has been studied for a while, and at least its static properties are quite consolidated. Some authors also addressed the optimization of process parameters, providing information such as the effect of power on the build rate and the combination of power and volumetric energy density for best process performance [
13]. The higher-silicon alloy Al-12Si has been studied by Prashanth et al., who provided an extremely interesting focus on mechanical properties and their relation to the microstructure in different build orientations [
14]. Prashanth and colleagues observed a remarkably fine grain structure, along with outstanding strength, at least twice that of the cast material. Low silicon aluminium alloys are still quite new in the field of LPBF and very little tested [
6,
7]. For most of the major system suppliers, A357.0 is still under development and is expected to reach full commercial availability soon.
This paper is focused on the characterization of ISO A357.0 parts (ASM, ASTM, and SAE 356.0 specifications) produced by LPBF. This alloy is traditionally used for applications in which good weldability, pressure tightness, and good resistance to corrosion are required. Some of the many examples of its use may include pump parts of aircrafts, automotive transmission cases, aircraft fittings and control parts, as well as water-cooled cylinder blocks. Many of the listed applications involve the production of big parts, so the present contribution was focused specifically on verifying the properties expected for large components to be produced relatively quickly. As a consequence, the following choices were made in the research plan, namely: (i) to use one of the machines with the biggest build chamber on the market; (ii) to select high-productivity process parameters in order for the process to be economically viable; (iii) to use a sufficiently high plate temperature so that distortion even of big parts would not be an issue and stress-relieving would not be required; and iv) to disregard any possible subsequent densification steps, as for example hot isostatic pressing, because it would hamper the industrial benefits of the solution under investigation.
The aim of the research is to evaluate the tensile and shear behaviour of this new alloy and to verify if different build orientations cause a quantitative variation of the mechanical properties and a qualitative change of the failure modes.
2. Materials and Methods
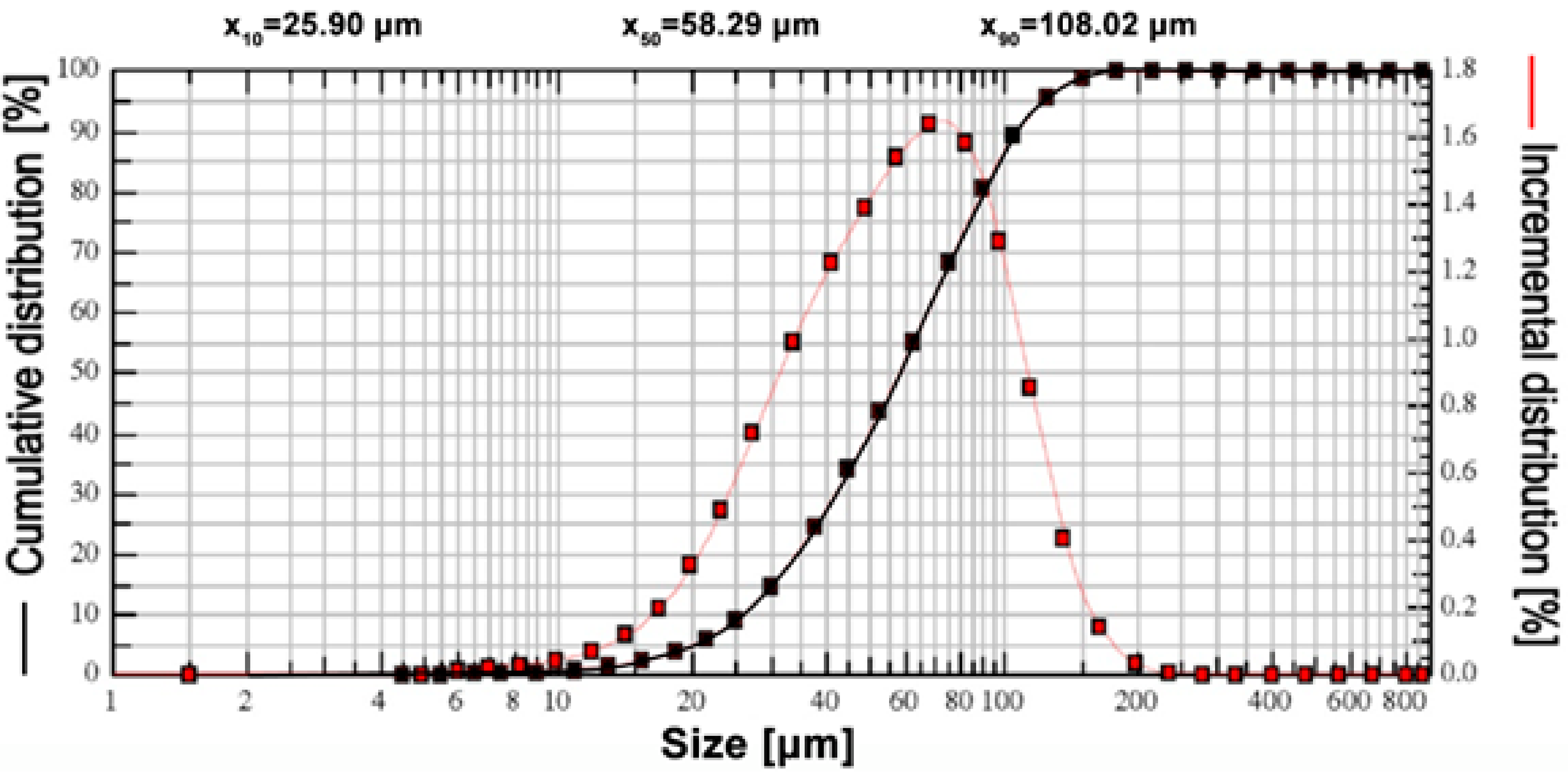
A357.0 powder was used to produce tensile and shear specimens. Of the powder, the nominal chemical composition versus the experimental one is listed in
Table 2, and the particle size measured by the supplier by laser granulometry is shown in
Figure 1 [
12].
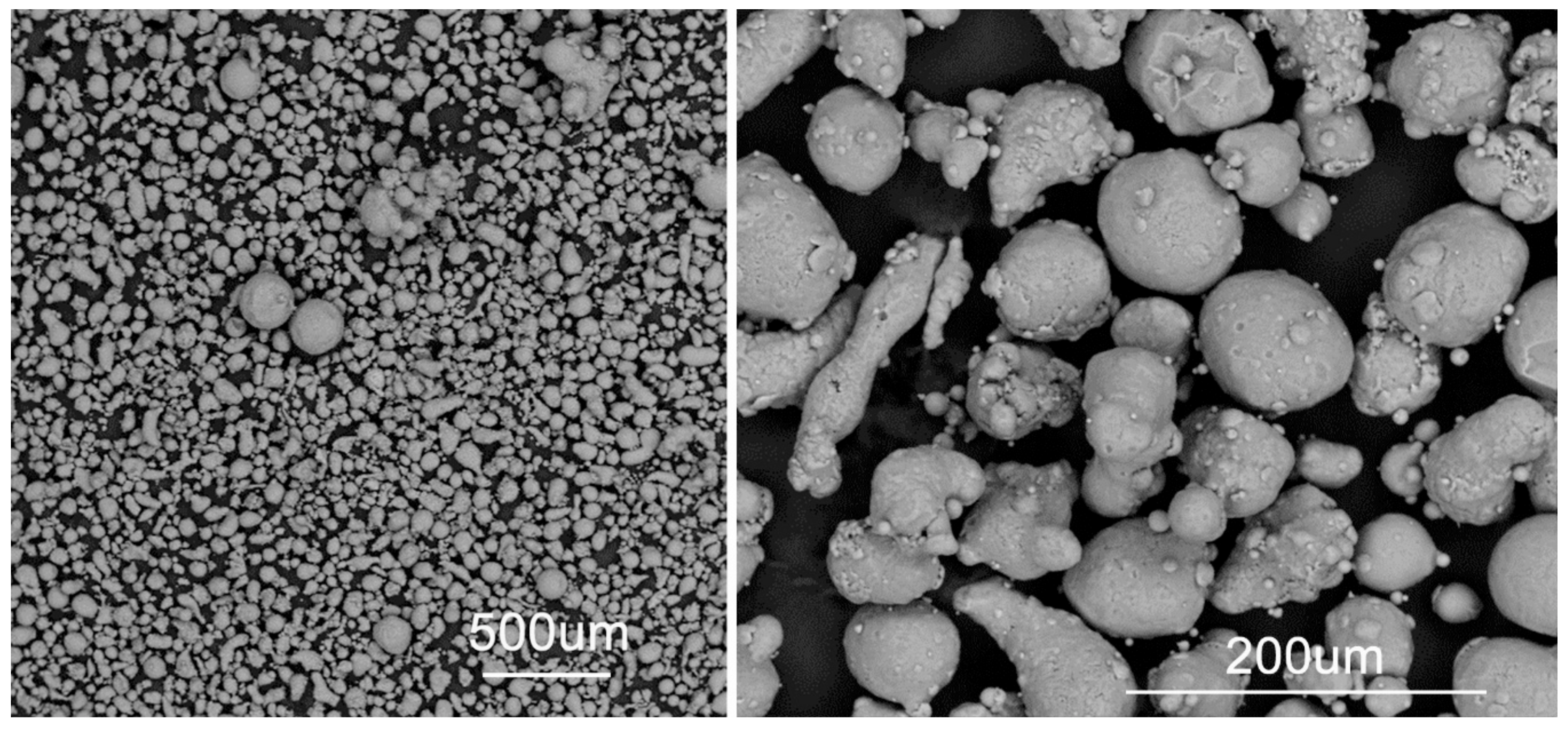
The A357.0 powder used in this paper was observed by scanning electron microscope, SEM (ESEM, Quanta-200, FEI, Thermo Fisher Scientific, Eindhoven, The Netherland), equipped with an X-ray energy dispersion spectroscopy system (X-EDS, INCA Oxford Instruments, Abingdon, UK) in order to check the particle shape and the chemical composition.
The specimens were manufactured by means of an X Line 2000 R (Concept Laser GmbH, Lichtenfels, Germany) by using the following process parameters:
Laser power: 950 W;
Laser velocity: 2000 mm/s;
Laser spot: 400 μm;
Hatch distance: 0.2 mm;
Inert gas: nitrogen;
Platform temperature: preheated at 200 °C;
Scan strategy: skin-core;
The machine has one of the largest build chambers on the market (800 × 400 × 500 mm3) and is specifically dedicated to the manufacture of large functional components with extremely high productivity. The system is equipped with two fibre lasers that each output 1000 W, an automated powder transport, and a rotating mechanism so that two build modules can be used reciprocally, without any downtime.
Heating of the platform acts as an ‘in-process’ ageing treatment [
7] and allows for the limitation of the cooling rates and the residual stresses as compared to unheated builds [
6], hence the parts do not require any stress relieving treatment. All the specimens in this study were tested and observed in the as-built condition.
Shear tests were performed according to ASTM B831-05, by adopting a test velocity of 1 mm/min (the standard cross head speed rate limit is 19.1 mm/min). Such speed allowed for a stress rate lower than 689 MPa/min, which is the standard loading rate limit on the cross-section. The shear specimens were built in the LPBF machine as rectangular parallelepipeds and then machined to the final geometries, as in
Figure 2A.
Tensile tests were performed according to UNI EN ISO 6892-1 by adopting a strain rate of 0.00025 ± 0.00005 s
−1, which was achieved using a test velocity of 0.5 mm/min. The mechanical tests were preceded by a calibration test with an initial velocity of 1.0 mm/min. Strain was measured by an extensometer with a gauge length of 25 mm. The tangent tensile modulus was automatically calculated by the machine software. The tensile specimens were built in the LPBF machine as 14 mm diameter and 80 mm long cylinders and were then machined to the final geometry shown in
Figure 2B.
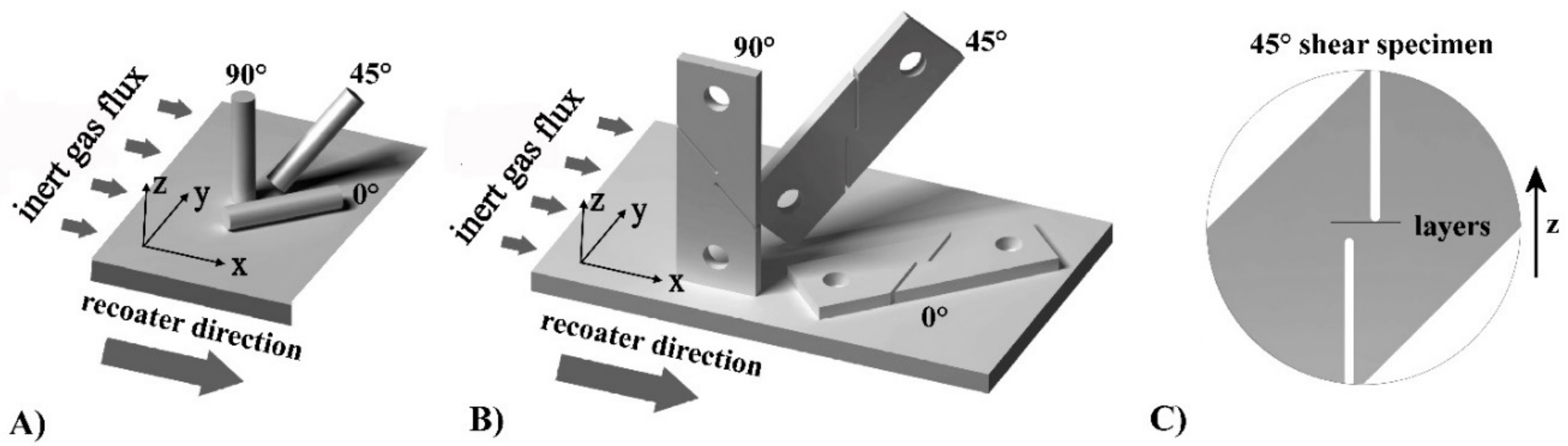
Tensile and shear specimens were built in different orientations relative to the LPBF process.
Figure 3 shows the build orientations of samples parallel to the layers (0°), parallel to the growth direction (90°), and inclined at 45° with respect to both previous directions (45°). In the case of 45° shear specimens, specific attention has been paid to test interlayer shear strength; the geometry and orientation of the specimens allowed for the application of the shear loads on a surface which is parallel to the powder bed (
Figure 3).
Figure 3 also shows the direction along which the recoater blade spreads the powder in the bed, and the direction of the inert gas flux on the powder bed. The latter is very important in order to blow the melting slags away from the build area.
The number of specimens used in each test is shown in
Table 3.
Brinell hardness HBW 2.5/62.5/15 hardness (ball diameter 2.5 mm, applied force 62.5 kgf, duration time 15 s) was measured according to standard EN ISO 6506-1. The tests were carried out on a surface parallel to the powder bed as well as on one parallel to the growth direction. Metallographic sections of the specimens, parallel to the XY, XZ, and YZ planes, were prepared by means of microcutting, embedding in epoxy resin, and polishing with a 3 μm diamond suspension. Residual porosity was measured by image analysis on polished sections using an optical microscope, OM (Eclipse LV150N, Nikon, Tokyo, Japan). Metallurgical structures were observed after etching with the Dix-Keller reactant (HF 2% vol, HCl 1.5% vol, HNO3 2.5% vol; water bal.). The etched surfaces were observed by an OM as well as by an Nova NanoSEM 450 FEG-SEM (FEI, Thermo Fisher Scientific, Eindhoven, The Netherland) in immersion lens mode.
Rupture surfaces of all specimens were observed by SEM with the aid of X-ray energy dispersion spectroscopy (X-EDS) analysis (X-EDS, INCA Oxford Instruments, Abingdon, UK).
3. Results and Discussion
Figure 4 shows SEM images of the A357.0 powder used in this paper, sampled from the build chamber after the job completion. The sphericity of powder particles is not as regular or repetitive as that of other raw materials for LPBF. Irregular shape and poor flowability are among the well-known intrinsic difficulties in working with aluminium [
3,
7]. The same is not true, for example, for titanium or Ni-based alloys. The shape of the A357.0 particles may have an effect on the flowability of the powder and lead to a lack of continuity in the distributed powder layer.
Table 4 shows the chemical composition measured on the powder by means of an X-ray energy dispersion spectroscopy system. No traces of contaminants were detected, even when several powder specimens were observed and a careful investigation of possible impurities was carried out. The chemical composition was consistent with the nominal one listed in
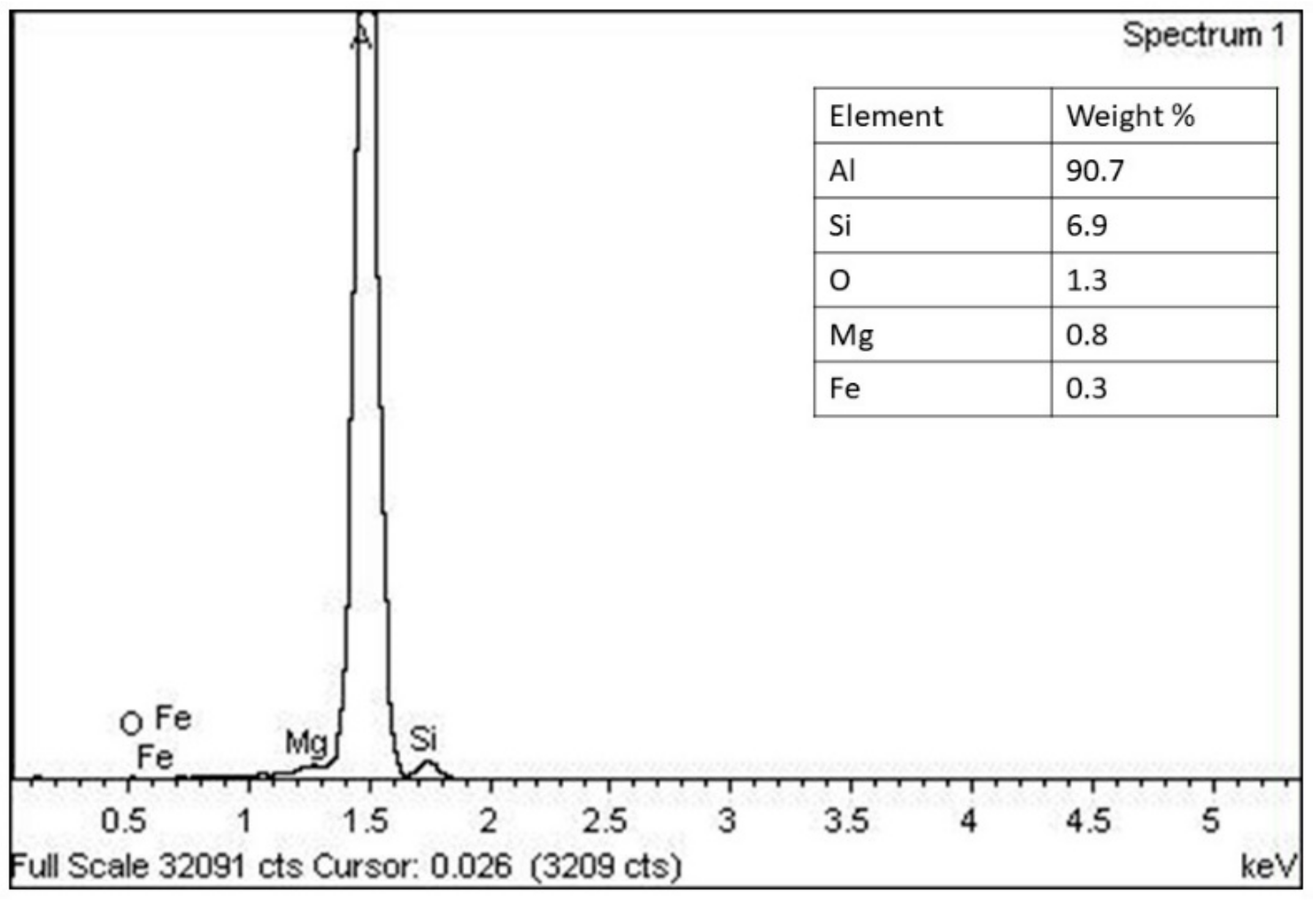
Table 2. As far as the relatively high oxygen content is concerned, it should be considered that the powder was not kept in an inert atmosphere after extraction from the machine, during SEM specimen preparation. In order to cross-check the oxygen percentage in the consolidated specimens, a sample was ground and polished in such a way as to remove the outer oxidised layers and was immediately introduced in the SEM chamber, ensuring the shortest possible contact with air. The X-EDS spectrum and the chemical composition detected on this sample are shown in
Figure 5, where an oxygen percentage of 1.3% is reported.
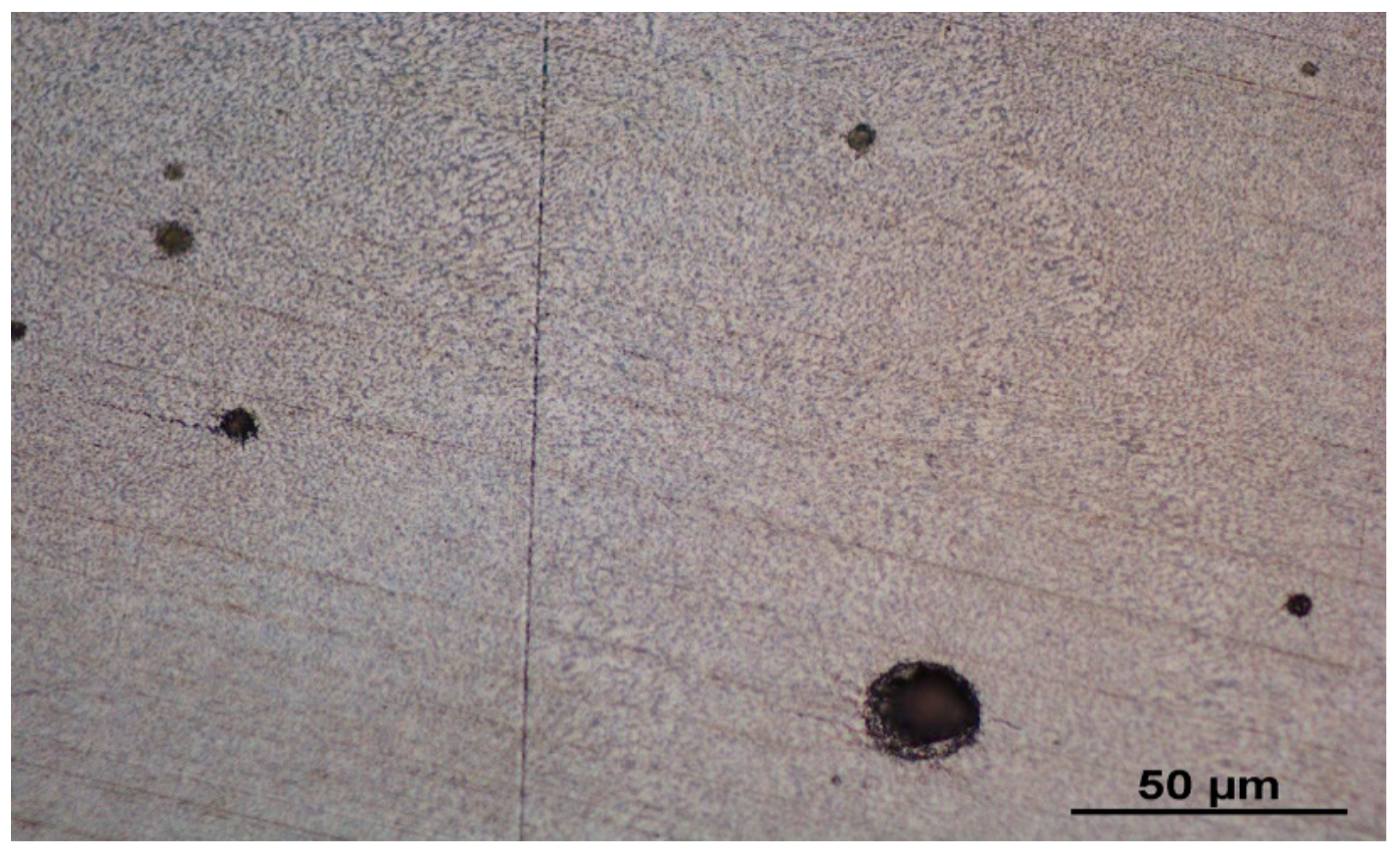
The residual porosity measured on five images, such as the example in
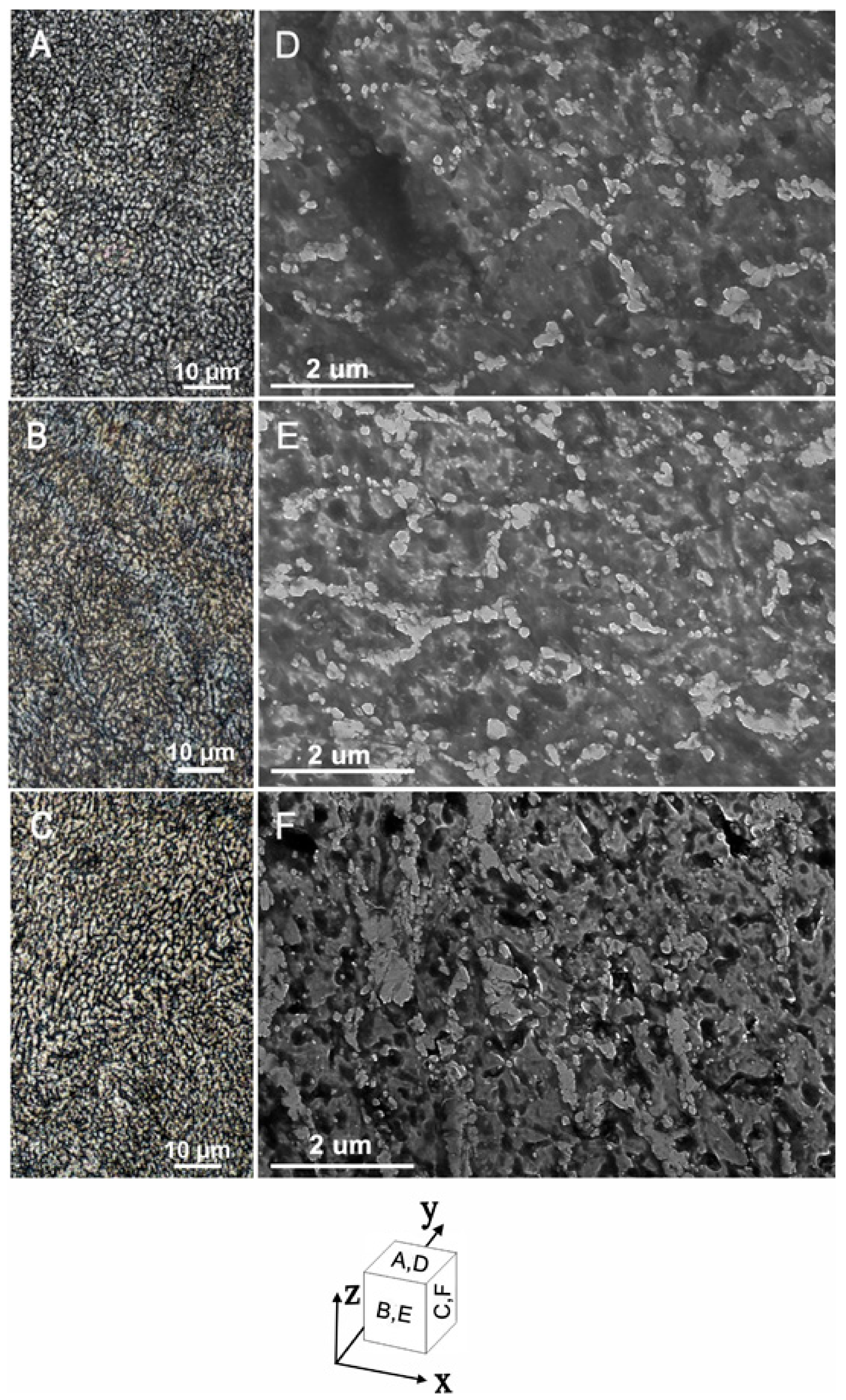
Figure 6, is on average 0.69%, with a standard deviation of 0.28%. A final density of 99.3% has thus been achieved, which is consistent with common industrial specifications. The microstructure obtained in the three orientations can be appreciated in
Figure 7, where OM images are illustrated next to FEG-SEM ones. A very fine cellular structure is observed, equiaxed in the
XY plane (
Figure 7A) and elongated in the
Z direction (
Figure 7B,C), comparable to the ‘fibre texture’ observed by Prashanth et al. for Al-12Si [
14] and by Hadadzadeh et al. for AlSi10Mg [
15]. Hadadzadeh and colleagues produced extremely interesting proofs that when the building direction changes from vertical to horizontal, a columnar to equiaxed transition is obtained in the AlSi10Mg alloy produced by LPBF. The microstructure observed in this study could be consistent with this claim.
HBW hardness was 95.2 (Standard Deviation, SD 1.3) on the surface parallel to the powder bed and 102.6 (SD 0.8) on the one parallel to the Z direction.
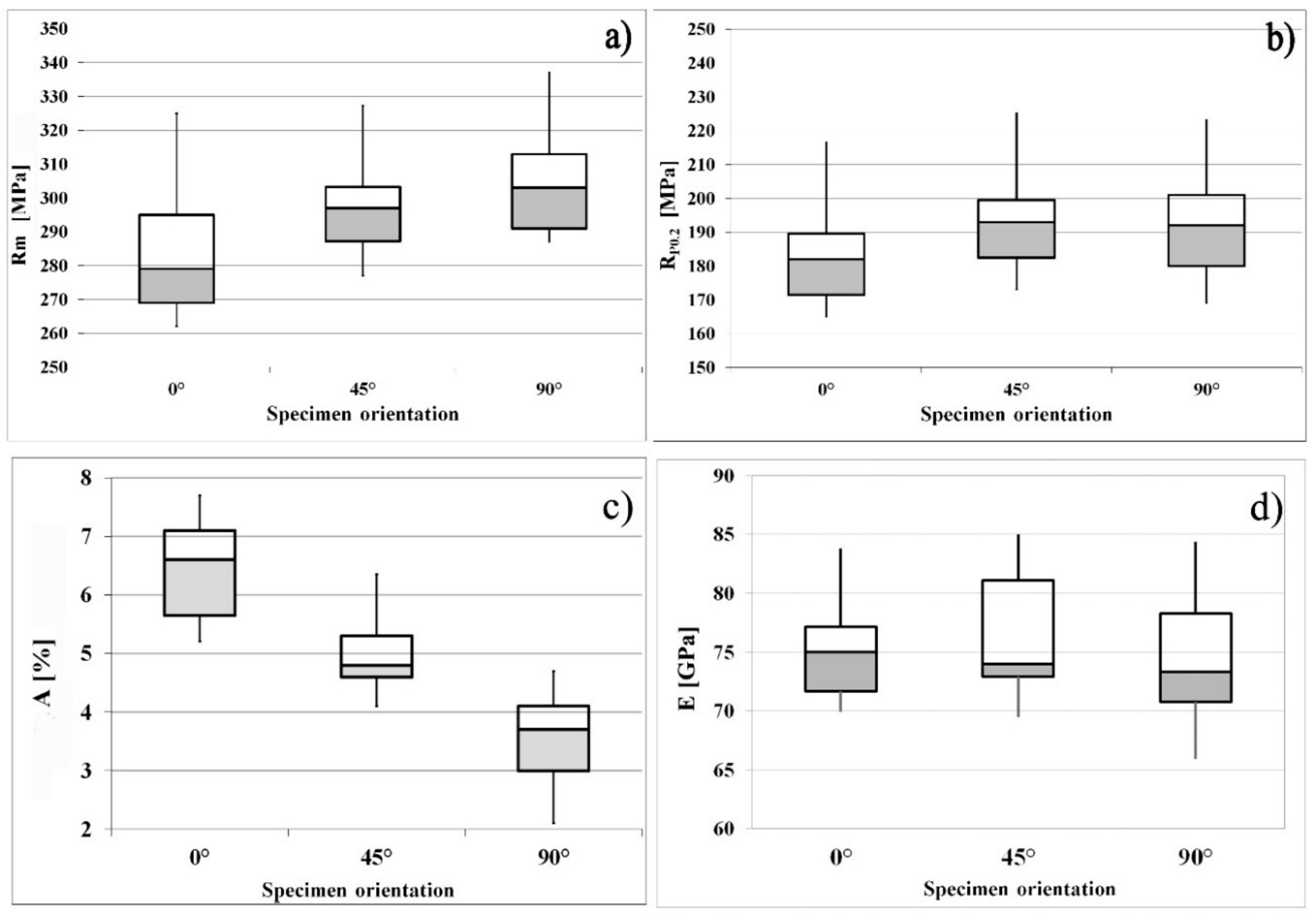
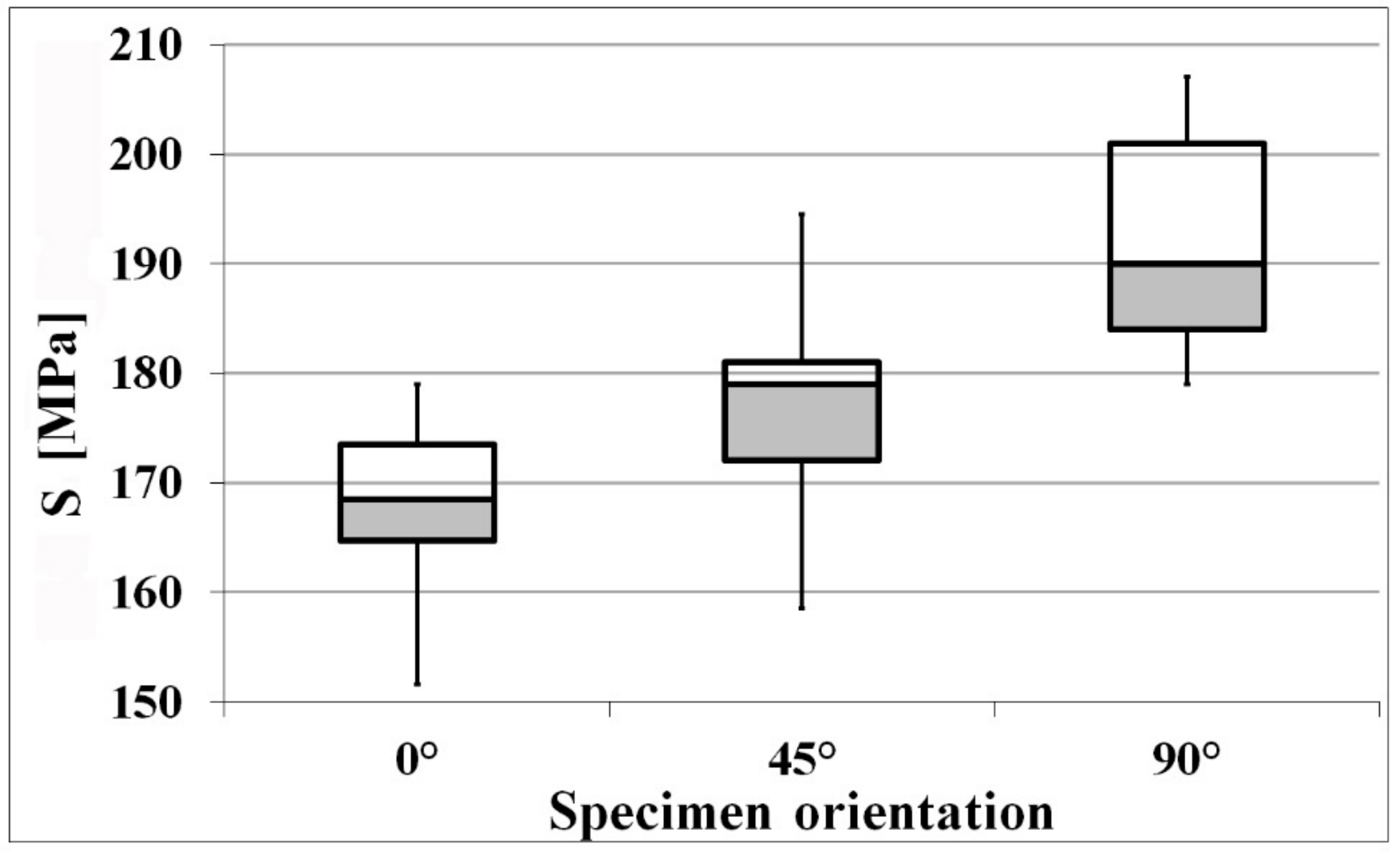
The results of all the mechanical tests are listed in
Table 5 and shown in
Figure 8 and
Figure 9. They include: elastic modulus (E), yield strength (Rp
0.2), tensile strength (R
m), percentage total extension at fracture (A
t), and shear strength (S).
No distinction in the mechanical behaviour was observed between shear specimens produced with the dimensions labelled as Type I and II in
Figure 2. Hence, the results of the shear tests and the observation of the rupture surfaces are presented and discussed jointly in this section. The yield-, tensile-, and shear strength (the obtained values are the average of 17 measurements) rise when the direction of the specimens approaches the growth direction, but the deviation between different orientations is quite small. The opposite trend is observed for extension, but in this case the variation is much bigger. The elastic modulus does not show any relevant trend for varying orientation. The results for strength are in contrast with those obtained by other authors for Al-12Si; in that case, the effect of texture proved negligible on the yield strength, which was found to be unaffected by the build orientation [
14].
For the 90° specimens, the yield and tensile strength values are in good agreement with those obtained by other authors who produced density optimised samples [
16]. Rao et al. found a yield stress of 187 MPa (vs 192 ± 17 MPa in this research) and an ultimate stress of 290 MPa (vs 305 ± 15 MPa). A comparison with the nominal datasheets should take into account that all the suppliers declare the mechanical properties either in the as-built condition (as summed in
Table 1), or after the T6 heat treatment. The use of parts in the as-built state is unfeasible for many industrial applications, especially in the automotive field, due to excessive anisotropy, scarce ductility, and undue frozen stresses or post-build deformations. In the present paper, the aim was to study process conditions capable of minimizing shrinkage-related deformation even in the case of big components. Consequently, the temperature of the build plate was chosen so as to allow a continuous stress relief of the part during its construction. Therefore, comparatively lower values of yield and tensile strengths, against the data in
Table 1, are not surprising. Conversely, the results of the tensile tests in this research are encouragingly comparable to the typical values of the mechanical properties of A357.0 obtained by casting and T6 heat treatment, shown in
Table 6.
Anisotropy of mechanical performance, i.e., possible significant differences in the values that have been measured for the three orientations, was evaluated by statistical tools (Statistica 8, Statsoft, Hamburg, Germany). A correlation analysis was done of the independent variable ‘orientation’ on all the measured mechanical characteristics listed in
Table 4.
Table 7 registers the results, expressed in terms of correlation coefficients and probability values (
p-values). When lower than 0.05, the
p-values can be taken as a decision to reject the null hypothesis of insignificance of the correlation. A significant, even if slight, effect of orientation onto tensile and shear strength was observed. The same applies to total extension at break, but in this case a much greater variation was measured: ductility was nearly halved from 0° to 90°. For elastic modulus and yield strength, instead, the variations are within the scattering of experimental data, since the associated
p-values are much higher than 0.05. As anticipated above, the same is true for shear strength of specimens produced with the two different thickness values (Types I and II): no differences are observed.
Failure mechanisms on rupture surfaces are expected to reflect the described anisotropy of strength and ductility.
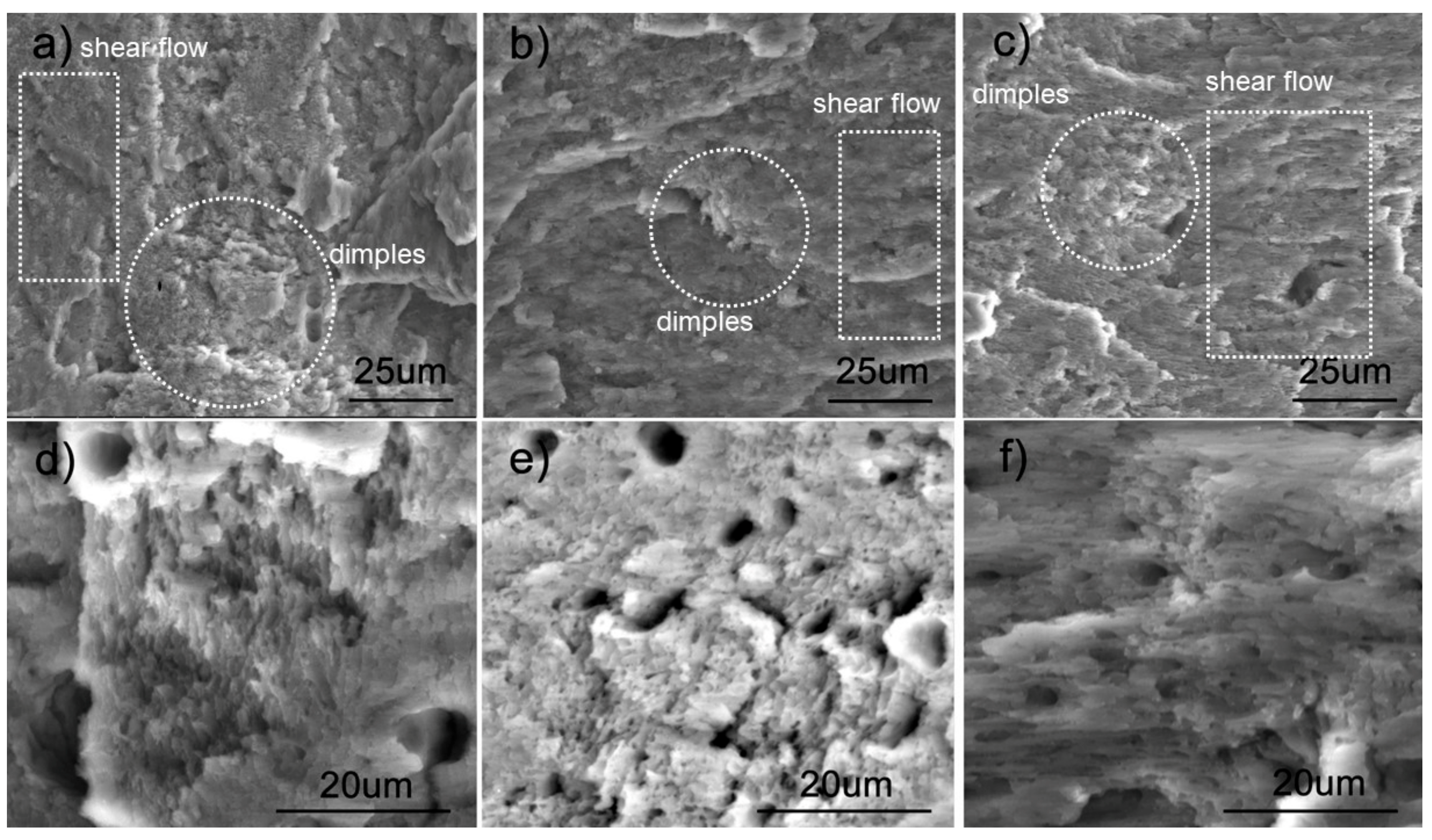
The rupture surfaces have been observed by means of a SEM. Rupture surfaces obtained in the shear tests show that for specimens produced in all directions, shear rupture generates two distinct failure morphologies. Very fine dimple areas are adjacent to zones of shear flow where the material is dragged onto the surface (
Figure 10). For 0° and 90° specimens, the dimples are parallel to the rupture surface, that is to say parallel to the images (
Figure 10d,f), whereas specimens built at 45°, show only dimples pointing out of the rupture surface (
Figure 10e). For these specimens, shear stresses are applied onto a plane that is parallel to the layers. A further distinction can be observed between 0° and 90° specimens. For 90°, dimples are parallel not only to the rupture surface, but also to the direction of the shear load. In addition, for 0° specimens numerous areas of lack of fusion are detected, where unmolten powder particles are still present (
Figure 11). An extremely fine fibre microstructure is clearly visible, composed of thin grains elongated by the
Z direction. The described morphology accounts for the differences measured for the shear strength. Namely, specimens built in the 0° direction are the weakest, due to a combination of lack of fusion defects and ineffective orientation of the fibre structure versus the shear stresses. For 45° specimens, the shear stresses act perpendicularly to the texture obtained by LPBF. Specimens produced in the 90° orientation are the strongest since they benefit from shear loads acting along the direction of the fine elongated grain structure. An additional effect of higher percentage of columnar grains in 90° specimens as compared to 0° ones, similar to the findings by Hadadzadeh et al. [
15], cannot be excluded.
Other authors previously observed a mixed quasi-cleavage and dimpled morphology on the fracture surfaces of A356 tensile samples, in the as-cast condition or after T6, as well as of A357 produced by LPBF [
18,
19]. Jiang Wen-Ming et al., found that the dimpled morphology is dispersed uniformly under the T6 condition, compared to the as-cast condition.
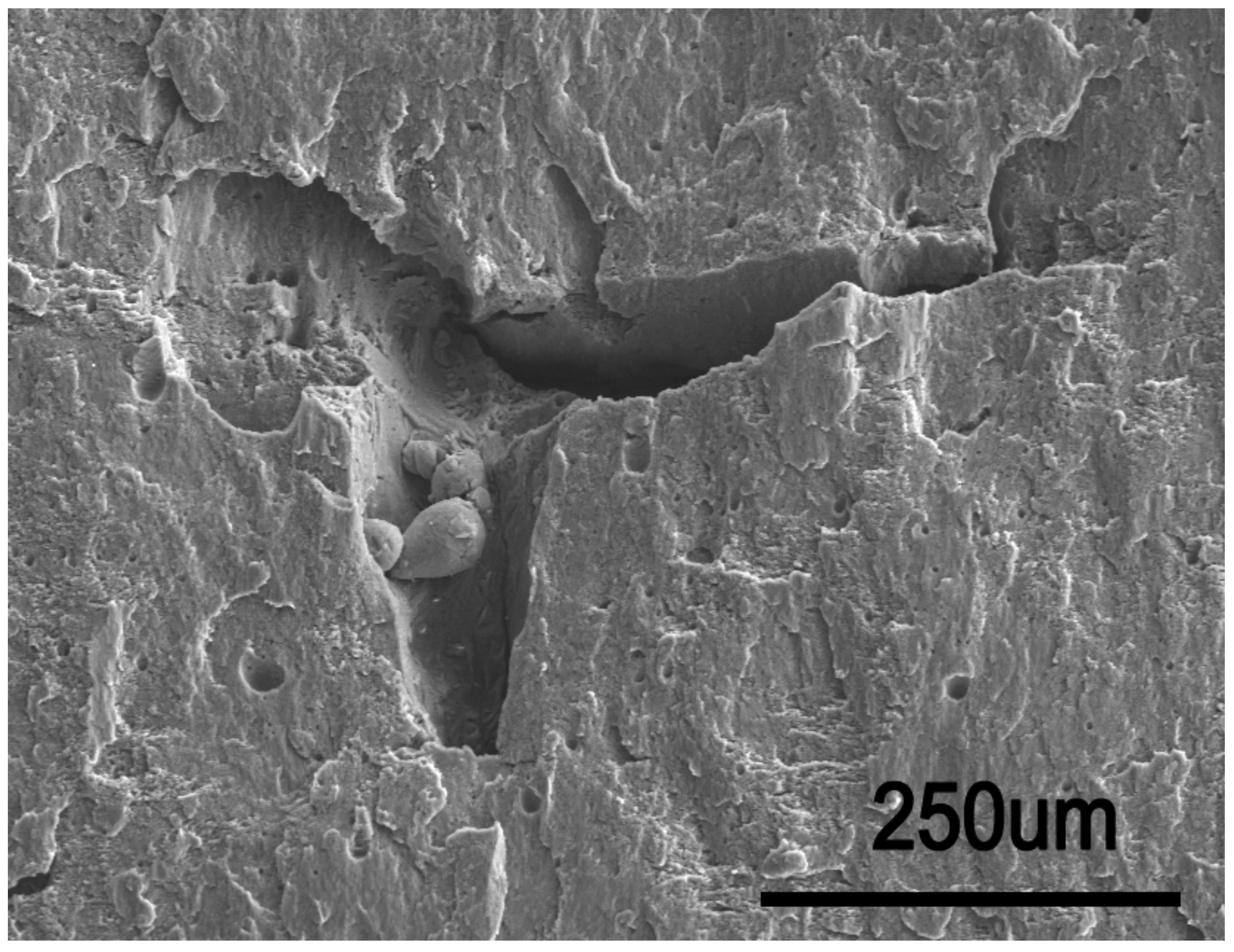
The rupture surfaces obtained in the tensile tests exhibit the presence of numerous large voids (
Figure 12), which could apparently be ascribed to a much higher porosity than that measured on metallographic sections like the one in
Figure 5. Actually, crack propagation proceeds through pores located at different layers, so the number of open pores that can be observed on the rupture surfaces is not a direct measurement of the percentage porosity. Differently from previous results for Al-12Si [
14], no step-like morphology was observed in this study, which corroborates the achievement of a fully densified metal structure in which hatch overlaps are successfully evened out by a correct choice of laser parameters. Dimpled rupture is the prevailing failure mode for the specimens in the present study, but it acts synergistically with other mechanisms. The dimples are equiaxed in those regions of the specimens where a tensile stress component is predominant. However, traces of plastic micro-deformation and parallel slip bands can be also detected on the surfaces. Parallel slip bands are clearly visible around the large void in
Figure 12a, and they are shown at higher magnification in
Figure 12d. Shear band areas have been observed before on the rupture surfaces of A356 cast tensile test specimens [
18], but the additive manufactured specimens in this study show much larger slip band areas than do the cast specimens.
The rupture surfaces in
Figure 12 may be ascribed to cellular fracture [
14]. Cellular fracture is typical of multi-phase materials, where the various phases have different mechanical properties, as in this case α-Al and Si precipitates that segregate along the cellular boundaries. On the cellular fracture surface, the features of both brittle and ductile fracture are present simultaneously. Each particular phase constituent cracks according to its proper decohesion mechanism. Very often in the boundaries between brittle and ductile phases, the continuity is preserved, as in the surfaces observed in
Figure 12.
Some authors [
20,
21] have affirmed that the fracture morphology of an aluminium alloy is influenced to a great extent by the type of test and by the specimen geometry; these variables change the local stress state and consequently the failure mode. The observations in this paper confirm these findings, since the statistical proof of anisotropy in the mechanical response is combined with the distinct failure modes that are identified depending on the combination between the build orientation, which determines the orientation of the columnar structure in the sample, and the type of load (tensile or shear) that is applied macroscopically.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}