Initiation of Surface Cracks on Beam Blank in the Mold during Continuous Casting

Abstract
:1. Introduction
2. Methodology
2.1. Assumptions
- The heat transfer between the blank shell and mold wall is expressed as equivalent heat transfer coefficient; the convective heat transfer coefficient in the mushy zones and liquid pool can be considered as three times and six times the thermal conductivity of the solid shell respectively [5].
- The air gap is filled with mold flux.
- The latent heat during solidification is considered using the method of equivalent heat capacity.
- The beam blank mold is a non-taper mold.
2.2. Heat-Transfer Equation
2.3. Thermal Stress Equations
2.4. Boundary Conditions
- The initial temperature of the strand is the temperature of liquid steel in the tundish.
- Axisymmetric boundary conditions are applied on the symmetry plane of the strand.
- The heat flux in the mold follows the formula proposed by Savage and Pritchart [14]:where is the heat flux (kW/m2), employs the empirical constant 2688 kW/m2 [4,5,15,16], and is obtained by the formula: [9], where is the time at which a transverse slice moves from the meniscus to the exit of the mold, is the internal surface area of the mold, and is the heat flow of the mold: , where is the cooling water consumption of the mold, is the density of water, is the specific heat of water, and is the temperature difference of cooling water from the inlet to the outlet of the mold.
2.5. Submodel DFLUX
2.6. Contact Algorithm and Restart Technique
3. Temperature Field
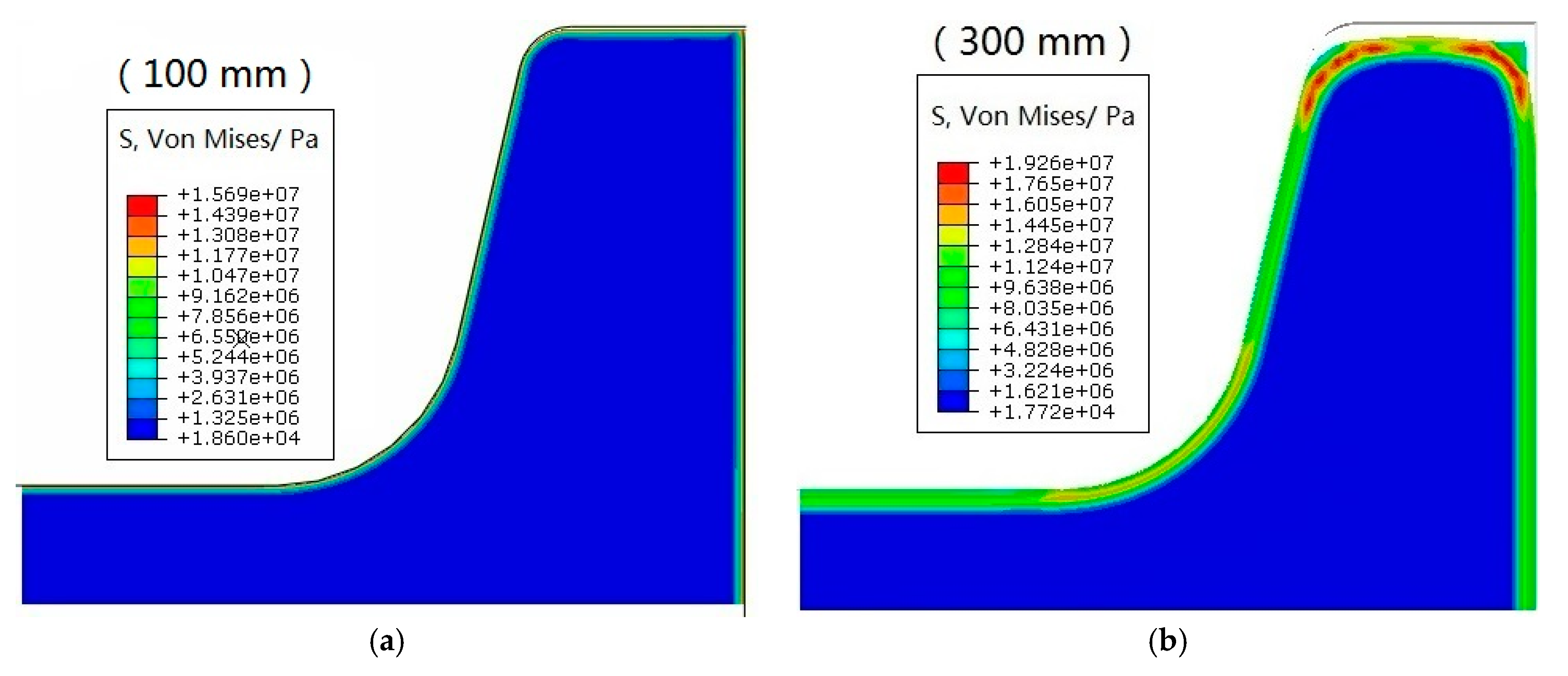
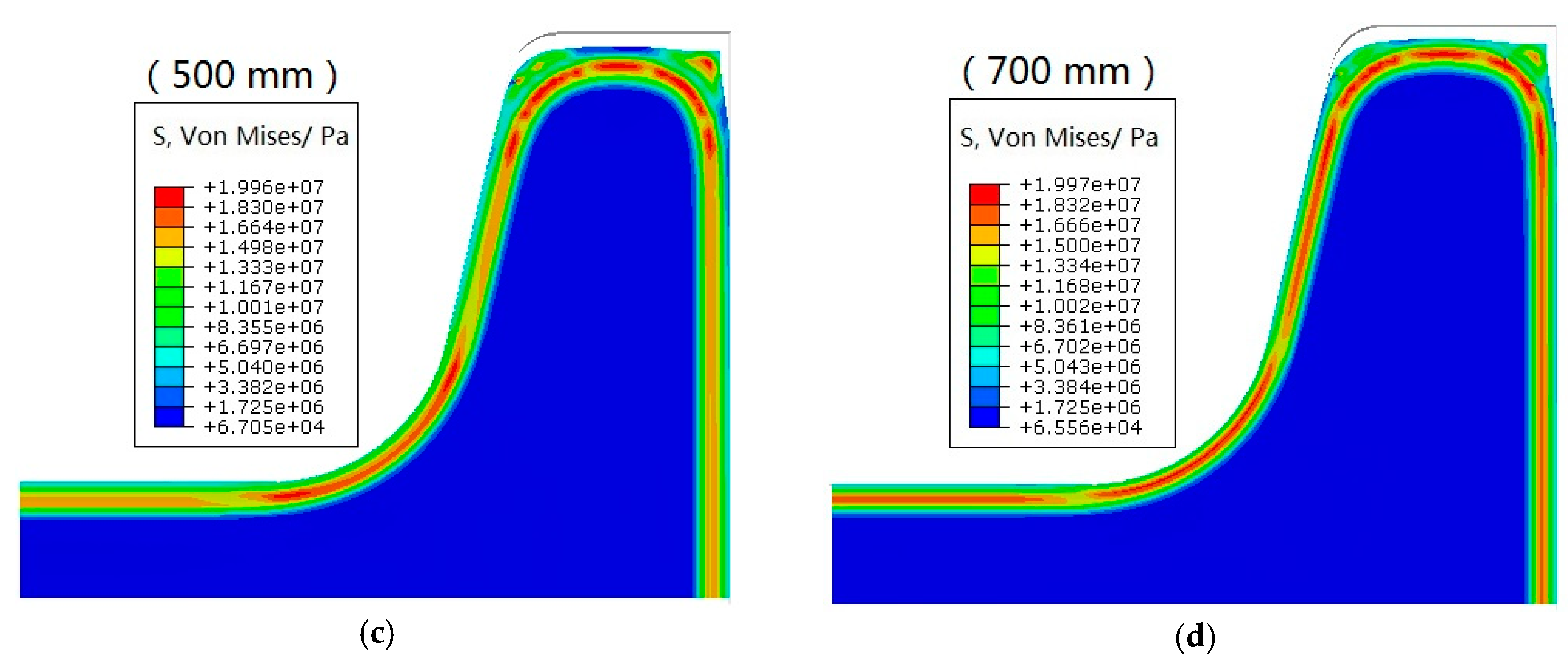
4. Stress Field
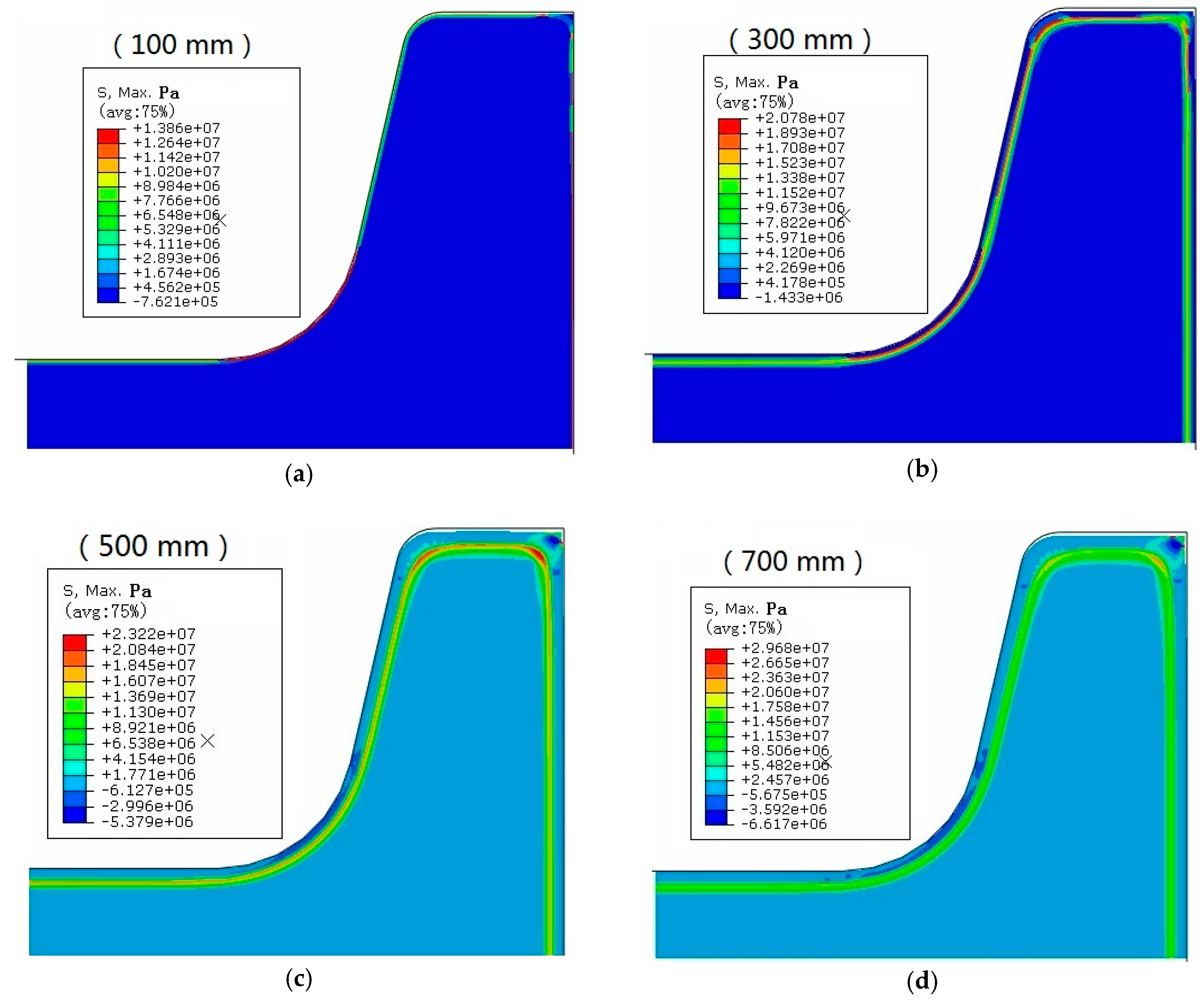
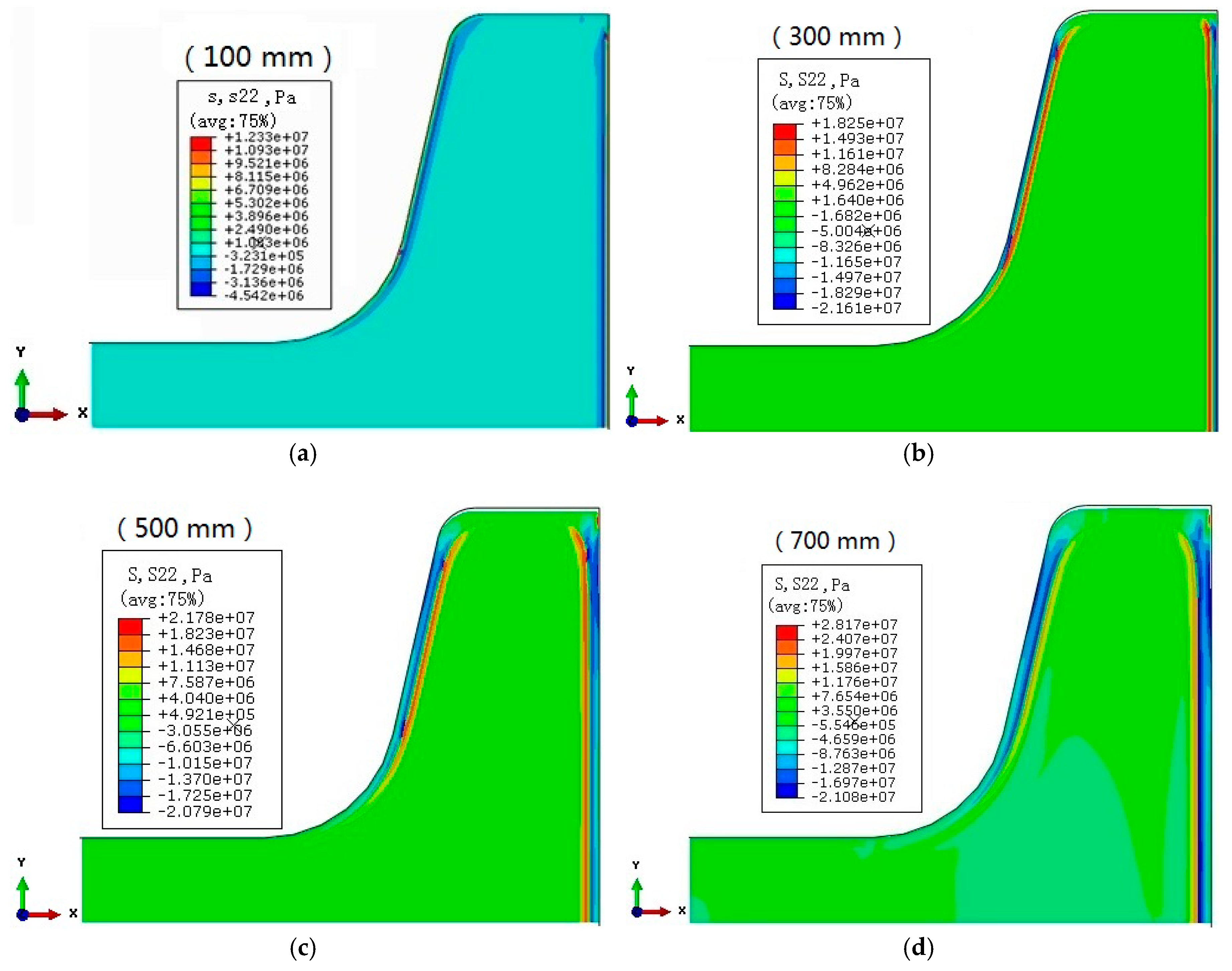
4.1. Maximum Principal Stress (MAXPS)
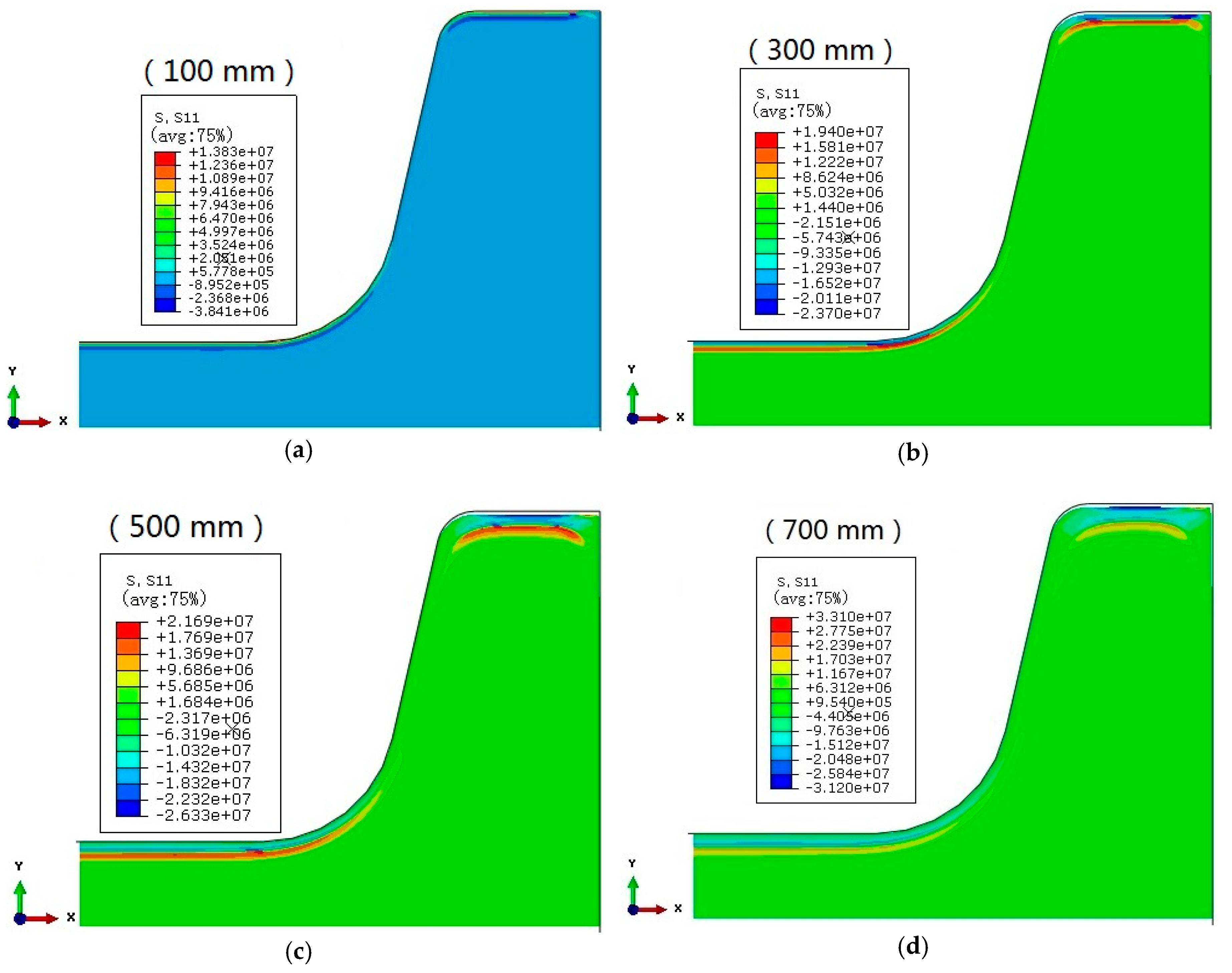
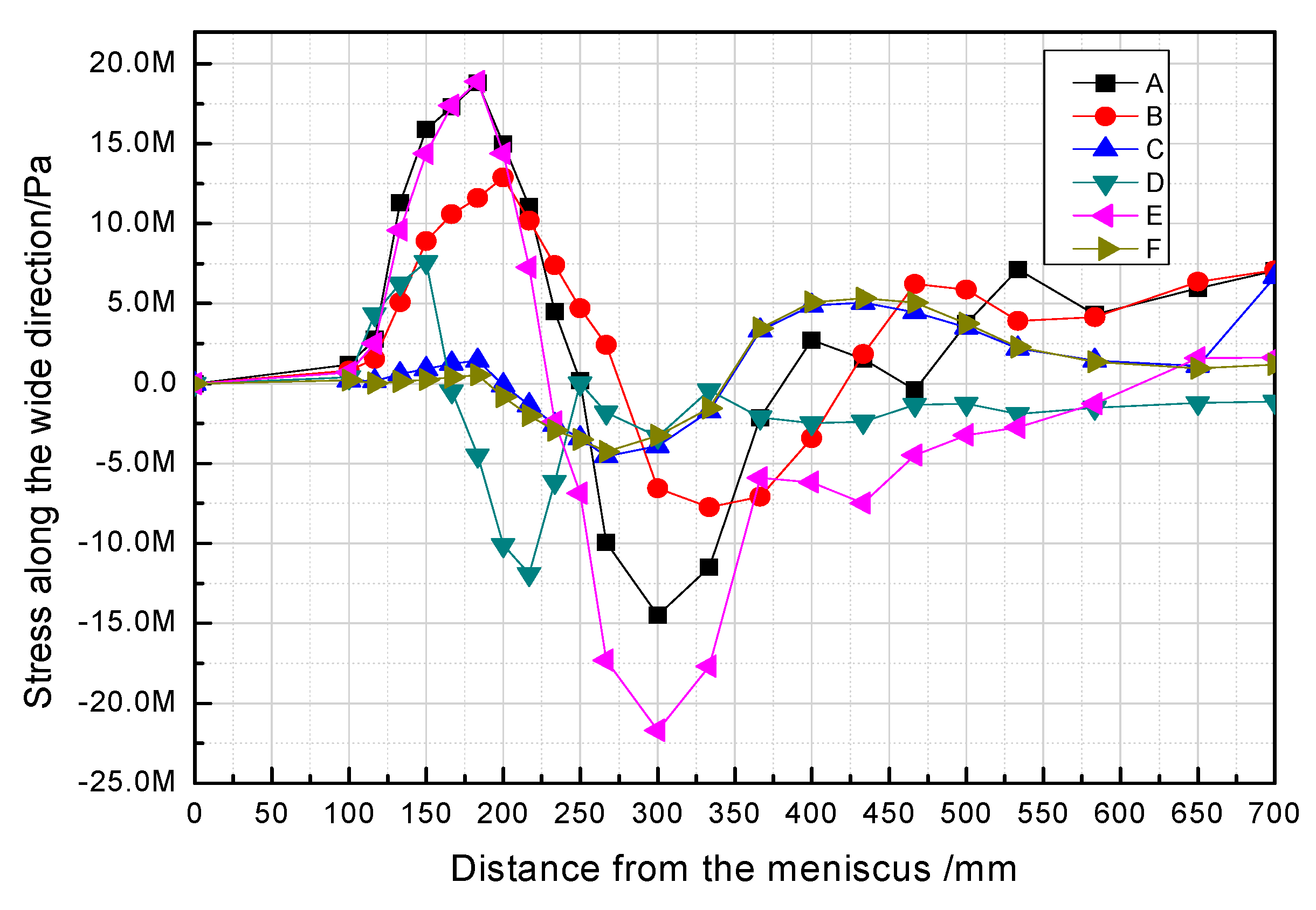
4.2. Stress along X Direction
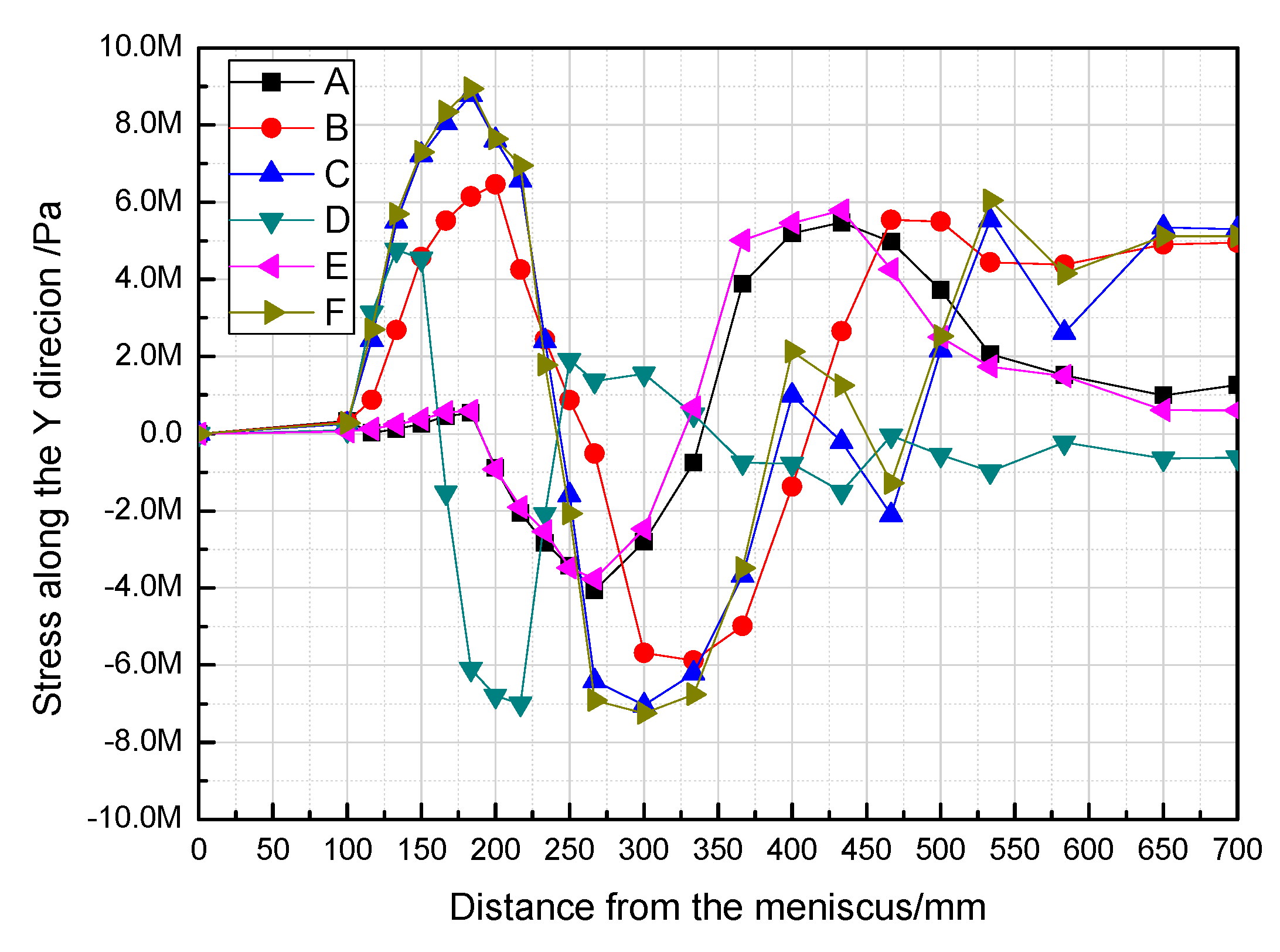
4.3. Stress along Y Direction
5. Influences of Process Parameters on Solidification Process
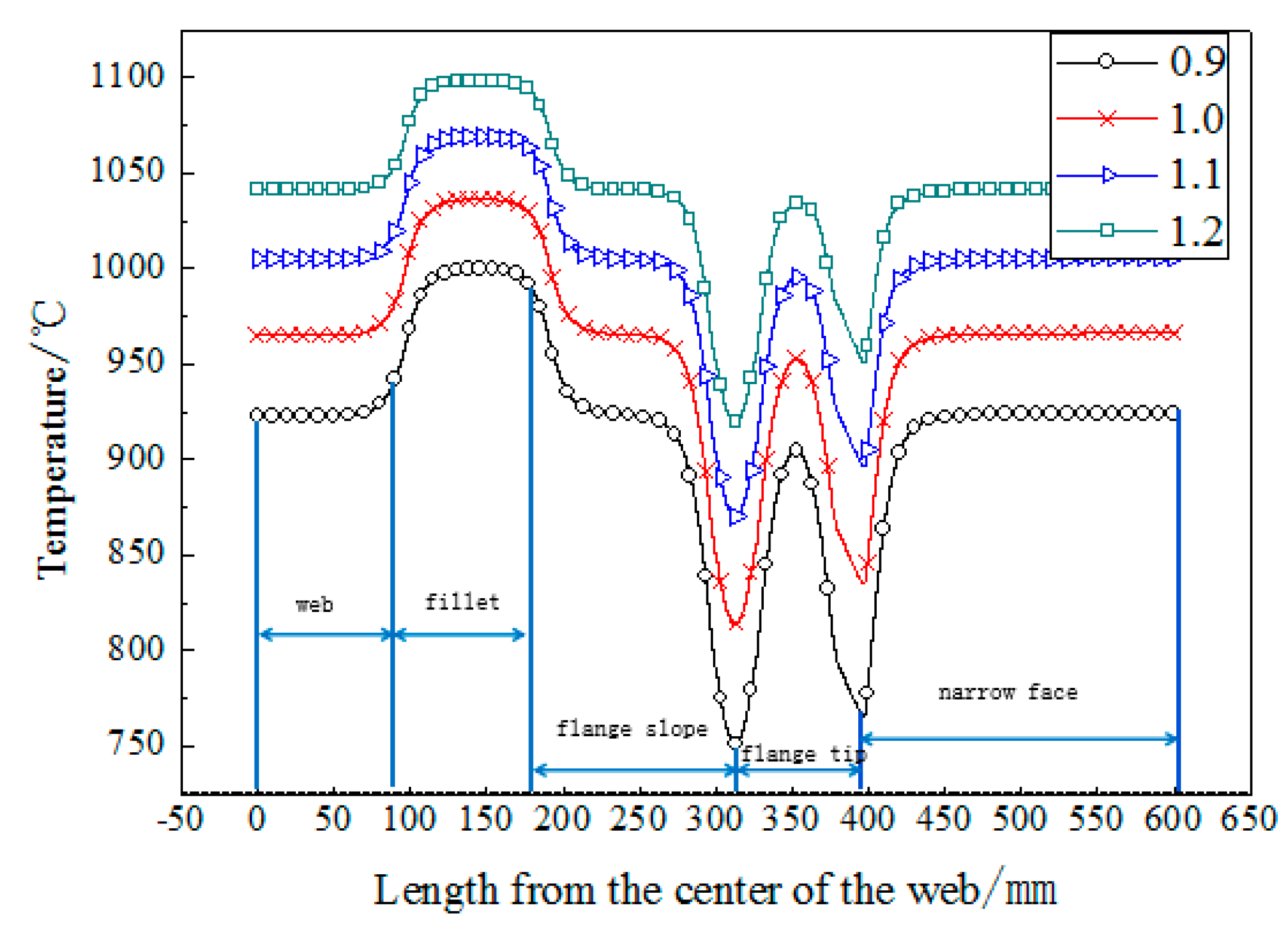
5.1. Temperature Field at Different Casting Speeds
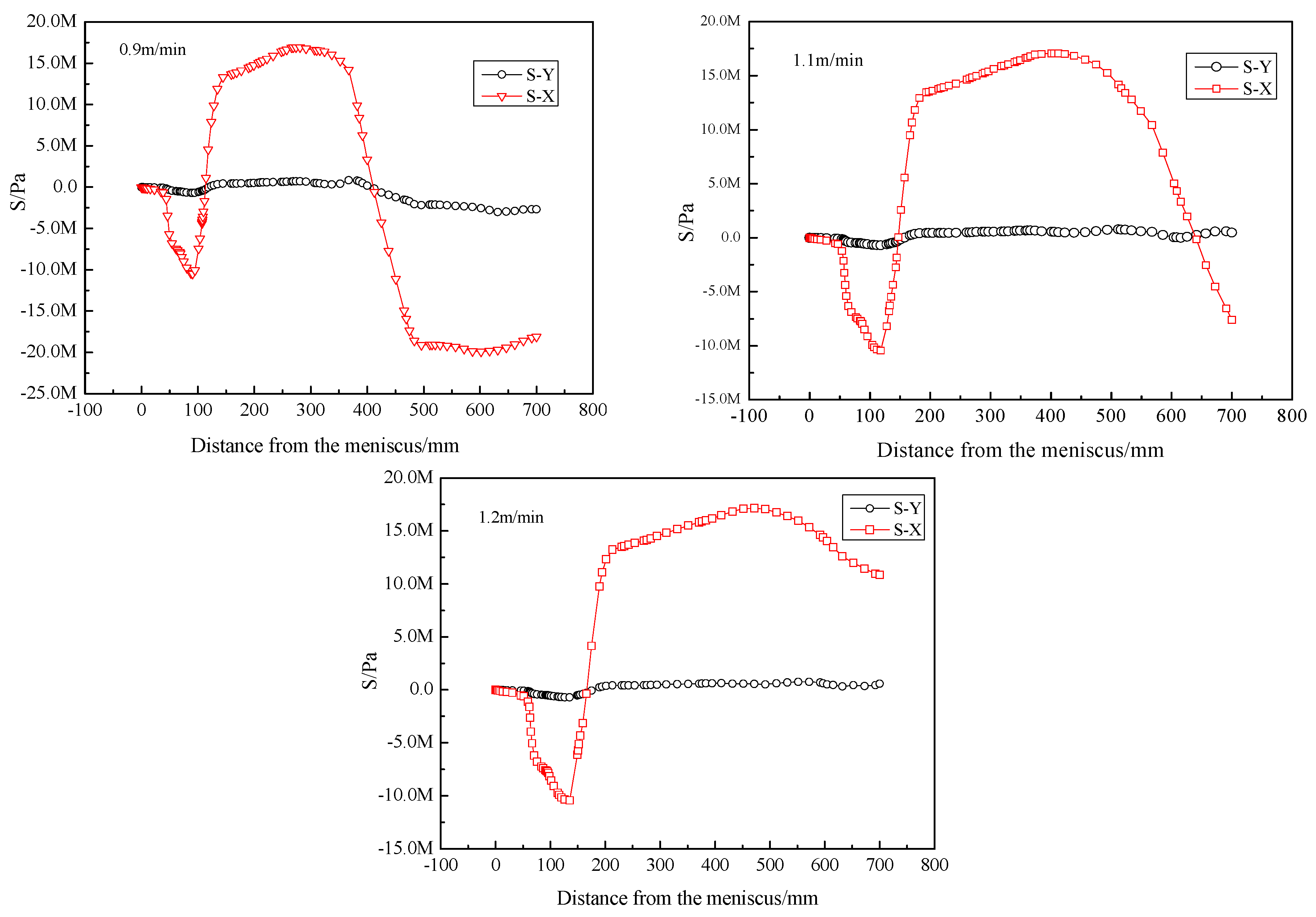
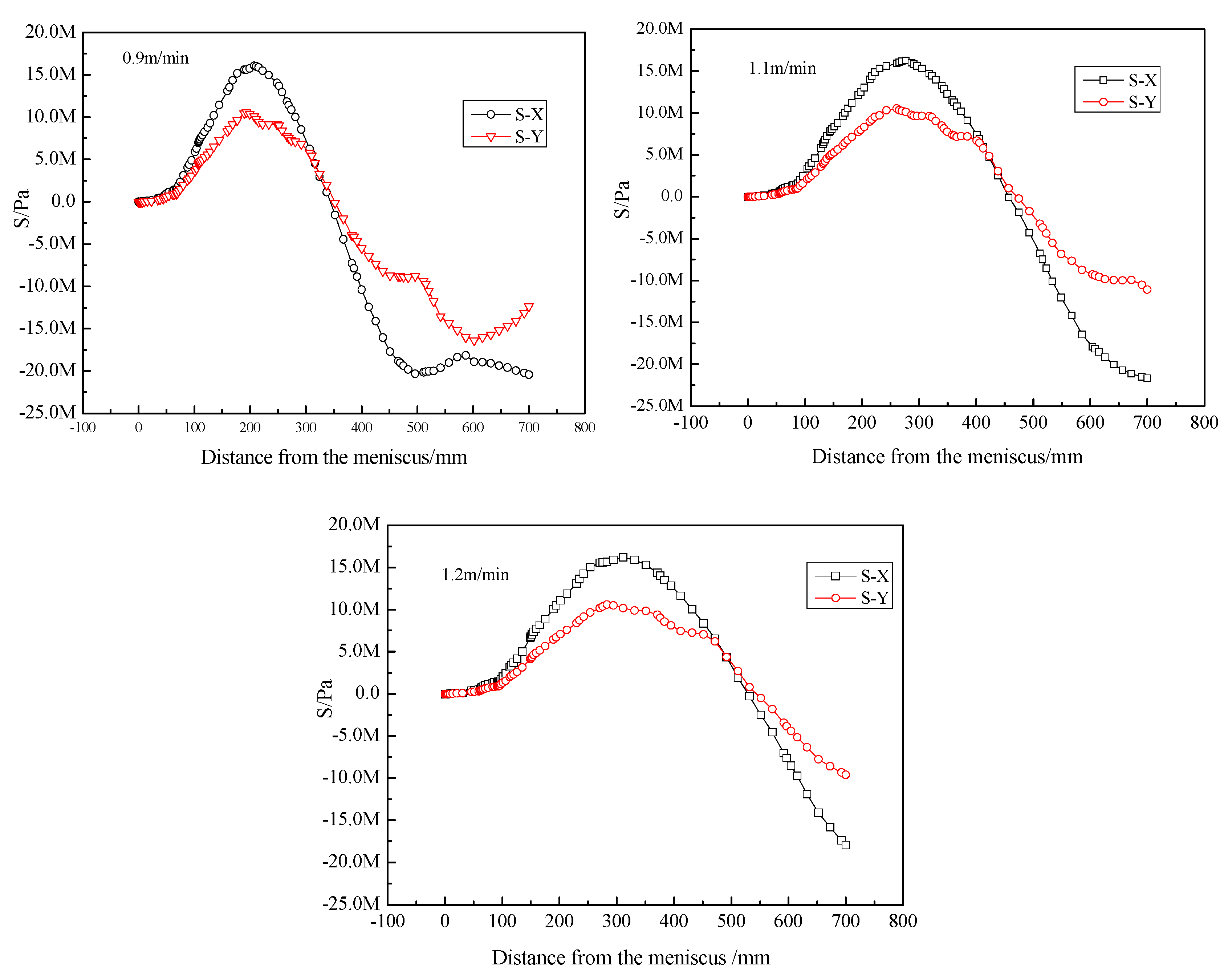
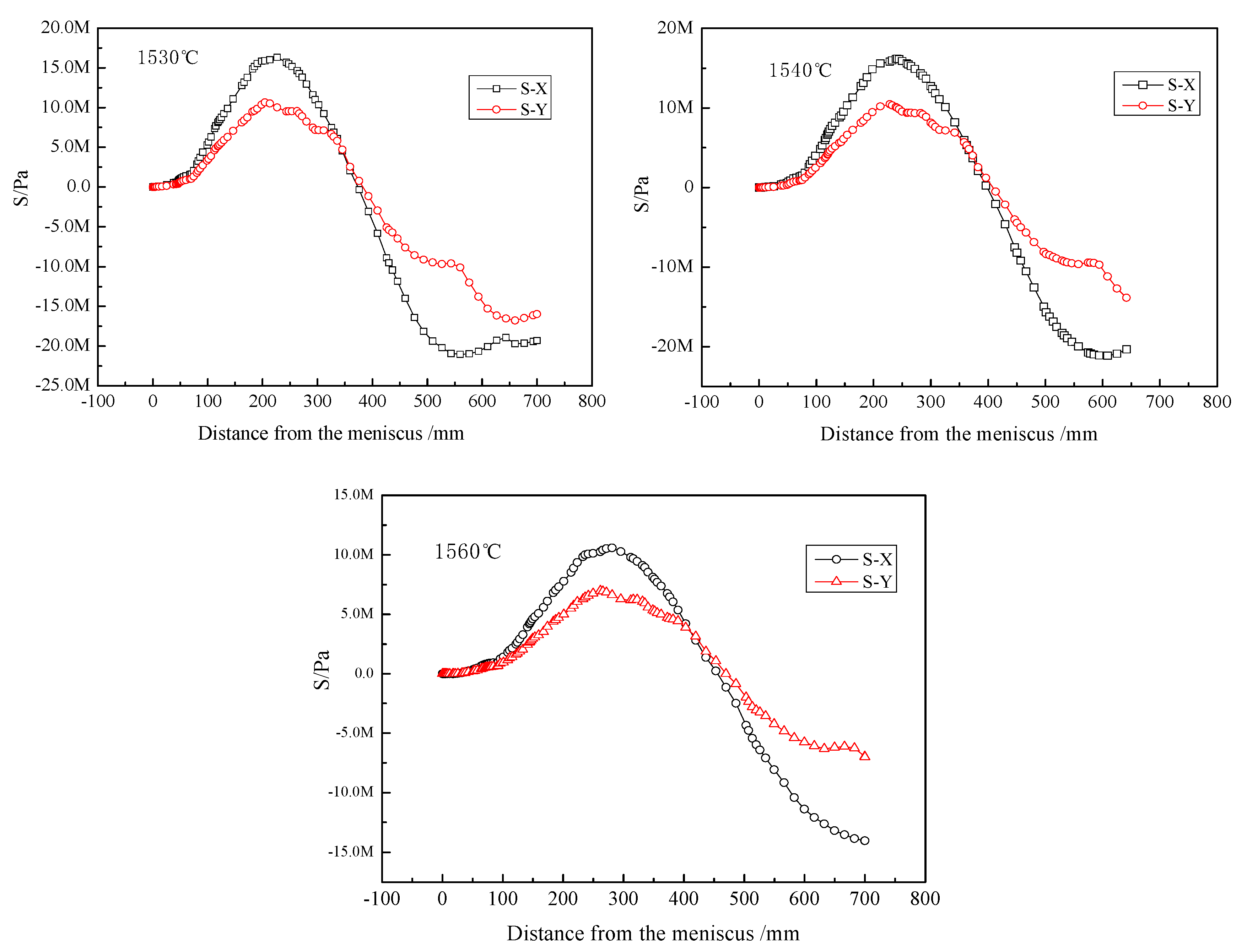
5.2. Stress Field at Different Casting Speeds
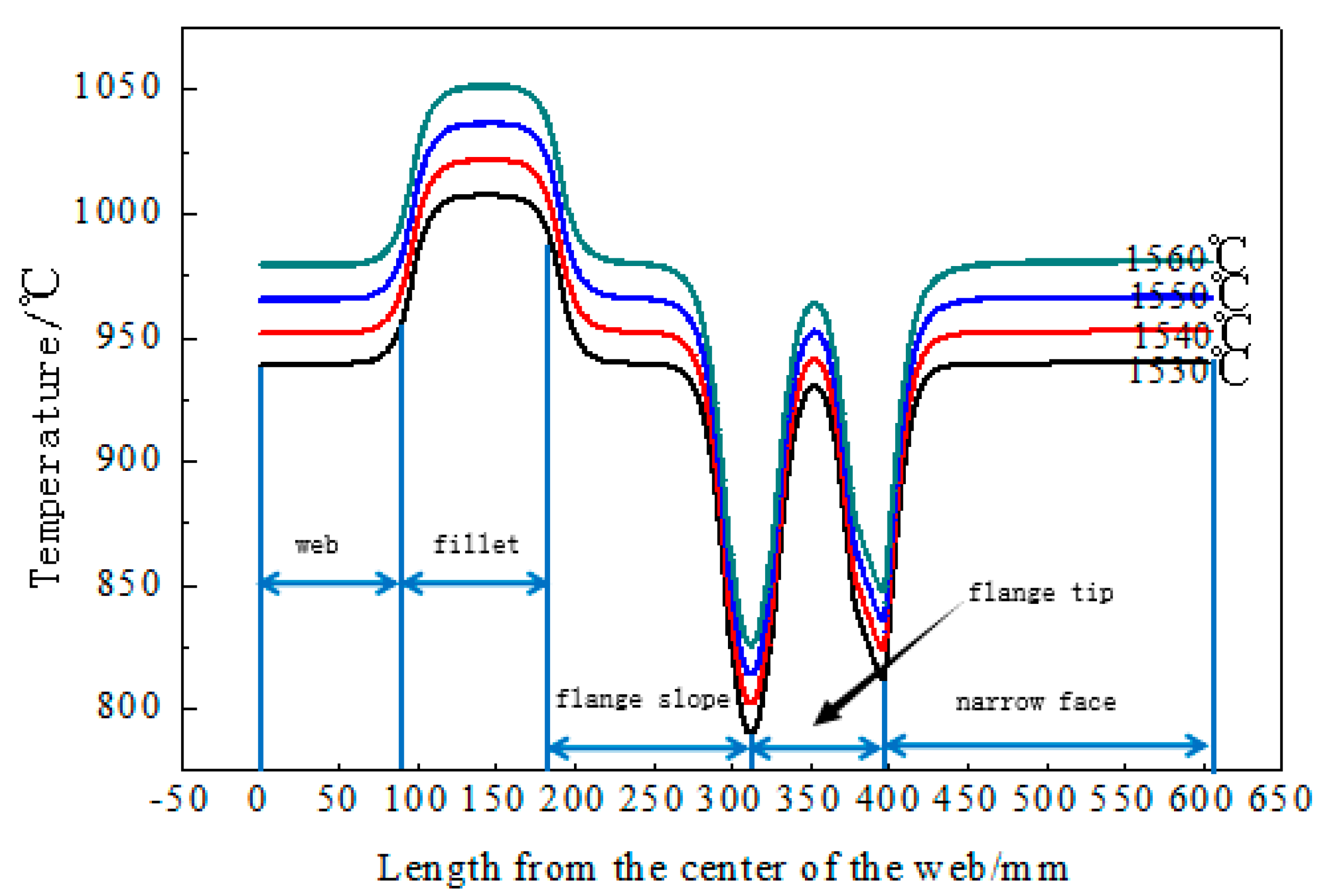
5.3. Temperature Field at Different Pouring Temperatures
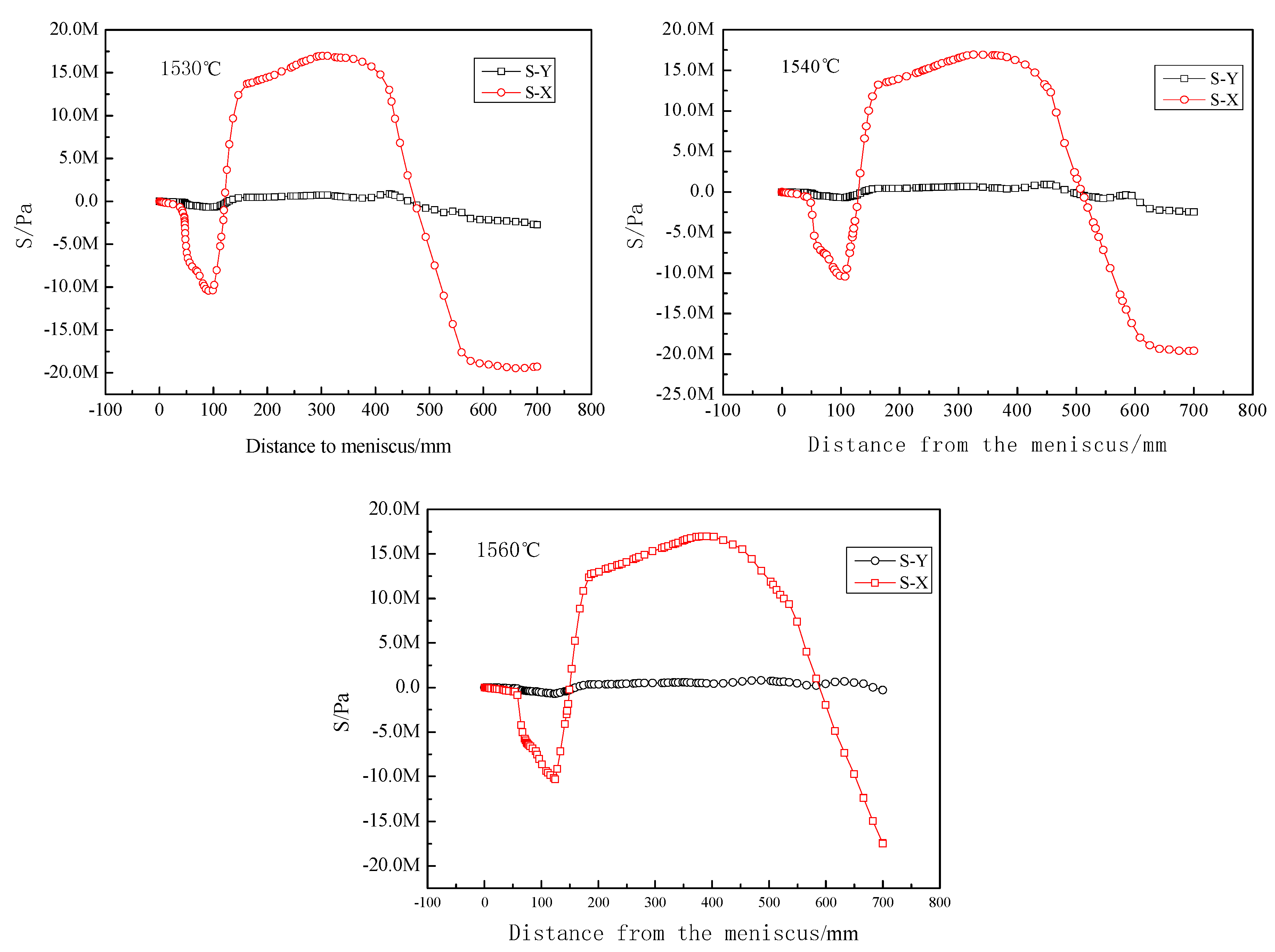
5.4. Stress Field at Different Pouring Temperatures
6. Conclusions
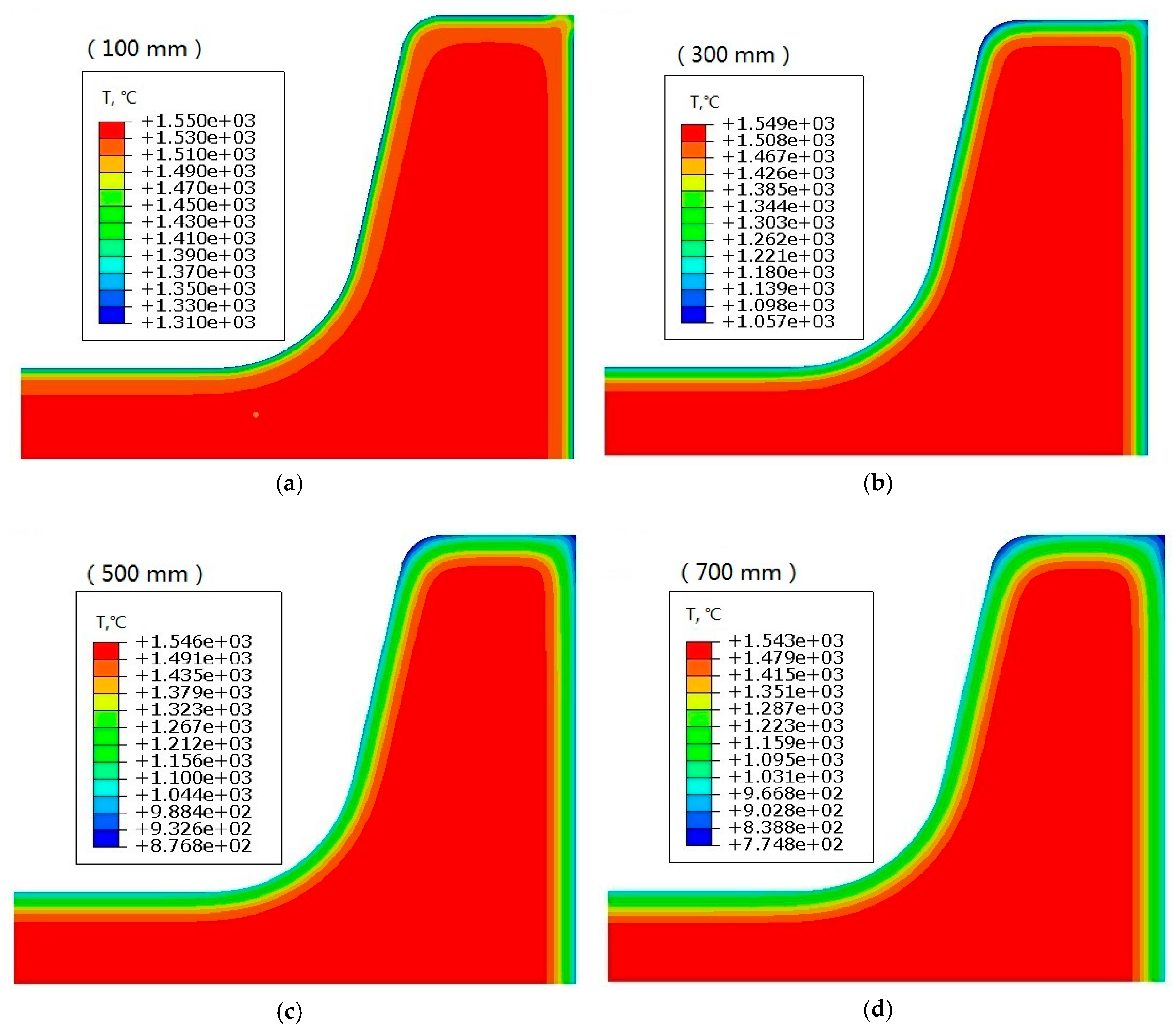
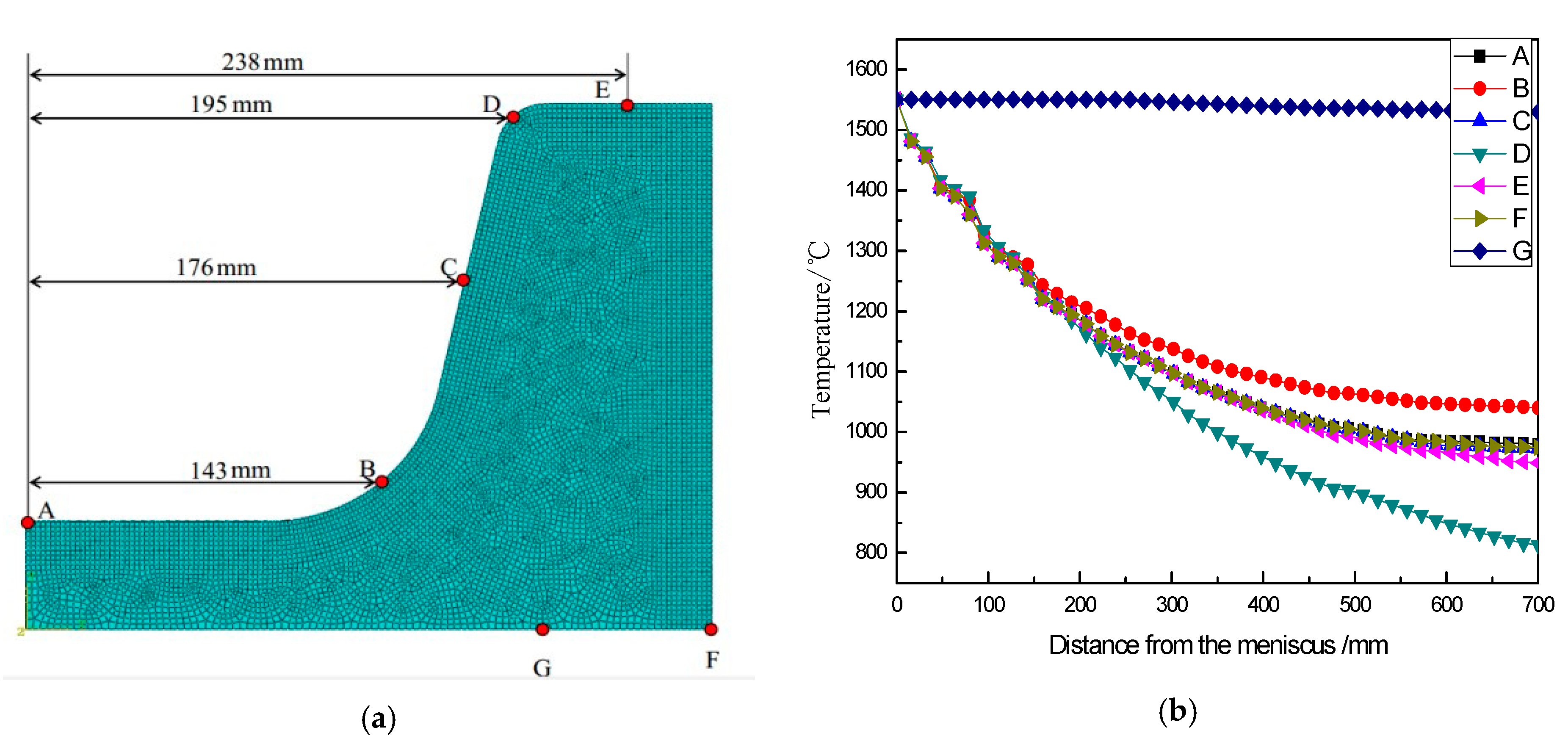
- The temperature distribution is very inhomogeneous during solidification, with the highest temperature in the fillet and the lowest in the flange. The biggest temperature difference is 227 °C.
- The MAXPS is inhomogeneous along the transverse section of the beam blank. Early in the solidification process, the MAXPS is located on the fillet, and the temperature is also maximized there. The stress along the X direction is greater than that along the Y direction, especially in the web and fillet. This is the main cause for longitudinal crack initiation at the fillet and the web.
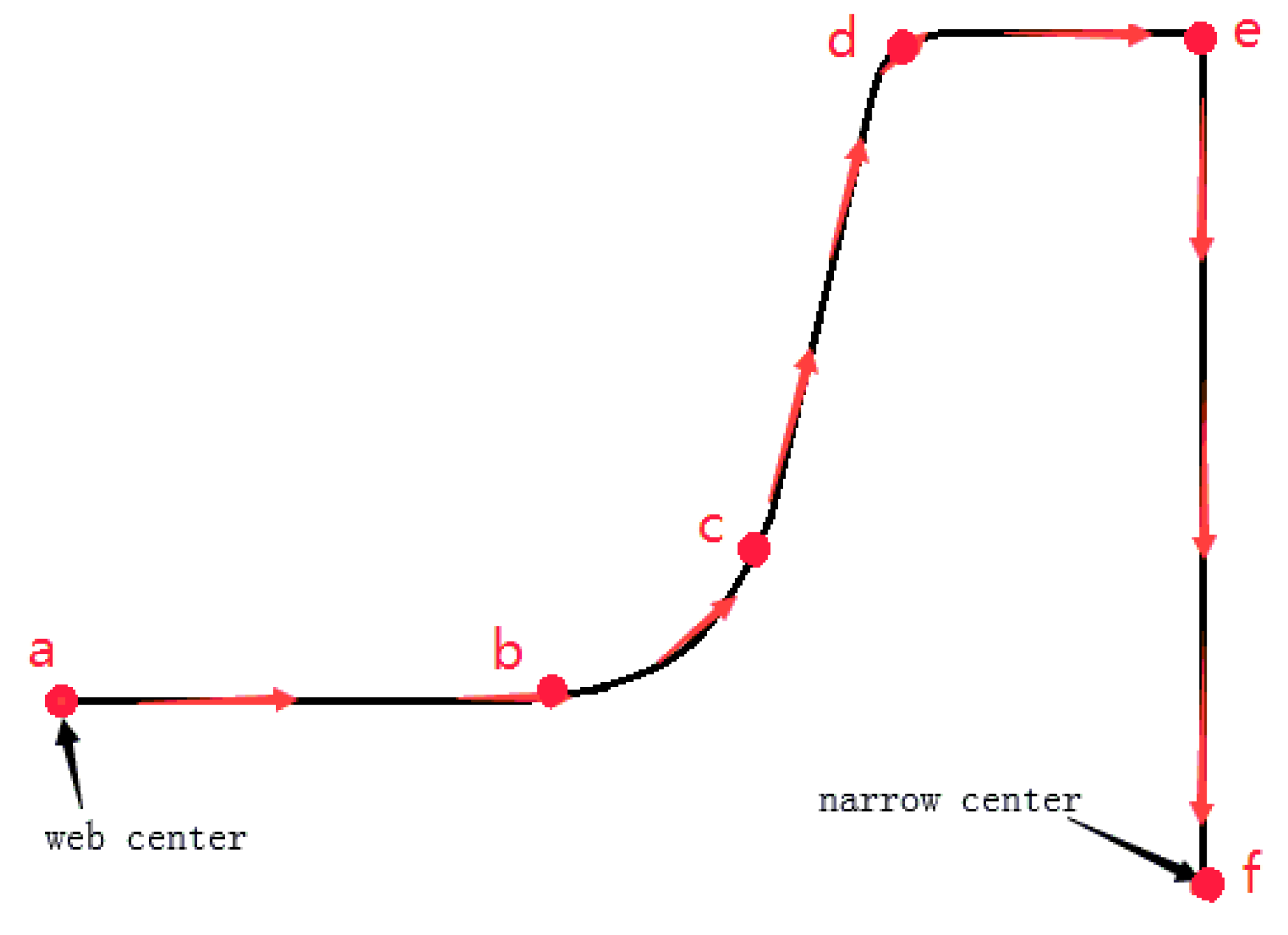
- In the present production conditions, the most vulnerable position for longitudinal surface crack formation is the web center (180 mm from the meniscus), followed by the fillet (200 mm from the meniscus). The temperatures of these positions are between 1200 °C and 1250 °C. These simulation results agree with observations from actual production.
- With increases in casting speed and pouring temperature respectively, the strand temperature increases relatively greatly when the tensile stress is at its maximum. This increases the probability of crack formation.
- The influence of casting speed on surface cracks is greater than that of the pouring temperature. Therefore, the casting speed should be strictly controlled to reduce the probability of surface cracks during production.
- This study reveals the mechanism of longitudinal crack initiation and their formation positions on the strand in the beam blank continuous casting, which permits greater control of surface cracks during production.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, K.; Han, H.N.; Yeo, T.; Lee, Y.; Oh, K.H.; Lee, D.N. Analysis of surface and internal cracks in continuously cast beam blank. Ironmak. Steelmak. 1997, 24, 249–256. [Google Scholar]
- Thomas, B.G.; Jiang, J.; Lorento, D. Optimization of Water Channel Design in Beam-Blank Mold. TMS. 2005, pp. 139–146. Available online: http://pdfs.semanticscholar.org/4cae/2fcc237136bd7653cf64cd6af6f1b13d5ee0.pdf (accessed on 9 January 2018).
- Lee, J.E.; Yeo, T.J.; Kyu Hwan, O.H.; Yoon, J.K.; Yoon, U.S. Prediction of cracks in continuously cast steel beam blank through fully coupled analysis of fluid flow, heat transfer, and deformation behavior of a solidifying shell. Metall. Mater. Trans. A 2000, 31, 225–237. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, Y.Z.; Zhang, C.J.; Zhu, L.G.; Wang, B.X.; Lu, W.G.; Ma, J.H. Numerical simulation of the thermo-mechanical process for beam blank continuous casting. Acta Metall. Sin. (Engl. Lett.) 2007, 20, 241–250. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, Y.Z.; Zhang, C.J.; Zhu, L.G.; Wang, S.M.; Wang, B.X.; Ma, J.H.; Lu, W.G. Thermomechanical analysis and optimisation for beam blank continuous casting. Ironmak. Steelmak. 2008, 35, 129–136. [Google Scholar] [CrossRef]
- Xu, H.L.; Wen, G.H.; Sun, W.; Wang, K.Z.; Yan, B.; Luo, W. Thermal behaviour of moulds with different water channels and their influence on quality in continuous casting of beam blanks. Ironmak. Steelmak. 2013, 37, 380–386. [Google Scholar] [CrossRef]
- Seok, Y.J.; Yoon, J.K. The effect of casting conditions on the formation of longitudinal surface crack in the beam blank caster. Met. Mater. Int. 2002, 8, 543. [Google Scholar] [CrossRef]
- Kelly, J.E.; Michalek, K.P.; O’Connor, T.G.; Thomas, B.G.; Dantzig, J.A. Initial development of thermal and stress fields in continuously cast steel billets. Metall. Trans. A 1988, 19, 2589–2602. [Google Scholar] [CrossRef]
- Yan, X.L. Principle and Numerical Simulation of Continuous Casting, 1st ed.; Hebei Science and Technology Press: Shijiazhuang, China, 2001; Chapter 1; p. 51. ISBN 7-5375-2475-0. [Google Scholar]
- Gao, Y.N. Theoretical Study on Heat Transfer Behavior in Slab Continuous Casting Mold; Northeastern University: Shenyang, China, 2009. [Google Scholar]
- El-Bealy, M.; Leskinen, N.; Fredriksson, H. Simulation of cooling conditions in secondary cooling zones in continuous casting process. Ironmak. Steelmak. 1995, 22, 246–255. [Google Scholar]
- Janik, M.; Dyja, H.; Berski, S.; Banaszek, G. Two-dimensional thermomechanical analysis of continuous casting process. J. Mater. Proc. Technol. 2004, 153–154, 578–582. [Google Scholar] [CrossRef]
- Liu, Q.; Zang, Y.; Qin, Q.; Zhao, J.Q. Analysis on temperature and thermal stress of H-beam during Cooling. Metall. Equip. 2008, 167, 17–20. [Google Scholar] [CrossRef]
- Savage, J.; Pritchard, W.H. The problem of rupture of the billet in the continuous casting of steel. J. Iron Steel Inst. 1954, 178, 269–277. [Google Scholar]
- Yang, J.W.; Du, Y.P.; Shi, R.; Cui, X.C. Fluid flow and solidification simulation in Beam blank continuous casting process with 3d coupled model. J. Iron Steel Res. Int. 2006, 13, 17–21. [Google Scholar] [CrossRef]
- Xu, H.L.; Wen, G.H.; Sun, W.; Wang, K.Z.; Yan, B. Analysis of thermal behavior for beam blank continuous casting mold. J. Iron Steel Res. Int. 2010, 17, 17–22. [Google Scholar] [CrossRef]
- Luo, W.; Yan, B.; Xiong, Y.X.; Wen, G.H.; Xu, H.L. Thermo-mechanical coupled numerical simulation of mould and strand in beam blank continuous casting. Mater. Sci. Technol. 2012, 20, 31–37. [Google Scholar]
- Chen, J.X. Manual of Continuous Casting Steel, 1st ed.; Metallurgical Industry Press: Beijing, China, 1991; Chapter 2; pp. 198–199. ISBN 7-5024-0887-8. [Google Scholar]
- Abaqus User Subroutines Reference Manual (6.12) for DFLUX. Dassault Systemes. 2012. Available online: http://abaqus.software.polimi.it/v6.12/books/sub/default.htm?startat=ch01s01asb03.html#sub-rtn-udflux (accessed on 9 January 2018).
- Abaqus User Subroutines Reference Manual (6.12) for DLOAD. Dassault Systemes. 2012. Available online: http://abaqus.software.polimi.it/v6.12/books/sub/default.htm?startat=ch01s01asb05.html#sub-xsl-dload (accessed on 9 January 2018).




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Casting speed (m/min) | 0.9 | 1.0 | 1.1 | 1.2 |
| Maximum Stress on the Center of Web (MPa) | 16.9 | 17.0 | 17.0 | 17.1 |
| Temperature on the Center of Web (°C) | 1185 | 1200 | 1214 | 1218 |
| Maximum Stress on the Fillet (MPa) | 16.1 | 16.2 | 16.2 | 16.2 |
| Temperature on the Fillet (°C) | 1242 | 1250 | 1258 | 1261 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, G.; Zhu, L.; Chen, W.; Yu, X.; He, B. Initiation of Surface Cracks on Beam Blank in the Mold during Continuous Casting. Metals 2018, 8, 712. https://doi.org/10.3390/met8090712
Yang G, Zhu L, Chen W, Yu X, He B. Initiation of Surface Cracks on Beam Blank in the Mold during Continuous Casting. Metals. 2018; 8(9):712. https://doi.org/10.3390/met8090712
Chicago/Turabian StyleYang, Gaiyan, Liguang Zhu, Wei Chen, Xingwang Yu, and Baomin He. 2018. "Initiation of Surface Cracks on Beam Blank in the Mold during Continuous Casting" Metals 8, no. 9: 712. https://doi.org/10.3390/met8090712
APA StyleYang, G., Zhu, L., Chen, W., Yu, X., & He, B. (2018). Initiation of Surface Cracks on Beam Blank in the Mold during Continuous Casting. Metals, 8(9), 712. https://doi.org/10.3390/met8090712