Edge-Drop Control Behavior for Silicon Strip Cold Rolling with a Sendzimir Mill

Abstract
:1. Introduction
2. Establishment and Verification of the Simulation Model of Silicon Strip Rolling Process
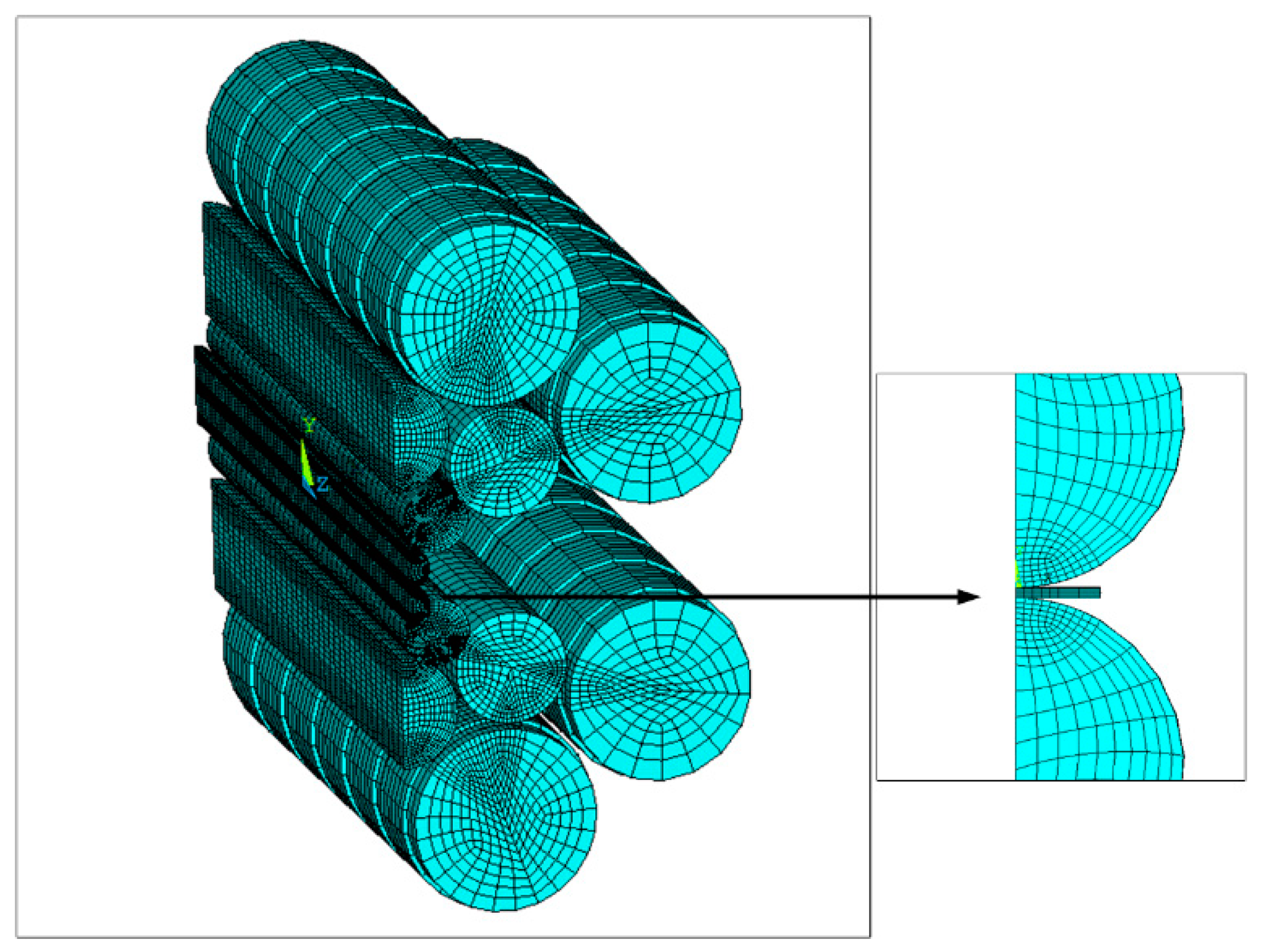
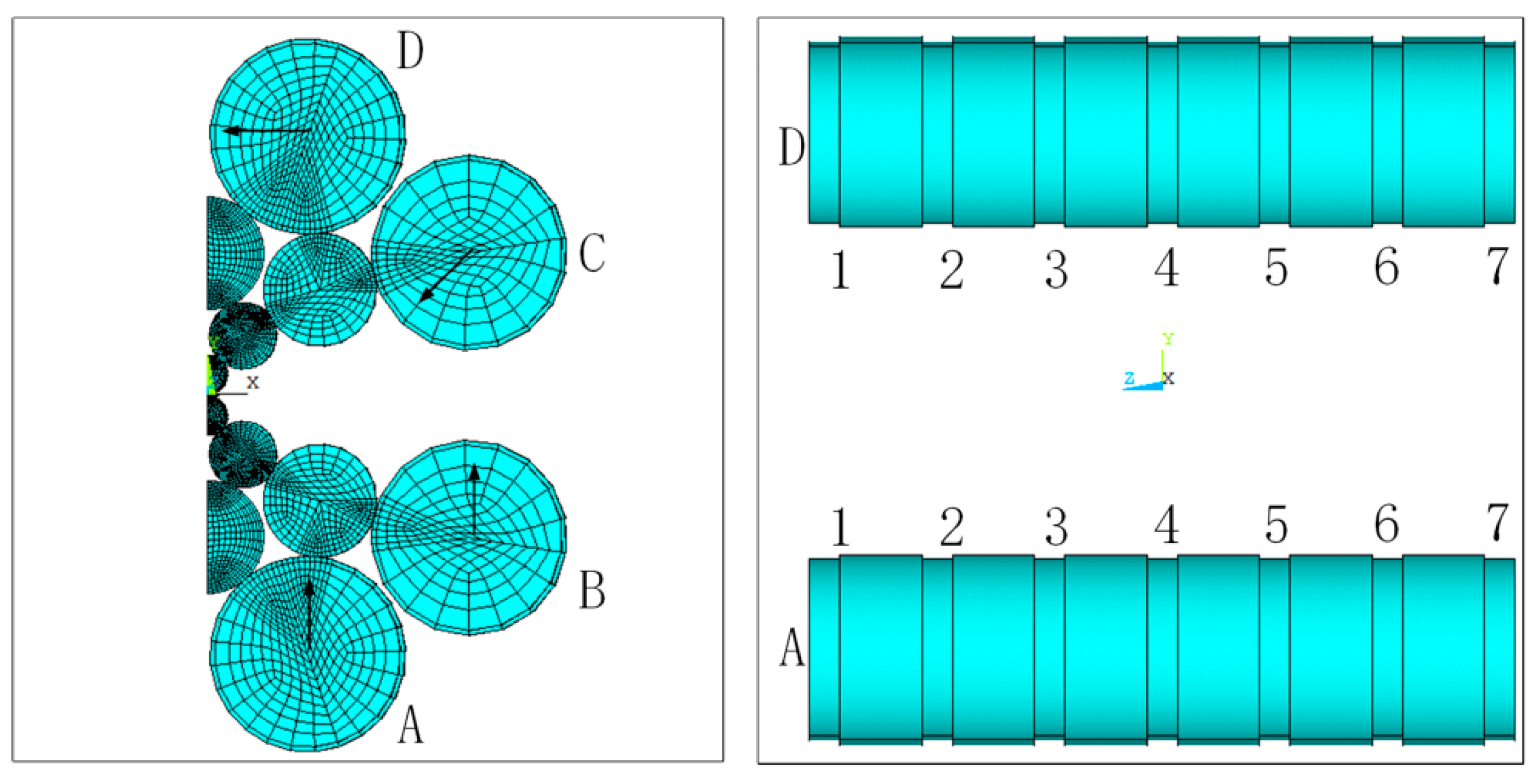
2.1. Roll System-Strip Integrated Statics Model
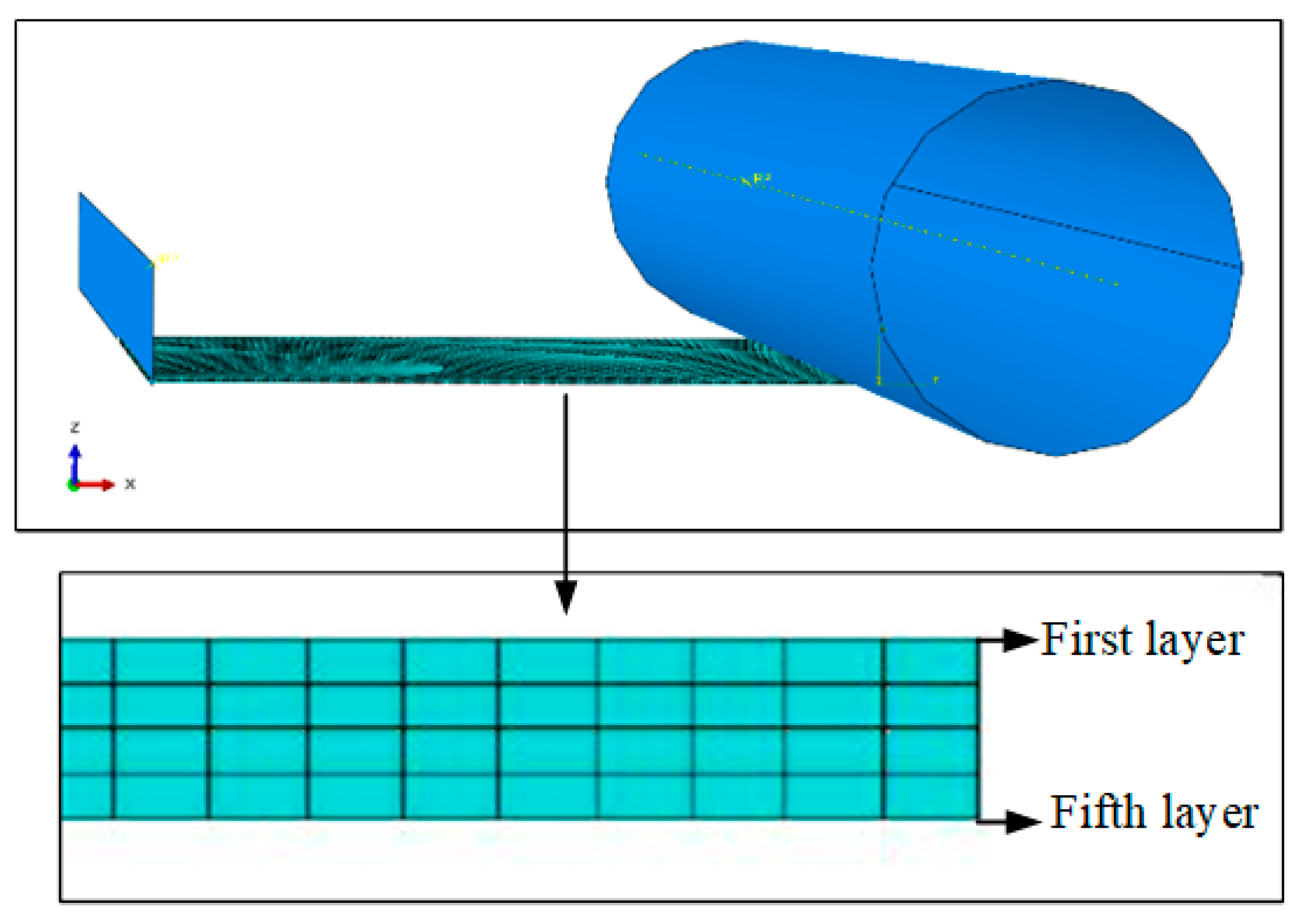
2.2. Dynamics Model of the Rolling Process
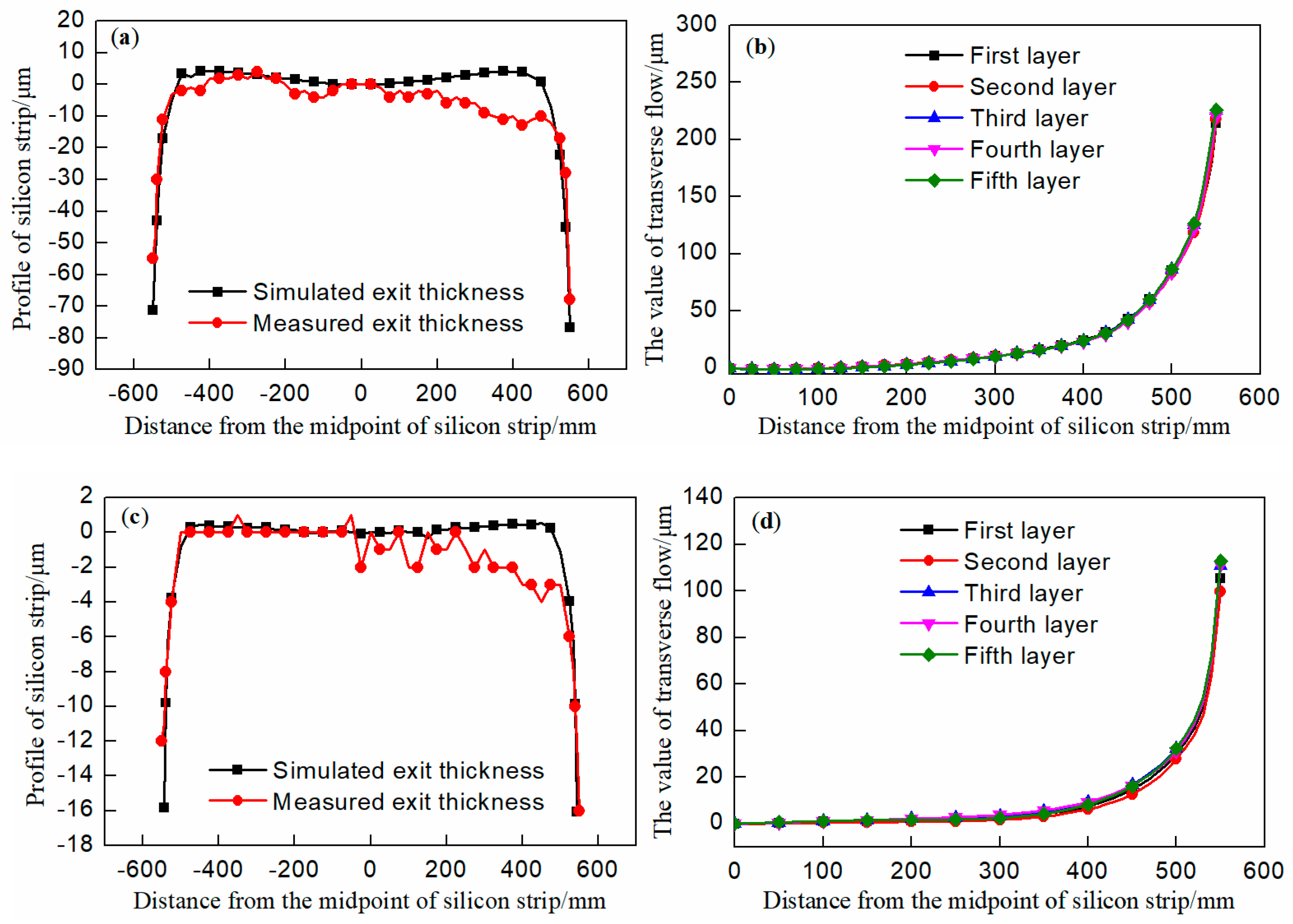
2.3. Verification of the Finite Element Model
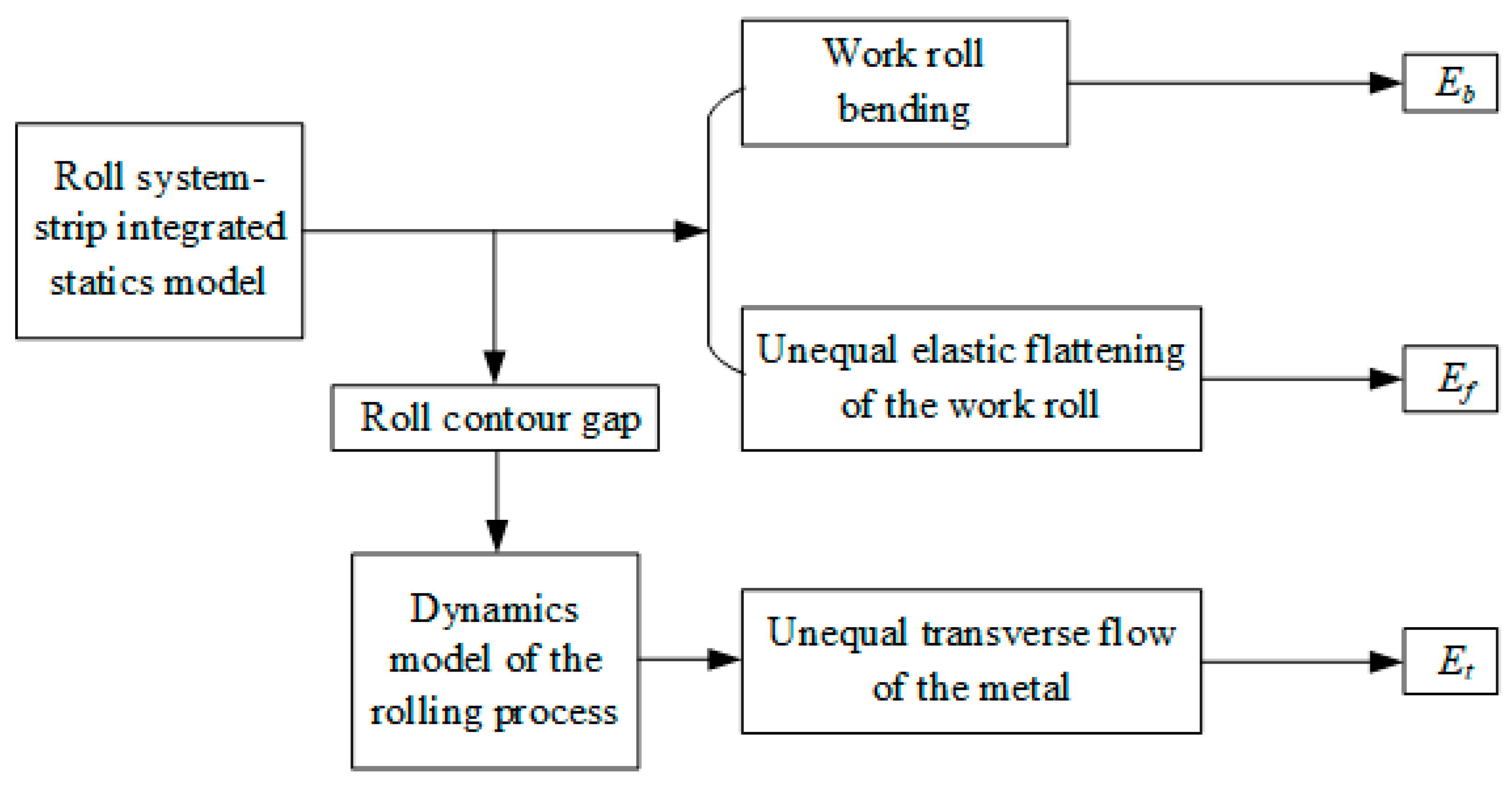
3. The Composition of Edge Drop for Silicon Strip
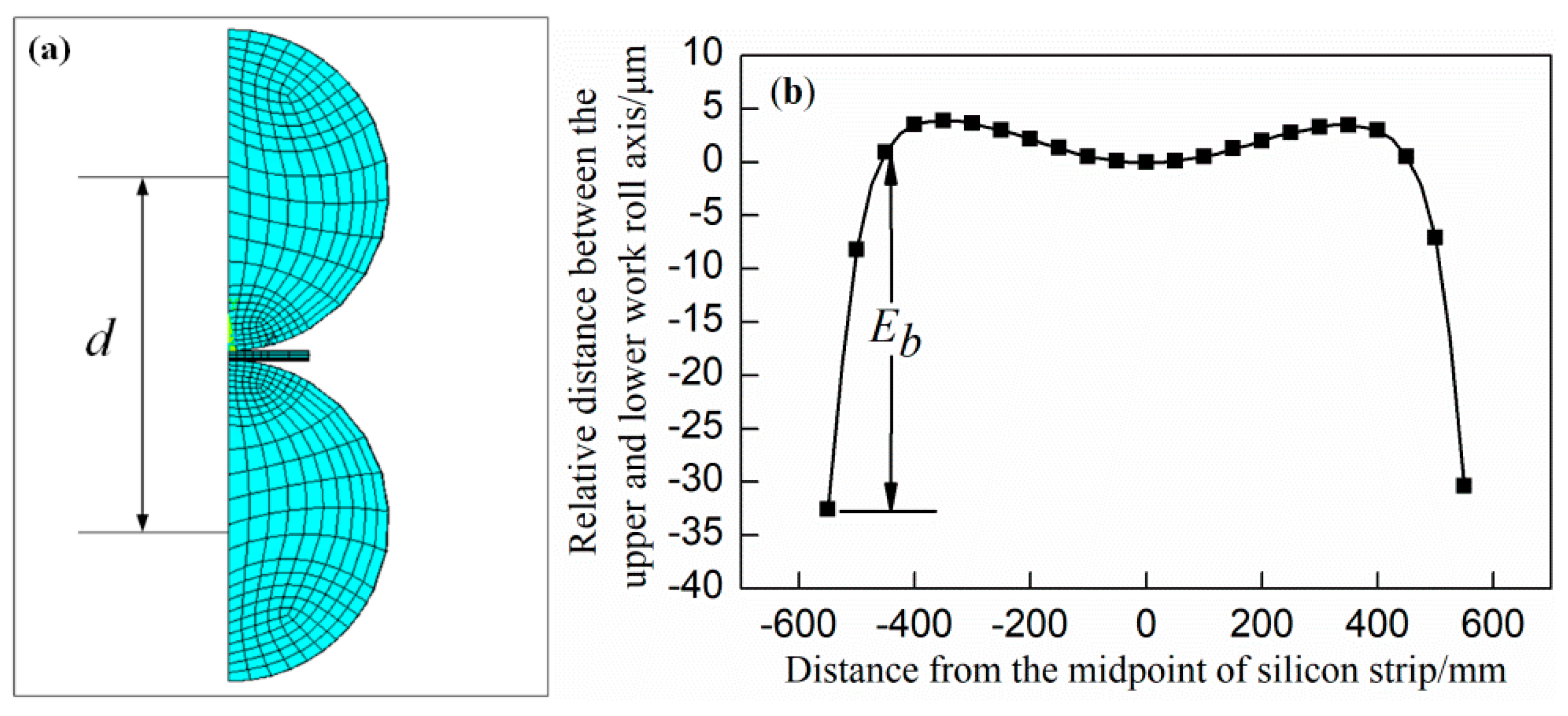
3.1. Edge Drop for Work Roll Bending
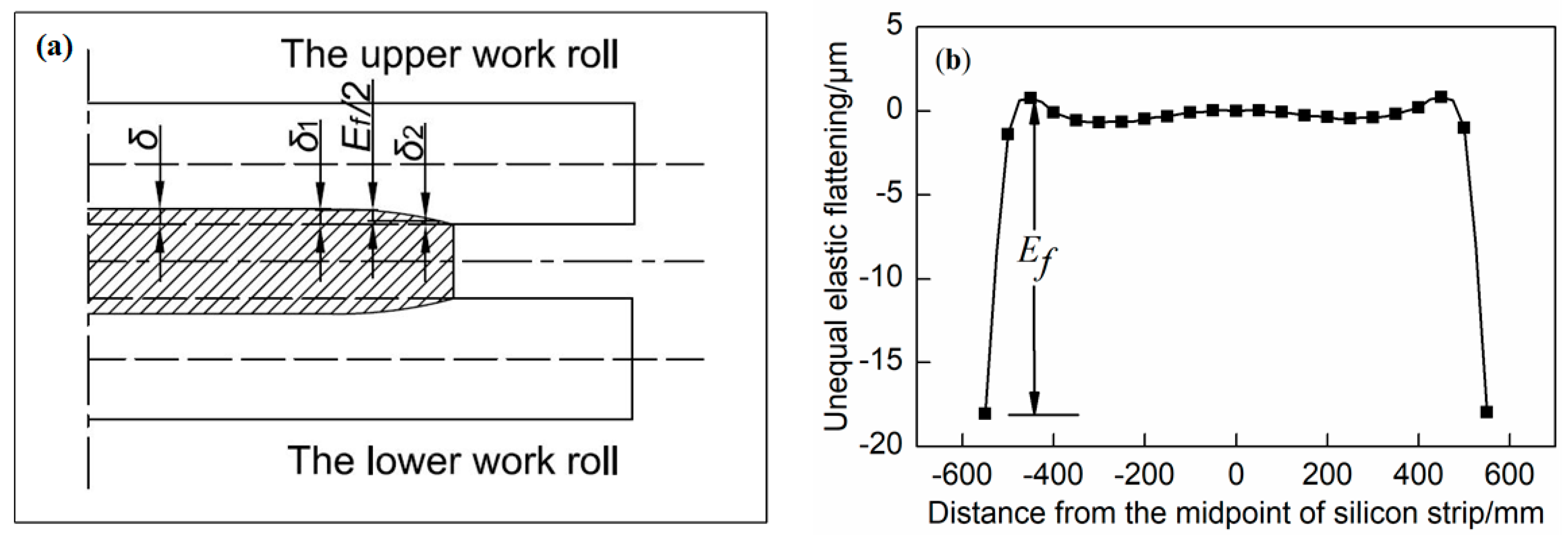
3.2. Edge Drop for the Unequal Elastic Flattening of the Work Roll
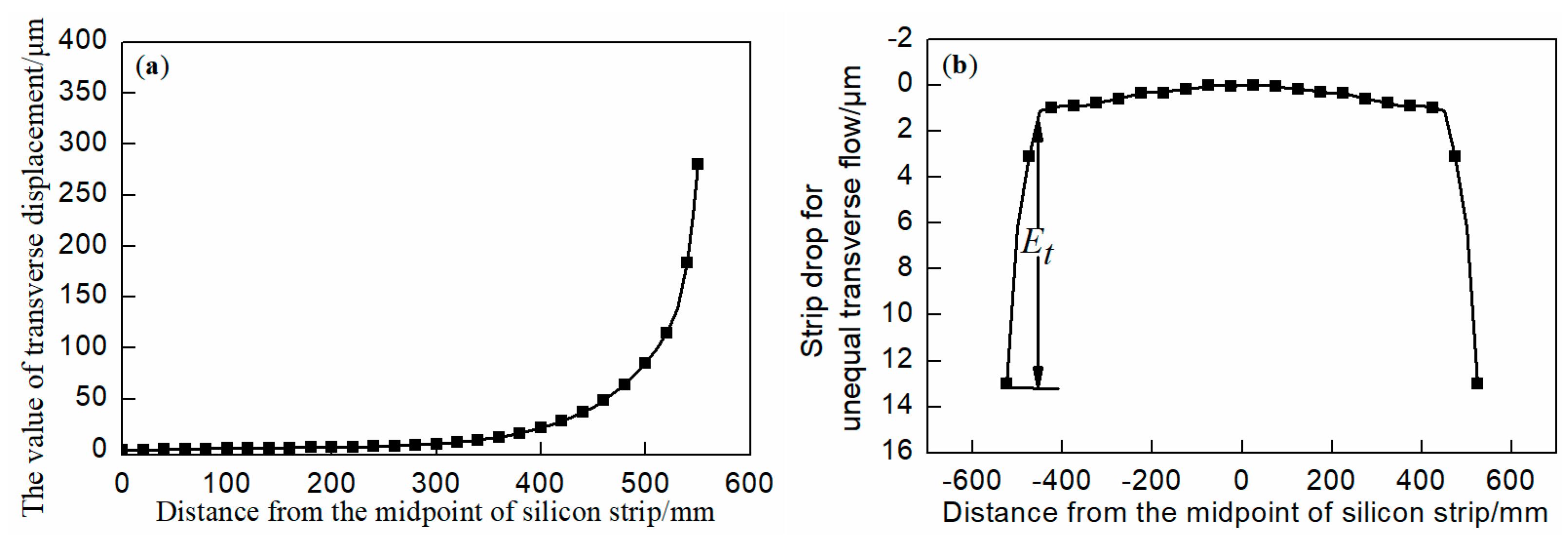
3.3. Edge Drop for the Unequal Transverse Flow of the Metal
4. Results and Discussion
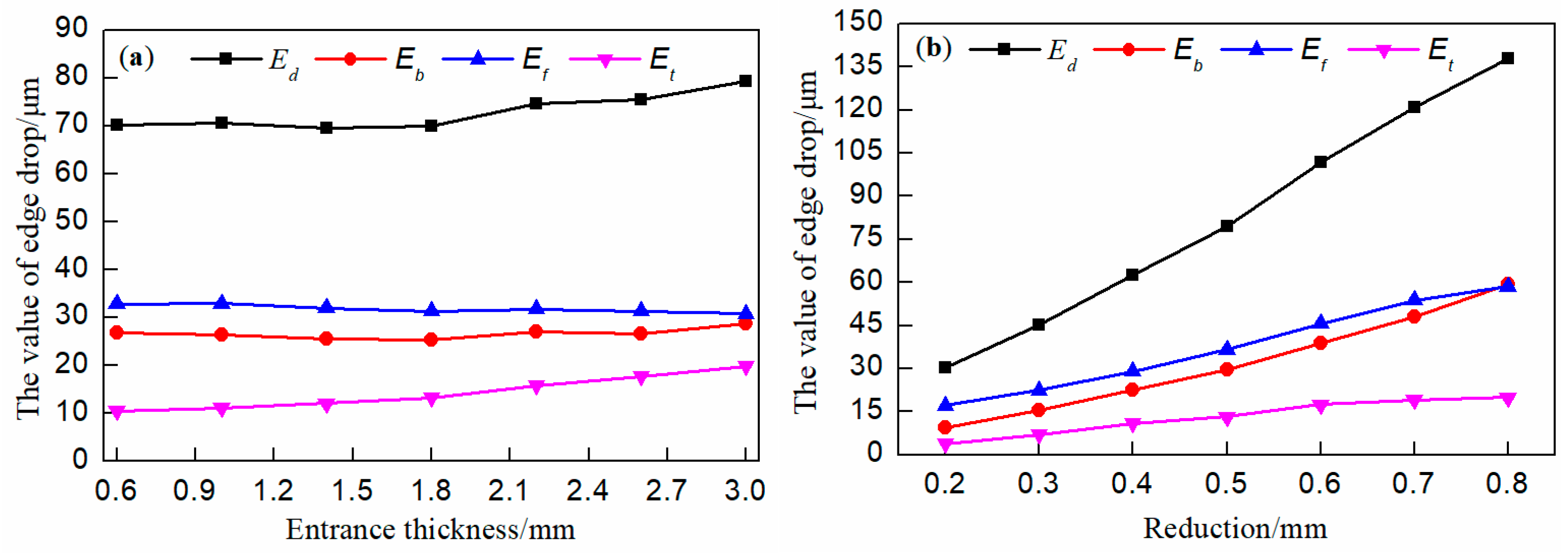
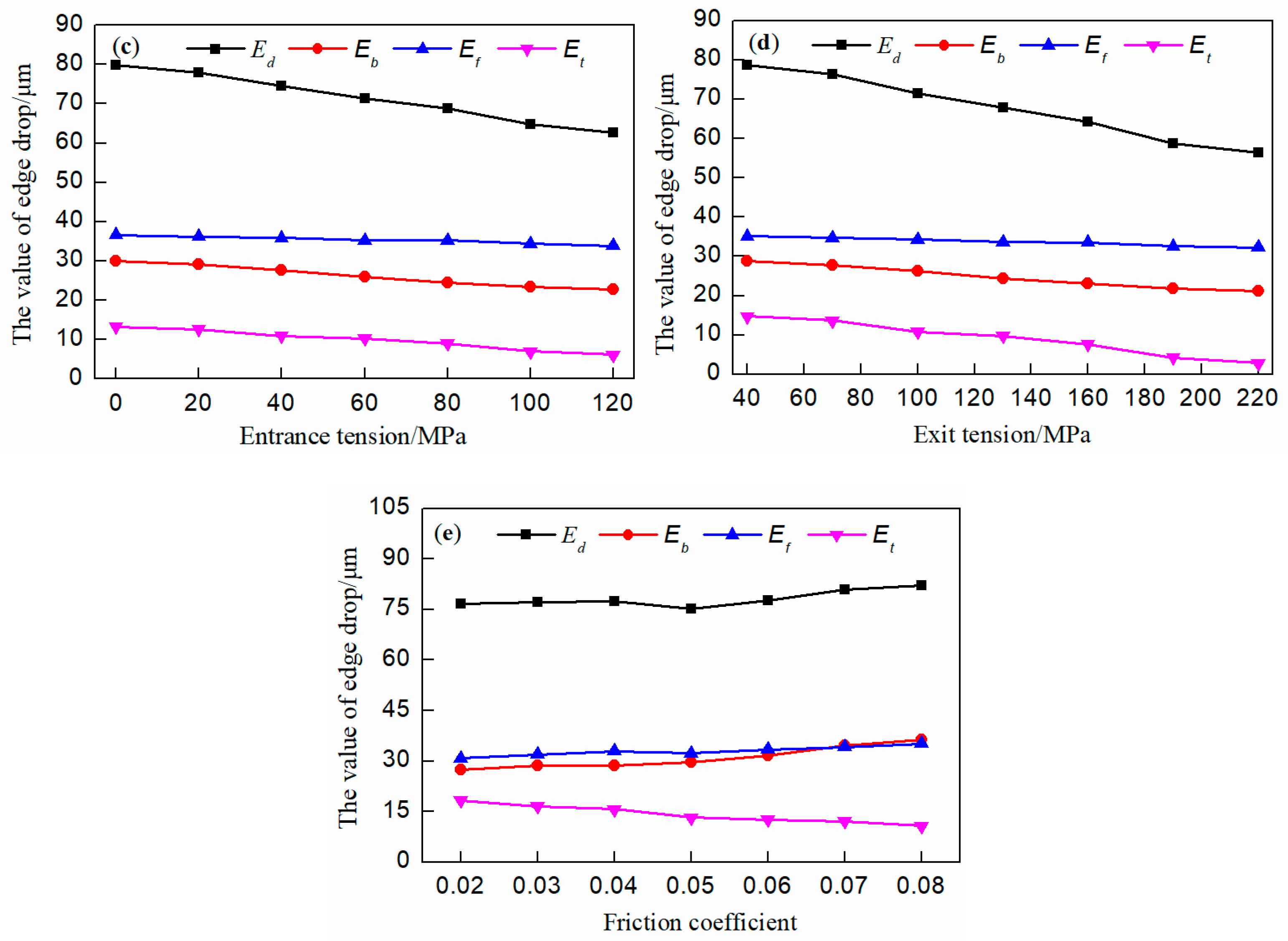
4.1. The Effect of Process Parameters on Edge Drop
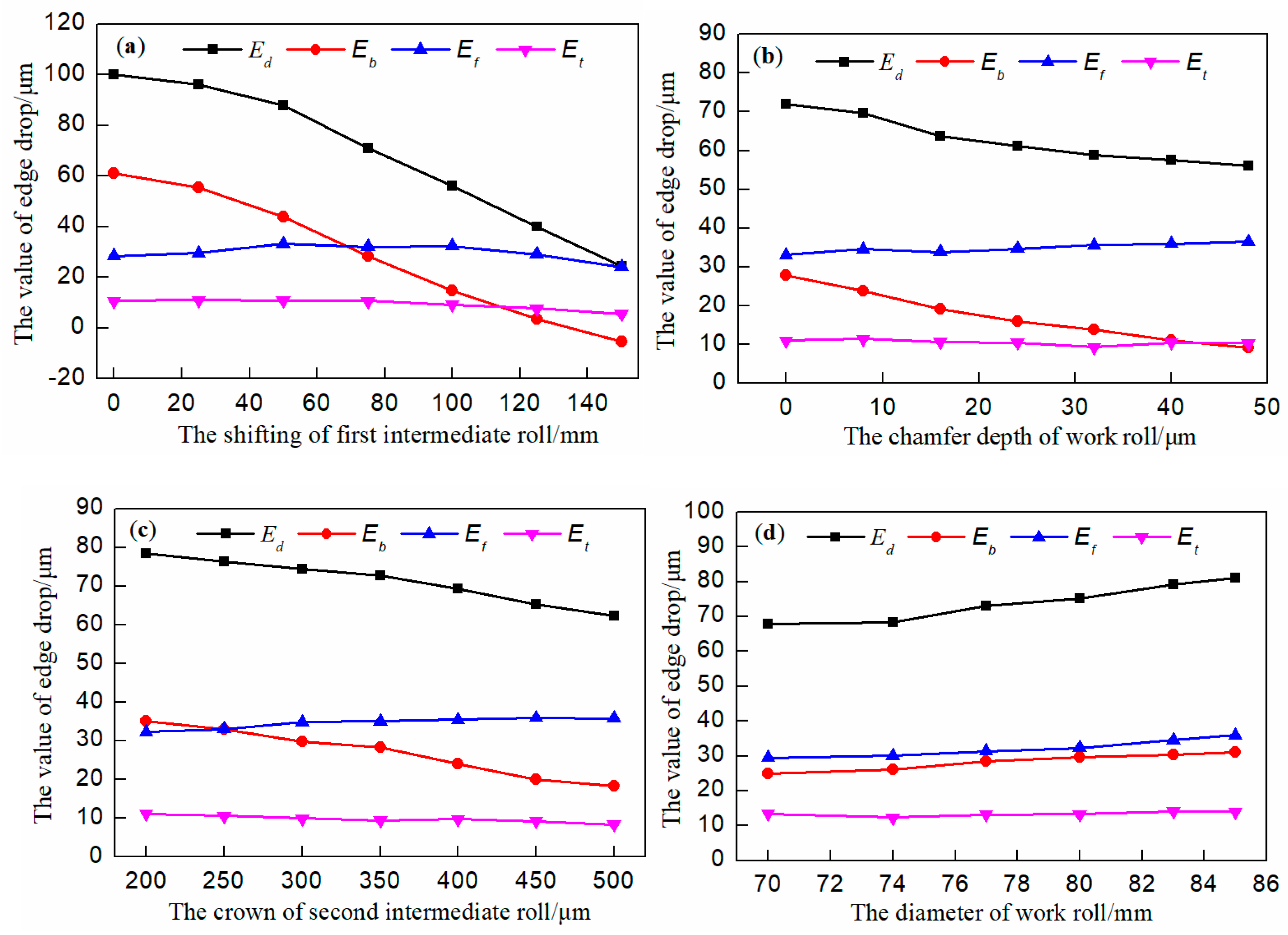
4.2. The Effect of Roll Configuration on Edge Drop
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- He, A.R.; Shao, J.; Sun, W.Q.; Guan, C.L.; Sheng, X.Y.; Zhang, J.P. Transverse Thickness Deviation Control of Non-oriented Silicon Steel during Cold Rolling. Chin. J. Mech. Eng. 2011, 47, 25–30. [Google Scholar] [CrossRef]
- Abdulrahman, A.; Jiang, Z.Y.; Wang, D.B.; Wang, X.D.; Hasan, T. Thin strip profile control capability of roll crossing and shifting in cold rolling mill. Mater. Sci. Forum 2013, 773–774, 70–78. [Google Scholar] [CrossRef]
- Hartung, H.G.; Hollmann, F.W. EDC—A new system for reduction of edge drop in cold rolling. Metall. Plant Technol. Int. 1998, 22, 80–82. [Google Scholar]
- Kitamura, K.; Nakanishi, T.; Yarita, I.; Suganuma, N.; Toyoshima, K. Edge-drop control of hot and cold rolled strip by tapered-crown work roll shifting mill. Iron Steel Eng. 1995, 72, 27–32. [Google Scholar]
- Cao, J.G.; Qi, J.B.; Zhang, J.; Wang, C.; Zeng, W.; Gong, G.L. Backup roll contour for edge drop control technology in tandem cold rolling mill. J. Cent. South Univ. 2008, 39, 1011–1016. [Google Scholar]
- Berger, B.; Schulte, H.; Benfer, M.; Rinke, F.W. Advanced 20-high mill technology. Metall. Plant Technol. Int. 2000, 23, 70–72. [Google Scholar]
- Sun, W.Q.; Yang, Q.; Shao, J.; He, A.R.; Li, M.X. Edge drop control technique of silicon steel for UCM tandem cold rolling mills. J. Univ. Sci. Technol. Beijing 2010, 32, 1340–1345. [Google Scholar] [CrossRef]
- Abdelkhalek, S.; Montmitonnet, P.; Legrand, N.; Buessler, P. Coupled approach for flatness prediction in cold rolling of thin strip. Int. J. Mech. Sci. 2011, 53, 661–675. [Google Scholar] [CrossRef]
- Hartung, H.G.; Hollmann, F.W.; Holz, R.; Richter, H.P. New way to reduce the edge drop. Steel Res. 1998, 69, 143–147. [Google Scholar] [CrossRef]
- Jin, Q.; Wang, W.; Jiang, R.; Chiu, L.N.S.; Liu, D.; Yan, W. A Numerical Study on Contact Condition and Wear of Roller in Cold Rolling. Metals 2017, 7, 376. [Google Scholar] [CrossRef]
- Zheng, H.P. Research on edge drop control by double taper work roll of cold rolling mill. Steel Rolling 2012, 29, 11–12. [Google Scholar] [CrossRef]
- Liu, C.; He, A.R.; Qiang, Y.; Guo, D.F.; Shao, J. Effect of Internal Stress of Incoming Strip on Hot Rolling Deformation Based on Finite Element and Infinite Element Coupling Method. Metals 2018, 8, 92. [Google Scholar] [CrossRef]
- Cao, J.G.; Chai, X.T.; Li, Y.L.; Kong, N.; Jia, S.H.; Zeng, W. Integrated design of roll contours for strip edge drop and crown control in tandem cold rolling mills. J. Mater. Process. Technol. 2017, 252, 432–439. [Google Scholar] [CrossRef]
- Chang, A.; Di, H.S.; Bai, J.L.; Dong, Q.; Yang, D.J. Effect of Rolling Parameters on Edge-Drop in Cold Rolling. Iron Steel 2007, 42, 51–56. [Google Scholar] [CrossRef]
- Lu, H.T.; Cao, J.G.; Zhang, J.; Zeng, J.S.; Zeng, W.; Qin, S.G. Edge drop control of a taper roll during cont inuous cold rolling. J. Univ. Sci. Technol. Beijing 2006, 28, 774–777. [Google Scholar] [CrossRef]
- Xuan, K.L.; Yu, W.; Tang, W.; Xiong, A.M.; Zhang, X.F.; Ren, X.Y. Simulation study of strip edge control performance of six-high cold rolling mill. Steel Rolling 2017, 34, 33–37. [Google Scholar] [CrossRef]
- Malik, A.S.; Grandhi, R.V. A computational method to predict strip profile in rolling mills. J. Mater. Process. Technol. 2008, 206, 263–274. [Google Scholar] [CrossRef]
- Yu, H.L.; Liu, X.H.; Lee, G.T.; Prak, H.D. Numerical analysis of strip edge drop for Sendzimir mill. J. Mater. Process. Technol. 2008, 208, 42–52. [Google Scholar] [CrossRef]
- Hamada, R.; Yoshida, K.; Kurita, A.; Hara, K. Improvement of Strip Flatness in 20-High Sendzimir Mill by means of Numerical Simulation. In Proceedings of the 10th ICSR, Beijing, China, 15–17 September 2010; Volume 5. [Google Scholar]
- Zhang, Q.D.; Dai, C.; Wen, J.; Zhang, X.F.; Qin, J. Simulation and Analysis on Shape Control Behavior of 20-h Sendzimir Mill. Steel Rolling 2013, 30, 1–6. [Google Scholar] [CrossRef]
- Liu, Y.F.; Huang, Y.; Zhao, X.H.; Sun, Y.B.; Yan, D. Analysis on characteristics of traversing influence of the first intermediate roll in Sendzimir twenty-roller Mill. Heavy Mach. 2013, 2–6. [Google Scholar] [CrossRef]
- Cho, J.H.; Hwang, S.M. A New Model for the Prediction of Roll Deformation in a 20-High Sendzimir Mill. J. Manuf. Sci. Eng. 2014, 136, 011004. [Google Scholar] [CrossRef]
- Yuan, Z.W.; Ren, Z.K.; Xiao, H.; Yu, C. Plate shape control of ultra thin strip rolling for 20-high mill. J. Cent. South Univ. 2017, 48, 860–866. [Google Scholar]
- Li, C.W.; Wang, X.C.; Yang, Q.; Wang, L.S. Metal Transvers flow and its influence factors of hot rolled strips. J. Univ. Sci. Technol. Beijing 2013, 35, 222–227. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Type | Value |
|---|---|
| Work roll diameter × roll length (mm × mm) | Φ 80 × 1677 |
| The first intermediate roll diameter × roll length (mm × mm) | Φ 138 × 1500 |
| The second intermediate roll diameter × roll length (mm × mm) | Φ 234 × 1450 |
| Backup roll diameter × roll length (mm × mm) | Φ 405 × 1417 |
| Roll elastic modulus/GPa | 210 |
| Roll Poisson ratio | 0.3 |
| Silicon strip width/mm | 1100 |
| Silicon elastic modulus/GPa | 220 |
| Silicon Poisson ratio | 0.3 |
| Friction coefficient | 0.05 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Zhao, Z.; Dong, D.; Han, G.; Zhang, J.; Liu, H.; You, X. Edge-Drop Control Behavior for Silicon Strip Cold Rolling with a Sendzimir Mill. Metals 2018, 8, 783. https://doi.org/10.3390/met8100783
Li H, Zhao Z, Dong D, Han G, Zhang J, Liu H, You X. Edge-Drop Control Behavior for Silicon Strip Cold Rolling with a Sendzimir Mill. Metals. 2018; 8(10):783. https://doi.org/10.3390/met8100783
Chicago/Turabian StyleLi, Hongbo, Zhenwei Zhao, Dawei Dong, Guomin Han, Jie Zhang, Haichao Liu, and Xuechang You. 2018. "Edge-Drop Control Behavior for Silicon Strip Cold Rolling with a Sendzimir Mill" Metals 8, no. 10: 783. https://doi.org/10.3390/met8100783
APA StyleLi, H., Zhao, Z., Dong, D., Han, G., Zhang, J., Liu, H., & You, X. (2018). Edge-Drop Control Behavior for Silicon Strip Cold Rolling with a Sendzimir Mill. Metals, 8(10), 783. https://doi.org/10.3390/met8100783