Microstructure and Fabrication of Cu-Pb-Sn/Q235 Laminated Composite by Semi-Solid Rolling

 ,
, 
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials and Pretreatment
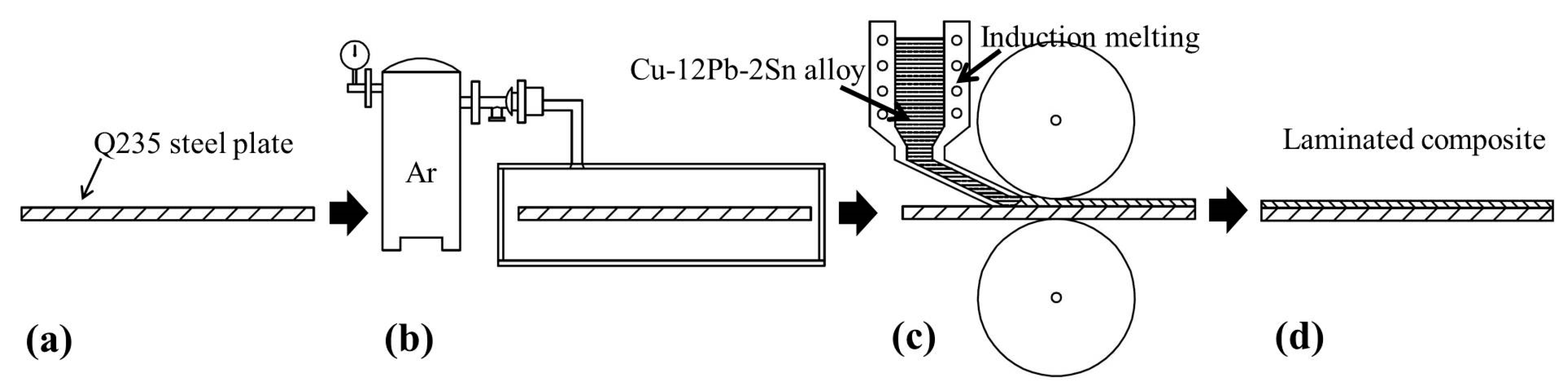
2.2. Semisolid Rolling Fabrication
2.3. Microstructure and Mechanical Properties
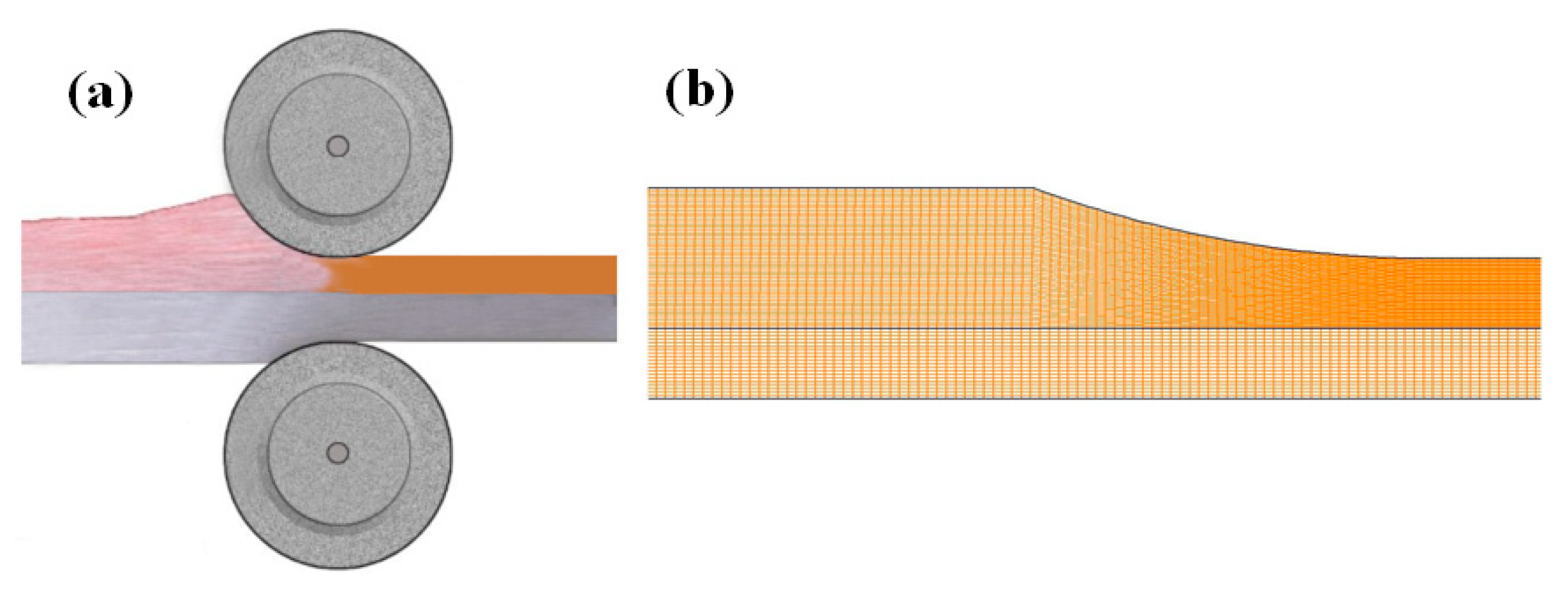
2.4. Finite-Element Simulation
- (1)
- The molten Cu-Pb-Sn alloy behaves as an incompressible fluid;
- (2)
- The effect of the liquid surface fluctuation in the fluid flow is negligible;
- (3)
- The interface reaction between Cu-Pb-Sn alloy and Q235 is negligible;
- (4)
- There is no diffusion in the solid phase.
3. Results and Discussion
3.1. Interfacial Structure
3.2. Interfacial Property
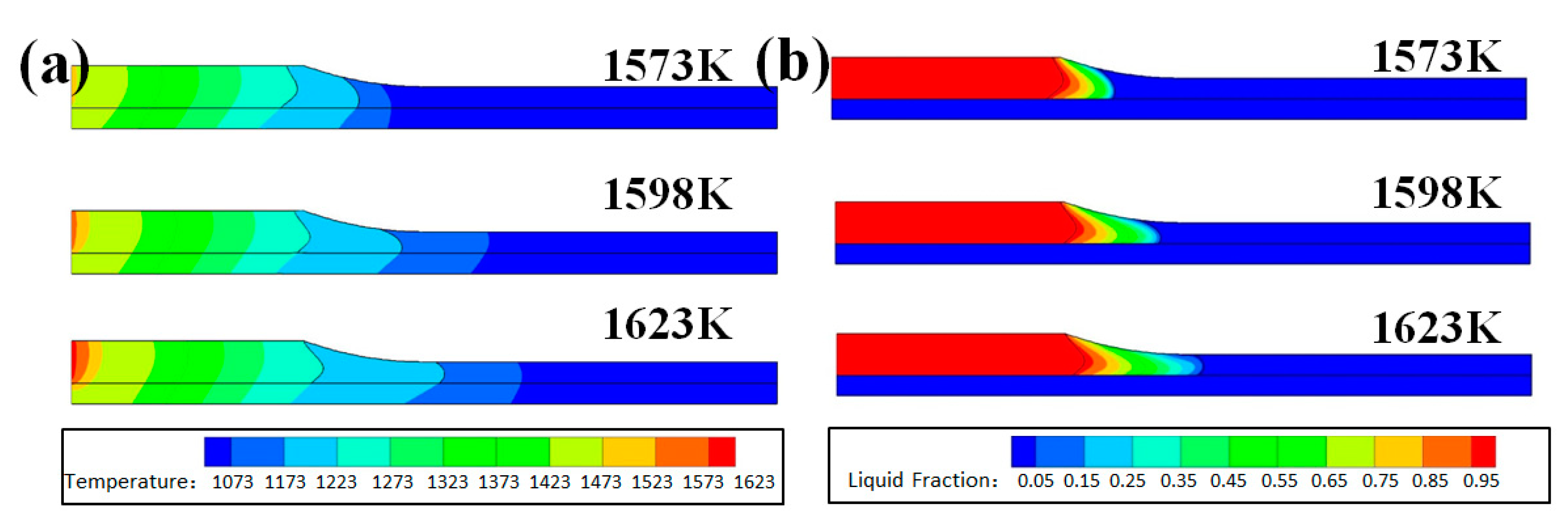
3.3. Finite-Element Simulation
4. Conclusions
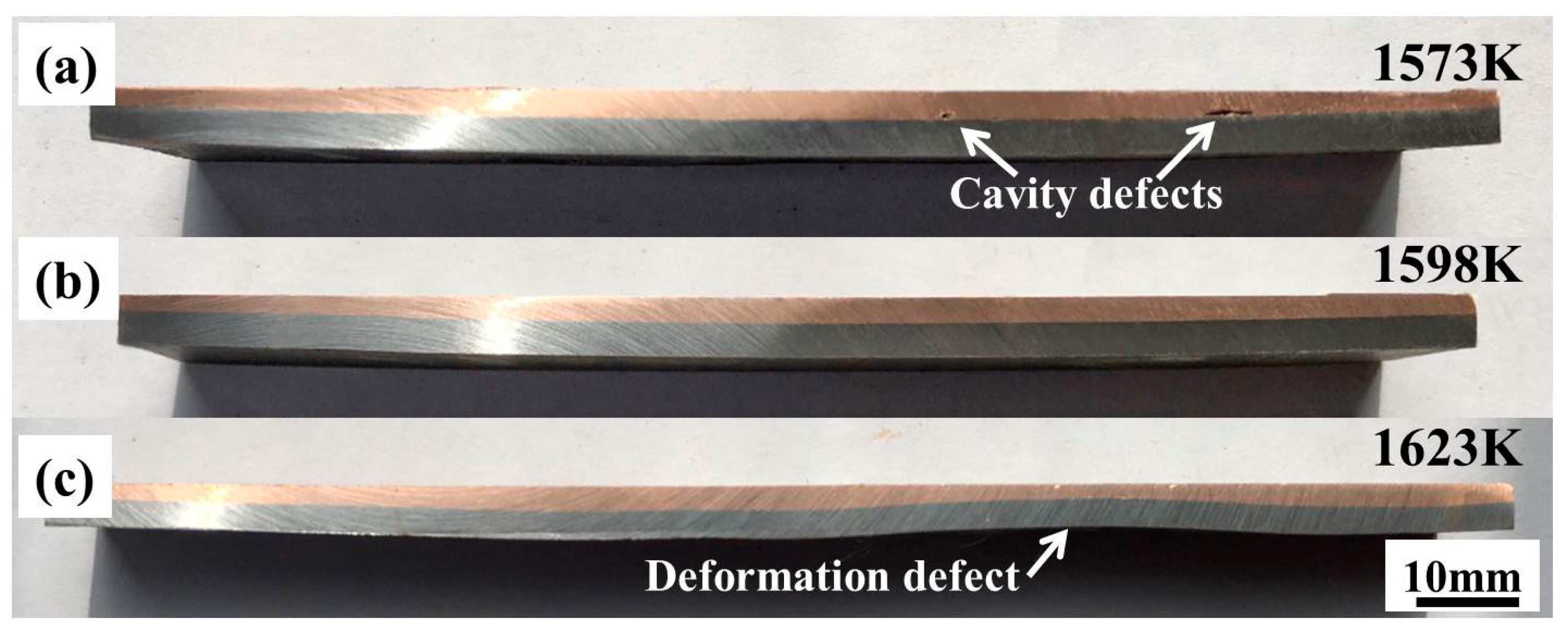
- A good bonding between Cu-Pb-Sn alloy and Q235 steel was achieved at the pouring temperature of 1598 K, without casting defects at the interface or excessive deformation of the laminated composite.
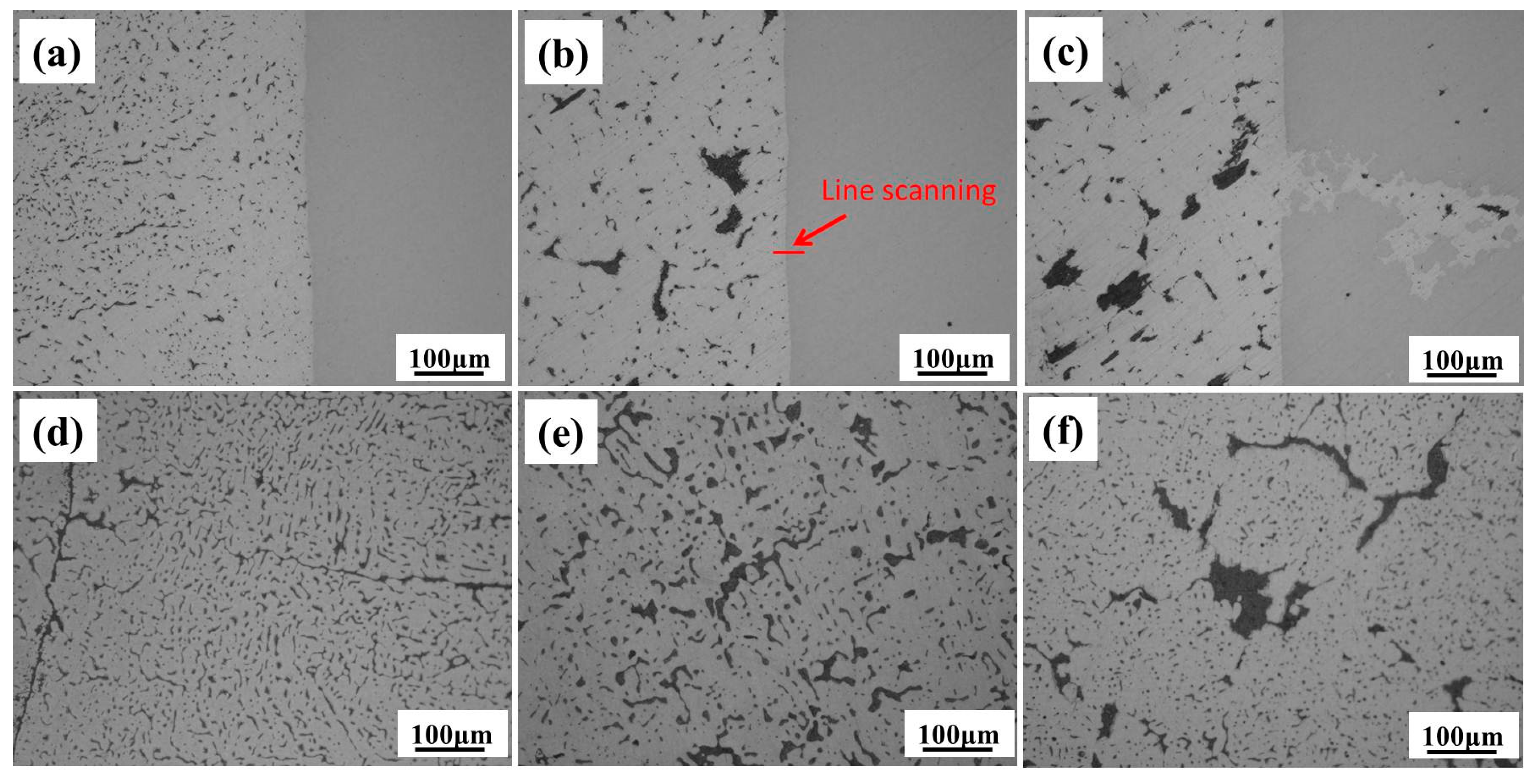
- The Cu-Pb-Sn alloy and Q235 steel were bonded mainly by the diffusion of Fe into Cu matrix as well as a handful of micron-scale Pb-rich layers, the width of which decreased by increasing the pouring temperature.
- The average tensile-shear strength 57.68 MPa was obtained at a pouring temperature of 1598 K, which can fulfill the requirements for further extrusion process.
- Finite-element simulation was conducted to analyze the temperature field and solidification process during the semisolid rolling. A wide semi-solid region was observed at 1598 K in the simulation, which provided good fluidity and suppressed the formation of casting defects.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, N.; Jie, J.; Lu, Y.; Wu, L.; Fu, Y.; Li, T. Characteristics of clad aluminum hollow billet prepared by horizontal continuous casting. J. Mater. Process. Technol. 2014, 214, 60–66. [Google Scholar] [CrossRef]
- Sun, J.; Song, X.; Wang, T.; Yu, Y.; Sun, M.; Cao, Z.; Li, T. The microstructure and property of Al–Si alloy and Al–Mn alloy bimetal prepared by continuous casting. Mater. Lett. 2012, 67, 21–23. [Google Scholar] [CrossRef]
- Fu, Y.; Jie, J.; Wu, L.; Park, J.; Sun, J.; Kim, J.; Li, T. Microstructure and mechanical properties of Al–1Mn and Al–10Si alloy circular clad ingot prepared by direct chill casting. Mater. Sci. Eng. A 2013, 561, 239–244. [Google Scholar] [CrossRef]
- Zhang, Y.; Fu, Y.; Jie, J.; Wu, L.; Svynarenko, K.; Guo, Q.; Li, T.; Wang, T. Characteristics of copper-clad aluminum rods prepared by horizontal continuous casting. Met. Mater. Int. 2017, 23, 1197–1203. [Google Scholar] [CrossRef]
- Azimi, M.; Toroghinejad, M.R.; Shamanian, M.; Kestens, L. The Effect of strain on the formation of an intermetallic layer in an Al-Ni laminated composite. Metals 2017, 7, 445. [Google Scholar] [CrossRef]
- Kümmel, F.; Kreuz, M.; Hausöl, T.; Höppel, H.W.; Göken, M. Microstructure and mechanical properties of accumulative roll-bonded AA1050A/AA5005 laminated metal composites. Metals 2016, 6, 56. [Google Scholar] [CrossRef]
- Yuan, X.; Tang, K.; Deng, Y.; Luo, J.; Sheng, G. Impulse pressuring diffusion bonding of a copper alloy to a stainless steel with/without a pure nickel interlayer. Mater. Des. 2013, 52, 359–366. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, D.; Lin, J.; Khan, D.F.; Lin, G.; Ma, J. Evolution of structure and fabrication of Cu/Fe multilayered composites by a repeated diffusion-rolling procedure. Mater. Des. 2015, 85, 635–639. [Google Scholar] [CrossRef]
- Pan, D.; Gao, K.; Yu, J. Cold roll bonding of bimetallic sheets and strips. Mater. Sci. Technol. 1989, 5, 934–949. [Google Scholar] [CrossRef]
- Ren, D.; Liu, L. Interface microstructure and mechanical properties of arc spot welding Mg-steel dissimilar joint with Cu interlayer. Mater. Des. 2014, 59, 369–376. [Google Scholar] [CrossRef]
- Qu, Y.D.; Zhang, W.J.; Kong, X.Q.; Zhao, X. Theoretical investigation of calculating temperatures in the combining zone of Cu/Fe composite plate jointed by explosive welding. Phys. Met. Metall. 2016, 117, 260–266. [Google Scholar] [CrossRef]
- Rodriguez, J.A.; Goodman, D.W. The nature of the metal-metal bond in bimetallic surfaces. Science 1992, 257, 897–903. [Google Scholar] [CrossRef] [PubMed]
- Nakagawa, Y. Liquid immiscibility in copper-iron and copper-cobalt systems in the supercooled state. Acta Metall. 1958, 6, 704–711. [Google Scholar] [CrossRef]
- Chuang, Y.Y.; Schmid, R.; Chang, Y.A. Thermodynamic analysis of the iron-copper system I: The stable and metastable phase equilibria. Metall. Trans. A 1984, 15, 1921–1930. [Google Scholar] [CrossRef]
- He, J.; Zhao, J.Z.; Wang, X.F.; Gao, L.L. Microstructure development in finely atomized droplets of copper-iron alloys. Metall. Mater. Trans. A 2005, 36, 2449–2454. [Google Scholar] [CrossRef]
- Yasuda, H.; Ohnaka, I.; Kawakami, O.; Ueno, K.; Kishio, K. Effect of magnetic field on solidification in Cu-Pb monotectic alloys. ISIJ Int. 2007, 43, 942–949. [Google Scholar] [CrossRef]
- Palafox-Hernandez, J.P.; Laird, B.B.; Asta, M. Atomistic characterization of the Cu–Pb solid–liquid interface. Acta Mater. 2011, 59, 3137–3144. [Google Scholar] [CrossRef]
- Buchanan, V.E.; Molian, P.A.; Sudarshan, T.S.; Akers, A. Frictional behavior of non-equilibrium Cu-Pb alloys. Wear 1991, 146, 241–256. [Google Scholar] [CrossRef]
- Molian, P.A.; Buchanan, V.E.; Sudarshan, T.S.; Akers, A. Sliding wear characteristics of non-equilibrium Cu-Pb alloys. Wear 1991, 146, 257–267. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Lu, Y.; Jiang, L.; Zhang, Y.; Li, T. Semisolid-rolling and annealing process of woven carbon fibers reinforced Al-matrix composites. J. Mater. Sci. Technol. 2017, 33, 623–629. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Lu, Y.; Yin, X.; Zhang, Y.; Li, T. Liquid rolling of woven carbon fibers reinforced Al5083-matrix composites. Mater. Des. 2016, 95, 89–96. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cu | Pb | Sn | Fe | S | C | Mn | Cr | Si |
|---|---|---|---|---|---|---|---|---|---|
| Cu-Pb-Sn alloy | Bal. | 11.95 | 2.07 | <0.01 | <0.01 | - | - | - | - |
| Q235 steel | <0.25 | - | - | Bal. | <0.04 | 0.21 | < 1.2 | 0.2 | <0.35 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Liu, J.; Fu, Y.; Jie, J.; Lu, Y.; Guo, Q.; Wang, T.; Li, T. Microstructure and Fabrication of Cu-Pb-Sn/Q235 Laminated Composite by Semi-Solid Rolling. Metals 2018, 8, 722. https://doi.org/10.3390/met8090722
Zhang Y, Liu J, Fu Y, Jie J, Lu Y, Guo Q, Wang T, Li T. Microstructure and Fabrication of Cu-Pb-Sn/Q235 Laminated Composite by Semi-Solid Rolling. Metals. 2018; 8(9):722. https://doi.org/10.3390/met8090722
Chicago/Turabian StyleZhang, Yubo, Jiaming Liu, Ying Fu, Jinchuan Jie, Yiping Lu, Qingtao Guo, Tongmin Wang, and Tingju Li. 2018. "Microstructure and Fabrication of Cu-Pb-Sn/Q235 Laminated Composite by Semi-Solid Rolling" Metals 8, no. 9: 722. https://doi.org/10.3390/met8090722
APA StyleZhang, Y., Liu, J., Fu, Y., Jie, J., Lu, Y., Guo, Q., Wang, T., & Li, T. (2018). Microstructure and Fabrication of Cu-Pb-Sn/Q235 Laminated Composite by Semi-Solid Rolling. Metals, 8(9), 722. https://doi.org/10.3390/met8090722