Microstructural chemical and mechanical characterizations were performed in order to evaluate the effectiveness of using the novel Ag-Cu sputtered coated Ti brazing filler to bond Ti-45Al-5Nb (at.%) to Hastelloy. The influence of the brazing temperature on the microstructure and strength of the interface was assessed and the mechanisms leading to bonding were discussed. Unless stated otherwise, all the chemical compositions will be expressed hereafter in at.%.
3.2. Microstructural and Chemical Characterization of the Interface
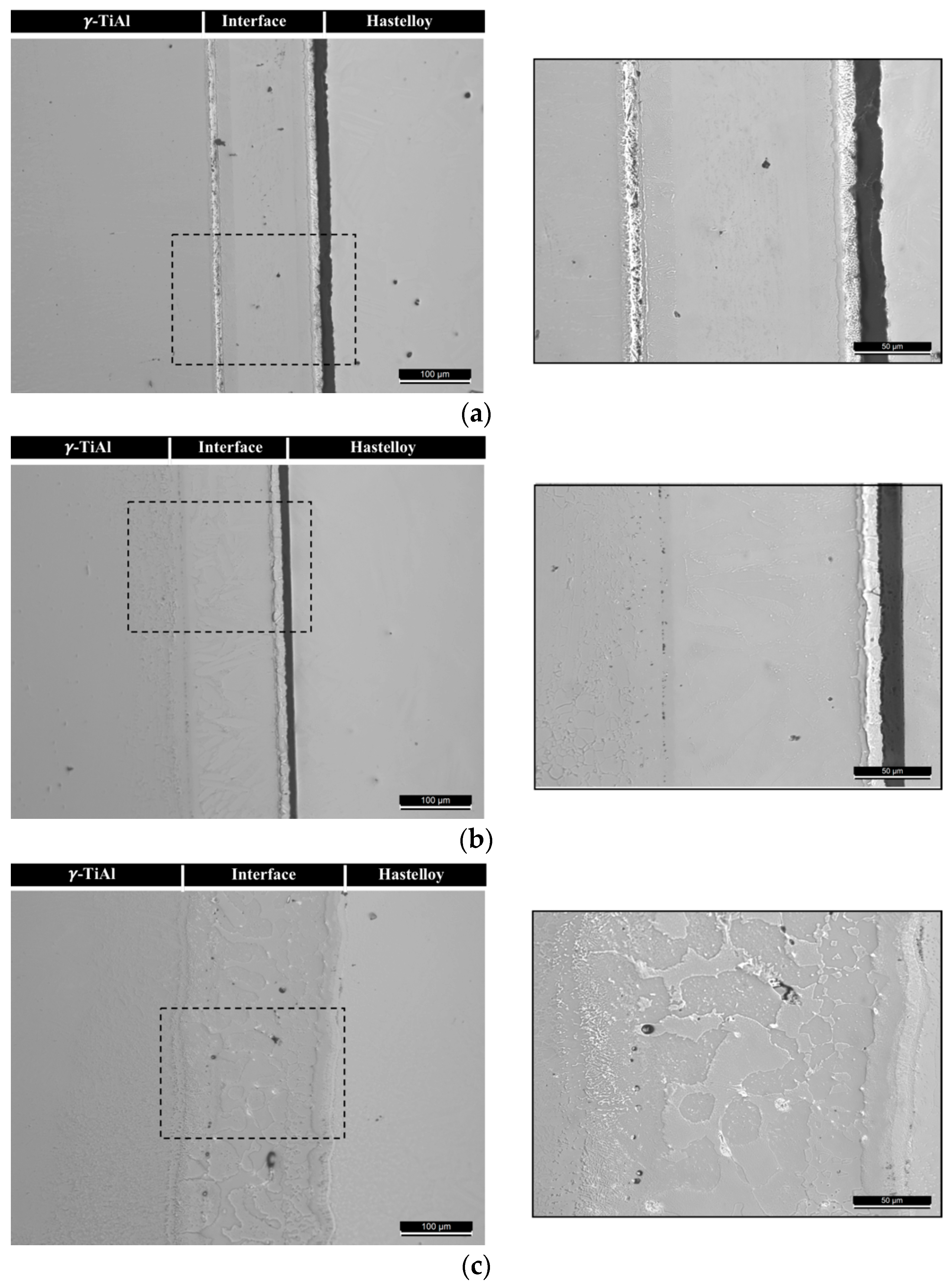
Microstructural characterization reveals that the use of Ag-Cu sputtered coated Ti brazing filler is a suitable approach for the production of γ-TiAl alloy/Hastelloy joints. The results show that the brazing temperature strongly influences the success of the joining process. The brazing experiments carried out at 900 °C were unsuccessful, since the bonding between the base materials was not achieved, as can be observed in the OM images of
Figure 4. After processing at this temperature, a few reaction zones have been identified on the γ-TiAl alloy side, contrary to the Hastelloy side of the interface, where bonding was not achieved (
Figure 4a). By increasing the brazing temperature to 950 °C, several reaction zones are observed at the interface between the base materials and the brazing filler, and some well-bonded regions are detected on the γ-TiAl side (
Figure 4b). However, unbonded zones (mainly on the Hastelloy side) and several defects, such as pores were detected. In fact, in our previous study [
18] the same type of defects had already been observed after joining the γ-TiAl alloy to itself, with the same brazing filler being used in this investigation under the same processing conditions. On the other hand, it is possible to join γ-TiAl alloy/Hastelloy, obtaining interfaces without unbonded zones if the brazing temperature is increased to 980 °C (
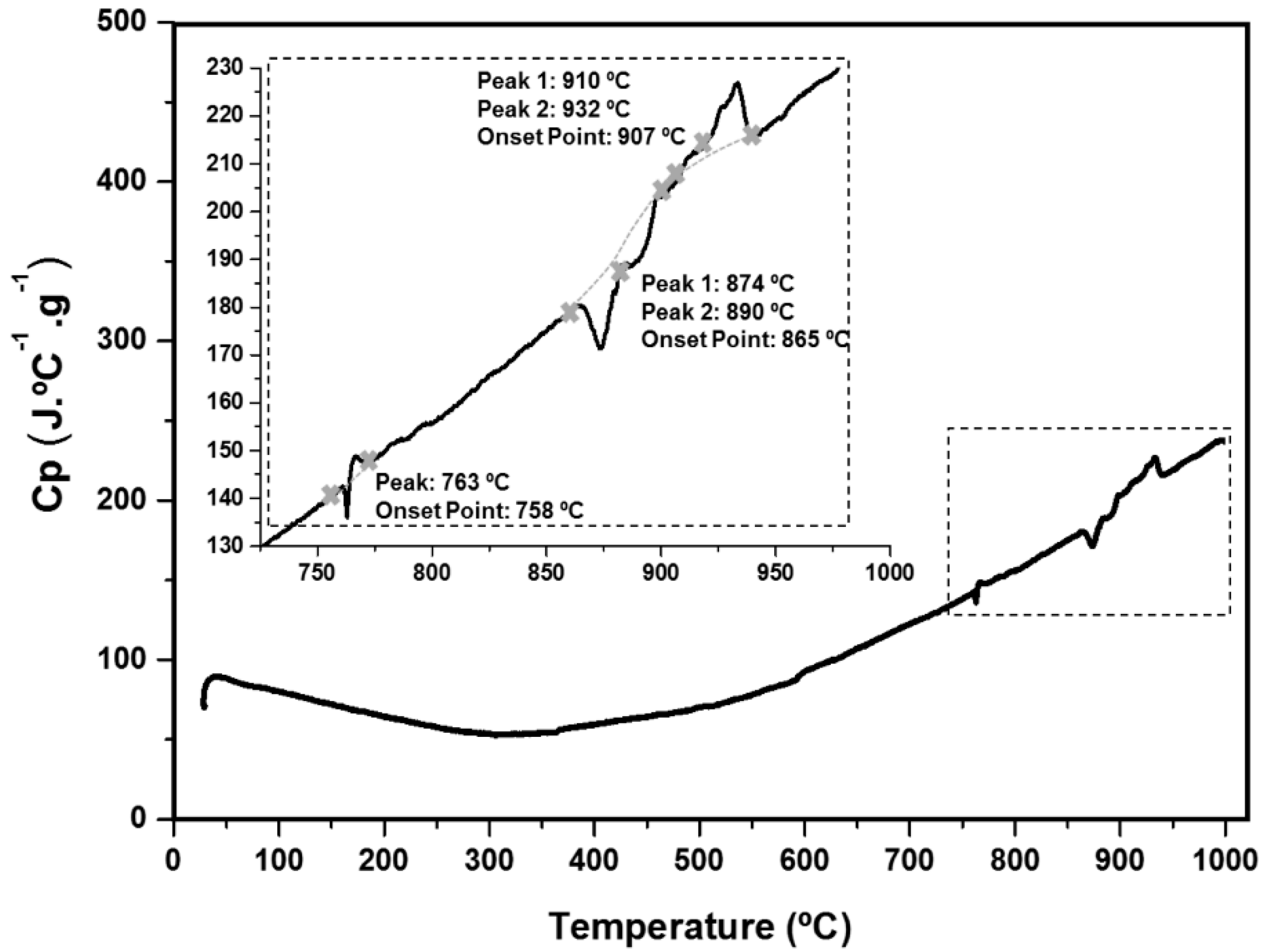
Figure 4c). Although DSC results show that joining may occur between 900 and 970, microstructural analysis shows that brazing should be performed above 950 °C for a dwelling stage of 10 min to produce interfaces without unbonded zones. This clearly shows the temperature dependence of the diffusion controlled brazing process.
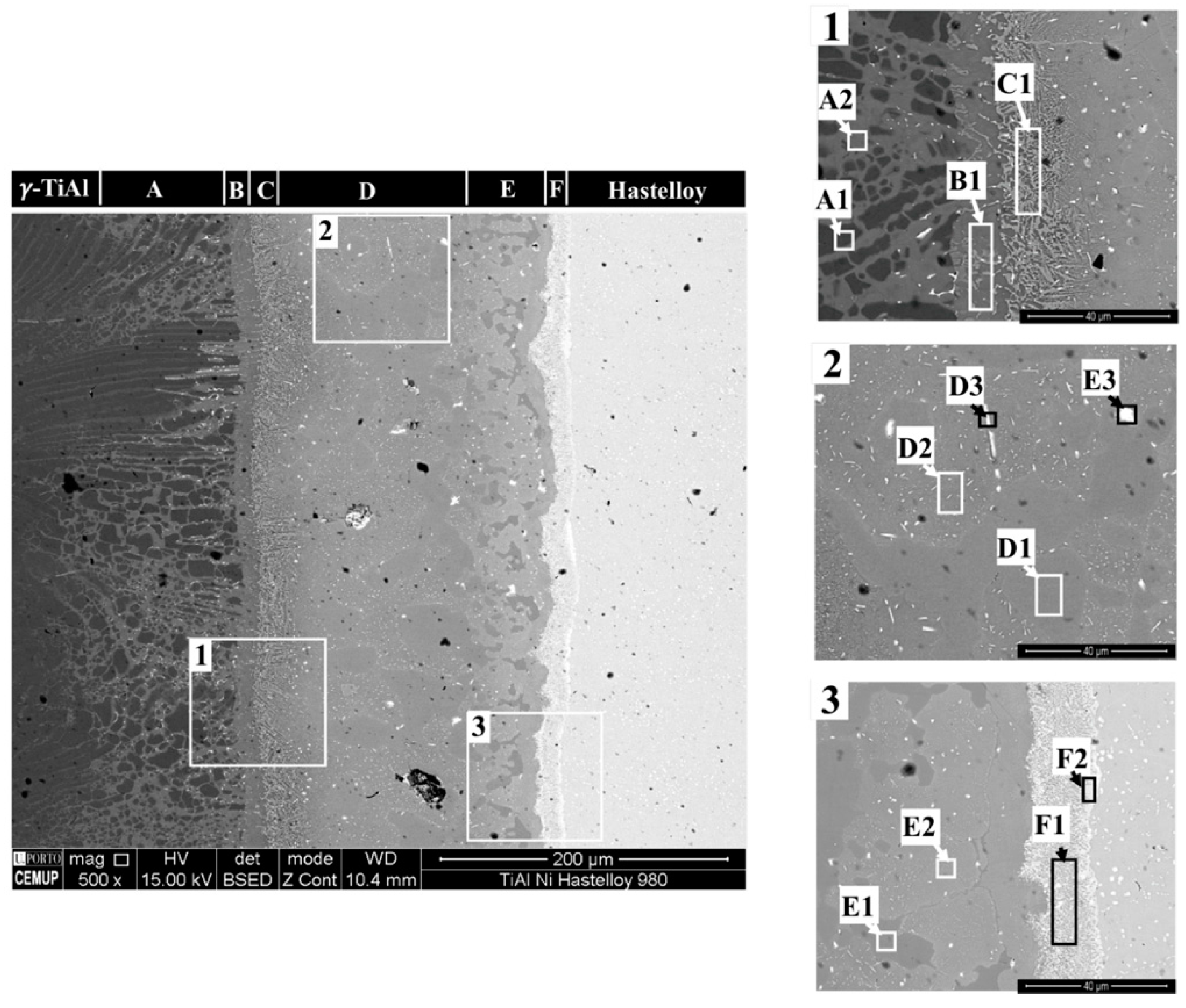
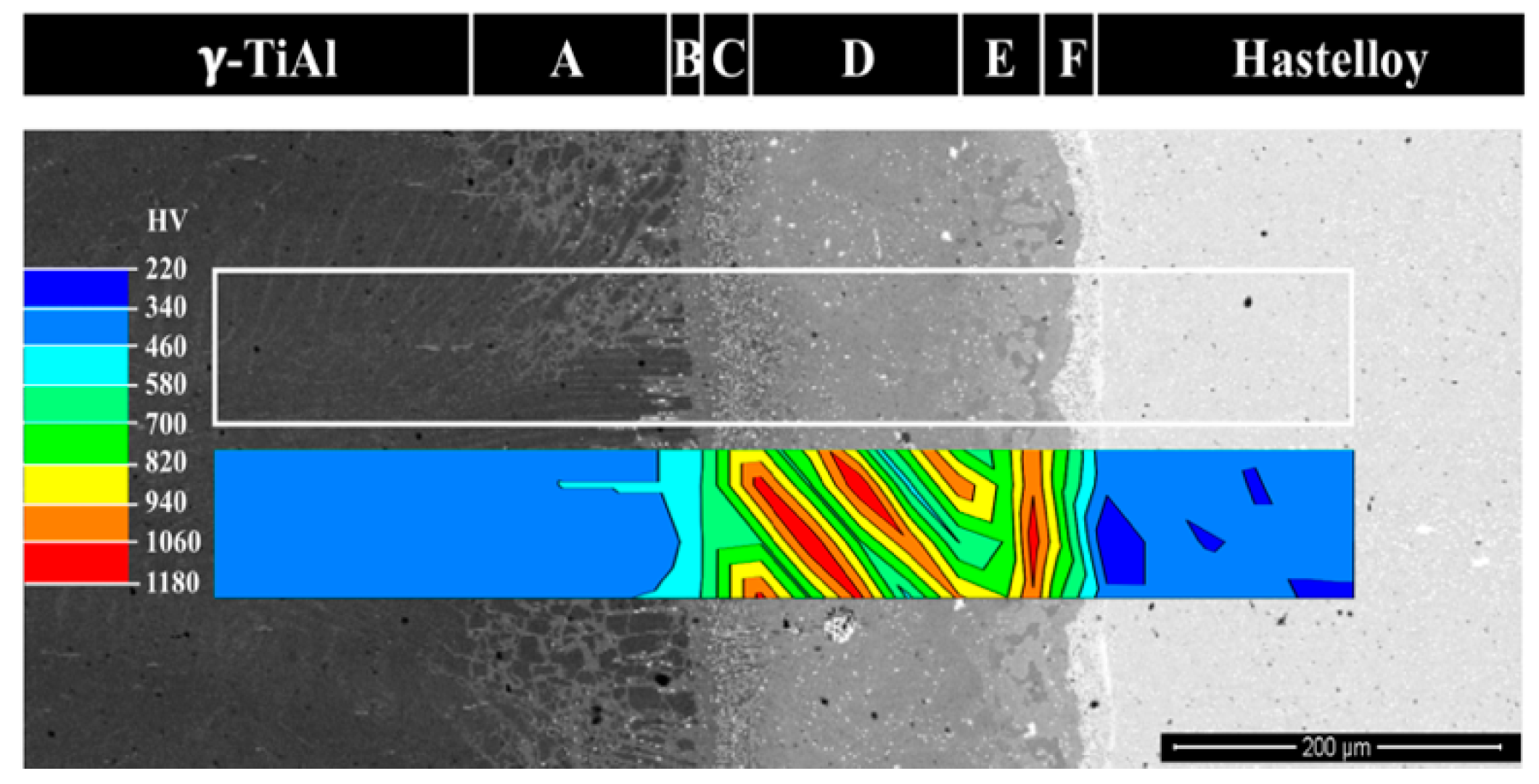
Figure 5 shows the microstructure by SEM of a typical interfacial microstructure of γ-TiAl alloy/Hastelloy joints after processing at 980 °C. The interface exbibits a thickness of 350 µm and could be divided into six different layers, which are identified by the letters A to F in sequence starting from the γ-TiAl alloy side of the interface.
Table 1 shows the results of EDS analysis that was performed in different zones of the interface as indicated in the higher magnification SEM images identified as 1, 2, and 3 in
Figure 5.
Layer A is a diffusion layer, approximately 100 µm thick, which extends into the γ-TiAl alloy and where Ag and Cu from the sputtered Ti foil are detected. This layer no longer presents a duplex microstructure and it consists mainly of two different zones that are marked as A1 and A2 in the SEM image, corresponding to Region 1 of
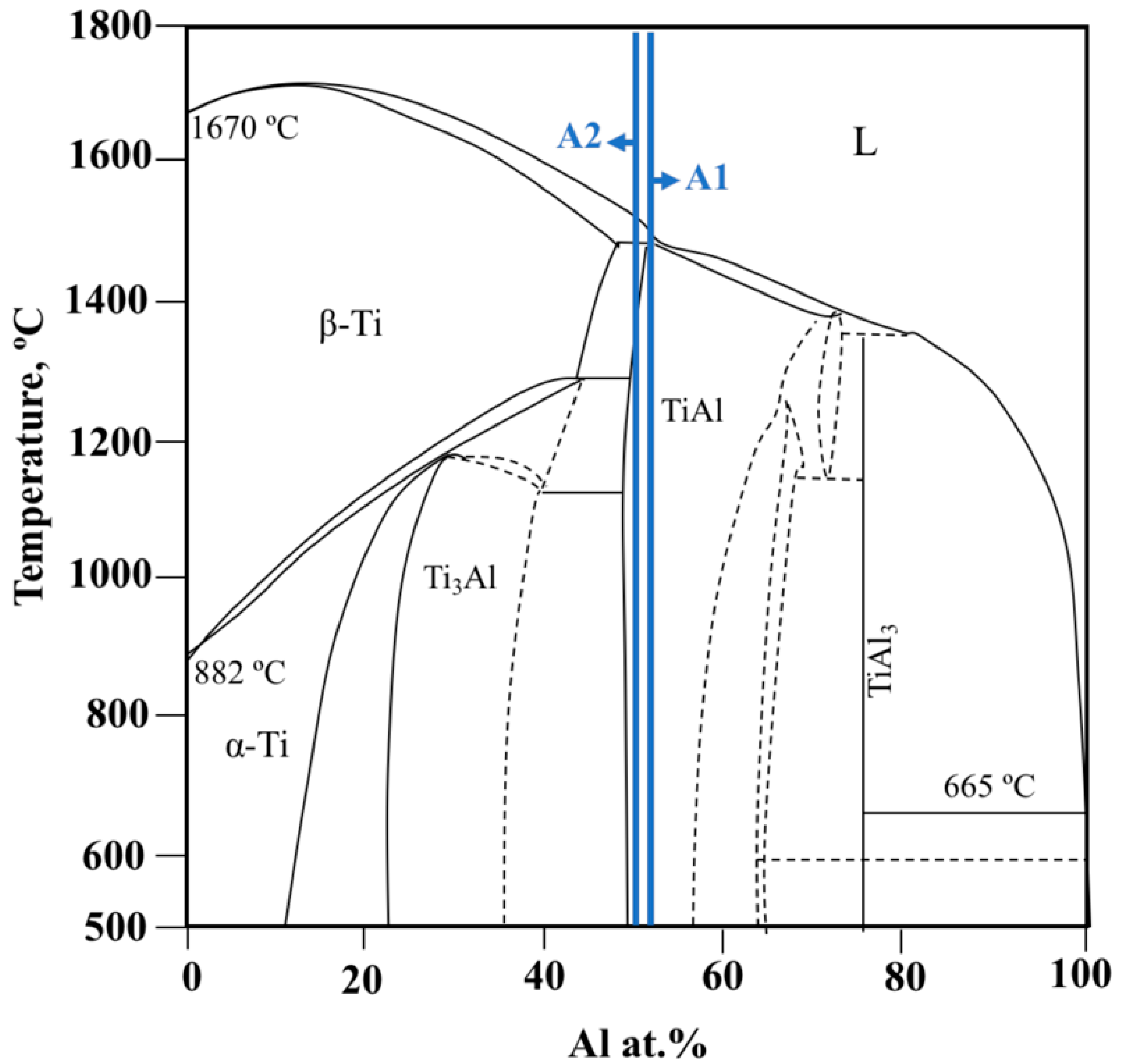
Figure 5. Both zones are composed of more than 90% of Ti and Al, with Ti:Al atomic ratios of around 0.9 and 1.0, for A1 and A2, respectively. The intermetallic γ-TiAl is stable at 500 °C for atomic ratios of between 0.8 and 1.0 [
19] (see
Figure 6). Considering that at room temperature the Ti:Al stability ratio range of γ-TiAl is roughly the same as that at 500 °C, then Layer A should be mainly composed of γ-TiAl. Therefore, as a result of the interdiffusion between the γ-TiAl alloy and the filler foil, the α2-Ti3Al phase present in the (α2 + γ) lamellar grains of the duplex microstructure was transformed into γ-TiAl. In the lamellar grains, both the γ-TiAl ”transformed” phase and the “original” γ-TiAl phase dissolved minor amounts of Ag and Cu and they constitute zones labelled as A2. Zone A1 consists of “original” single phase γ-TiAl grains of the duplex microstructure that did not dissolve detectable amounts of either Cu and Ag. In addition, a few thin elongated white particles are observed in this layer that are Ag-rich, but they are also too thin to be adequately analysed by EDS. These particles may consist of (Ag), resulting from the amount of Ag diffused from the filler foil having exceeded the low solubility limit of Ag in both the surrounding γ and α2 phases. In fact, the Ag solubility limit is less than 3 at.% at 800 °C [
20] in each of these intermetallics.
Layer B, with a thickness of around 15 µm, is mainly composed of γ-TiAl zones with the same chemical composition as A2 in Layer A. The BEIs of
Figure 5 shows that this layer consists of a mixture of γ-TiAl with a small number of other light grey constituents (zone marked as B1 in the SEM image of Region 1 in
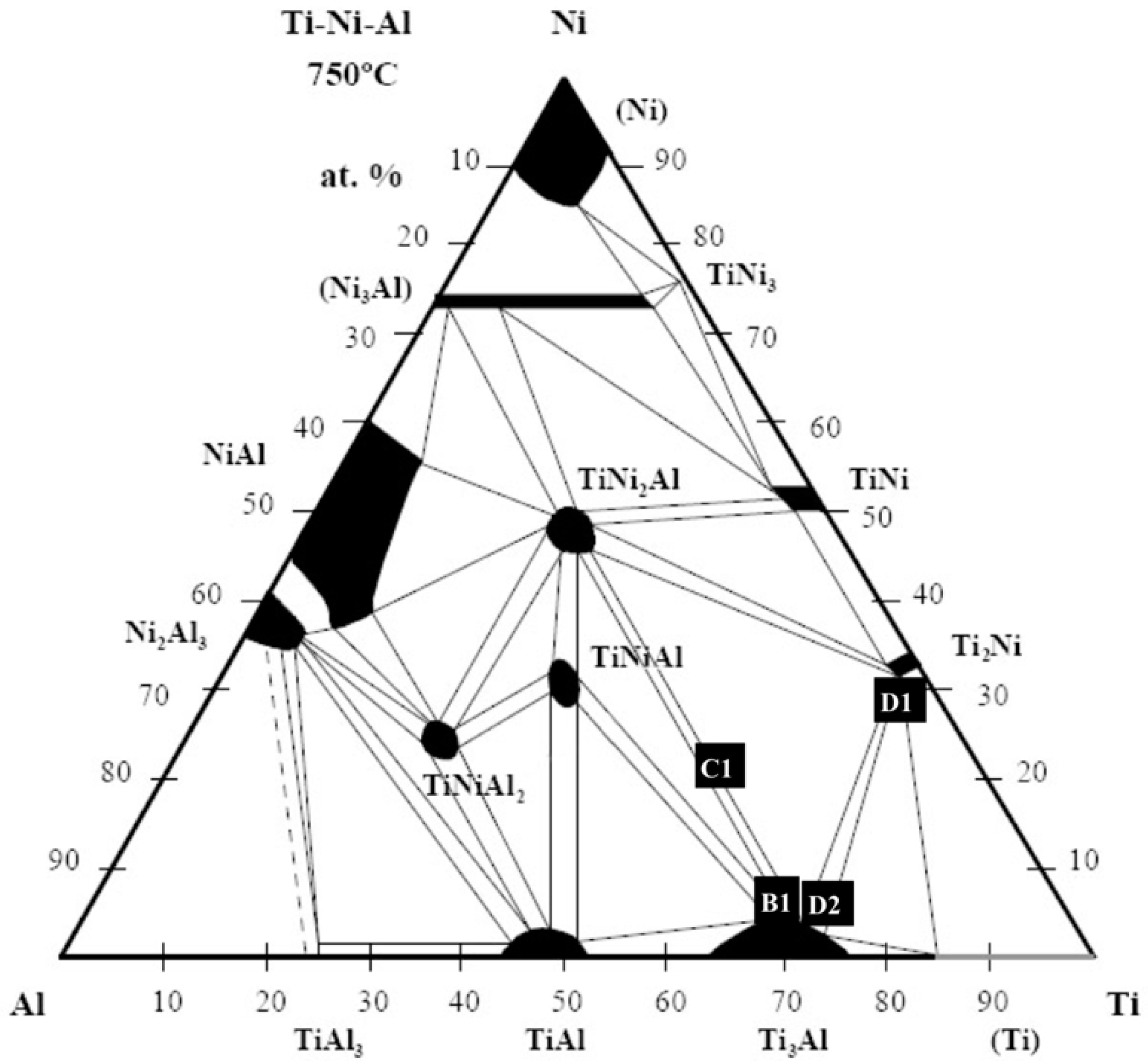
Figure 5). EDS analysis indicates that Zone B1 is composed of almost 88% of Al, Ni, and Ti. When considering this chemical composition and the isothermal section at 750 °C of the Al-Ni-Ti [
20] ternary phase diagram shown in
Figure 7, it can be considered that this layer should be composed of a mixture of γ-TiAl with an α
2-Ti
3Al intermetallic compound (light grey constituents). It should be noted that within the composition range detected at the interface (i) this isothermal section is the available section closest to room temperature and (ii) no invariant reactions are reported bellow 750 °C. This indicates that the phases that are indicated on the isothermal section should be stable at room temperature.
Layer C is about 20 µm thick and consists of a mixture of thin phases with different greyscale values in the BEI image. This layer delimits the central zone of the interface from Layer B. Similarly, to what was observed in the lighter grey zones of Layer B, almost 88% of the global chemical composition of Layer C (C1 in
Table 1 and in the SEM image of Region 2 in
Figure 5) corresponds to the sum of Al, Ni, and Ti. However, Layer C exhibits higher Ni and lower Ti content. The global chemical composition of Zone C1 is marked in the isothermal section shown in
Figure 7 and corresponds to the two phase TiNi
2Al + α
2-Ti
3Al field, but it is closer to the α
2-Ti
3Al single-phase field. Thus, it is reasonable to assume that it should be mainly composed of α
2-Ti
3Al (darker grey zones) and of a lesser amount of TiNi
2Al (light grey zones).
Layer D is the widest one of the interface, presenting a thickness of around 140 µm. Three different zones can be observed in this layer, as is shown in
Table 1, all presenting a rather complex chemical composition. Darker grey zones (marked as D1 in the SEM image of Region 2 in
Figure 5) are mainly composed of Ti and Ni; lighter grey zones (marked as D2) are mainly composed of Ti, Al, and Ni; white zones (marked as D3) are mainly composed of Ti and Ag. According to the EDS results combined with the isothermal section at 750 °C of the Al-Ni-Ti diagram [
21], the darker grey zones should correspond to Ti
2Ni intermetallic ones, since they are composed of more than 98% of Al, Cu, Ni and Ti and their chemical composition is close to Ti
2Ni single phase field (see
Figure 7). The α
2-Ti
3Al and Ti
2Ni intermetallics must be the main constituent phases of the lighter grey zones, following the pattern of their typical chemical composition on the isothermal section in
Figure 7, as well as to the Ti:Al atomic ratio of 3.9. Indeed, the Ti-Al phase diagram [
19] indicates that α
2 is stable for Ti:Al atomic ratios comprising between around 4.0 and 1.8 at 500 °C, and additionally their compositional plot on the isothermal section in
Figure 7 lays close to the α
2-Ti
3Al single phase field. Finally, elements from both base materials and from the filler are detected in the white zones, with Ti and Ag being the main elements, with contents of 41.1% and 32.3%, respectively. Roughly the same chemical composition is detected in the white zones, whether they present a globular-like morphology or an elongated shape. Nevertheless, with the techniques used in this investigation, it is not possible to make a reasonable estimation concerning the nature of the main phase that constitutes the Ti-Ag rich white zones observed in Layer D. It is worth mentioning that according to the Al-Ni-Ti phase diagram [
20], the main phases in contiguous Layers C (α
2-Ti
3Al and some TiNi
2Al) and D (T
2Ni mainly and α
2-Ti
3Al) may coexist in equilibrium. This supports the assumption that these should be the main phases that are present in Layers C and D.
Layer E is approximately 60 µm and consists of a mixture of darker grey (E1), lighter grey (E2), and white zones (E3). It should be mentioned that Mo, which was not detected in the layers from A to D, is detected in the lighter grey zones of Layer E and that it is also possible to observe very thin white precipitates dispersed in the lighter grey zones. Darker grey zones should be Ti2Ni, since they are mainly composed of Ti and Ni with Ti:Ni atomic ratio around 2. The chemical composition of the lighter grey zones comprises all of the elements detected at the interface, the exception of Nb, with Ti being the main element with contents of around 60%. The high amount of Ti in these zones suggests that the main components may consist of Ti-rich intermetallic phase(s) and/or a Ti solid solution.
It is important to emphasize that at the central zone of the interface (Layers D and E), Ti
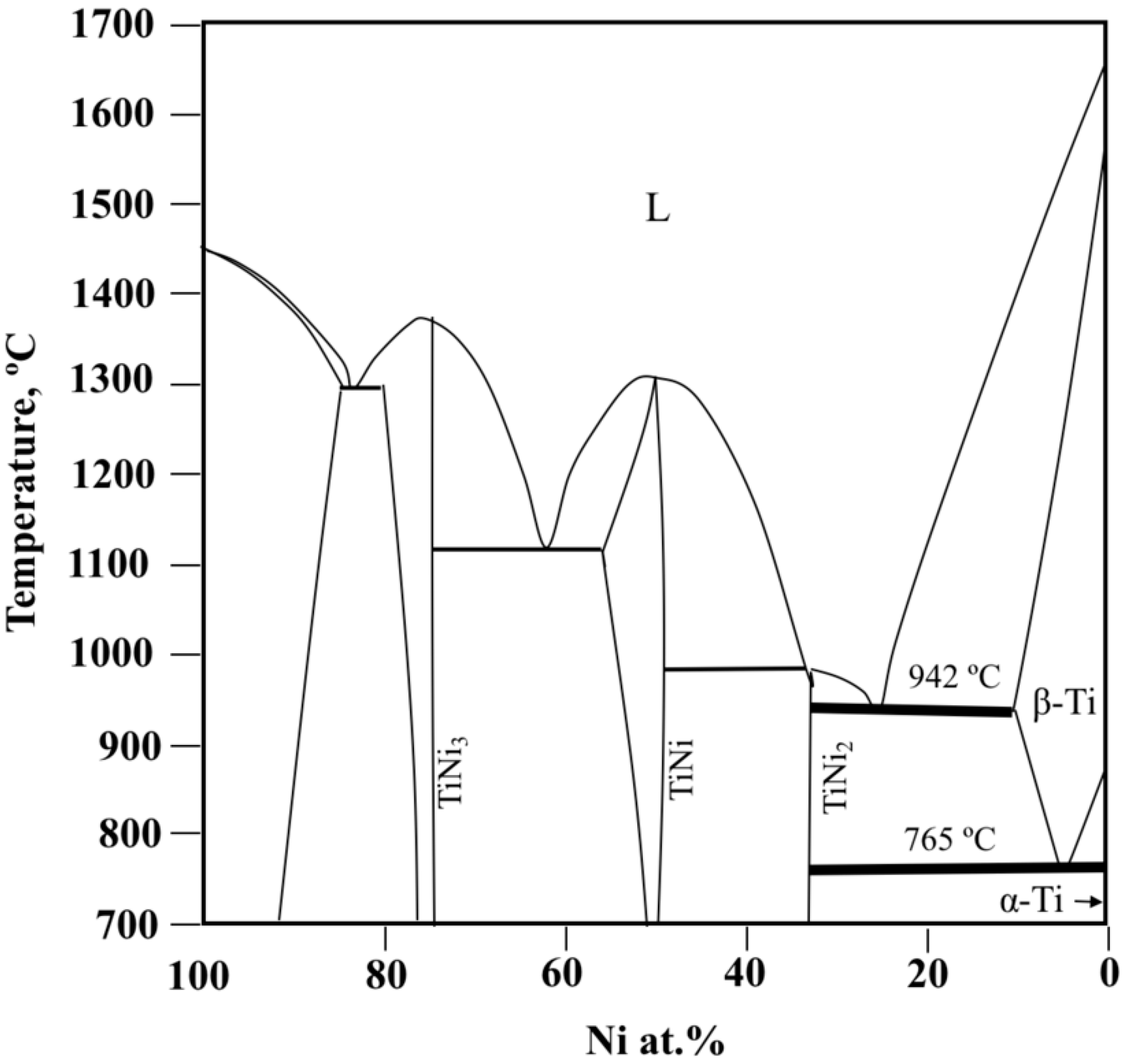
2Ni should be one of the major phases, since it may be the main constituent of the darker grey zones and may eventually be one of the phases present in the lighter grey zones. The extensive formation of Ni-rich phases at the centre of the interface indicates that an intense diffusion of Ni into the Ti filler foil has taken place during the brazing thermal cycle. The results that were obtained in this investigation also suggest that when brazing is performed at 980 °C, diffusion of Ni into the Ti filler foil may have induced the formation of a Ti-rich liquid in a zone of the Ti foil corresponding to Layer E, which should be mainly composed of Ti
2Ni and other Ti-rich phases. This assumption is corroborated by the analysis of the Ti-Ni equilibrium phase diagram [
21], which is presented in
Figure 8. Indeed, the diagram shows that β-Ti may coexist in equilibrium with a liquid phase with around 25% of Ni. The liquid will undergo the eutectic reaction upon cooling at 942 °C, forming Ti
2Ni and β-Ti. In turn, when reaching 765 °C, β-Ti decomposes into α-Ti and Ti
2Ni, in accordance with the eutectoid reaction indicated in the diagram. Thus, although it is a simplified version of the complex brazing system in this study, the Ti-Ni phase diagram underlines diffusion and reaction paths that, in our opinion, constitute the basis of the mechanism that governs the formation of Layer E. Hence, the main phases in the grey zones in Layer E are hipereutectic and/or eutectic Ti
2Ni, while in the light grey zones α-Ti and Ti
2Ni may be the main phases as the result of the eutectoid decomposition of β-Ti. It should be noted that He et al. [
12] processed Hastelloy X joints using Ti foil as filler and found evidence that supports a similar reaction mechanism. They also identified the formation of Ti
2Ni and β-Ti at the brazing interface. Finally, EDS analysis indicates that Ti and Ag with a 2:1 atomic ratio are the main elements that are detected in the white zones of Layer E, but it is impossible to make a realistic assessment of the nature of the main phases that constitute the white zones in Layer D.
Layer F exbibits a thickness of 15 µm and it is characterized by a mixture of grey and white zones formed close to Hastelloy that are too thin to enable evaluating their individual compositions by EDS. The global composition of Layer F indicates that it is composed of Ni, Cr Ti, and Mo, with Ni and Ti contents of around 40.8 and 14.5%, respectively (F1 in
Table 1). A thin white zone sheath (Zone F2) delimits this layer from the Hastelloy. The white sheath is mainly composed of Ni, Cr, and Mo, presumably as the white zones that are mixed with the grey zones in this layer. He et al. [
12] identified a Cr
9Mo
21Ni
20-based phase and a TiNi
3 that had formed near the superalloy after Hastelloy X was joined at 1100 °C using a Ti foil. Considering the similarities between the two studies, these results may suggest that Layer F is composed of a mixture of a Cr-Ni-Mo rich phase (white zones) and of a Ni-Ti phase, eventually transforming into TiNi
3 (grey zones). Finally, it should be noted that no traces of filler alloy elements were detected in Hastelloy near the interface (Zones H1 and H2). Thus, contrary to the γ-TiAl alloy side of the interface, no diffusion layer was identified on the Hastelloy side.
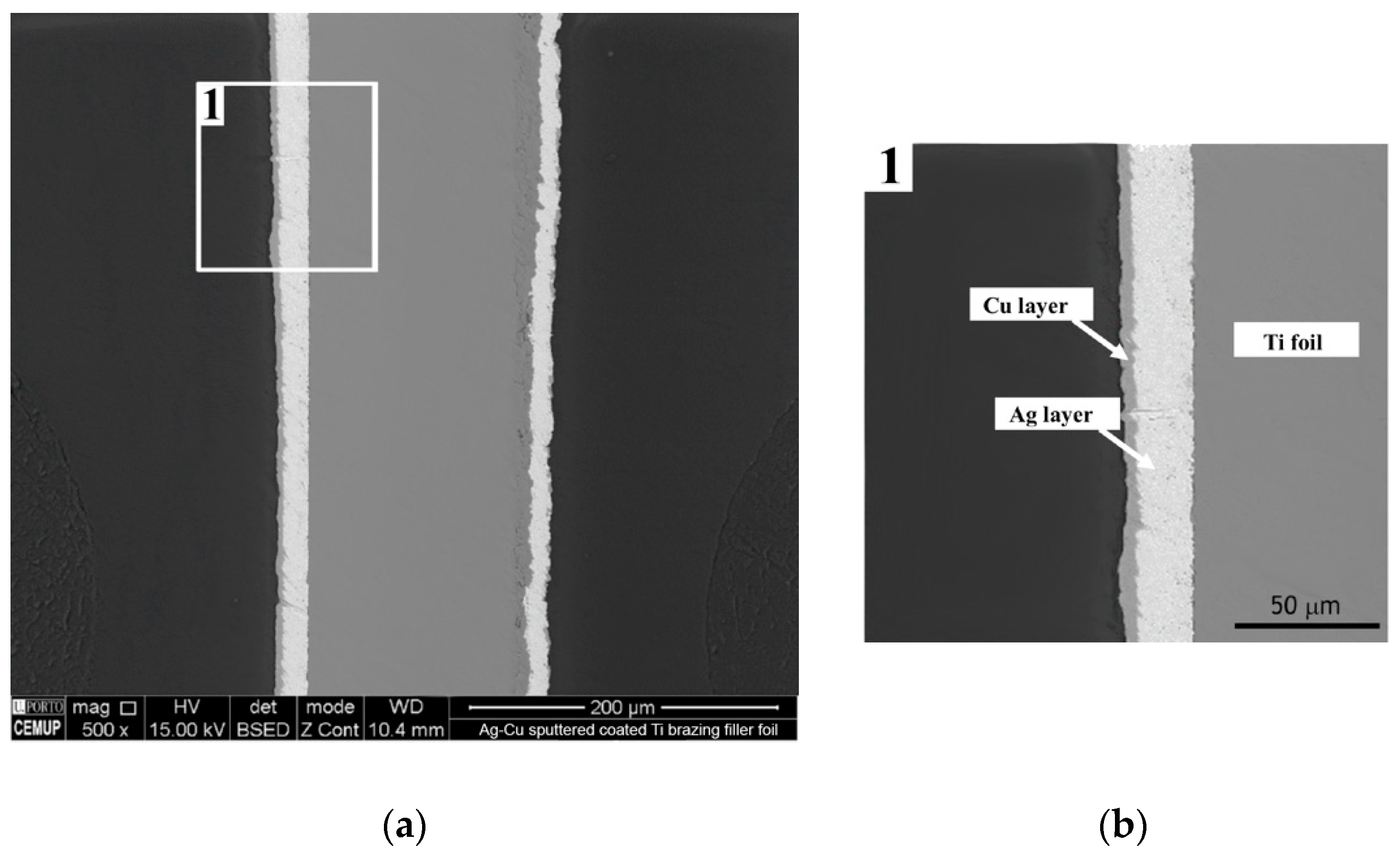
The results that were obtained in this investigation permit an understanding of some of the mechanisms that govern the establishment of bonding in γ-TiAl alloy/Hastelloy joints brazed with Ag-Cu sputtered coated Ti filler foil. In the course of heating to the brazing temperature, the interdiffusion between the Ag and Cu sputtered films enabled the formation of an Ag-Cu liquid phase. The composition of the liquid will be altered during the remaining joining thermal cycle by mass transport phenomena: (i) dissolution of the base materials and of the Ti foil, and (ii) interdifusion between the liquid and the contiguous solids (Ti foil and each base material sample). The Ag-Cu rich liquid will readily solidify due to the combined effects of dissolution and interdiffusion. Afterwards, the chemical and microstructural features of the forming interface will be mainly controlled by solid state diffusion. The diffusion of Ni into the Ti foil will enable the formation of a Ti-Ni rich liquid near Hastelloy, which will be a determining factor in the microstructural development of the central zones of the interface.
Upon heating to the brazing temperature, as soon as the Ag-Cu liquid forms, it begins to dissolve the Ti foil and the base materials, incorporating mainly Ti, Al, and Ni until the solubility limits in the melt are exceeded. Afterwards, near each base material, precipitates will consolidate into continuous layers, enabling bridging between the base materials and the Ti foil. In addition, and at the same time, interdiffusion throughout the forming interface will be occurring.
On the γ-TiAl alloy side, as the solubility limits of Ti and Al into the molten Ag-Cu rich liquid are exceeded, Ti-Al intermetallic particles precipitate, forming a layer that, as the result of interdiffusion between the base γ-TiAl alloy and the remaining Ti filler foil, will consolidate into Layer B, which is composed essentially of γ-TiAl mixed with a minor amount of α2-Ti3Al.
In the vicinity of Layer B, the overall balance of interdiffusion leads to the formation of layer A, which is a diffusion layer that extends into the base γ-TiAl alloy and consists of a mixture that is mostly composed of γ-TiAl particles, where few thin (Ag) particles resulting from the low solubility of silver in both γ and α2 phases are also observed.
On the Hastelloy side, the thin Ag-Cu rich liquid sheath is quickly consumed as the solubility limits of Ti and of the elements from Hastelloy, namely Ni, are exceeded. The resulting Ti-Ni and Cr-Ni-Mo rich precipitates will form continuous Layer F, which will bridge the Ti foil to Hastelloy. This will allow for extensive diffusion of Ni into the Ti foil, which in turn will enable the formation of a Ti-Ni rich liquid that will spread across the Ti foil, starting from the Hastelloy side and extending towards the γ-TiAl alloy side of the interface. Upon cooling, the liquid originates Layer E, which is mainly composed of Ti
2Ni and α-Ti, mixed with thin Ti-Ag rich particles. The diffusion of Ni was not enough to produce a liquid phase in Layers D and C, but instead, these layers resulted from solid state diffusion. Layer C, which is formed closer to the γ-Tial alloy, is composed of Al-richer phases (mainly α
2-Ti
3Al and some TiNi
2Al) than Layer D (T
2Ni mainly and α
2-Ti
3Al), which is formed closer to Hastelloy. It should be noted that close study of the Al-Ni-Ti ternary phase diagram [
20] reveal that the main phases that probably constitute contiguous layers C and D may all coexist in equilibrium.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}