Ultrasonic Peening Treatment Used to Improve Stress Corrosion Resistance of AlSi10Mg Components Fabricated Using Selective Laser Melting



Abstract
:1. Introduction
2. Experiments
2.1. Experiment Method
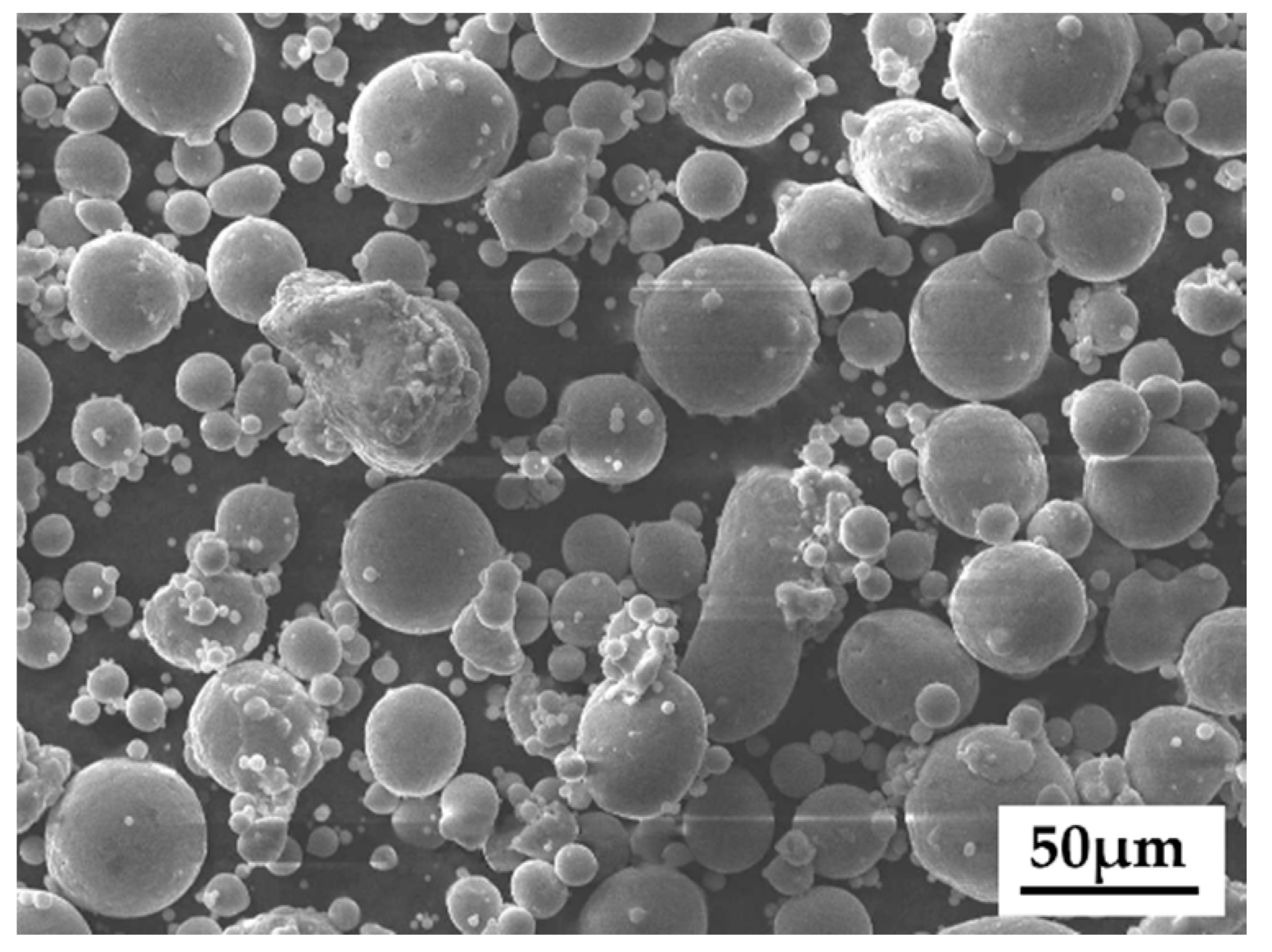
2.2. The Additive Manufacturing Process
2.3. UPT
2.4. Residual Stress Measurement
2.5. Hardness and SEM Test
2.6. Electrochemical Corrosion Experiment
3. Results and Discussion
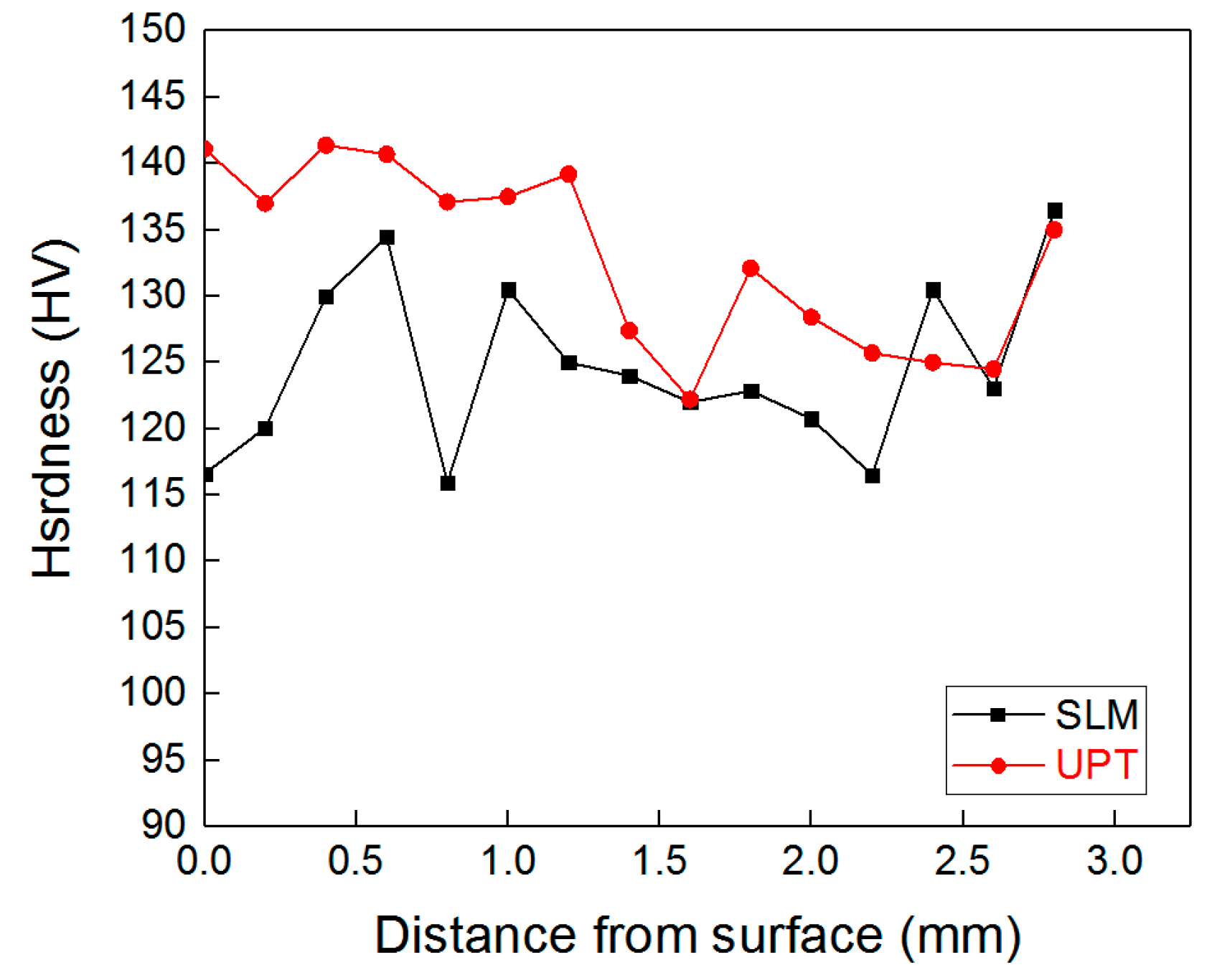
3.1. Effect of the UPT on Hardness
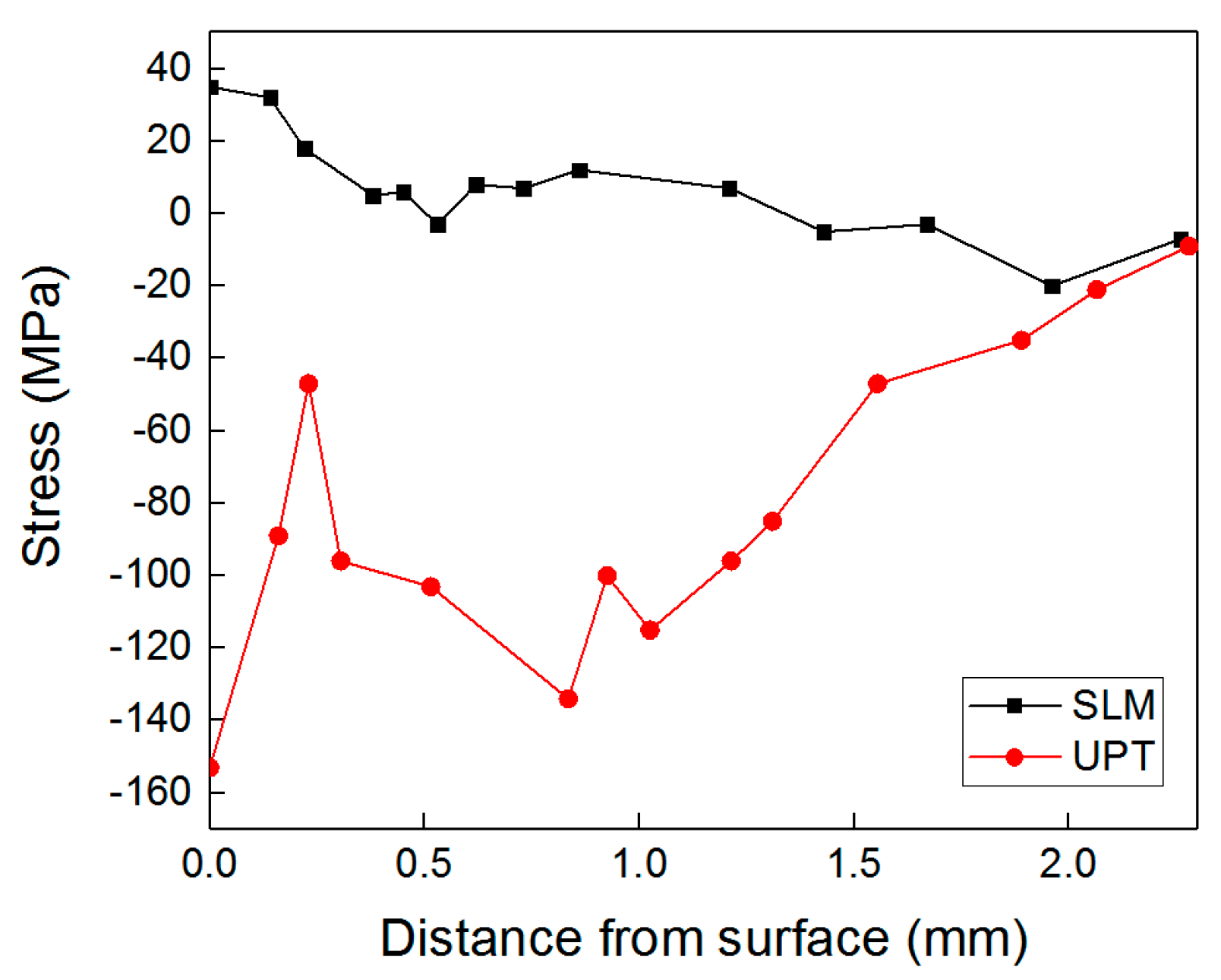
3.2. Effect of the UPT on Residual Stress
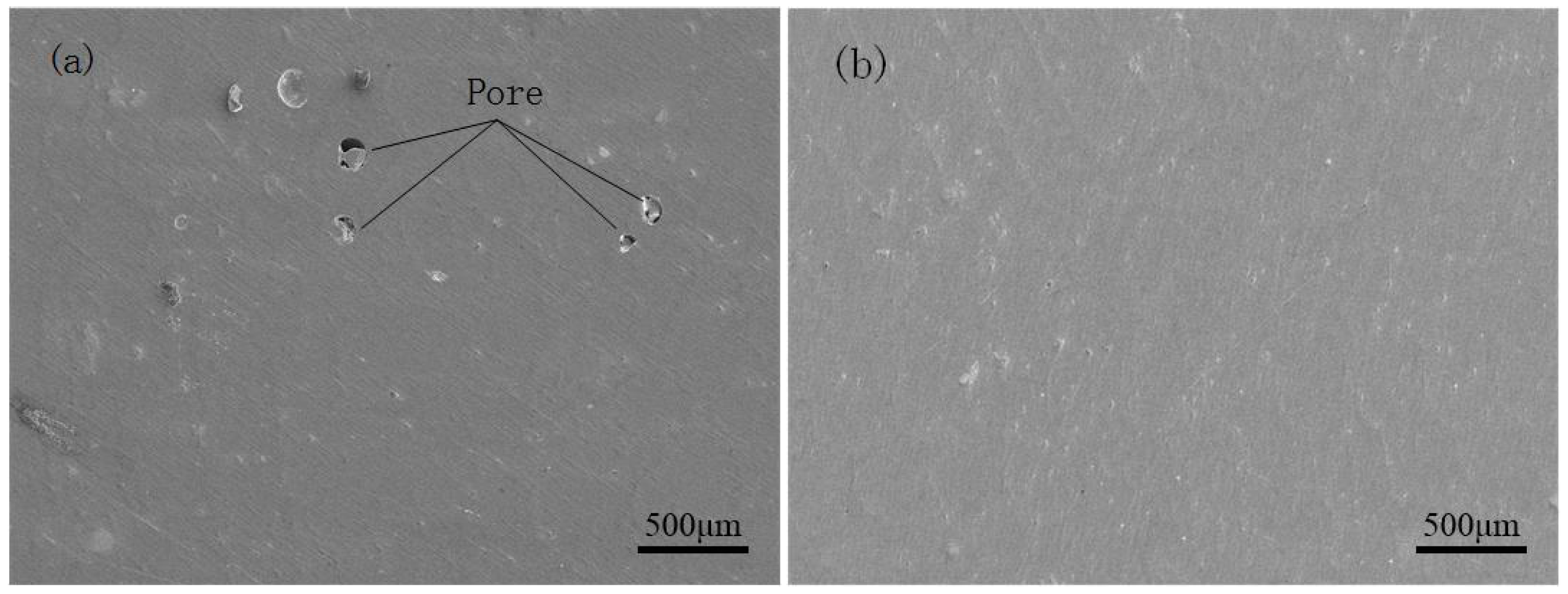
3.3. Effect of the UPT on Surface Morphology of the Specimens
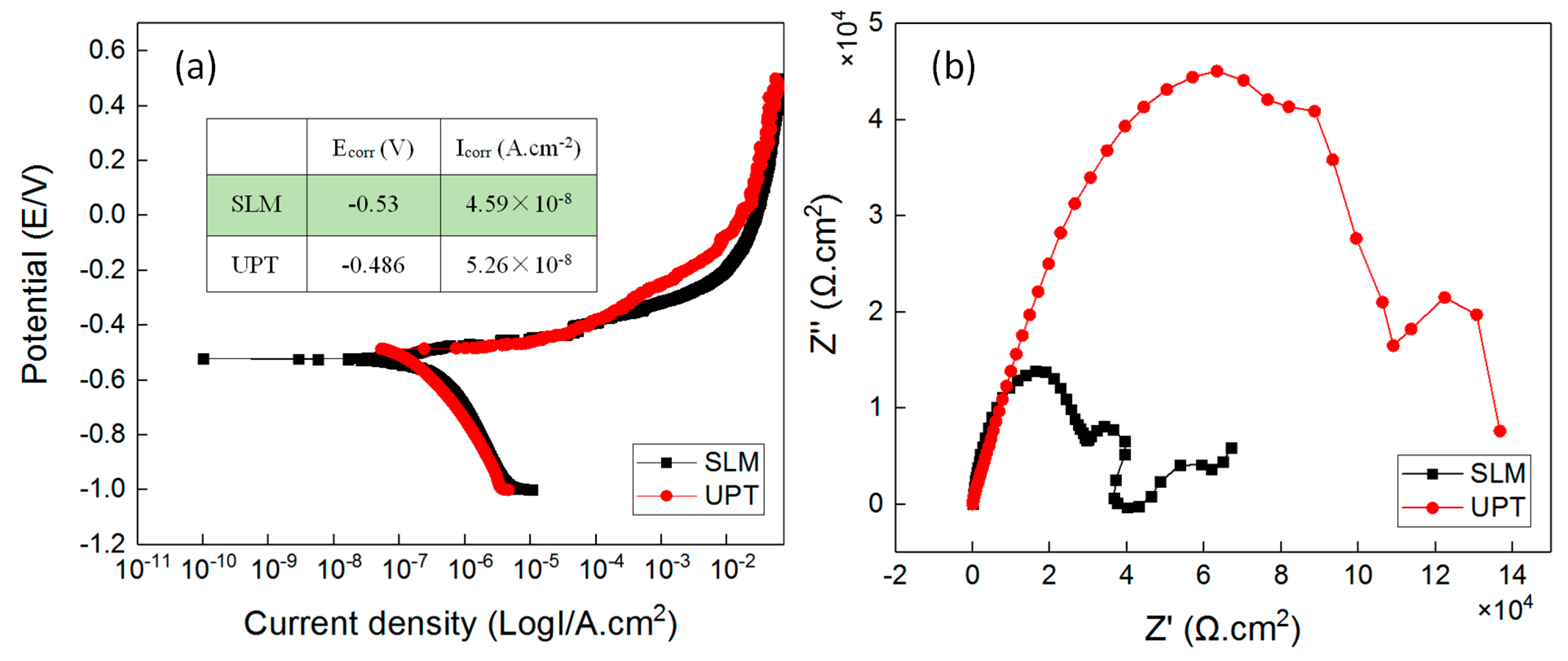
3.4. Stress Corrosion Behavior
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Paik, J.K.; Van, D.V.S.; Duran, A.; Collette, M. Ultimate compressive strength design methods of aluminum welded stiffened panel structures for aerospace, marine and land-based applications: A benchmark study. Thin Wall. Struct. 2005, 43, 1550–1566. [Google Scholar] [CrossRef]
- Paik, J.K.; Kim, B.J.; Sohn, J.M.; Kim, S.H.; Jeong, J.M.; Park, J.S. On Buckling Collapse of a Fusion-welded Aluminum-stiffened Plate Structure: An Experimental and Numerical Study. J. Offshore Mech. Arct. 2011, 134. [Google Scholar] [CrossRef]
- Nakayama, G.; Kurebayashi, K.; Ooga, S.; Kanayama, T. Corrosion countermeasures for LNG storage tanks made of series 5083 aluminum–magnesium alloy. Surf. Interface Anal. 2016, 48, 721–728. [Google Scholar] [CrossRef]
- Sielski, R.A. Research needs in aluminum structure. Ships Offshore Struct. 2008, 3, 57–65. [Google Scholar] [CrossRef]
- Cerik, B.C. Damage assessment of marine grade aluminium alloy-plated structures due to air blast and explosive loads. Thin Wall. Struct. 2017, 110, 123–132. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Sealy, M.P.; Madireddy, G.; Williams, R.E.; Rao, P.; Toursangsaraki, M. Hybrid Processes in Additive Manufacturing. J. Manuf. Sci. Eng. 2018, 140, 060801–060813. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Kumar, S. Selective laser sintering: A qualitative and objective approach. JOM 2003, 55, 43–47. [Google Scholar] [CrossRef]
- Wu, A.S.; Brown, D.W.; Kumar, M.; Gallegos, G.F.; King, W.E. An Experimental Investigation into Additive Manufacturing-Induced Residual Stresses in 316L Stainless Steel. Metall. Mater. Trans. A 2014, 45, 6260–6270. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Processing Parameter Effects on Residual Stress and Mechanical Properties of Selective Laser Melted Ti6Al4V. J. Mater. Eng. Perform. 2018, 27, 4059–4068. [Google Scholar] [CrossRef]
- Berumen, S.; Bechmann, F.; Lindner, S.; Kruth, J.P.; Craeghs, T. Quality control of laser- and powder bed-based Additive Manufacturing (AM) technologies. Phys. Procedia 2010, 5, 617–622. [Google Scholar] [CrossRef] [Green Version]
- Tapia, G.; Elwany, A. A Review on Process Monitoring and Control in Metal-Based Additive Manufacturing. J. Manuf. Sci. Eng. 2014, 136, 060801–060810. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Zhao, H.; Léonard, F.; Derguti, F.; Todd, I.; Prangnell, P.B. XCT analysis of the influence of melt strategies on defect population in Ti–6Al–4V components manufactured by Selective Electron Beam Melting. Mater. Charact. 2015, 102, 47–61. [Google Scholar] [CrossRef]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 012004. [Google Scholar] [CrossRef]
- Kreitcberg, A.; Brailovski, V.; Turenne, S. Effect of heat treatment and hot isostatic pressing on the microstructure and mechanical properties of Inconel 625 alloy processed by laser powder bed fusion. Mater. Sci. Eng. A-Struct. 2017, 689, 1–10. [Google Scholar] [CrossRef]
- Kalentics, N.; Boillat, E.; Peyre, P.; Ćirić-Kostić, S.; Bogojević, N.; Logé, R.E. Tailoring residual stress profile of Selective Laser Melted parts by Laser Shock Peening. Addit. Manuf. 2017, 16, 90–97. [Google Scholar] [CrossRef]
- Uzan, N.E.; Ramati, S.; Shneck, R.; Frage, N.; Yeheskel, O. On the effect of shot-peening on fatigue resistance of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting (AM-SLM). Addit. Manuf. 2018, 21, 458–464. [Google Scholar] [CrossRef]
- Hönnige, J.R.; Colegrove, P.A.; Ganguly, S.; Eimer, E.; Kabra, S.; Williams, S. Control of residual stress and distortion in aluminium wire + arc additive manufacture with rolling. Addit. Manuf. 2018, 22, 775–783. [Google Scholar] [CrossRef]
- Statnikov, E.S.; Korolkov, O.V.; Vityazev, V.N. Physics and mechanism of ultrasonic impact. Ultrasonics 2006, 44, e533–e538. [Google Scholar] [CrossRef]
- Ficquet, X.; Hedmar, M.; Kingston, E.J. Residual Stress Measurement in an Ultrasonic Peened Specimen. In Materials Technology, Proceedings of the 33rd International Conference on Ocean, Offshore and Arctic Engineering, San Francisco, CA, USA, 8–13 June 2014; Petroleum Technology: Stavanger, Norway, 2014; Volume 5. [Google Scholar]
- Roy, S.; Fisher, J.W.; Yen, B.T. Fatigue resistance of welded details enhanced by ultrasonic impact treatment (UIT). Int. J. Fatigue 2003, 25, 1239–1247. [Google Scholar] [CrossRef]
- Cheng, X.; Fisher, J.W.; Prask, H.J.; Gnäupel-Herold, T.; Yen, B.T.; Roy, S. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- He, C.; Yang, K.; Liu, Y.; Wang, Q.; Cai, M. Improvement of very high cycle fatigue properties in an AA7075 friction stir welded joint by ultrasonic peening treatment. Fatigue Fract. Eng. Mater. 2017, 40, 460–468. [Google Scholar] [CrossRef]
- Yu, J.; Gou, G.; Zhang, L.; Zhang, W.; Chen, H.; Yang, Y.P. Ultrasonic Impact Treatment to Improve Stress Corrosion Cracking Resistance of Welded Joints of Aluminum Alloy. J. Mater. Eng. Perform. 2016, 25, 3046–3056. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Van, H.J.; Kruth, J.P. Processing AlSi10Mg by selective laser melting: Parameter optimisation and material characterisation. Mater. Sci. Tech.-Lond. 2015, 31, 917–923. [Google Scholar] [CrossRef]
- Dong, M.; Cui, X.; Jin, G.; Wang, H.; Cai, Z.; Song, S. Improved microstructure and properties of 12Cr2Ni4A alloy steel by vacuum carburization and Ti+N co-implantation. Appl. Surf. Sci. 2018, 440, 660–668. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Al | Si | Mg | Fe | Cu | Mn | Zn | Other |
|---|---|---|---|---|---|---|---|---|
| AlSi10Mg | Balance | 9.0–10.0 | 0.40–0.60 | ≤2.0 | ≤0.60 | ≤0.35 | - | ≤0.25 |
| 5A06 | Balance | 0.40 | 5.80–6.80 | ≤0.40 | ≤0.10 | 0.5–0.8 | ≤0.20 | ≤0.10 |
| Materials | Layer Thickness (mm) | Laser Power (w) | Speed (m/s) | Spot Diameter (mm) | Hatching Space (mm) | Scanning Width (mm) |
|---|---|---|---|---|---|---|
| AlSi10Mg | 0.03 | 200 | 1.8 | 0.07 | 0.06 | 4 |
| Frequency (KHz) | Power (W) | Amplitude (μm) | Current (A) | Impact Time (s) |
|---|---|---|---|---|
| 17 | 1000 | 80 | 2.2 | 60 |
| Indenter Diameter (mm) | Loading Force (kgf) | Load Time (s) | Compress Time (s) |
|---|---|---|---|
| 5 | 500 | 5 | 15 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xing, X.; Duan, X.; Jiang, T.; Wang, J.; Jiang, F. Ultrasonic Peening Treatment Used to Improve Stress Corrosion Resistance of AlSi10Mg Components Fabricated Using Selective Laser Melting. Metals 2019, 9, 103. https://doi.org/10.3390/met9010103
Xing X, Duan X, Jiang T, Wang J, Jiang F. Ultrasonic Peening Treatment Used to Improve Stress Corrosion Resistance of AlSi10Mg Components Fabricated Using Selective Laser Melting. Metals. 2019; 9(1):103. https://doi.org/10.3390/met9010103
Chicago/Turabian StyleXing, Xiaodong, Xiaoming Duan, Tingting Jiang, Jiandong Wang, and Fengchun Jiang. 2019. "Ultrasonic Peening Treatment Used to Improve Stress Corrosion Resistance of AlSi10Mg Components Fabricated Using Selective Laser Melting" Metals 9, no. 1: 103. https://doi.org/10.3390/met9010103
APA StyleXing, X., Duan, X., Jiang, T., Wang, J., & Jiang, F. (2019). Ultrasonic Peening Treatment Used to Improve Stress Corrosion Resistance of AlSi10Mg Components Fabricated Using Selective Laser Melting. Metals, 9(1), 103. https://doi.org/10.3390/met9010103