3.5. Metallographic Analysis of the Al-Cu Friction Stir Welds and Hardness Testing
In order to be able to understand the observations made in the previous subsections, metallographic analyses were carried out on selected specimens.
The first objective within this subsection is to explain why welds with lower offset lead to higher weld quality. Then, it is to be shown why parameter settings that represent lower heat input achieve friction stir welds with better tensile strengths. In addition, the reduced joint qualities when scaling up the factors traverse speed and tool rotation speed while maintaining the optimal n/v-ratio will be discussed.
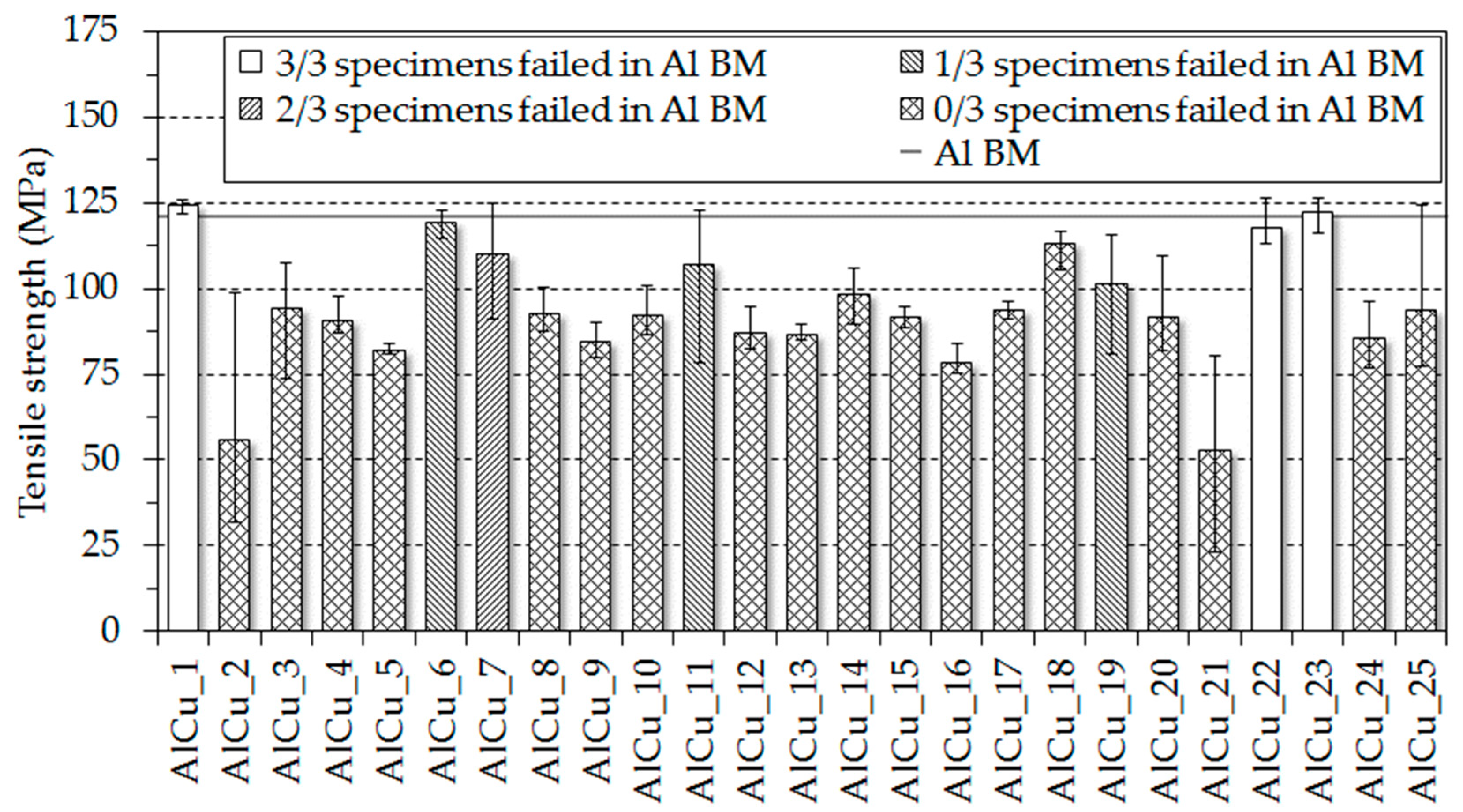
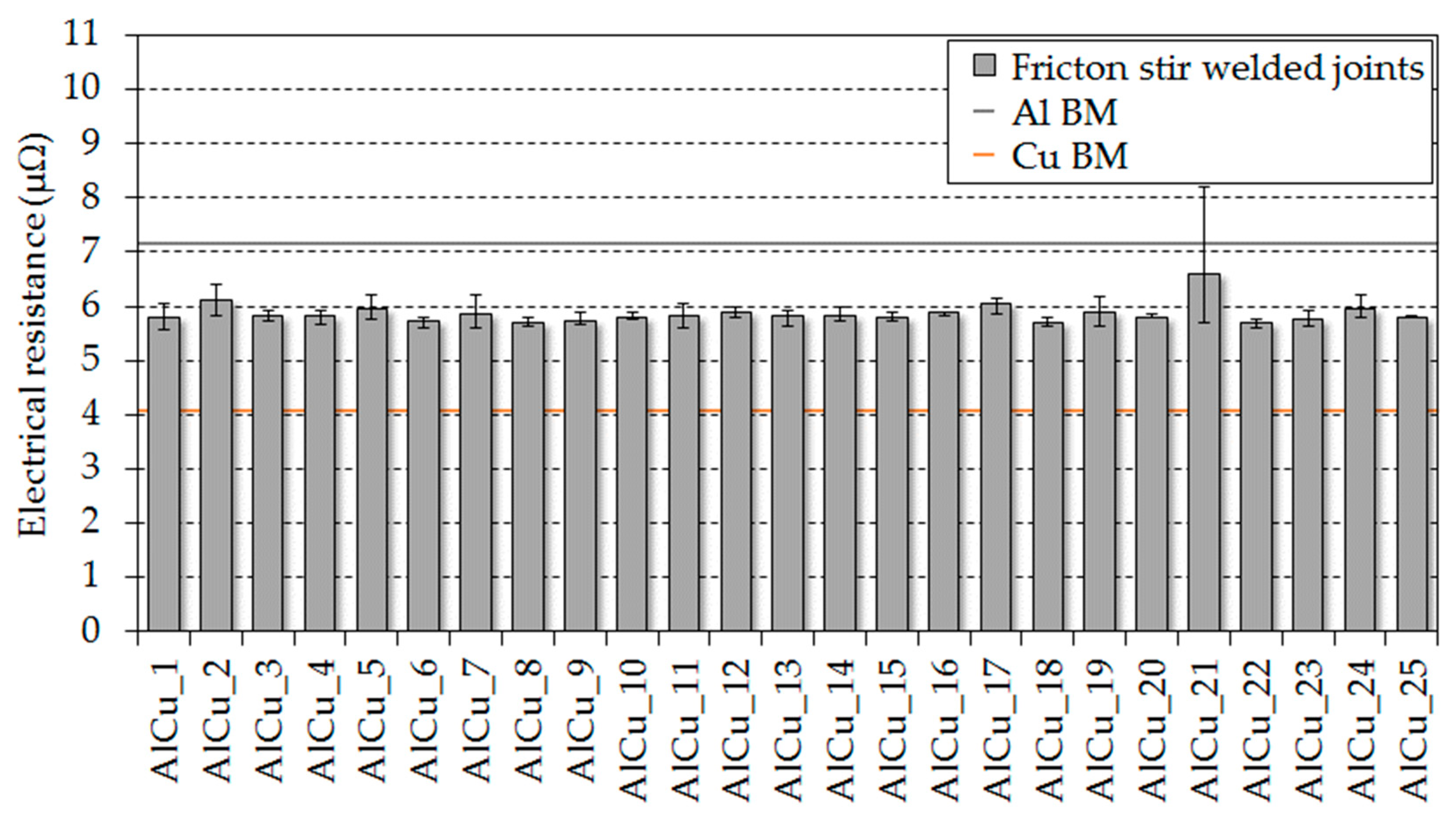
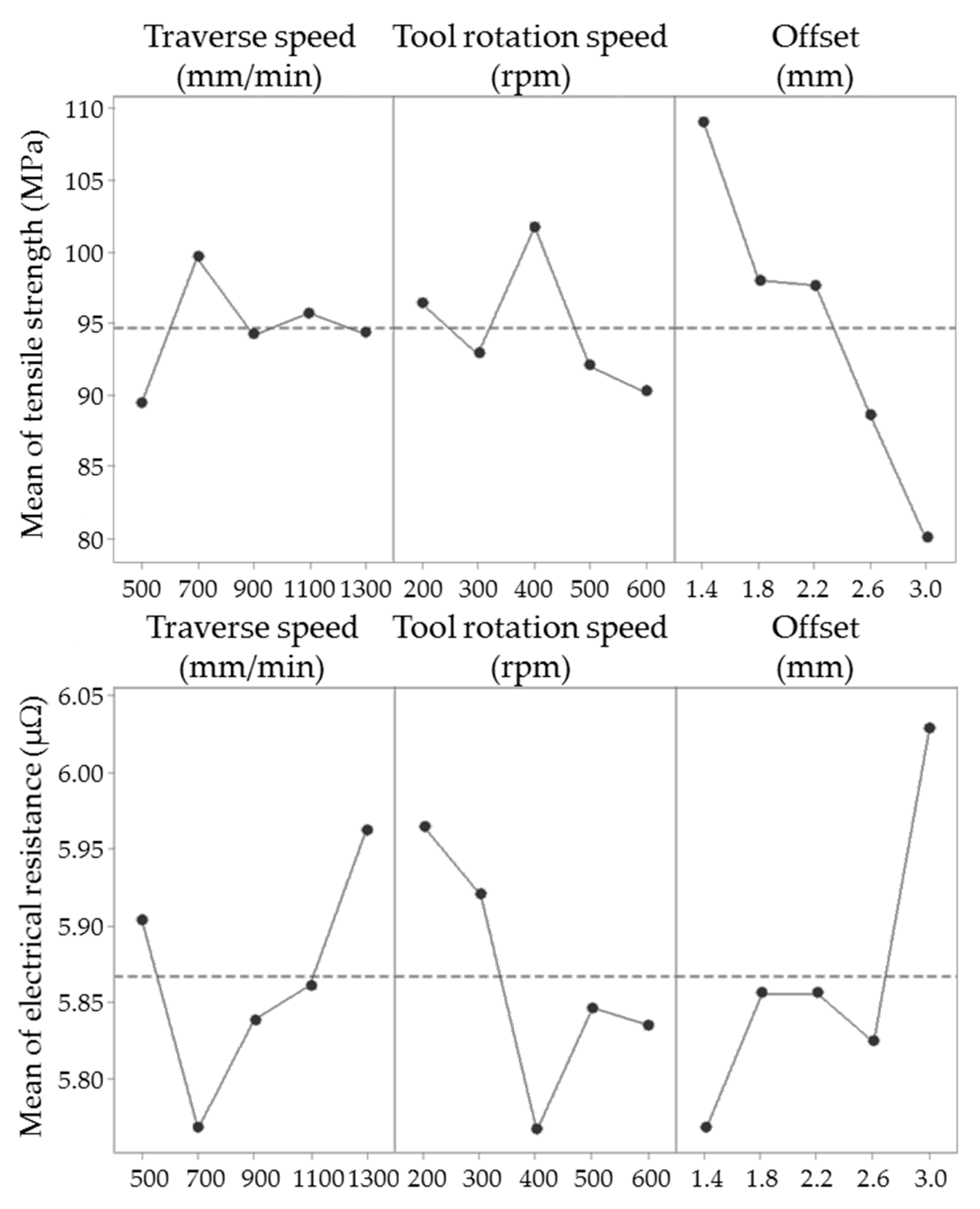
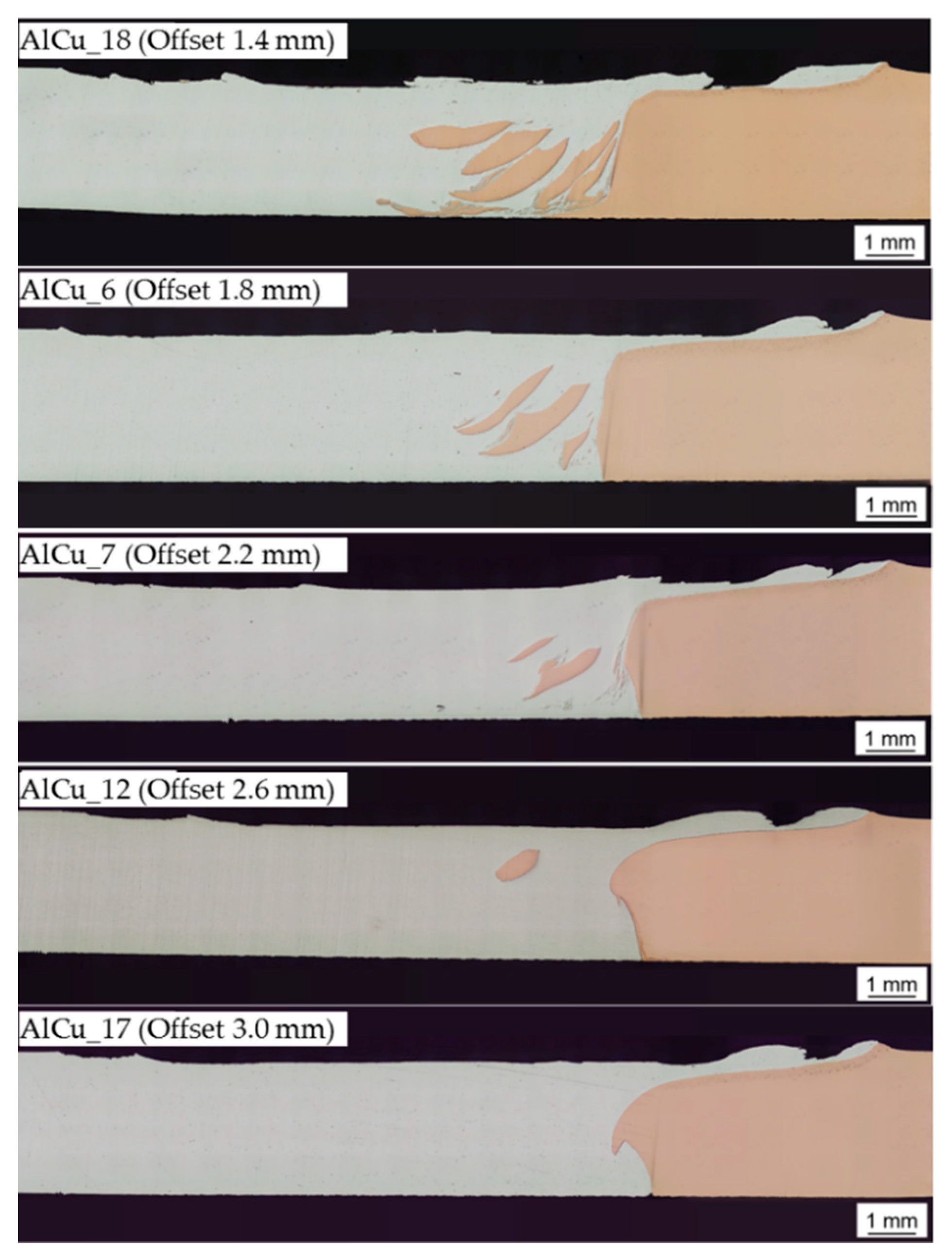
As could be determined during the evaluation of the mechanical and electrical joint properties and the analysis of the Taguchi experimental plan, both the tensile strength and the electrical resistance are clearly dependent on the choice of the offset. Considering the macrostructures shown in
Figure 7, it can be seen that the quantity as well as the size of copper particles stirred into the aluminum side vary depending on the chosen offset. Furthermore, it can be seen from the figure that with an offset of 3 mm there was no scratching of the copper through the tool pin. As a result, no copper particles were stirred into the aluminum side. These findings lead to the conclusion that more intense material mixing, which is achieved by smaller offsets, leads to better electrical and mechanical properties. However, it should be said that as shown by Xue et al. [
9] and Akinlabi [
7], the offset should not be too small to ensure a beneficial material flow.
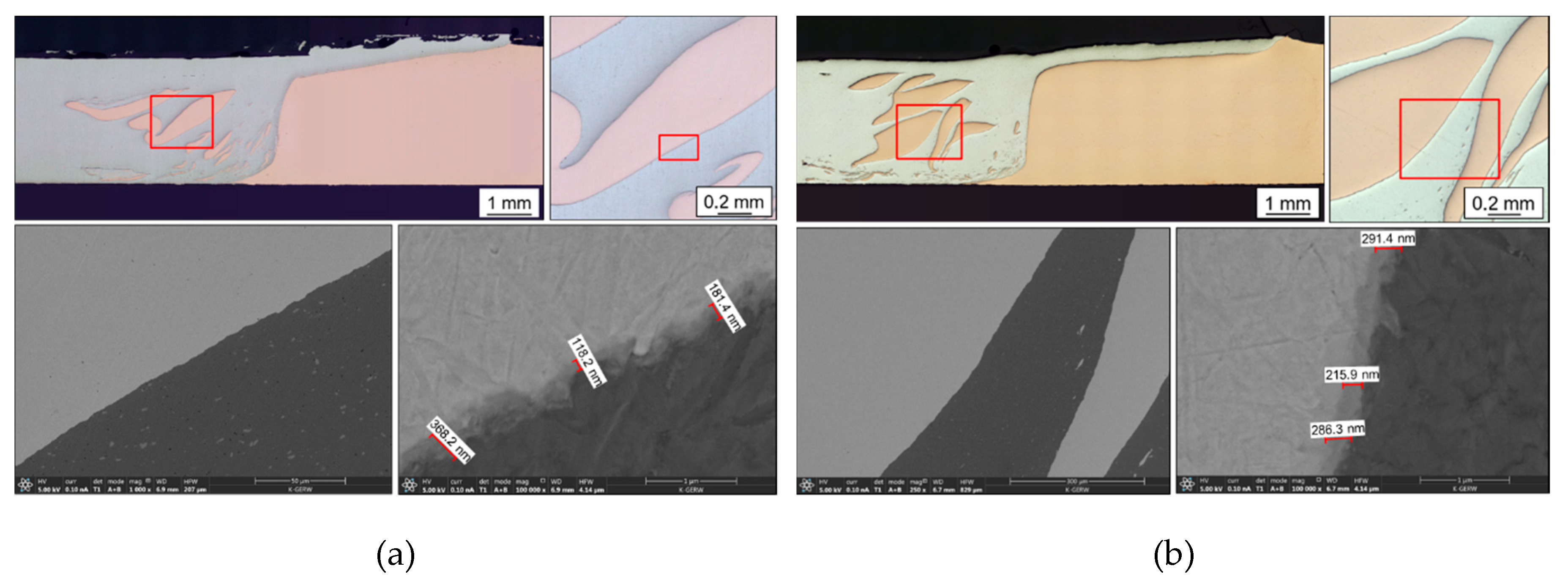
In order to explain why parameter settings representing lower heat input tend to achieve higher tensile strengths than hot welds, the formation of intermetallic compounds (IMC) was investigated by scanning electron microscopy. Backscattered electron (BSE) images from the stir zone were taken for welds that were performed using parameter combinations AlCu_1 (
n/
v-ratio 0.4 1/mm), AlCu
opt_1 (
n/
v-ratio 0.57 1/mm), and AlCu_10 (
n/
v-ratio 0.86 1/mm). These three parameter sets include an offset of 1.4 mm, and thus, differ only by the heat input.
Figure 8 shows that IMC could not be detected using parameter combination AlCu_1, neither at the Al-Cu interface nor at the copper particle stirred into the aluminum side. From this it can be concluded that no IMC were formed or that these phases are too small to be detected by the SEM. Taking into account the BSE images in
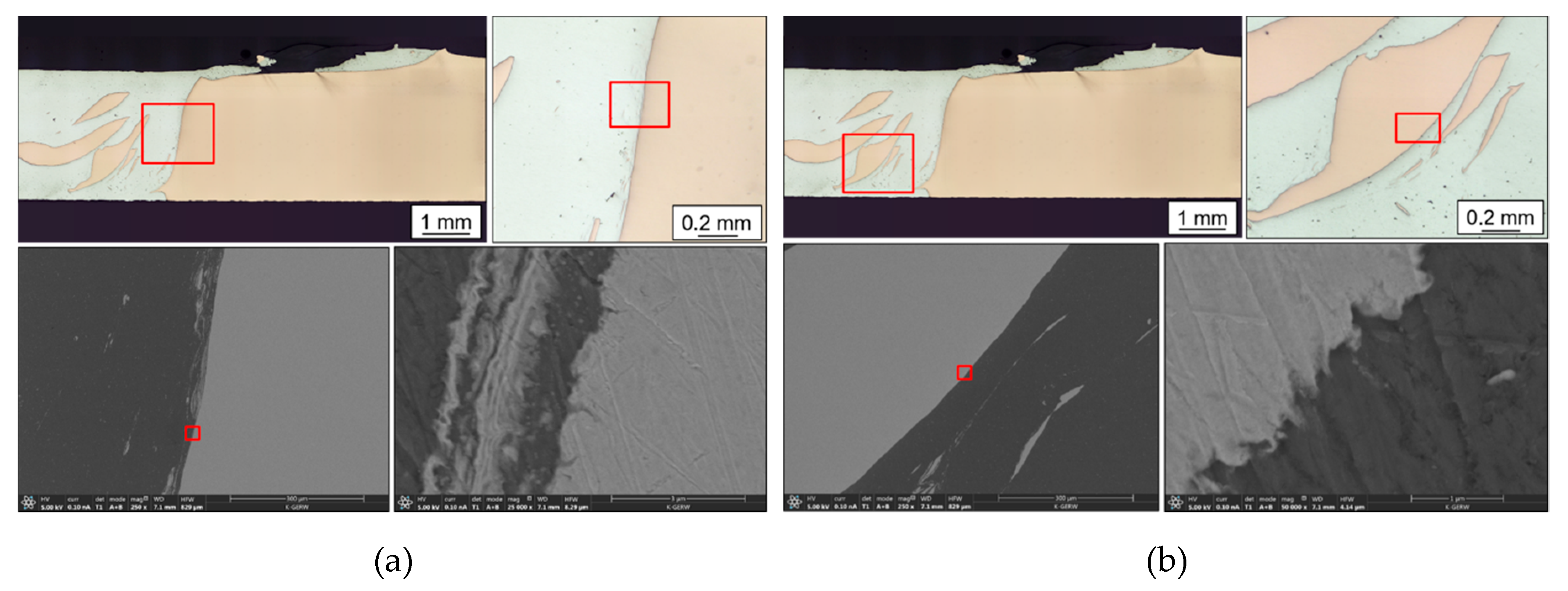
Figure 9 for parameter combinations AlCu
opt_1 and AlCu_10, it can be seen that at both welds a continuous layer of IMC was formed at the transition between the examined copper particle to the aluminum matrix. The average thickness of this layer is 150 nm for the specimen that was welded according to parameter combination AlCu
opt_1 (
n/
v-ratio 0.57 1/mm) and 265 nm for parameter setting AlCu_10 (
n/
v-ratio 0.86 1/mm). As a result, a correlation between heat input and resulting intermetallic compound formation could be observed. This effect was also shown in previous work by Galvão et al. [
14] and Khodir et al. [
23]. However, the thickness of the determined IMC layers is so small that an effect of the IMC formation on the resultant tensile strengths is to be excluded, according to publications by Xue et al. [
10], Khodir et al. [
23], and Schmidt [
24]. Due to the low thickness of the respective layers formed, it was not possible to determine an exact composition of the IMC by means of energy dispersive X-ray spectroscopy.
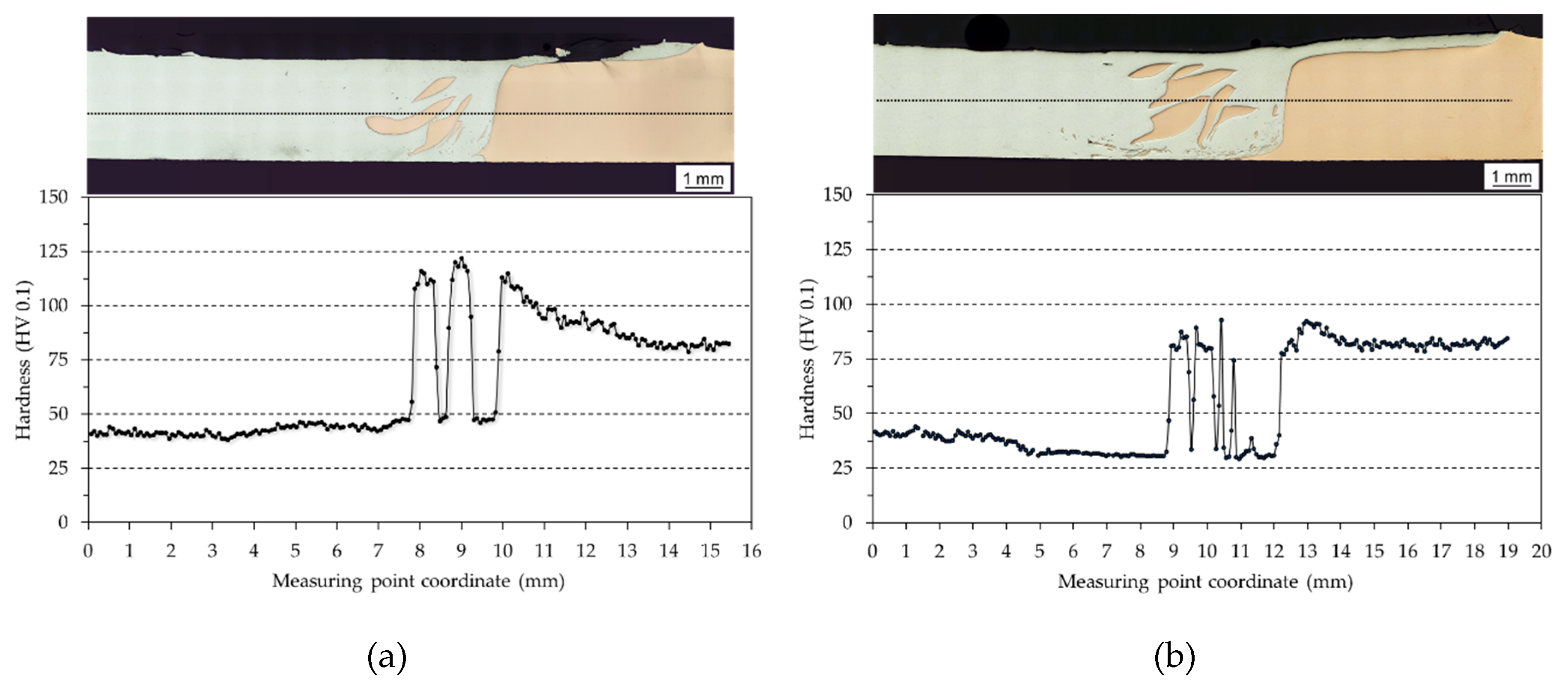
For further investigation of the tensile strength differences between parameter sets representing low or high heat input,
Figure 10 shows hardness profiles on cross-sections of welds that were obtained using parameter settings AlCu_1 (
n/
v-ratio 0.4 1/mm) and AlCu_10 (
n/
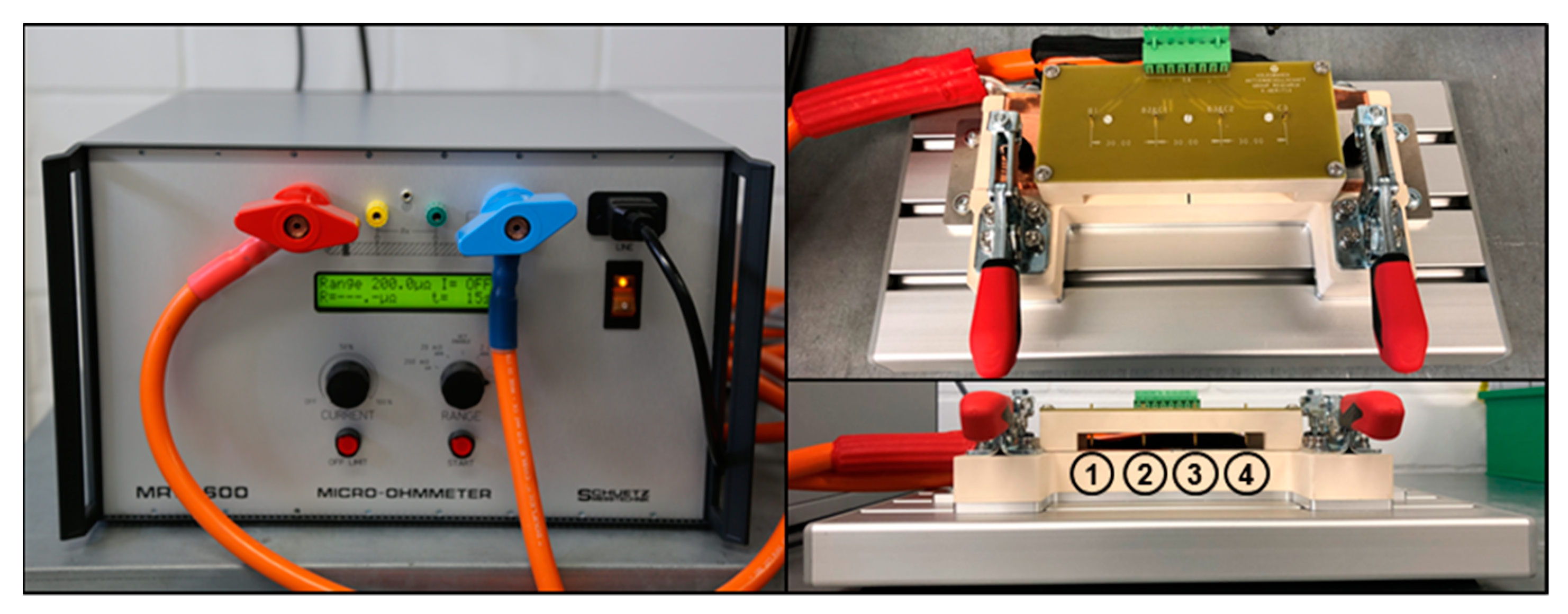
v-ratio 0.86 1/mm). By means of hardness testing, process-related hardening or softening of the examined welds can be detected, so that any occurred strength-reducing microstructural features can be localized. Vickers hardness of the respective base material was found to be 37.7 HV 0.1 for the aluminum base material and 80.1 HV 0.1 for the copper base material. As shown for parameter setting AlCu_1 (
n/
v-ratio 0.4 1/mm) in
Figure 10a, both in the stir zone (SZ) and on both sides in the thermo-mechanically affected zone (TMAZ), there is a significant increase in hardness compared to the respective base materials, with a hardness peak of 122 HV 0.1 in the SZ. This increase in hardness is to be explained by the effect of work hardening due to the cold welding parameters. On the other side, for the weld that was obtained using the parameter combination AlCu_10 (
n/
v-ratio 0.86 1/mm), the peak hardness values are significantly lower. Furthermore, a decrease in hardness can be seen in aluminum-sided in the SZ, and the plateau, on which the copper bulk material undergoes cold hardening, is clearly smaller. Therefore, the effect of recrystallization seems to dominate here.
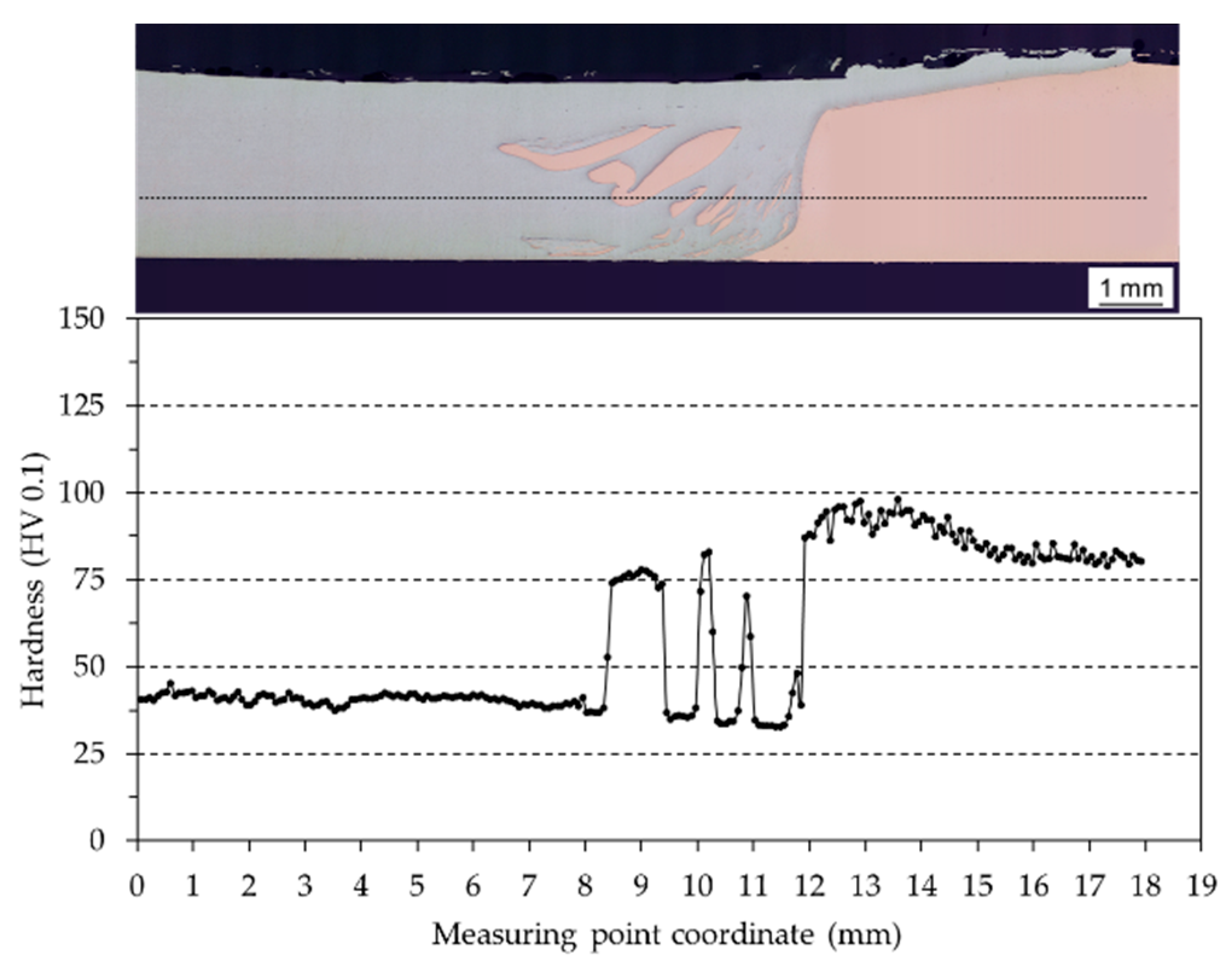
In order to understand how the mechanisms of work hardening and recrystallization affect a sample produced using the determined optimal parameter combination, the hardness profile shown in
Figure 11 was analyzed. It can be seen that the aluminum material in the TMAZ as well as in the SZ is slightly hardened compared to the aluminum base material. A hardening of the copper particles introduced into the aluminum matrix cannot be detected, whereas the plateau, on which the copper bulk material undergoes cold hardening, is slightly wider than for AlCu_10. Taking into account parameter combination AlCuopt_1 achieving the highest tensile strength and the lowest electrical resistance, it is to be concluded that using these parameter settings, the ideal window for sufficient plasticization of the copper and for avoiding excessively high recrystallization in the SZ was determined.
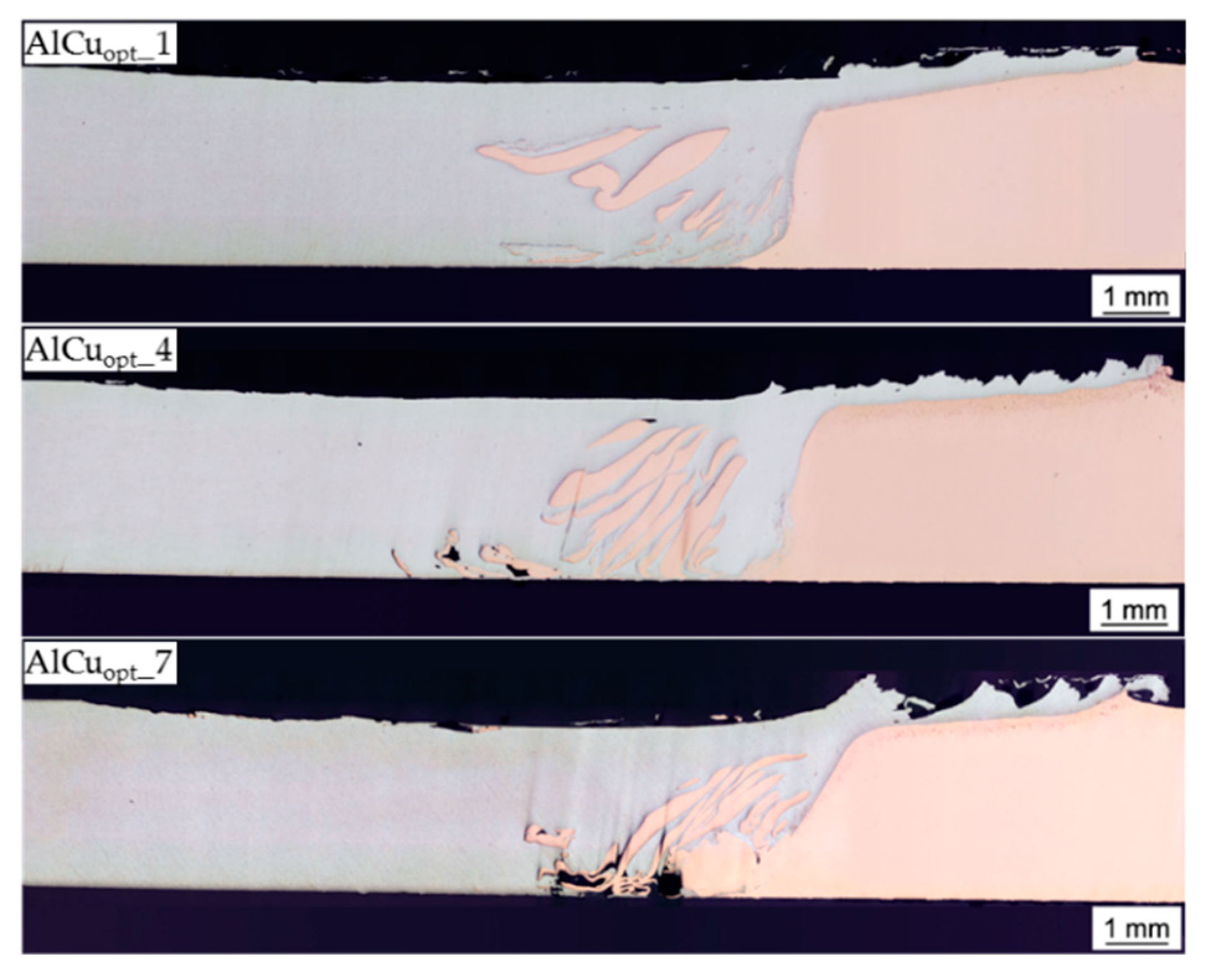
At the end of this subsection, it is aimed to understand why scaling up of the optimal welding parameters while maintaining the
n/
v-ratio 0.57 1/mm could not be realized without losses in mechanical and electrical properties. An explanation for this is provided by the cross-sectional macrostructures in
Figure 12. From the macrostructures, it becomes clear that the number and size of defects in the welded area increases with increasing traverse speed. While parameter combination AlCu
opt_1 shows a homogeneous distribution of the copper particles without the occurrence of cavities or any other defects, parameter setting AlCu
opt_4 leads to areas with insufficient bonding and strength-reducing tunnel defects in the root of the SZ. The parameter set AlCu
opt_7 finally leads to a completely open seam root. From this, it can be concluded that although the tool rotation speed has been adjusted according to the feed speed, the material transport in the vertical direction has been reduced with increasing welding speeds. Thus, the plasticized material does not have enough time to be stirred behind the tool pin and sufficiently compacted by the tool shoulder. The shorter the time for plasticizing and stirring the materials is, the more the inertia of the joining partners promotes the formation of defects in the weld. Moreover, as shown by two publications from Lambiase et al. [
25,
26], the heat exchange mechanisms during the friction stir welding process need to be considered. The authors have found that the heat dissipation into the clamping device and the preheating of material in front of the welding tool vary depending on the traverse speed and the tool rotation speed. Actually, it is stated that the parameters “traverse speed” and “tool rotation speed” have a different influence on the heat exchange mechanisms, and thus, on the resulting temperature in the welding area. Consequently, it is to say that using the
n/
v-ratio as a heat index allows only a rough comparison of the heat input between different parameter settings in a limited range of process parameters.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}