Preparation and Characterization of Mg-RE Alloy Sheets and Formation of Amorphous/Crystalline Composites by Twin Roll Casting for Biomedical Implant Application



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
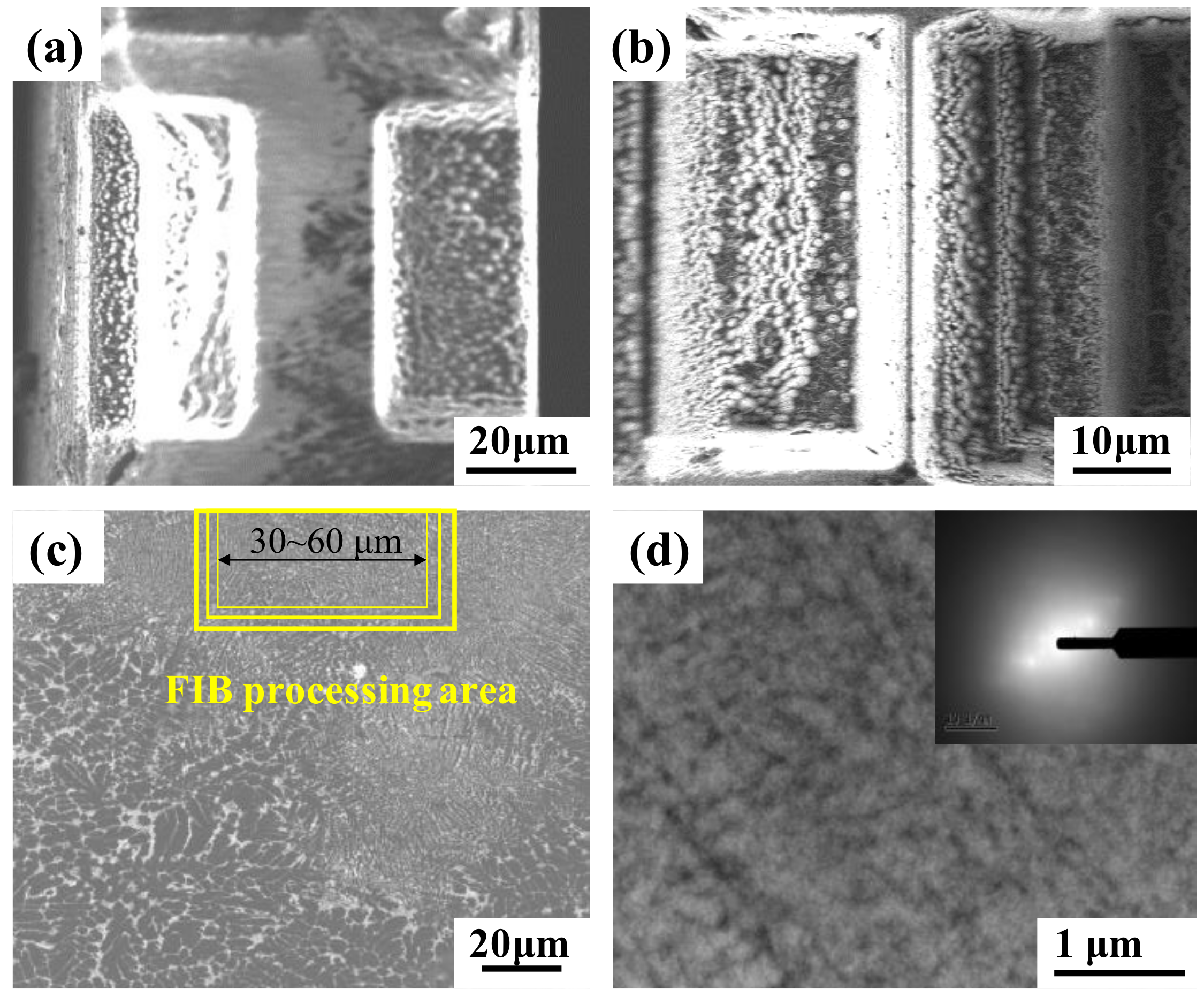
3.1. Microstructure Characteristic
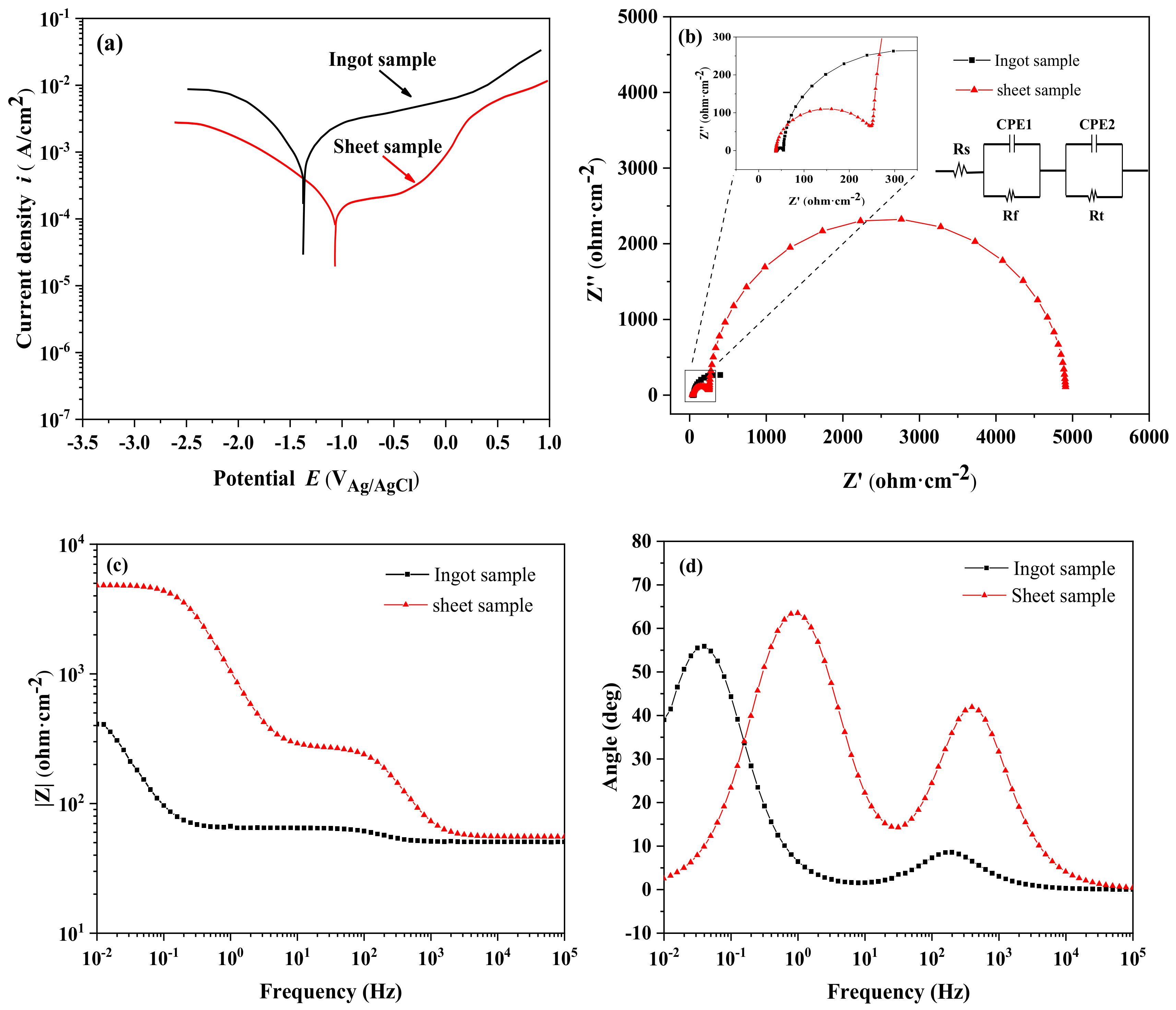
3.2. Electrochemical Measurements
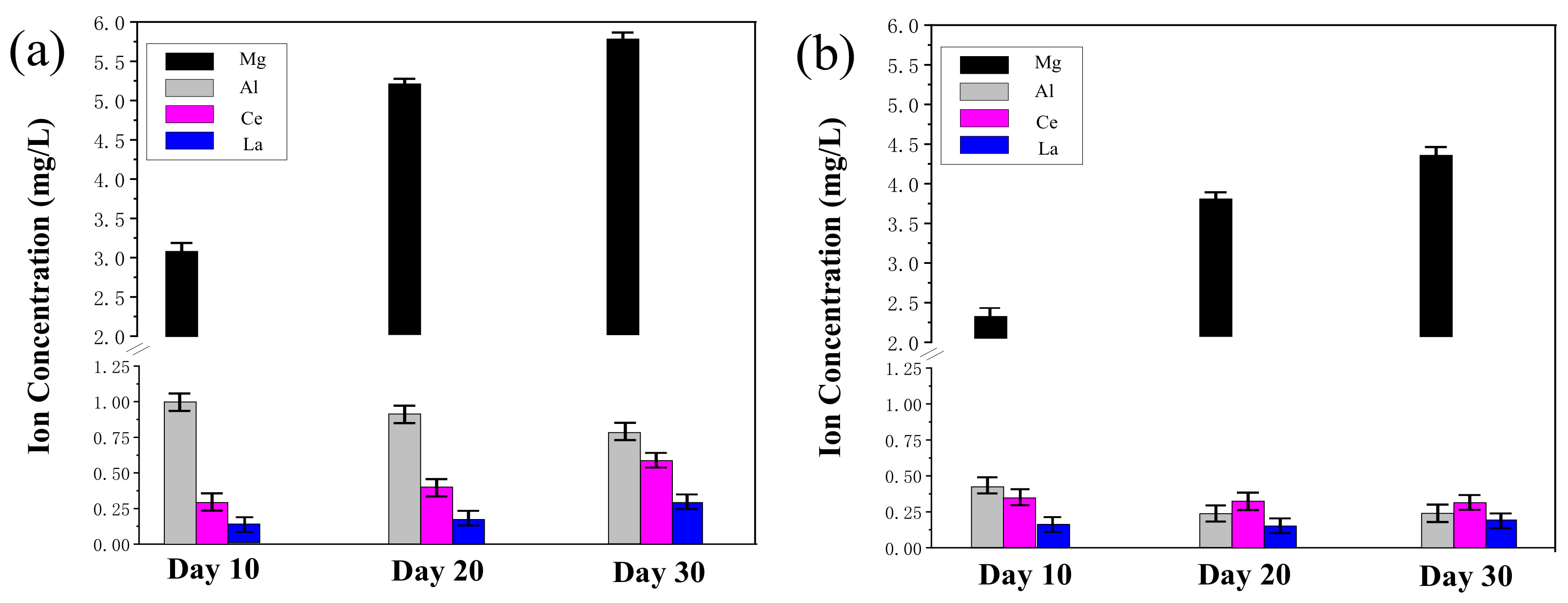
3.3. Immersion Test
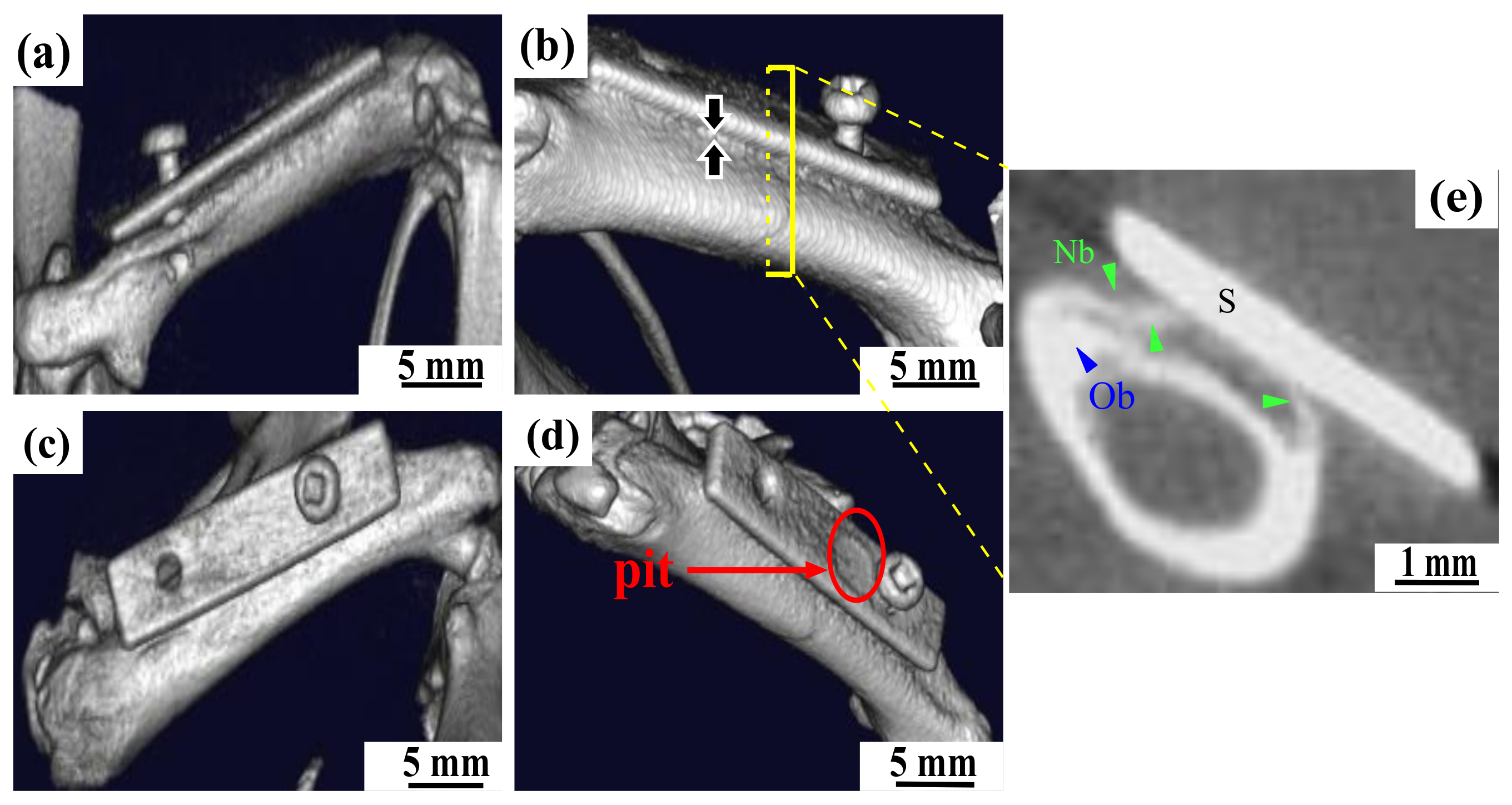
3.4. In Vivo Implantation
4. Conclusions
- (1)
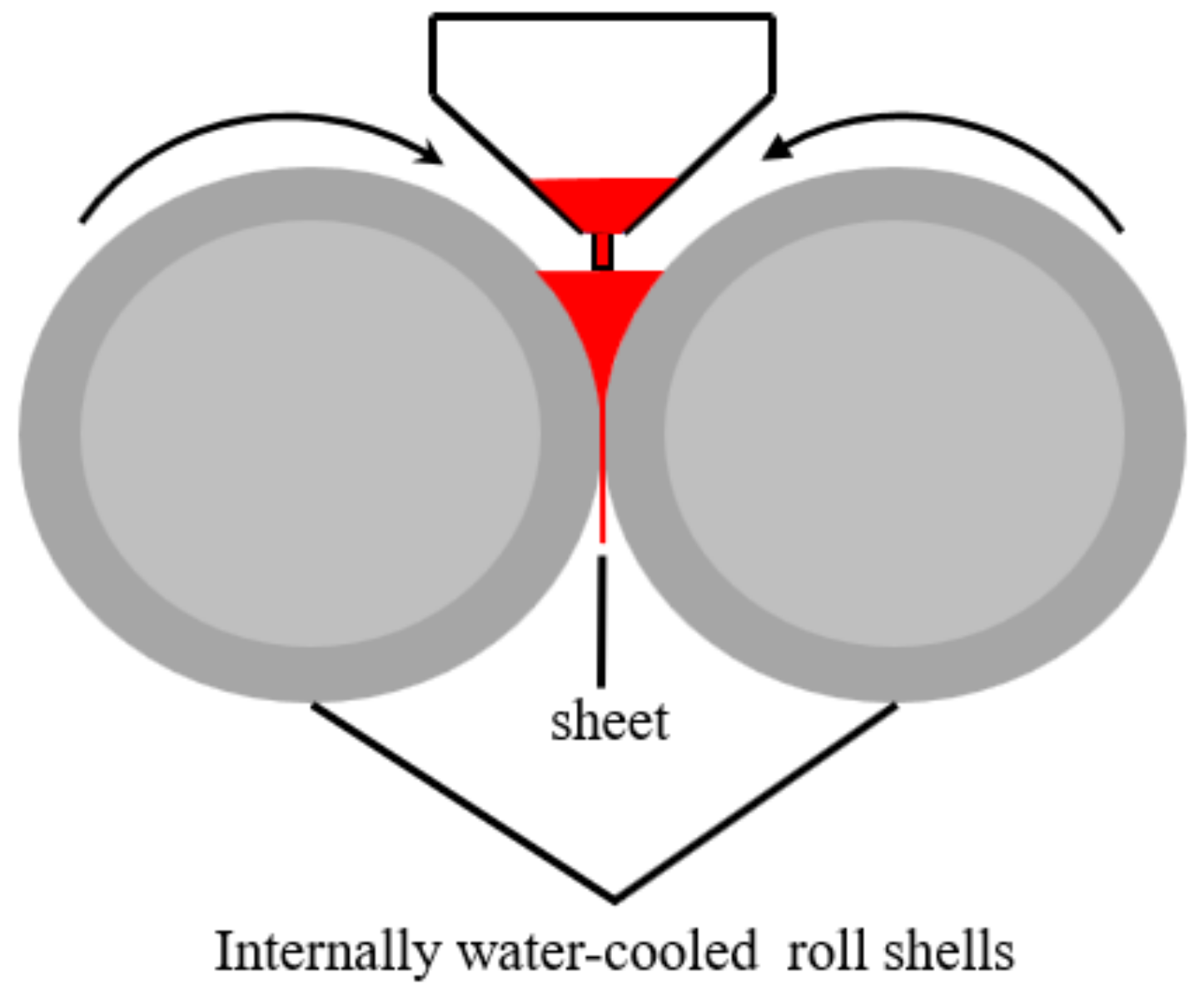
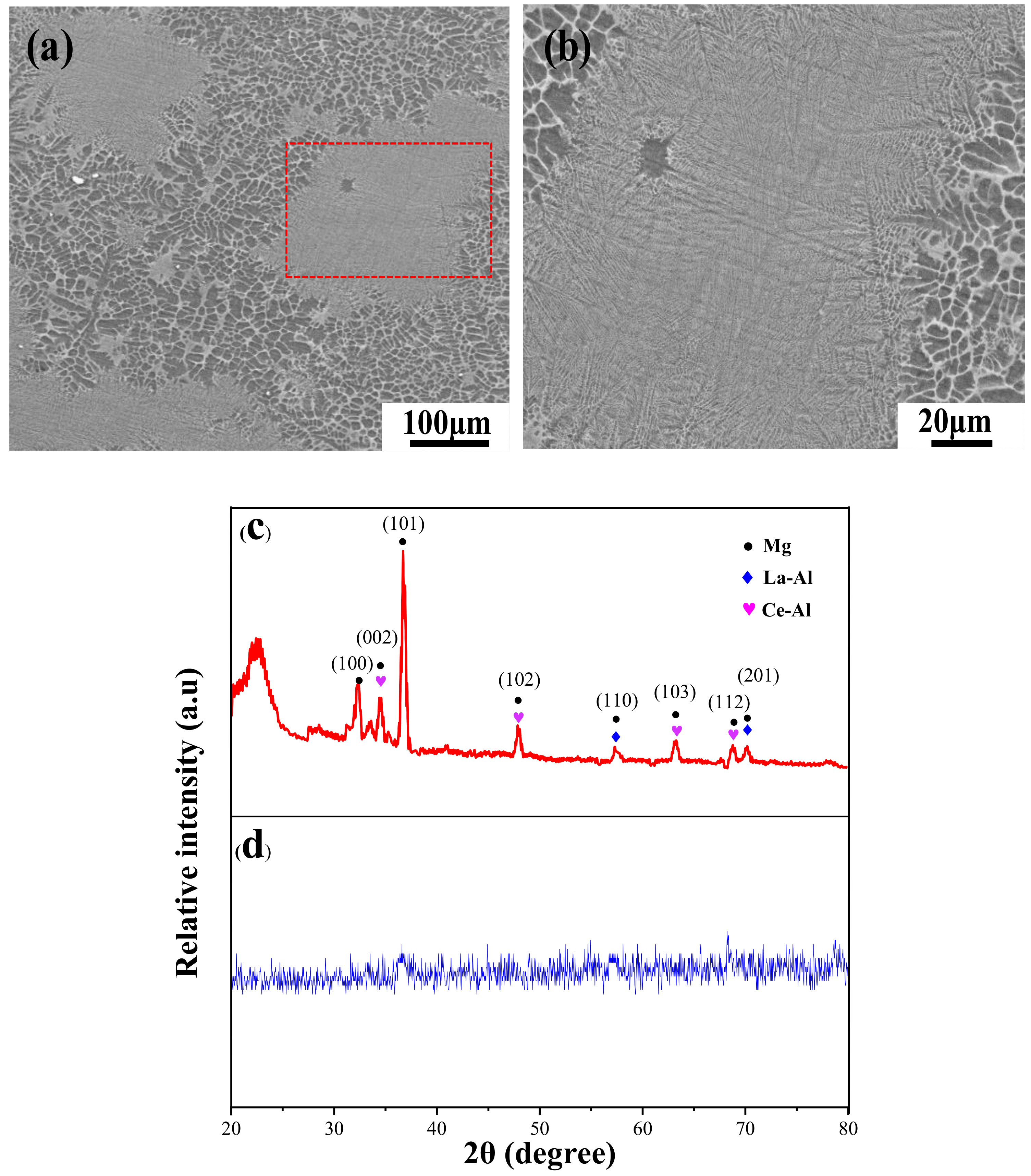
- The Mg-RE alloy sheet was prepared using a vertical-type twin-roll caster method. Its microscopic characterization experiments show that the crystal structure is crystalline phase containing amorphous phase.
- (2)
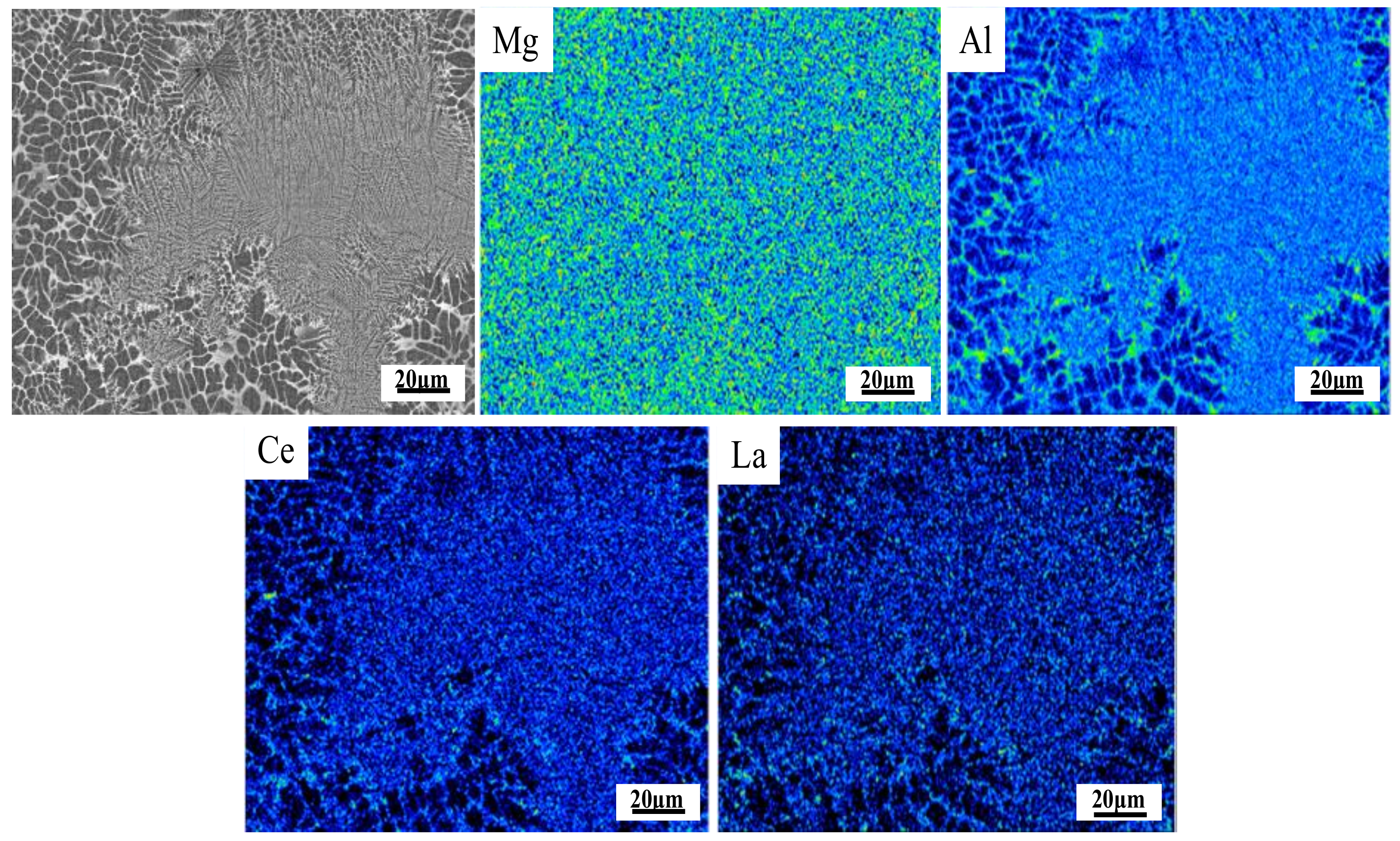
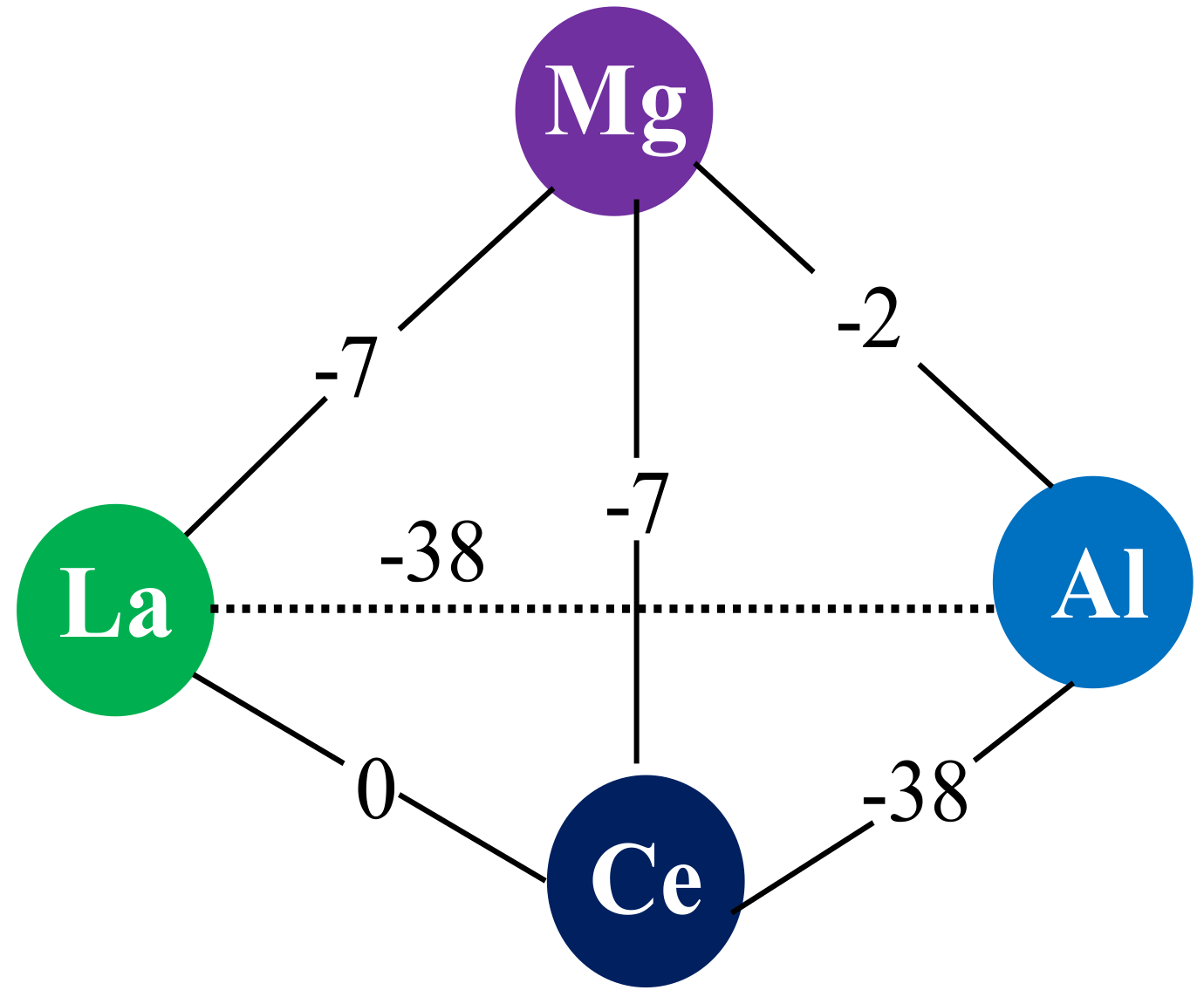
- EPMA experiments show that Al, La and Ce elements are enriched in the amorphous phase region and the grain boundary region. However, Mg is evenly distributed throughout the microscopic region. This shows that segregation is more likely to affect Al, La and Ce elements.
- (3)
- Electrochemical tests and immersion test results revealed that Mg-RE sheet with TRC has a better corrosion resistance than master alloy, and a uniform corrosion layer on the surface.
- (4)
- In vivo, as an implant material, the tests show that Mg-RE alloys sheets were safe with respect to rat physical fitness and induced new bone formation; thus, they were promising for utilization as implant materials in the future.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Green, A.L.; Ma, E. Bulk Metallic Glasses: At the Cutting Edge of Metals Research. MRS Bull. 2007, 32, 611–619. [Google Scholar] [Green Version]
- Chen, Q.Z.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. R 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Wise, D.L.; Trantolo, D.J.; Altobelli, D.E.; Yaszemsk, M.J.; Grasser, J.D. Human Biomaterials Application; Humana Press: Totowa, NJ, USA, 1996. [Google Scholar]
- Yaszemsk, M.J.; Trantolo, D.J.; Lewandrowski, K.U.; Hasirci, V.; Altobelli, D.E.; Wise, D.L. Biomaterials in Orthopedics; Marcel Dekker Inc.: New York, NY, USA, 2004. [Google Scholar]
- Matusiewicz, H. Potential release of in vivo trace metals from metallic medical implants in the human body: From ions to nanoparticles—a systematic analytical review. Acta Biomater. 2014, 10, 2379–2403. [Google Scholar] [CrossRef] [PubMed]
- Heary, R.F.; Parvathreddy, N.; Sampath, S.; Agarwal, N. Elastic modulus in the se-lection of interbody implants. J. Spine Surg. 2017, 3, 163–167. [Google Scholar] [CrossRef] [PubMed]
- Andreas, A.K.; Jörg, F.L.; Florian, H.D.T. Rapid Solidification and Bulk Metallic Glasses—Processing and Properties. In Materials Processing Handbook; CRC Press: Boca Raton, FL, USA, 2007; pp. 17-1–17-44. [Google Scholar]
- Masumoto, T.; Maddin, R. The mechanical properties of palladium 20 a/o silicon alloy quenched from the liquid state. Acta Metall. 1971, 19, 725–741. [Google Scholar] [CrossRef]
- Liebermann, H.; Graham, C. Production of amorphous alloy ribbons and effects of apparatus parameters on ribbon dimensions. IEEE Trans. Magn. 1976, 12, 921–923. [Google Scholar] [CrossRef]
- Narasimhan, M.C. Continuous casting method for metallic strips. U.S. Patent 4,142,571, 22 October 1979. [Google Scholar]
- Inoue, A.; Nakamura, T.; Sugita, T.; Zhang, T.; Masumoto, T. Bulky La-Al-TM (TM=Transition Metal) Amorphous Alloys with High Tensile Strength Produced by a High-Pressure Die Casting Method. Mater. Trans. JIM 1993, 34, 351–358. [Google Scholar] [CrossRef]
- Barekar, N.S.; Dhindaw, B.K. Twin-roll casting of Aluminum alloys—An overview. Mater. Manuf. Process. 2014, 29, 651–661. [Google Scholar] [CrossRef]
- Chen, H.S.; Miller, C.E. A Rapid Quenching Technique for the Preparation of Thin Uniform Films of Amorphous Solids. Rev. Sci. Instrum. 1970, 41, 1237–1238. [Google Scholar] [CrossRef]
- East, D.R.; Kellam, M.; Gibson, M.A.; Seeber, A.; Liang, D.; Nie, J.F. Amorphous magnesium sheet produced by twin roll casting. Mater. Sci. Forum 2010, 654, 1078–1081. [Google Scholar] [CrossRef]
- Lee, J.G.; Park, S.S.; Lee, S.B.; Chung, H.T.; Kim, N.J. Sheet fabrication of bulk amorphous alloys by twin-roll strip casting. Scr. Mater. 2005, 53, 693–697. [Google Scholar] [CrossRef]
- Oh, Y.S.; Lee, H.; Lee, J.G.; Kim, N.J. Twin-Roll Strip Casting of Iron-Base Amorphous Alloys. Mater. Trans. 2007, 48, 1584–1588. [Google Scholar] [CrossRef] [Green Version]
- Urata, A.; Nishiyama, N.; Amiya, K.; Inoue, A. Continuous casting of thick Fe-base glassy plates by twin-roller melt-spinning. Mater. Sci. Eng. A 2007, 449, 269–272. [Google Scholar] [CrossRef]
- Suzuki, T.; Anthony, A.M. Rapid quenching on the binary systems of high temperature oxides. Mater. Res. Bull. 1974, 9, 745–753. [Google Scholar] [CrossRef]
- Lee, J.G.; Lee, H.; Oh, Y.S.; Lee, S.; Kim, N.J. Continuous fabrication of bulk amorphous alloy sheets by twin-roll strip casting. Intermetallics 2006, 14, 987–993. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Roberts, S.N.; Johnson, W.L. Twin Roll Sheet Casting of Bulk Metallic Glasses and Composites in an Inert Environment. U.S. Patent 20130025746 A1, 31 January 2013. [Google Scholar]
- Ding, P.-D.; Pan, F.-S.; Jiang, B.; Wang, J.; Li, H.-L.; Wu, J.-C.; Xu, Y.-W.; Wen, Y. Twin-roll strip casting of magnesium alloys in China. Trans. Nonferrous Metals Soc. China 2008, 18, s7–s11. [Google Scholar] [CrossRef]
- Hu, X.; Ju, D.; Zhao, H. Thermal flow simulation of twin-roll casting magnesium alloy. J. Shanghai Jiaotong Univ. 2012, 17, 479–483. [Google Scholar] [CrossRef]
- Luo, L.T.; Gong, X.B.; Li, J.Z.; Kang, S.B.; Cho, J.H. Microstructure and Mechanical Properties of Severely Deformed Mg-4.5Al-1.0Zn Alloy Processed by Asymmetric Rolling on Ingot and Twin Roll Cast Strip. Mater. Res. 2016, 19, 207–214. [Google Scholar] [CrossRef] [Green Version]
- Park, S.S.; Park, W.J.; Kim, C.H.; You, B.S.; Kim, N.J. The Twin-Roll Casting of Magnesium Alloys. JOM 2009, 61, 14–18. [Google Scholar] [CrossRef]
- Pei, Z.P.; Ju, D.Y.; Li, X. Simulation of critical cooling rate and process conditions for metallic glasses in vertical type twin-roll casting. Trans. Nonferrous Met. Soc. China 2017, 27, 2406–2414. [Google Scholar] [CrossRef]
- Holzwarth, U.; Gibson, N. The Scherrer equation versus the ‘Debye-Scherrer equation’. Nat. Nanotechnol. 2011, 6, 534. [Google Scholar] [CrossRef] [PubMed]
- Pecharsky, V.K.; Zavalij, P.Y. Properties, Sources, and Detection of Radiation. In Fundamentals of Powder Diffraction and Structural Characterization of Materials; Springer: Boston, MA, USA, 2009; pp. 107–132. [Google Scholar]
- Jung, I.-H.; Sanjari, M.; Kim, J.; Yue, S. Role of RE in the deformation and recrystallization of Mg alloy and a new alloy design concept for Mg–RE alloys. Scr. Mater. 2015, 102, 1–6. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Calculations of mixing enthalpy and mismatch entropy for ternary amorphous alloy. Mater. Trans. JIM 2000, 41, 1372–1378. [Google Scholar] [CrossRef]
- Inoue, A. Stabilization of metallic supercooled liquid and bulk amorphous alloys. Acta Mater. 2000, 48, 279–306. [Google Scholar] [CrossRef]
- Anawati, A.; Asoh, H.; Ono, S. Effects of alloying element Ca on the corrosion behavior and bioactivity of anodic films formed on AM60 Mg alloys. Materials 2017, 10, 11. [Google Scholar] [CrossRef] [PubMed]
- Song, Y.; Han, E.; Shan, D.; Yim, C.D.; You, B.S. Effect of hydrogen on the corrosion behavior of the Mg–xZn alloys. Corros. Sci. 2012, 60, 238–245. [Google Scholar]
- Zhang, B.; Hou, Y.; Wang, X.; Wang, Y.; Geng, L. Effects of solidification cooling rate on the corrosion resistance of Mg–Zn–Ca alloy. Mater. Sci. Eng. C 2011, 31, 1667–1673. [Google Scholar] [CrossRef]
- Bakhsheshi-Rad, R.; Abdul-Kadir, M.R.; Idris, M.H.; Farahany, S. Relationship between the corrosion behavior and the thermal characteristics and microstructure of Mg–0.5Ca–xZn alloys. Corros. Sci. 2012, 64, 184–197. [Google Scholar]
- Makar, G.L.; Kruger, J. Corrosion of magnesium. Intern. Mater. Rev. 1993, 38, 138–153. [Google Scholar] [CrossRef]
- Witte, F.; Kaese, V.; Haferkamp, H.; Switzer, E.; Meyer-Lindenberg, A.; Wirth, C.J.; Windhagen, H. In vivo corrosion of four magnesium alloys and the associated bone response. Biomaterials 2005, 26, 3557–3563. [Google Scholar] [CrossRef]
- Janning, C.; Willbold, E.; Vogt, C.; Nellesen, J.; Meyer-Lindenberg, A.; Windhagen, H.; Windhagen, F.; Thorey, F.W. Magnesium hydroxide temporarily enhancing osteoblast activity and decreasing the osteoclast number in peri-implant bone remodelling. Acta Biomater. 2010, 6, 1861–1868. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.X.; Cui, F.Z.; Lee, I.S.; Zhang, Y.; Yin, Q.S.; Xia, H.; Yang, S.X. In vivo biocompatibility and degradation behavior of Mg alloy coated by calcium phosphate in a rabbit model. J. Biomater. Appl. 2012, 27, 153–164. [Google Scholar] [CrossRef] [PubMed]
- Yoshizawa, S.; Brown, A.; Barchowsky, A.; Sfeir, C. Magnesium ion stimulation of bone marrow stromal cells enhances osteogenic activity, simulating the effect of magnesium alloy degradation. Acta Biomater. 2014, 10, 2834–2842. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Mg | Al | Si | Mn | Cu | Fe | Zn | La | Ce |
|---|---|---|---|---|---|---|---|---|---|
| at% | 95.253 | 3.460 | 0.145 | 0.132 | 0.040 | 0.041 | 0.053 | 0.297 | 0.579 |
| wt% | 90.770 | 3.660 | 0.160 | 0.284 | 0.101 | 0.090 | 0.136 | 1.618 | 3.181 |
| Radius/nm | 0.160 | 0.143 | 0.134 | 0.132 | 0.128 | 0.126 | 0.139 | 0.187 | 0.182 |
| ARDMg/% | - | 10.63 | 16.25 | 17.50 | 20.00 | 21.25 | 13.13 | 16.87 | 13.75 |
| ARDAl/% | 11.88 | - | 6.29 | 7.69 | 10.50 | 11.88 | 2.78 | 30.77 | 27.27 |
| (hkl) | (100) | (002) | (101) | (102) | (110) | (103) |
|---|---|---|---|---|---|---|
| Dhkl/nm | 5.1 | 14.2 | 7.8 | 10.6 | 16.6 | 17.9 |
| Sample | Ecorr (V) | Icorr (μA) | Rs (Ω·cm−2) | Rf (Ω·cm−2) | CPE1 (F) | CPE2 (F) | Rt (Ω·cm−2) | Rp (Ω·cm−2) |
|---|---|---|---|---|---|---|---|---|
| Ingot | −1.37 | 1.74 × 10−3 | 50.73 | 22.72 | 7.1 × 10−5 | 2.60 × 10−2 | 528.37 | 410.12 |
| Sheet | −1.08 | 1.51 × 10−4 | 56.61 | 216.18 | 4.03 × 10−6 | 1.57 × 10−4 | 4655.12 | 4920.25 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Ju, D.; Wang, H. Preparation and Characterization of Mg-RE Alloy Sheets and Formation of Amorphous/Crystalline Composites by Twin Roll Casting for Biomedical Implant Application. Metals 2019, 9, 1075. https://doi.org/10.3390/met9101075
Wang H, Ju D, Wang H. Preparation and Characterization of Mg-RE Alloy Sheets and Formation of Amorphous/Crystalline Composites by Twin Roll Casting for Biomedical Implant Application. Metals. 2019; 9(10):1075. https://doi.org/10.3390/met9101075
Chicago/Turabian StyleWang, Haijian, Dongying Ju, and Haiwei Wang. 2019. "Preparation and Characterization of Mg-RE Alloy Sheets and Formation of Amorphous/Crystalline Composites by Twin Roll Casting for Biomedical Implant Application" Metals 9, no. 10: 1075. https://doi.org/10.3390/met9101075
APA StyleWang, H., Ju, D., & Wang, H. (2019). Preparation and Characterization of Mg-RE Alloy Sheets and Formation of Amorphous/Crystalline Composites by Twin Roll Casting for Biomedical Implant Application. Metals, 9(10), 1075. https://doi.org/10.3390/met9101075