VHCF Response of Two AISI H13 Steels: Effect of Manufacturing Process and Size-Effect


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and ESR Process
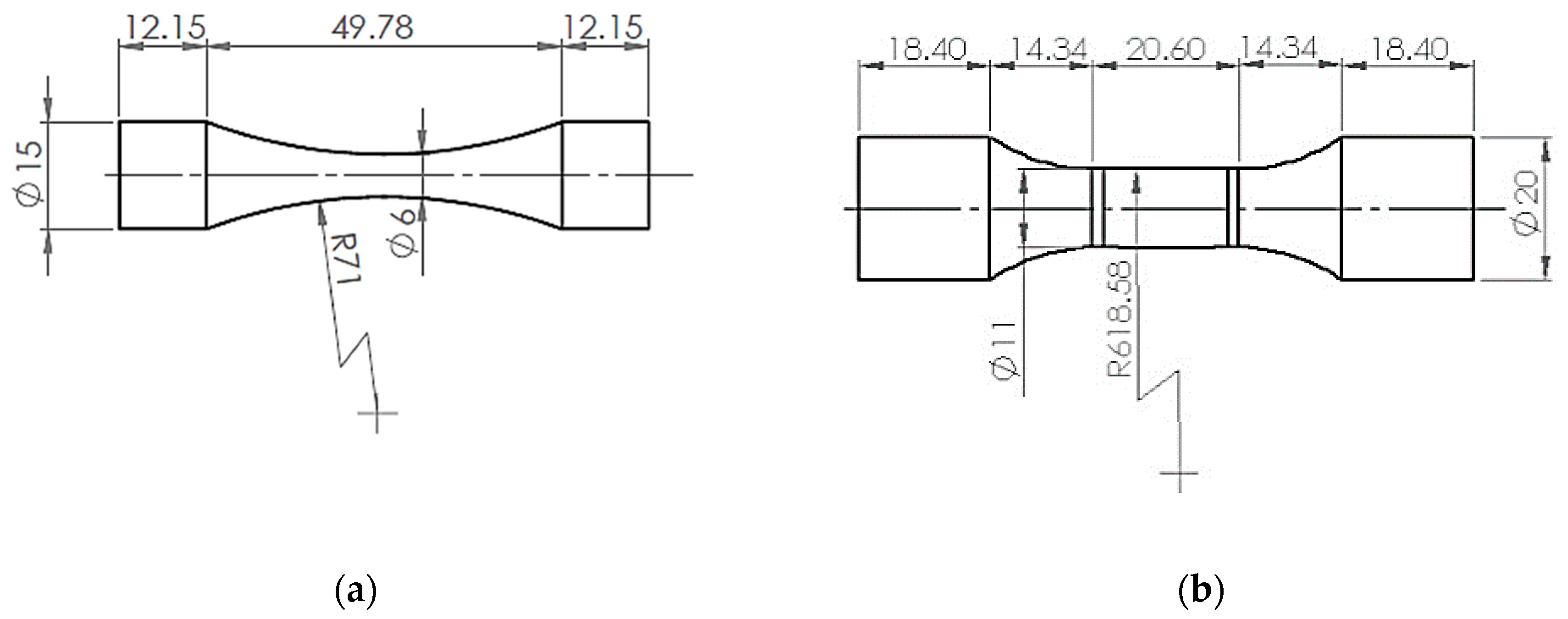
2.2. Specimen Design
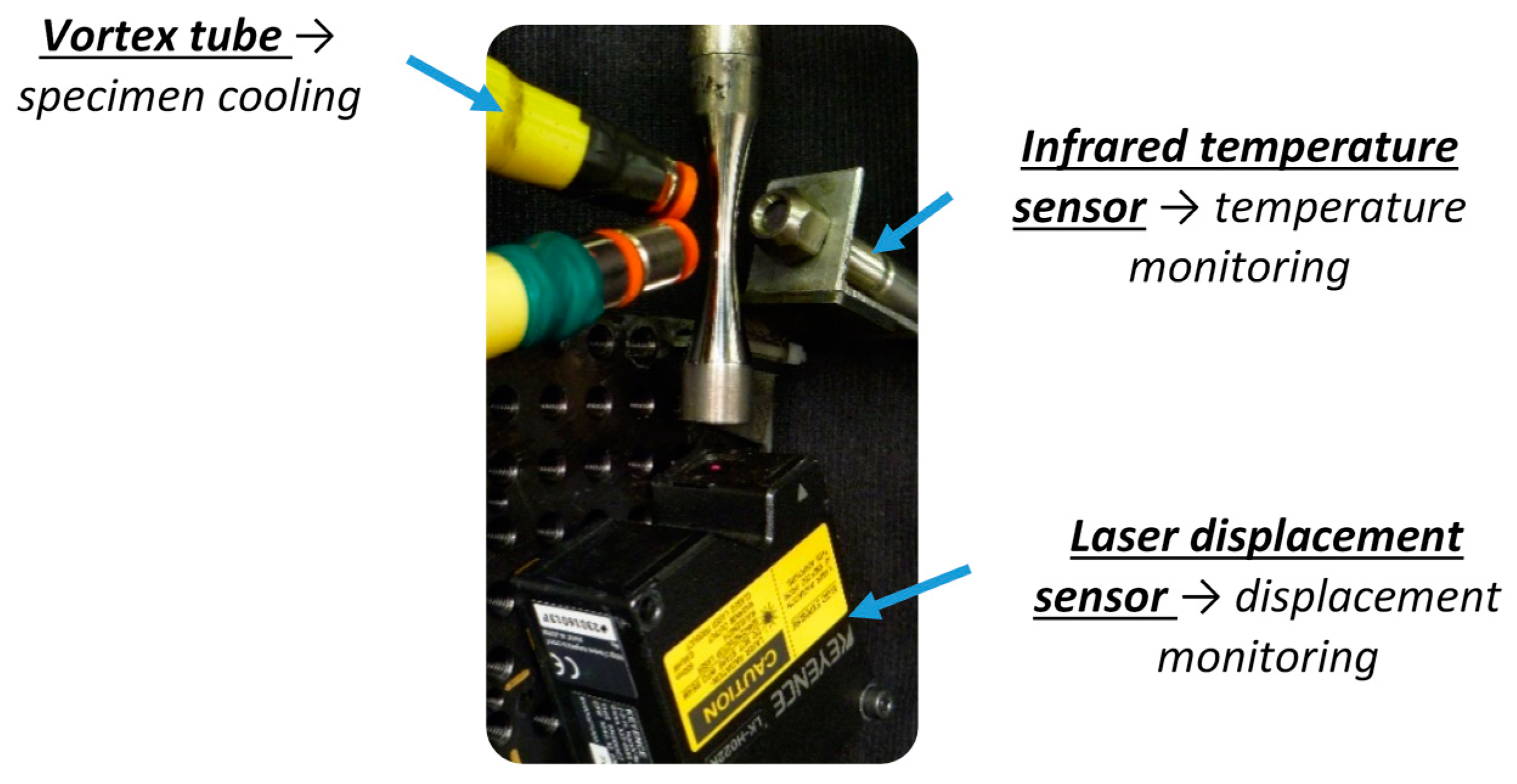
2.3. Ultrasonic Testing Configuration
3. Experimental Results
3.1. Experimental Dataset
3.2. Defect Analysis
3.3. Size-Effect and ESR Process: Influence on the VHCF Strength
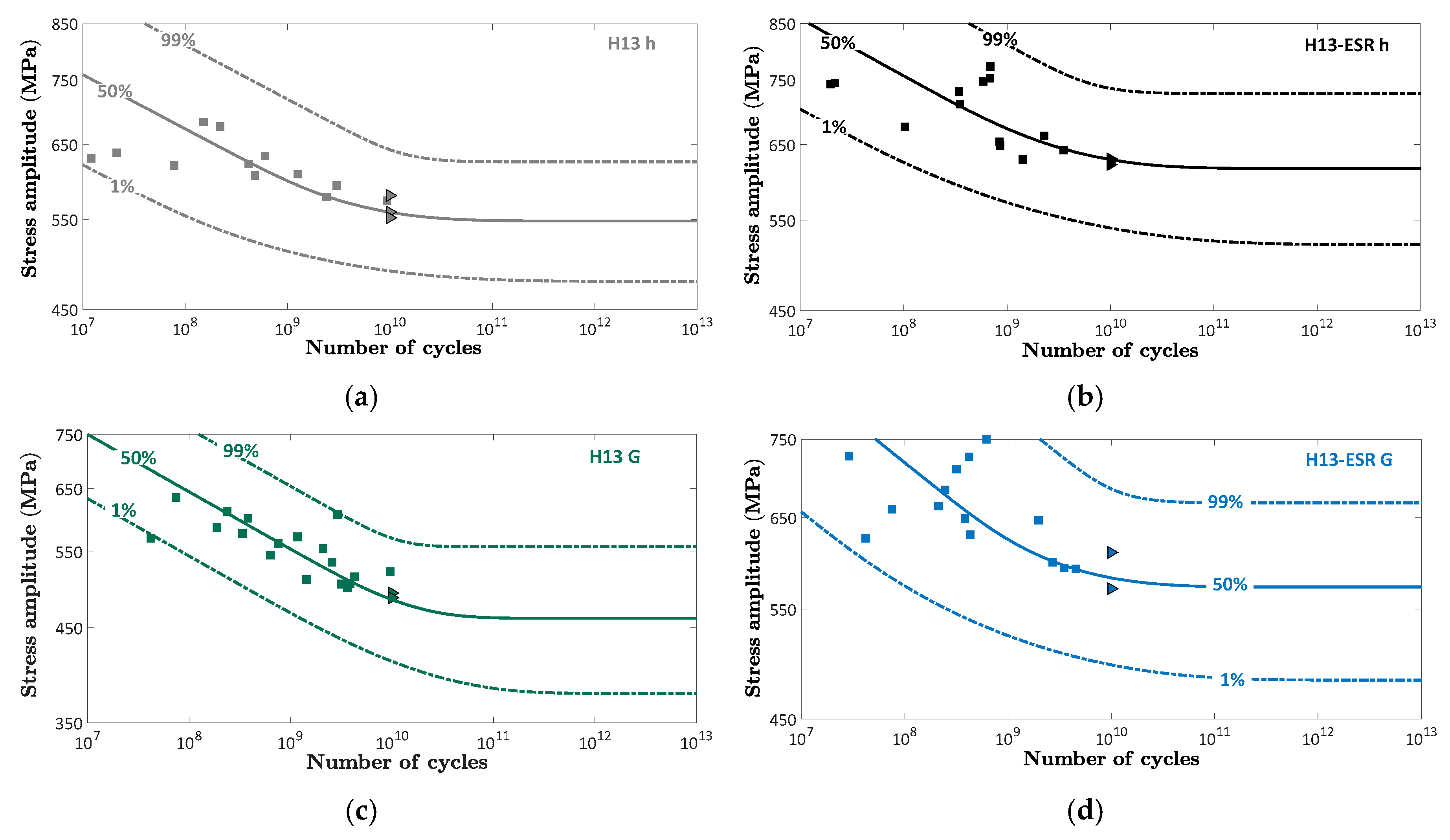
3.4. P–S–N Curves
4. Conclusions
Funding
Conflicts of Interest
References
- Bathias, C.; Paris, P.C. Gigacycle Fatigue in Mechanical Practice, 1st ed.; CRC Dekker: New York, NY, USA, 2004. [Google Scholar]
- Shanyavskiy, A.A. Very-high-cycle-fatigue of in-service air-engine blades, compressor and turbine. Sci. China Phys. Mech. Astron. 2014, 57, 19–29. [Google Scholar] [CrossRef]
- Murakami, Y. Metal Fatigue: Effects of Small Defects and Nonmetallic Inclusions, 1st ed.; Elsevier Ltd: Oxford, UK, 2002. [Google Scholar]
- Akiniwa, Y.; Stanzl-Tschegg, S.; Mayer, H.; Wakita, M.; Tanaka, K. Fatigue strength of spring steel under axial and torsional loading in the very high cycle regime. Int. J. Fatigue 2008, 94, 178–191. [Google Scholar] [CrossRef]
- Furuya, Y. Notable size effects on very high cycle fatigue properties of high strength steel. Mater. Sci. Eng. A 2011, 528, 5234–5240. [Google Scholar] [CrossRef]
- Paolino, D.S.; Tridello, A.; Chiandussi, G.; Rossetto, M. Crack growth from internal defects and related size-effect in VHCF. Proced. Struct. Integr. 2017, 5, 247–254. [Google Scholar] [CrossRef]
- Paolino, D.S.; Tridello, A.; Chiandussi, G.; Rossetto, M. Effect of defect size on P-S-N curves in very-high-cycle fatigue. Proced. Struct. Integr. 2017, 7, 335–342. [Google Scholar] [CrossRef]
- Totten, G.E.; Xie, L.; Funatani, K. Handbook of Mechanical Alloy Design, 1st ed.; CRC Press: New York, NY, USA, 2003. [Google Scholar]
- Sawahata, A.; Tanigawa, H.; Enomoto, M. Effects of ElectroSlag Remelting on inclusion formation and impact property of reduced activation ferritic/martensitic steels. J. Jpn. Inst. Met. 2008, 72, 176–180. [Google Scholar] [CrossRef]
- Zhang, L.; Allanore, A.; Wang, C.; Yurko, J.A.; Crapps, J. Materials Processing Fundamentals, 1st ed.; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Tridello, A.; Paolino, D.S.; Chiandussi, G.; Rossetto, M. Analytical design of gigacycle fatigue specimens for size effect evaluation. Key Eng. Mater. 2014, 577–558, 369–372. [Google Scholar] [CrossRef]
- Paolino, D.S.; Tridello, A.; Chiandussi, G.; Rossetto, M. On specimen design for size effect evaluation in ultrasonic gigacycle fatigue testing. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 570–579. [Google Scholar] [CrossRef] [Green Version]
- Tridello, A.; Paolino, D.S.; Chiandussi, G.; Rossetto, M. VHCF response of AISI H13 steel: Assessment of size effects through Gaussian specimens. Proced. Eng. 2015, 109, 121–127. [Google Scholar] [CrossRef]
- Tridello, A. VHCF response of Gaussian specimens made of high-strength steels: Comparison between unrefined and refined AISI H13. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1676–1689. [Google Scholar] [CrossRef]
- Paolino, D.S.; Rossetto, M.; Chiandussi, G.; Tridello, A. Sviluppo di una Macchina a Ultrasuoni per Prove di Fatica Gigaciclica. In Proceedings of the 41th AIAS Conference, Vicenza, Italy, 5–8 September 2012. (In Italian). [Google Scholar]
- Tridello, A.; Paolino, D.S.; Chiandussi, G.; Rossetto, M. VHCF strength decrement in large H13 steel specimens subjected to ESR process. Proced. Struct. Integr. 2016, 2, 1117–1124. [Google Scholar] [CrossRef] [Green Version]
- Paolino, D.S.; Tridello, A.; Chiandussi, G.; Rossetto, M. S-N curves in the very-high-cycle fatigue regime: Statistical modeling based on the hydrogen embrittlement consideration. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 1319–1336. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Method for Dynamic Young’s Modulus, Shear Modulus, and Poisson’s Ratio by Impulse Excitation of Vibration; ASTM Standard E1876-09; ASTM Standard: West Conshohocken, PA, USA, 2009. [Google Scholar]
- EN ISO 6507-1 Metallic Materials—Vickers Hardness Test—Part 1: Test Method; International Standard Organization (ISO): Genève, Switzerland, 2005.
- Tridello, A.; Paolino, D.S.; Chiandussi, G.; Rossetto, M. Comparison between dog-bone and Gaussian specimens for size effect evaluation in gigacycle fatigue. Frattura e Integrità Strutturale 2013, 26, 49–56. [Google Scholar] [CrossRef]
- Tridello, A.; Paolino, D.S.; Chiandussi, G.; Rossetto, M. VHCF response of H13 steels produced with different manufacturing processes. Proced. Eng. 2016, 160, 93–100. [Google Scholar] [CrossRef]
- Tridello, A.; Paolino, D.S.; Chiandussi, G.; Rossetto, M. Effect of electroslag remelting on the VHCF response of an AISI H13 steel. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1783–1794. [Google Scholar] [CrossRef]
- Stanzl-Tschegg, S. Very high cycle fatigue measuring techniques. Int. J. Fatigue 2014, 60, 2–17. [Google Scholar] [CrossRef]
- Tridello, A.; Paolino, D.S.; Chiandussi, G.; Rossetto, M. Gaussian specimens for gigacycle fatigue tests: Evaluation of temperature increment. Key Eng. Mater. 2015, 625, 85–88. [Google Scholar] [CrossRef]
- Tridello, A.; Paolino, D.S.; Chiandussi, G.; Rossetto, M. Gaussian specimens for VHCF tests: Analytical prediction of damping effects. Int. J. Fatigue 2016, 83, 36–41. [Google Scholar] [CrossRef]
- Bathias, C. There is no infinite fatigue life in metallic materials. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 559–565. [Google Scholar] [CrossRef]
- Sakai, T.; Lian, B.; Takeda, M.; Shiozawa, K.; Oguma, N.; Ochi, Y.; Nakajima, M.; Nakamura, T. Statistical duplex S-N characteristics of high carbon chromium bearing steel in rotating bending in very high cycle regime. Int. J. Fatigue 2010, 32, 497–504. [Google Scholar] [CrossRef]
- Pyttel, B.; Schwerdt, D.; Berger, C. Very high cycle fatigue—Is there a fatigue limit? Int. J. Fatigue 2011, 33, 49–58. [Google Scholar] [CrossRef]
- Paolino, D.S.; Tridello, A.; Chiandussi, G.; Rossetto, M. Statistical distributions of transition fatigue strength and transition fatigue life in duplex S-N fatigue curves. Theor. Appl. Fract. Mec 2015, 80, 31–39. [Google Scholar] [CrossRef]
- Paolino, D.S.; Tridello, A.; Geng, H.S.; Chiandussi, G.; Rossetto, M. Duplex S-N fatigue curves: Statistical distribution of the transition fatigue life. Frattura e Integrità Strutturale 2014, 30, 417–423. [Google Scholar] [CrossRef]
- Schuller, R.; Fitzka, M.; Irrasch, D.; Tran, D.; Pennings, B.; Mayer, H. VHCF properties of nitrided 18Ni maraging steel thin sheets with different Co and Ti content. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 518–527. [Google Scholar] [CrossRef]
- Tridello, A.; Biffi, C.A.; Fiocchi, J.; Bassani, P.; Chiandussi, G.; Rossetto, M.; Tuissi, A.; Paolino, D.S. VHCF response of as-built SLM AlSi10Mg specimens with large loaded volume. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1918–1928. [Google Scholar] [CrossRef]
- Zhang, J.W.; Lu, L.T.; Wu, P.B.; Ma, J.J.; Wang, G.G.; Zhang, W.H. Inclusion size evaluation and fatigue strength analysis of 35CrMo alloy railway axle steel. Mater. Sci. Eng. A 2013, 562, 211–217. [Google Scholar] [CrossRef]
- Sakai, T. Review and prospects for current studies on very high cycle fatigue of metallic materials for machine structural use. J. Solid Mech. Mater. Eng. 2009, 3, 425–439. [Google Scholar] [CrossRef]
- Paolino, D.S.; Tridello, A.; Chiandussi, G.; Rossetto, M. A general model for crack growth from initial defect in very-high-cycle fatigue. Proced. Struct. Integr. 2017, 3, 411–423. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | Mo | V |
|---|---|---|---|---|---|---|
| % | 0.39 | 1 | 0.4 | 0.4 | 5.3 | 0.9 |
| Material | Ed (GPa) | σu (MPa) | HV (HV) |
|---|---|---|---|
| H13 | 211.7–211.9 | 1987–2021 | 554–570 |
| H13-ESR | 212.8–212.9 | 2085–2105 | 555–562 |
| Material | Specimen | (μm) | (μm) |
|---|---|---|---|
| H13 | Hourglass | 21 | 41 |
| H13 | Gaussian | 19 | 56 |
| H13-ESR | Hourglass | 10 | 23 |
| H13-ESR | Gaussian | 15 | 31 |
| - | SS | DOF | MS | p-Value |
|---|---|---|---|---|
| Process | 0.0388 | 1 | 0.0364 | 0.000 * |
| Size | 0.0138 | 1 | 0.0138 | 0.002 * |
| Interaction | 0.0002 | 1 | 0.0002 | 0.727 |
| Error | 0.0697 | 55 | 0.0013 | - |
| Total | 0.1224 | 58 | - | - |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tridello, A. VHCF Response of Two AISI H13 Steels: Effect of Manufacturing Process and Size-Effect. Metals 2019, 9, 133. https://doi.org/10.3390/met9020133
Tridello A. VHCF Response of Two AISI H13 Steels: Effect of Manufacturing Process and Size-Effect. Metals. 2019; 9(2):133. https://doi.org/10.3390/met9020133
Chicago/Turabian StyleTridello, Andrea. 2019. "VHCF Response of Two AISI H13 Steels: Effect of Manufacturing Process and Size-Effect" Metals 9, no. 2: 133. https://doi.org/10.3390/met9020133
APA StyleTridello, A. (2019). VHCF Response of Two AISI H13 Steels: Effect of Manufacturing Process and Size-Effect. Metals, 9(2), 133. https://doi.org/10.3390/met9020133