Examination of the High Tensile Ductility Improvement in an As-Solutionized AA7075 Alloy with the Aid of a Friction Stir Process


Abstract
:1. Introduction
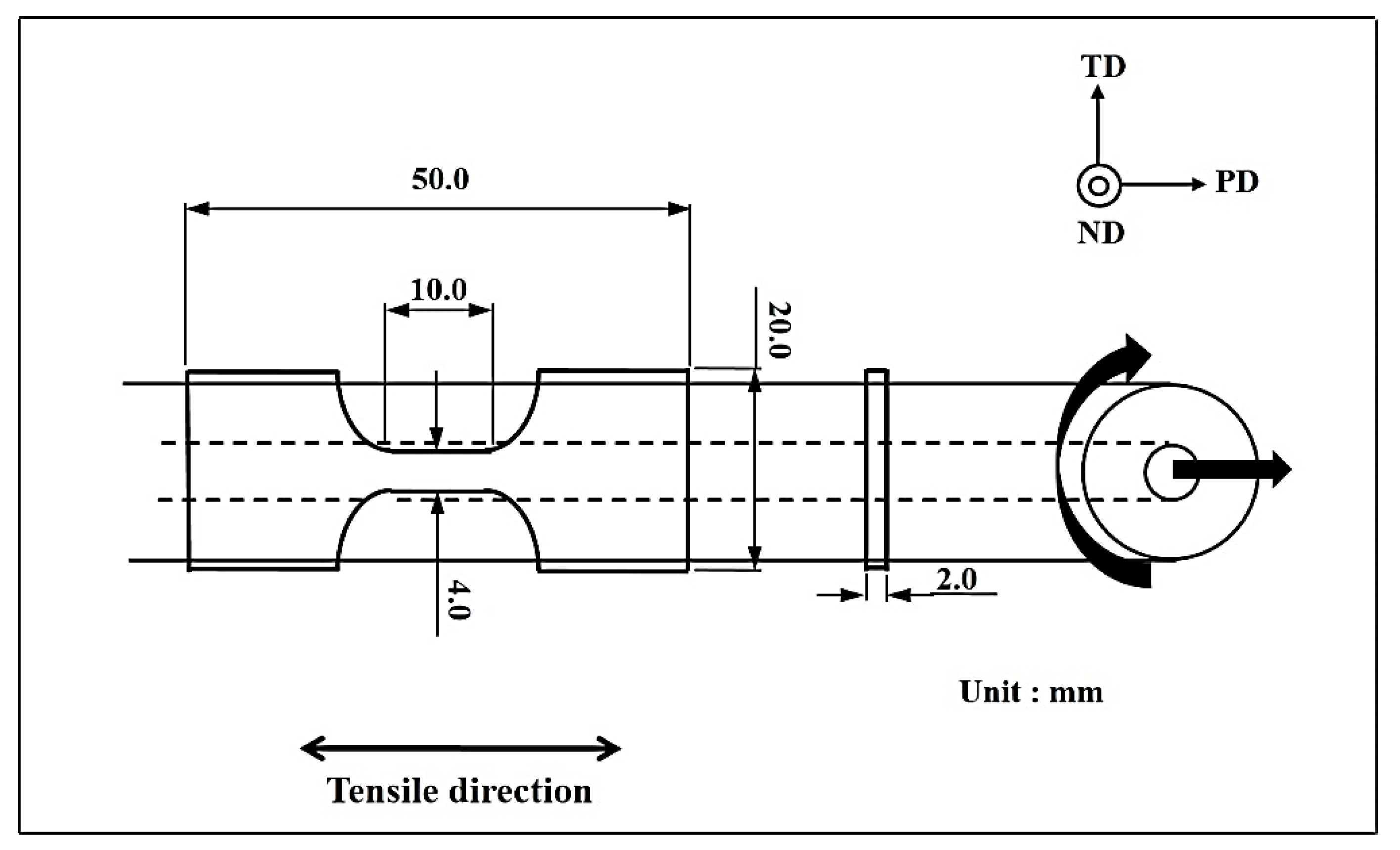
2. Materials and Methods
3. Results and Discussion
3.1. High Improvement of Tensile Ductility in the FSPed Sample via W Treatment
3.2. Microstructural Feature of the As-Solutionized and FSPed Materials
3.3. Correlation of the Improvement of Tensile Ductility due to the Introduction of W Heat Treatment and FSP
4. Conclusions
- (1)
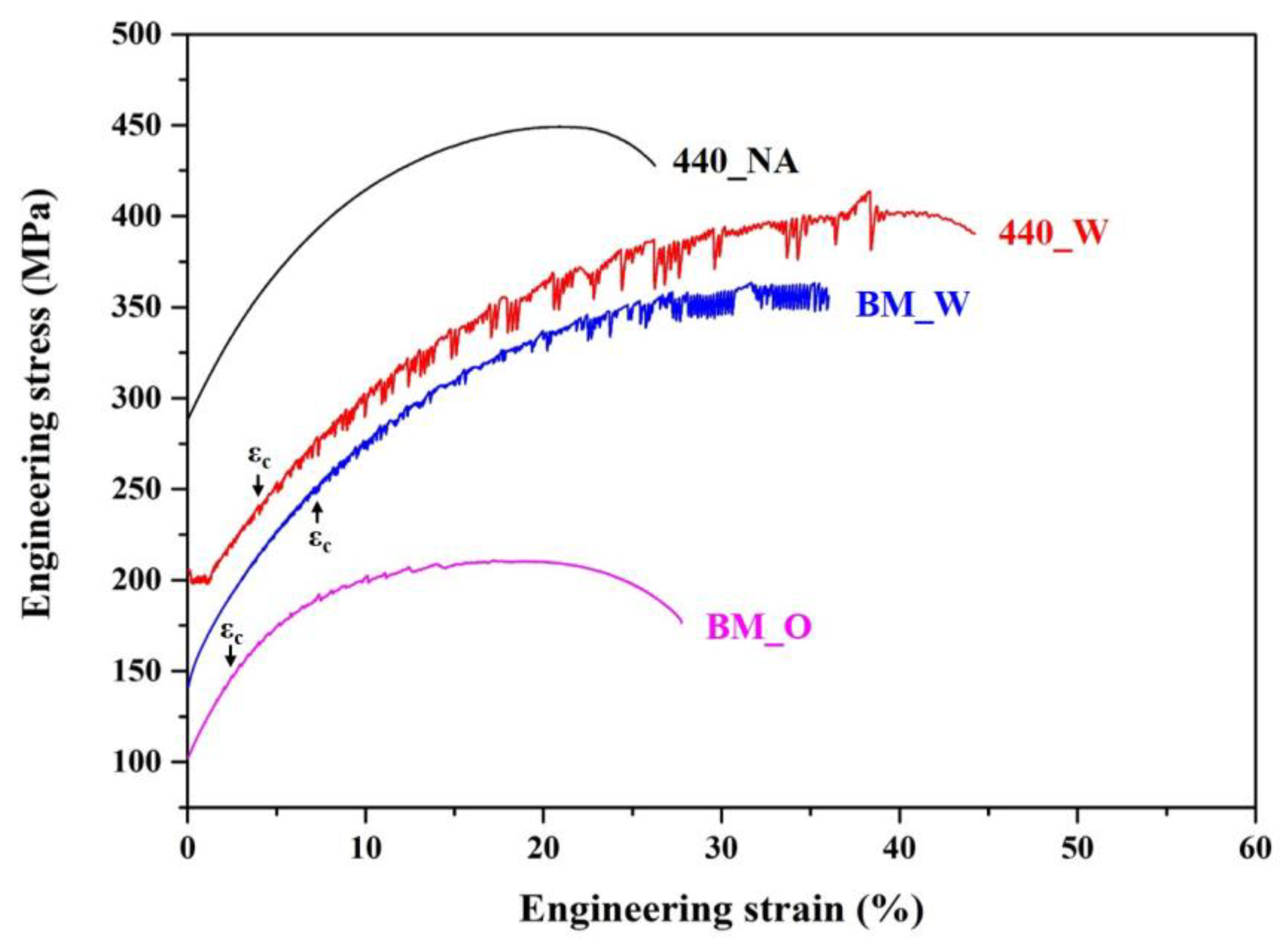
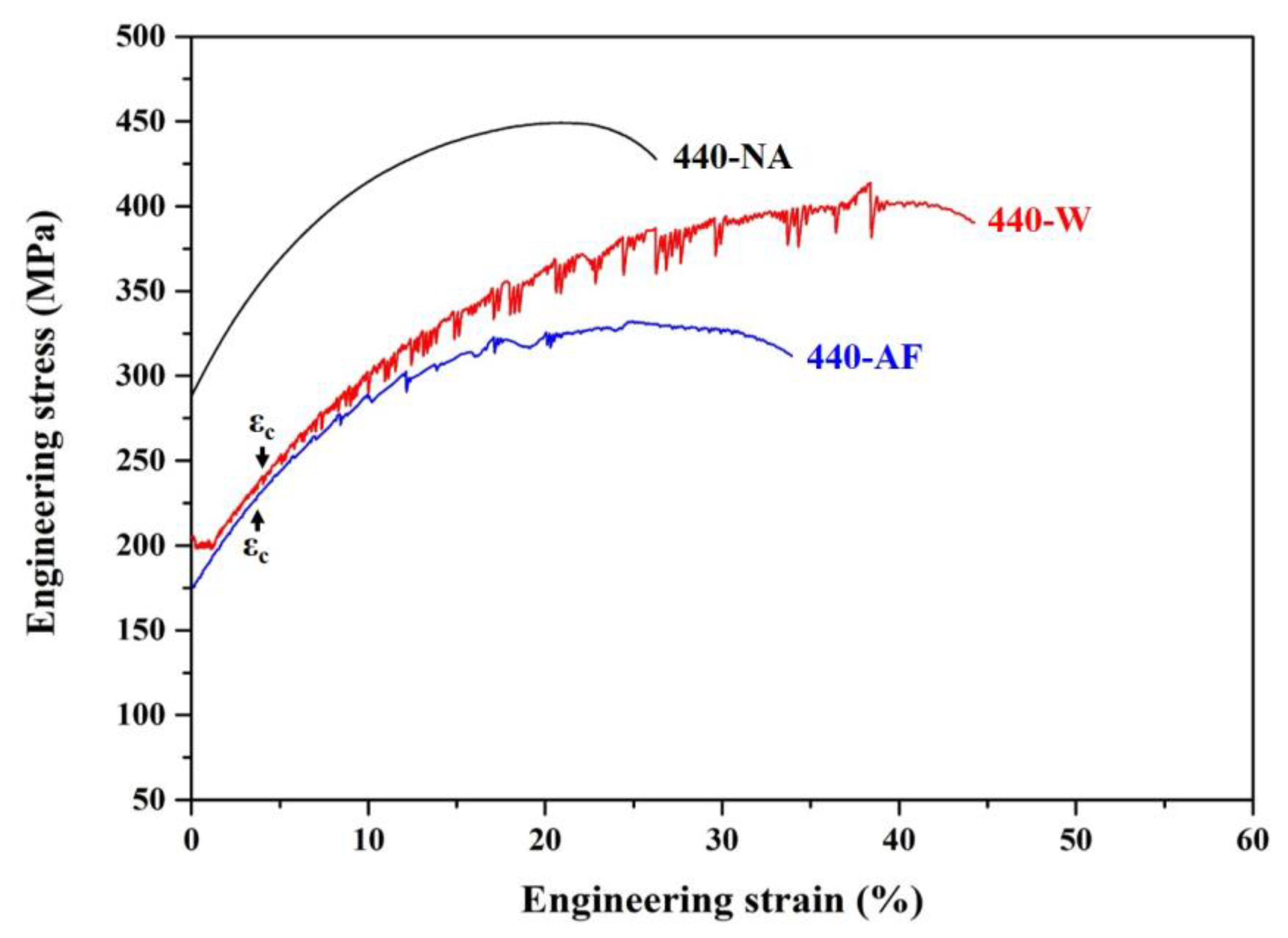
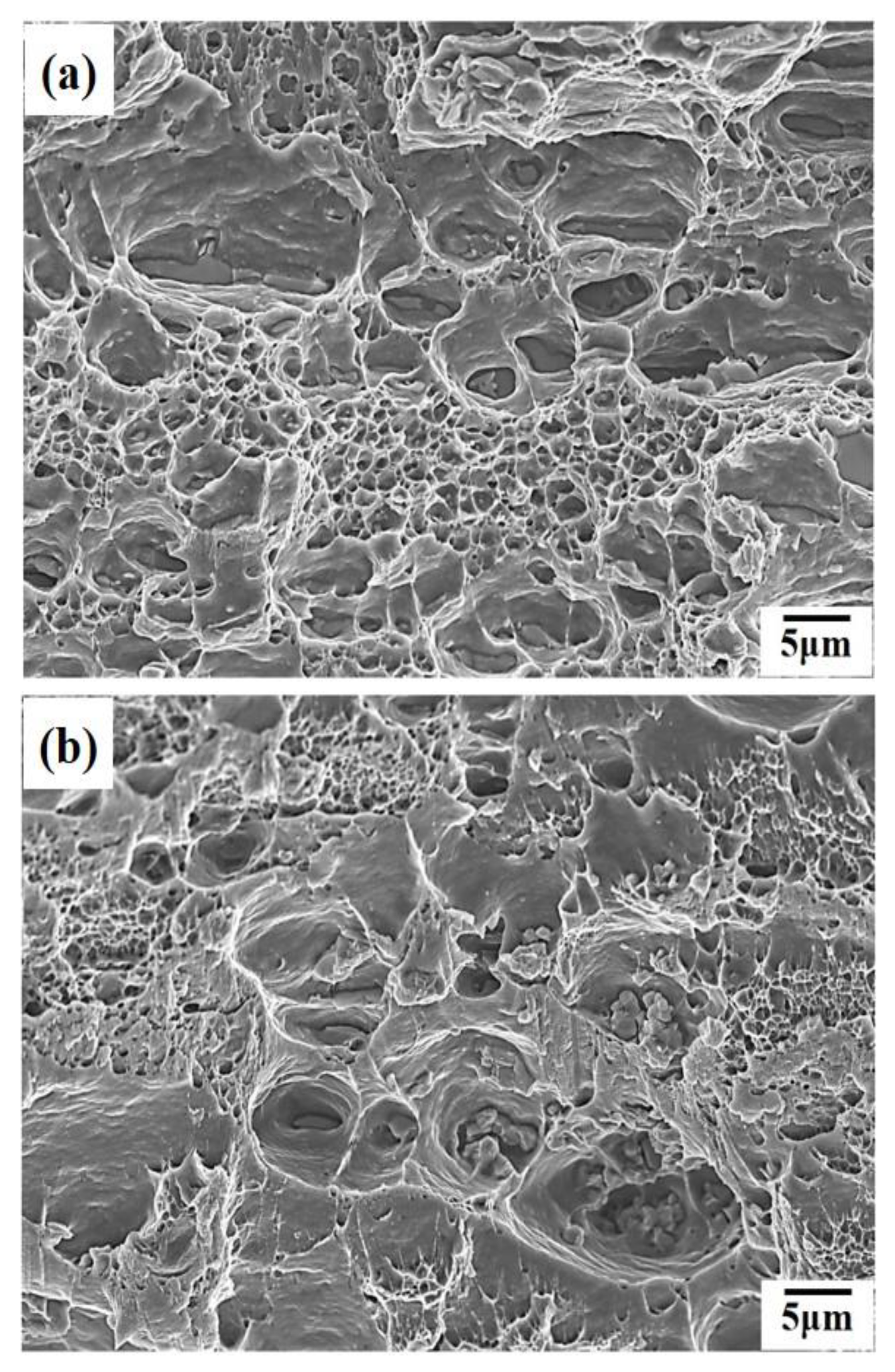
- The ductility of the 7075 aluminum alloy was improved by the FSP and W treatment, where the 440-W specimen exhibited a high improvement in tensile elongation (40.3%) that was at least 1.5-fold greater than that of the annealed BM-O and 440-NA samples (22%). The main cause was investigated, and it was determined that this was correlated with the Zn and Mg consumed during the formation of the Zn- and Mg-rich precipitates and the grain refinement. Furthermore, the ultimate tensile strength (UTS) of the samples indicated that the onset necking was also significantly prolonged.
- (2)
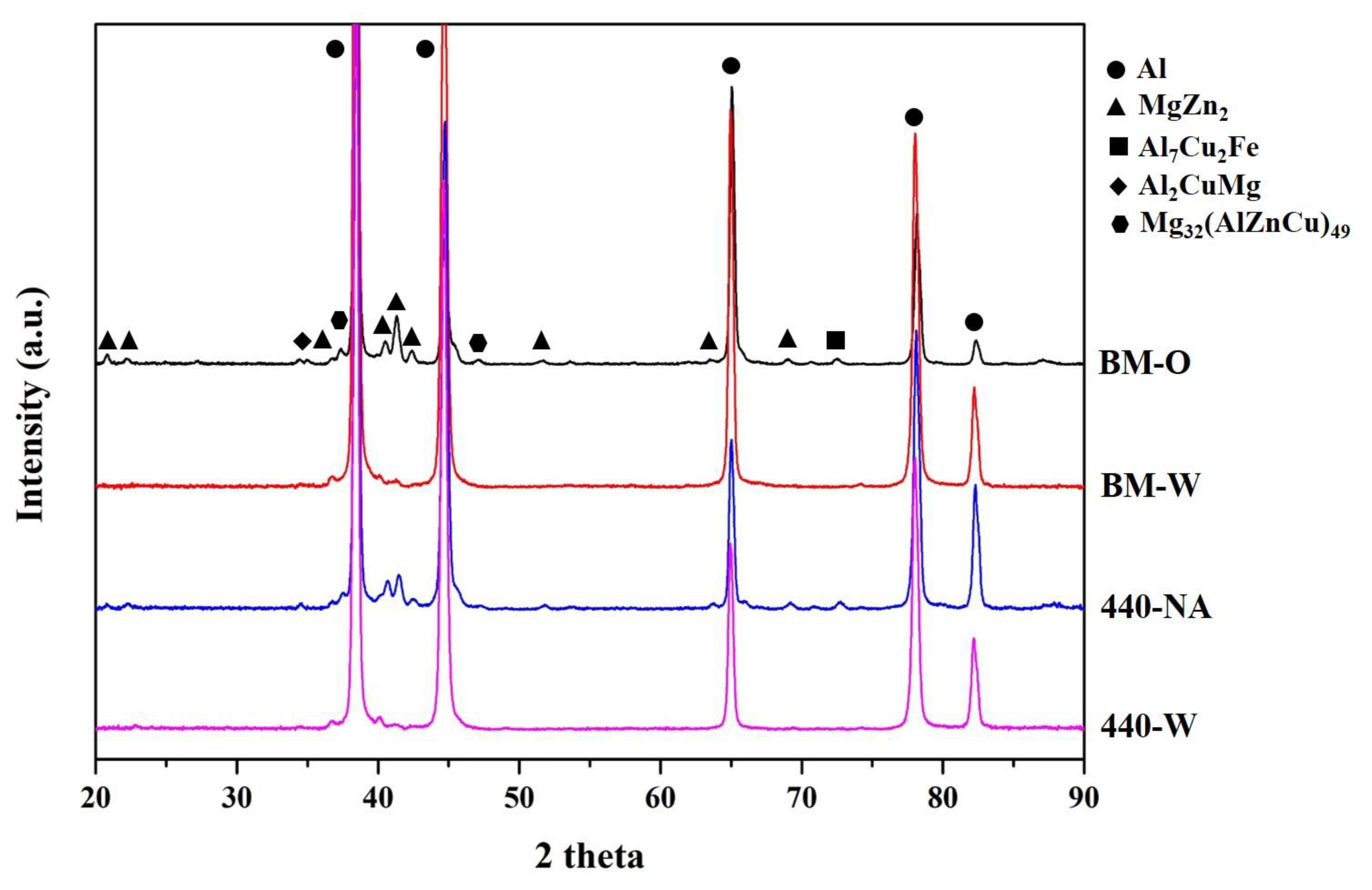
- Most of the small intermetallic particles dissolved after the 480 °C solution treatment and rapid quenching (W specimens), and the concentrations of the Mg and Zn atoms tended to increase in the matrix. The differences in the morphology and the composition of the intermetallic particles indicated that the intermetallic particles could be divided into (1) Al-Cu-Fe composition, including Al7Cu2Fe phase (irregular or oval-shaped) in the Al matrix and (2) Al-Mg-Si-Cr phase (irregular or spherical). In addition, the smaller particles (<1 μm) could be determined as the MgZn2 phase.
- (3)
- The room temperature ductility of the high strength 7075 alloy was improved more than 1.5-fold by the FSP combined with W treatment. This could be attributed to the increases in the work-hardening ability, which affected the tensile ductility of the samples.
- (4)
- The yield-point phenomenon (Piobert–Lüders effect) occurred for the FSPed specimen with W treatment due to grain refinement and high solid solubility, and the Portevin–LeChatelier (PL) effect occurred during the tensile deformation of the W-treated materials. The critical onset strain and the amplitude of the stress drop in the serrations were correlated with the grain size, the precipitates, and the concentrations of solute atoms. The supersaturated Zn and Mg atoms dissolved in the matrix constituted point defects that inhibited the motion of the mobile dislocations occurring during tensile deformation, which manifested as serrations in the tensile flow curve, finally resulting in a higher n value.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Starke, E.A., Jr.; Staley, J.T. Application of modern aluminum alloys to aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Rajan, R.; Kah, P.; Mvola, B.; Martikainen, J. Trends in Aluminium Alloy Development and Their Joining Methods. Rev. Adv. Mater. Sci. 2016, 44, 383–397. [Google Scholar]
- Liu, J. Advanced Aluminum and Hybrid Aerostructures for Future Aircraft. Mater. Sci. Forum 2006, 519–521, 1233–1238. [Google Scholar] [CrossRef]
- Sessler, J.; Welss, V. Metallurgy. Materials Data Handbook: Aluminum Alloy 7075, 1st ed.; National Aeronautics and Space Administration: Huntsville, AL, USA, 1967; pp. 9–23. [Google Scholar]
- Hatch, J.E. Aluminum: Properties and Physical Metallurgy, 1st ed.; American Society for Metals: Geauga County, OH, USA, 1984; pp. 152–153. ISBN 0-87170-176-6. [Google Scholar]
- Ku, M.H.; Hung, F.Y.; Lui, T.S.; Lai, J.C. Enhanced formability and accelerated precipitation behavior of 7075 Al alloy extruded rod by high temperature aging treatment. Metals 2018, 8, 648. [Google Scholar] [CrossRef]
- Deschamps, A.; Niewczas, M.; Bley, F.; Brechet, Y.; Embury, J.D.; Le Sinq, L.; Livet, F.; Simon, J.P. Low-temperature dynamic precipitation in a supersaturated Al-Zn-Mg alloy and related strain hardening. Philos. Mag. 1999, 79, 2485–2504. [Google Scholar] [CrossRef]
- Kim, W.J.; Chung, C.S.; Ma, D.S.; Hong, S.I.; Kim, H.K. Optimization of strength and ductility of 2024 Al by equal channel angular pressing (ECAP) and post-ECAP aging. Scr. Metall. 2003, 49, 333–338. [Google Scholar] [CrossRef]
- Thevenet, D.; Mliha-Touati, M.; Zeghloul, A. The effect of precipitation on the Portevin-Le Chatelier effect in an Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 1999, 266, 175–182. [Google Scholar] [CrossRef]
- Pink, E. The effect of precipitates on characteristics of serrated flow in AlZn5Mg1. Acta Mater. 1989, 37, 1773–1781. [Google Scholar] [CrossRef]
- Sun, L.; Zhang, Q.; Jiang, H. Effect of solute concentration on portevin-Le chatelier effect in Al-Cu alloys. Front. Mater. Sci. China 2007, 1, 173–176. [Google Scholar] [CrossRef]
- Chan, K.S.; Chen, L.H.; Lui, T.S. The effect of particles on the critical strain associated with the Portevin-Le Chatelier effect in aluminum alloys. J. Mater. Sci. 1995, 30, 212–218. [Google Scholar] [CrossRef]
- Chen, M.C.; Chen, L.H.; Lui, T.S. Analysis on the critical strain associated with the onset of Portevin-Le Chatelier effect of substitutional F.C.C. alloys. Acta. Metall. 1992, 40, 2433–2438. [Google Scholar] [CrossRef]
- Chen, M.C.; Chen, L.H.; Lui, T.S. A modification on the Portevin-Le Chatelier effect of substitutional FCC alloys. Scr. Metall. 1989, 23, 655–658. [Google Scholar] [CrossRef]
- Sun, P.L.; Cerreta, E.K.; Gray III, G.T.; Bingert, J.F. The effect of grain size, strain rate, and temperature on the mechanical behavior of commercial purity aluminum. Metall. Mater. Trans. A 2006, 37A, 2983–2994. [Google Scholar] [CrossRef]
- Fu, S.; Cheng, T.; Zhang, Q.; Hu, Q.; Cao, P. Two mechanisms for the normal and inverse behaviors of the critical strain for the Portevin-Le Chatelier effect. Acta Mater. 2012, 60, 6650–6656. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.D.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Improvements to Friction Welding. GB Patent Application No. 9125978.8, December 1991. [Google Scholar]
- Nadammal, N.; Kailas, S.V.; Sazunar, J.; Suwas, S. Development of microstructure and texture during single and multiple pass friction stir processing of a strain hardenable aluminium alloy. Mater. Charact. 2018, 140, 134–146. [Google Scholar] [CrossRef]
- Orozco-Caballero, A.; Álvarez-Leal, M.; Verdera, D.; Rey, P.; Ruano, O.A.; Carreño, F. Evaluation of mechanical anisotropy and the deformation mechanism in a multi-pass friction stir processed Al-Zn-Mg-Cu alloy. Mater. Des. 2017, 125, 116–125. [Google Scholar] [CrossRef]
- Charit, I.; Mishra, R.S.; Mahoney, M.W. Multi-sheet structures in 7475 aluminum by friction stir welding in concert with post-weld superplastic forming. Scr. Mater. 2002, 47, 631–636. [Google Scholar] [CrossRef]
- Johannes, L.B.; Mishra, R.S. Multiple Passes of Friction Stir Processing for the creation of Superplastic 7075 Aluminum. Mater. Sci. Eng. A 2007, 464, 255–260. [Google Scholar] [CrossRef]
- Lin, C.Y.; Lui, T.S.; Chen, L.H. Microstructural variation and tensile properties of a cast 5083 aluminum plate via friction stir processing. Mater. Trans. 2009, 12, 2801–2807. [Google Scholar] [CrossRef]
- Sato, Y.S.; Sugiura, Y.; Shoji, Y.; Park, S.H.C.; Kokawa, H.; Ikeda, K. Post-weld formability of friction stir welded Al alloy 5052. Mater. Sci. Eng. A 2004, 369, 138–143. [Google Scholar] [CrossRef]
- Wang, Q.; Zhao, Z.; Zhao, Y.; Yan, K.; Liu, C.; Zhang, H. The strengthening mechanism of spray forming Al-Zn-Mg-Cu alloy by underwater friction stir welding. Mater. Des. 2016, 102, 91–99. [Google Scholar] [CrossRef]
- Chen, S.T.; Lui, T.S.; Chen, L.H. Effect of revolutionary pitch on the microhardness drop and tensile properties of friction stir processed 1050 aluminum alloy. Mater. Trans. 2009, 8, 1941–1948. [Google Scholar] [CrossRef]
- Chen, S.T.; Lui, T.S.; Chen, L.H. Examination of the tensile deformation resistance and ductility of friction stir processes Al-Cu 2218 alloy at elevated temperatures. Mater. Trans. 2010, 8, 1474–1480. [Google Scholar] [CrossRef]
- Cheng, L.M.; Poole, W.J.; Embury, J.D.; Lloyd, D.J. The influence of precipitation on the work-hardening behavior of the aluminum alloys AA6111 and AA7030. Metall. Mater. Trans. A 2003, 34, 2473–2481. [Google Scholar] [CrossRef]
- Nagarjuna, S.; Srinivas, M.; Balasubramanian, K.; Sarma, D.S. Effect of modulations on yield stress and strain hardening exponent of solution treated Cu-Ti alloys. Scr. Mater. 1998, 38, 1469–1474. [Google Scholar] [CrossRef]
- Cai, Y.L.; Yang, S.L.; Fu, S.H.; Zhang, Q.C. The influence of specimen thickness on the Lüders effect of a 5456 Al-based alloy. Metals 2017, 6, 120. [Google Scholar]
- Coër, J.; Manach, P.Y.; Laurent, H.; Oliveira, M.C.; Menezes, L.F. Piobert-Lüders plateau and Portevin-Le Chatelier effect in an Al-Mg alloy in simple shear. Mech. Res. Commun. 2013, 48, 1–7. [Google Scholar] [CrossRef]
- Mazière, M.; Luis, C.; Marais, A.; Forest, S.; Gaspérini, M. Experimental and numerical analysis of the Lüders phenomenon in simple shear. Int. J. Solids Struct. 2017, 106–107, 305–314. [Google Scholar] [CrossRef]
- Cai, Y.L.; Yang, S.L.; Fu, S.H.; Zhang, D.; Zhang, Q.C. Investigation of Portevin-Le Chatelier band strain and elastic shrinkage in Al-based alloys associated with Mg contents. J. Mater. Sci. Technol. 2017, 33, 580–586. [Google Scholar] [CrossRef]
- Wen, W.; Morris, J.G. An investigation of serrated yielding in 5000 series aluminum alloys. Mater. Sci. Eng. A 2003, 354, 279–285. [Google Scholar] [CrossRef]
- Saha, G.G.; Mccormick, P.G.; Rama Rao, P. Portevin-Le Chatelier effect in an Al-Mn alloy I: Serration characteristics. Mater. Sci. Eng. 1984, 62, 187–196. [Google Scholar] [CrossRef]
- Chen, M.C.; Chen, L.H.; Lui, T.S. Vacancy concentration in strain ageing of substitutional fcc alloys. J. Mater. Sci. 1993, 28, 3329–3334. [Google Scholar] [CrossRef]
- Wen, W.; Morris, J.G. The effect of cold rolling and annealing on the serrated yielding phenomenon of AA5182 aluminum alloy. Mater. Sci. Eng. A 2004, 373, 204–216. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy; McGraw-Hill: New York, NY, USA, 1961. [Google Scholar]
- Hall, E.O. Yield Point Phenomena in Metals and Alloys; Springer: Boston, MA, USA, 1970. [Google Scholar]
- Wyrzykowski, J.W.; Grabski, M.W. Lüders deformation in ultrafine-grained pure aluminium. Mater. Sci. Eng. 1982, 56, 197–200. [Google Scholar] [CrossRef]
- Embury, J.D.; Nicholson, R.B. The nucleation of precipitates: The system Al-Zn-Mg. Acta Metall. 1965, 13, 403–416. [Google Scholar] [CrossRef]
- Wert, J.A. Identification of precipitates in 7075 Al after high-temperature aging. Scr. Metall. 1981, 15, 445–447. [Google Scholar] [CrossRef]
- Chang, Y.L.; Hung, F.Y.; Lui, T.S. Enhancing the tensile yield strength of A6082 aluminum alloy with rapid heat solutionizing. Mater. Sci. Eng. A 2017, 702, 438–445. [Google Scholar] [CrossRef]
- Zhong, H.; Rometsch, P.A.; Zhu, Q.; Cao, L.; Estrin, Y. Effect of pre-aging on dynamic strain ageing in Al-Mg-Si alloys. Mater. Sci. Eng. A 2017, 687, 323–331. [Google Scholar] [CrossRef]
- Chen, J.Z.; Zhen, L.; Fan, L.W.; Yang, S.J.; Dai, S.L.; Shao, W.Z. Portevin-Le Chatelier effect in Al-Zn-Mg-Cu-Zr aluminum alloy. Trans. Nonferrous. Met. Soc. China 2009, 19, 1071–1075. [Google Scholar] [CrossRef]
- Lebedkina, T.A.; Lebyodkin, M.A.; Lamark, T.T.; Janeček, M.; Estrin, Y. Effect of equal channel angular pressing on the Portevin-Le Chatelier effect in an Al3Mg alloy. Mater. Sci. Eng. A 2014, 615, 7–13. [Google Scholar] [CrossRef]
- Uan, J.Y.; Chen, L.H.; Lui, T.S. A study on the subgrain superplasticity of extruded Al-Al3Ni eutectic alloy. Metall. Mater. Trans. A 1997, 28A, 401–409. [Google Scholar] [CrossRef]
- Uan, J.Y.; Chen, L.H.; Lui, T.S. A study of the texture hardening of pure aluminum and Al-Al3Ni eutectic alloy with [111] fiber texture. Scr. Mater. 1997, 36, 1391–1395. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Metal | Rotational Speed (rpm) | AF *a | NA *b | W *c | O *d |
|---|---|---|---|---|---|
| BM-T6 | - | - | - | BM-W | BM-O |
| 440 | 440-AF | 440-NA | 440-W | - |
| Specimen Code | YS (MPa) | UTS (MPa) | UE (%) | TE (%) |
|---|---|---|---|---|
| BM-O | 102.0 ± 7.1 | 208.0 ± 3.1 | 13.8 ± 1.4 | 25.3 ± 1.9 |
| BM-W | 141.0 ± 4.7 | 367.0 ± 6.4 | 30.1 ± 2.0 | 33.4 ± 0.6 |
| 440-NA | 288.0 ± 14.6 | 454.0 ± 10.4 | 17.6 ± 1.2 | 22.5 ± 2.1 |
| 440-W | 206.0 ± 9.9 | 408.0 ± 8.5 | 32.5 ± 2.8 | 40.3 ± 0.8 |
| No. | Zn | Mg | Cu | Cr | Si | Fe | Al |
|---|---|---|---|---|---|---|---|
| A | 0 | 0 | 2.8 | 0 | 0 | 9.7 | 87.5 |
| B | 0 | 24.0 | 24.4 | 0 | 0 | 0 | 51.6 |
| C | 0 | 38.1 | 0 | 6.3 | 23.3 | 0 | 32.3 |
| D | 0 | 0 | 3.5 | 0 | 0 | 8.4 | 88.1 |
| E | 0.9 | 2.8 | 0 | 3.0 | 22.6 | 0 | 70.7 |
| F | 0 | 0 | 19.2 | 0 | 0 | 6.2 | 74.6 |
| G | 1.2 | 7.7 | 0 | 2.1 | 49.8 | 0 | 39.2 |
| H | 0 | 0 | 18.3 | 0 | 0 | 5.4 | 76.3 |
| I | 0.6 | 2.4 | 0 | 4.8 | 66.4 | 0 | 25.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ku, M.-H.; Hung, F.-Y.; Lui, T.-S. Examination of the High Tensile Ductility Improvement in an As-Solutionized AA7075 Alloy with the Aid of a Friction Stir Process. Metals 2019, 9, 196. https://doi.org/10.3390/met9020196
Ku M-H, Hung F-Y, Lui T-S. Examination of the High Tensile Ductility Improvement in an As-Solutionized AA7075 Alloy with the Aid of a Friction Stir Process. Metals. 2019; 9(2):196. https://doi.org/10.3390/met9020196
Chicago/Turabian StyleKu, Ming-Hsiang, Fei-Yi Hung, and Truan-Sheng Lui. 2019. "Examination of the High Tensile Ductility Improvement in an As-Solutionized AA7075 Alloy with the Aid of a Friction Stir Process" Metals 9, no. 2: 196. https://doi.org/10.3390/met9020196
APA StyleKu, M. -H., Hung, F. -Y., & Lui, T. -S. (2019). Examination of the High Tensile Ductility Improvement in an As-Solutionized AA7075 Alloy with the Aid of a Friction Stir Process. Metals, 9(2), 196. https://doi.org/10.3390/met9020196