CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction




Abstract
:1. Introduction
2. Materials and Methods
- Tensile Testing according to ÖNORM EN ISO 6892-1 in longitudinal and height direction. The samples were pre-stressed with 200 N and testing speed was set to 1 mm/min.
- Impact testing at room temperature according to ÖNORM EN ISO 148-1 with notch orientation in xy, xz, zx and zy-configuration.
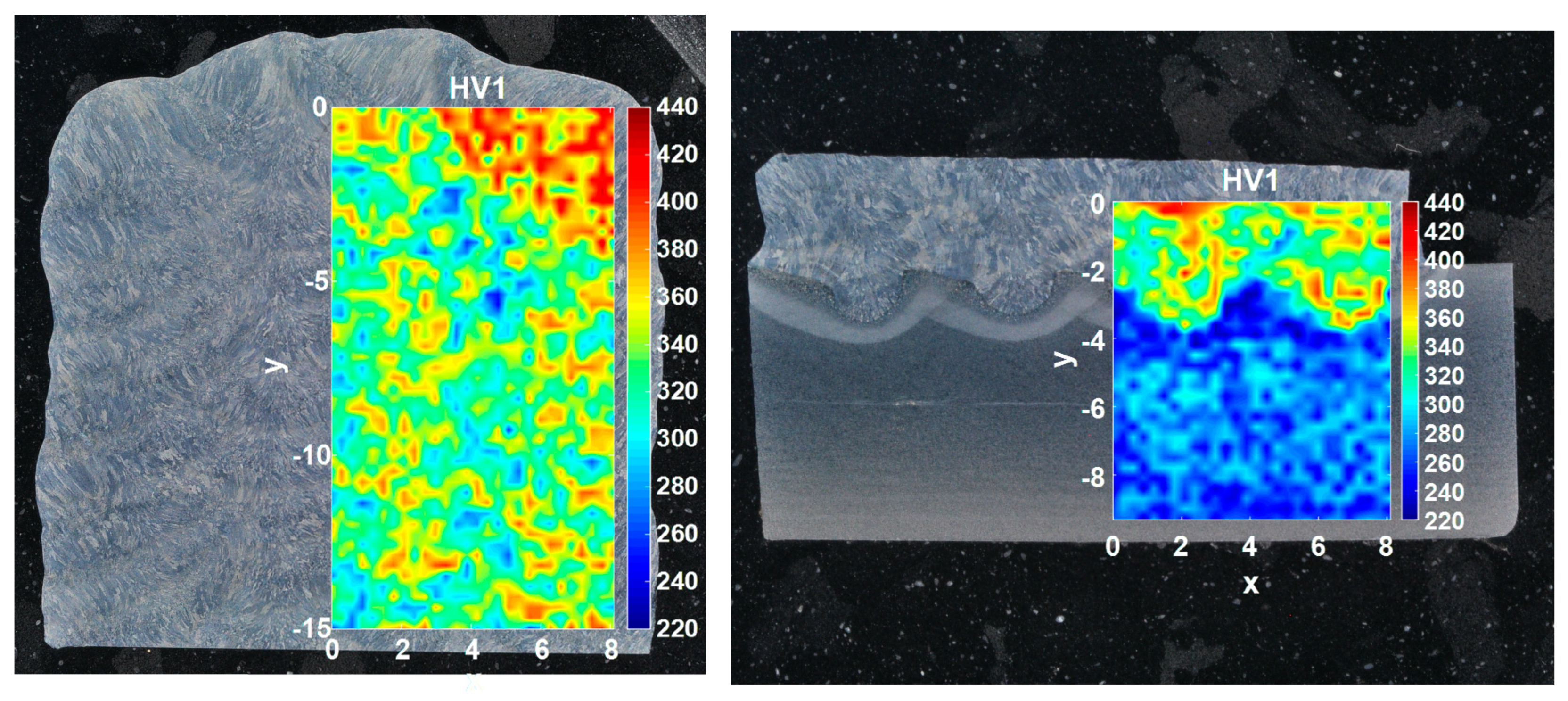
- Hardness testing of the cross section according to ÖNORM EN ISO 6507. Measurements were performed using a load of 1 kp (HV1) and an indentation time of 15 s. The spacing between single indentations was 0.3 mm (exemplary Vickers diagonal: 0.065 mm–0.092 mm).
- Microstructure: light microscopy imaging of the etched cross section.
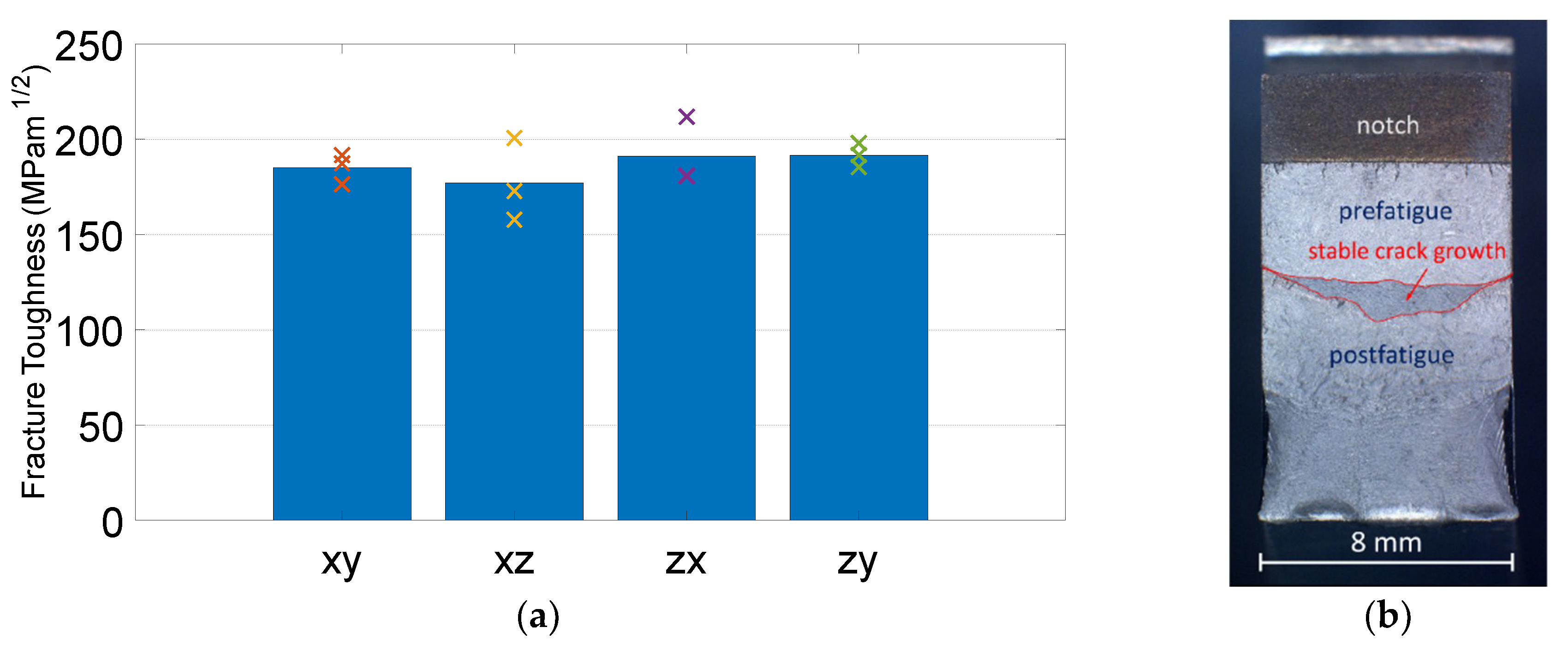
- Fracture toughness according to ASTM E1820-11 with notch orientation xy, xz, zx and zy.
3. Results
3.1. Parameter Study
3.1.1. Single-Layer and Single-Track Weld Beads
3.1.2. Multi-Layer and Multi-Track Welds
- The crucial parameter for multi-track welds is the overlap between the single beads. It usually can be calculated as a fraction of the width of the single bead. The literature estimates the optimal overlap distance from 0.637 (Cao et al. [17]) to 0.738 (Ding et al. [18]) times the bead width. Previous work has shown that an overlap of 0.66 times the weld bead width is practicable [15].
3.2. Design Features and Path Strategy
3.2.1. Corners and Crossings
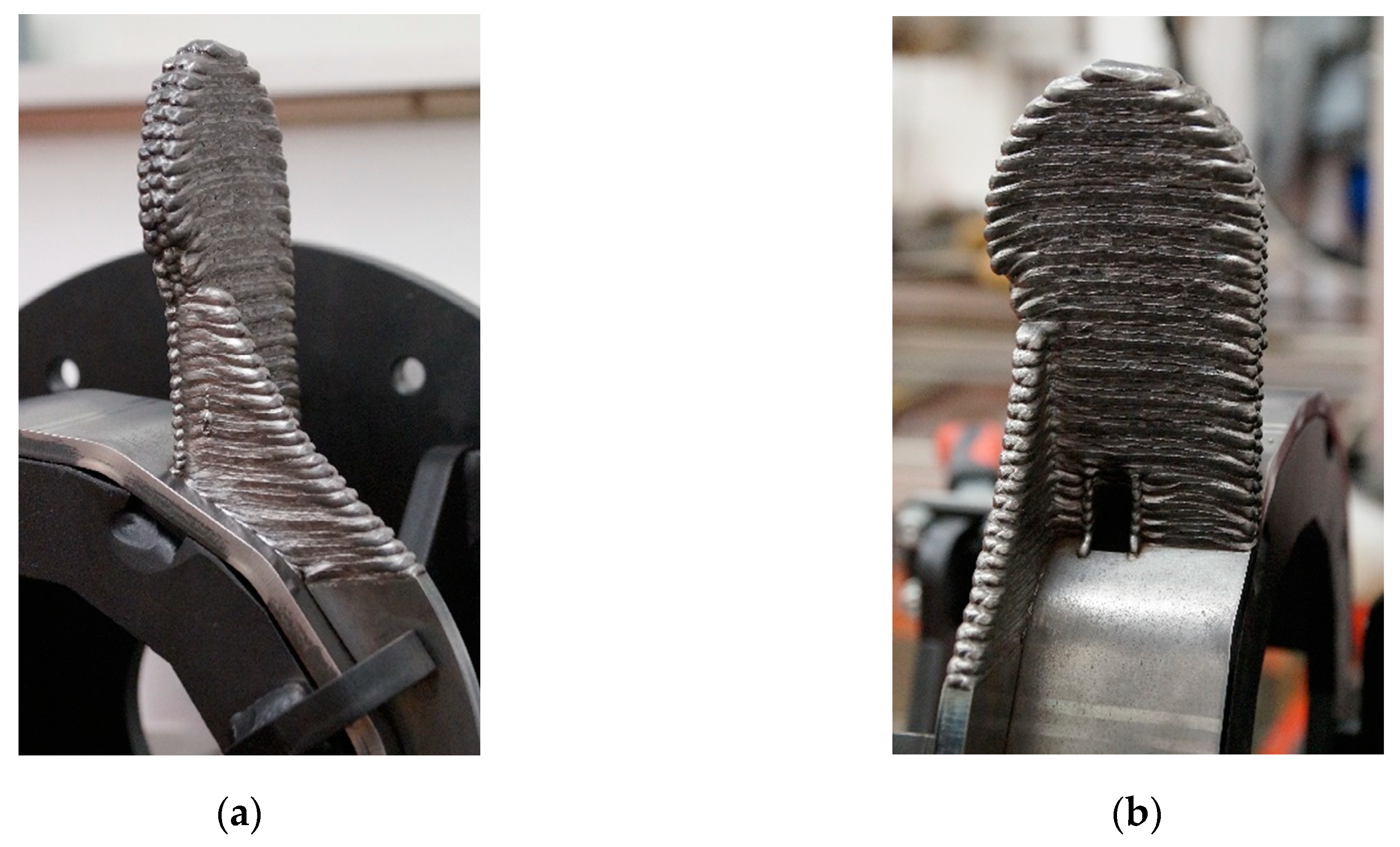
3.2.2. Inclined Walls
3.3. Mechanical Properties and Microstructure
3.3.1. Manufacturing of the Test Walls
3.3.2. Impact Test and Tensile Test
3.3.3. Fracture Toughness
3.3.4. Hardness Testing
3.4. Manufacturing of the Exemplary Part
4. Discussion
5. Conclusions
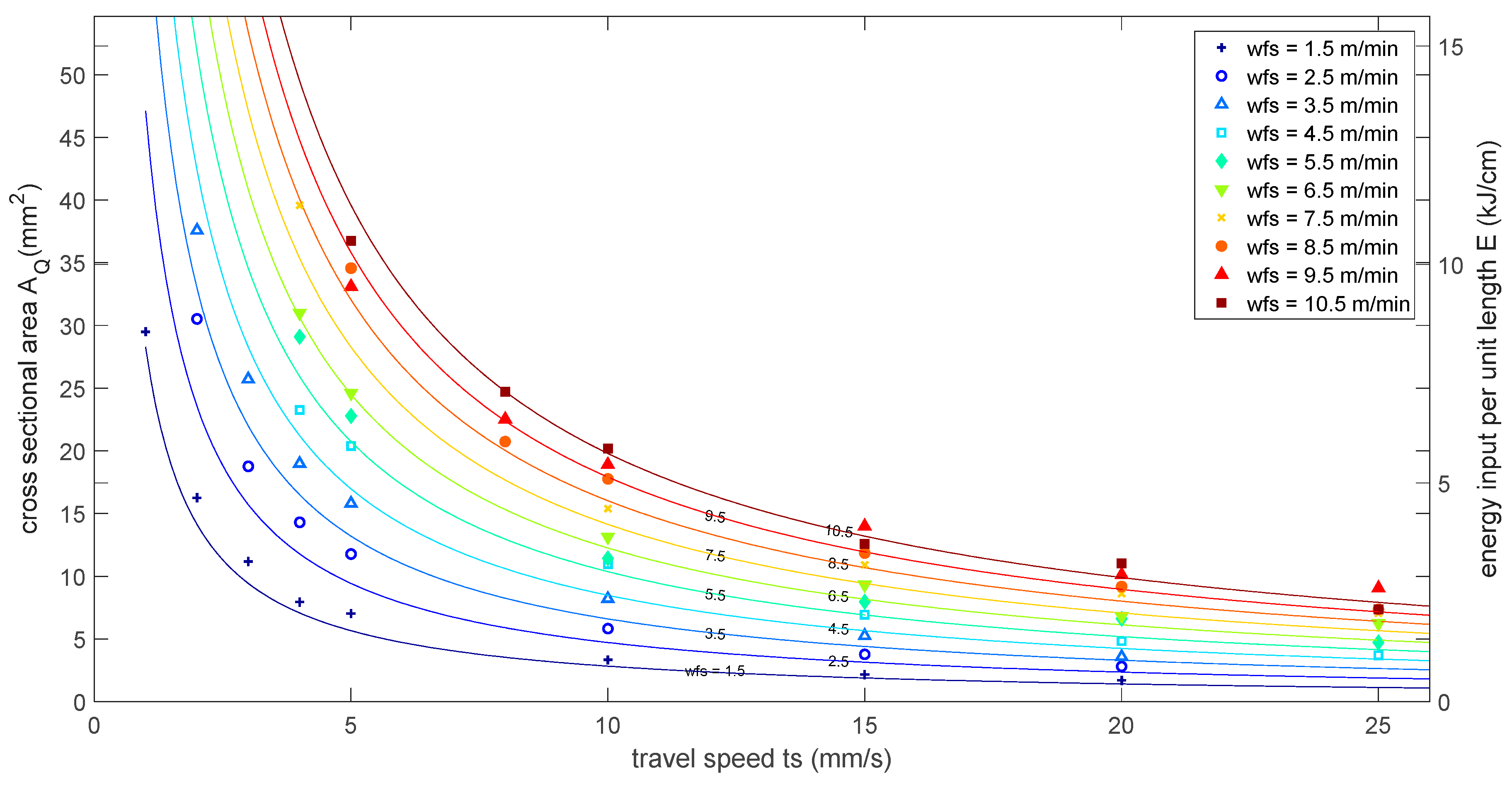
- It was possible to provide a process chart for the influence of wire feed speed and travel speed on the width and height of a single weld bead.
- For stable build-up of multi-track walls, overlap distance (0.66 * bead width to 0.75 * bead width) and track sequence are crucial.
- Mechanical testing indicates that it is possible to manufacture all-weld-metal with no significant signs of anisotropy regarding tensile strength, impact work and fracture toughness.
- Preliminary tests show the feasibility of manufacturing geometry features like corners and inclined walls.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Handbuch Stahl—Auswahl, Verarbeitung, Anwendung; Bleck, W.; Moeller, E. (Eds.) Hanser: München, Germany, 2017; pp. 404–409. [Google Scholar]
- Hamme, U.; Hauser, J.; Kern, A.; Schriever, U. Einsatz hochfester Baustähle im Mobilkranbau. Stahlbau 2000, 69, 295–305. [Google Scholar] [CrossRef]
- Palfinger, A.G. Nachhaltigkeitsbericht 2008/2009. pp. 61–62. Available online: https://www.palfinger.ag/action/download/download?id=YUVnbWdDT1Vka0k2NklzTjhwL0xjQT09 (accessed on 7 March 2019).
- Ummenhofer, T.; Spannaus, M.; Steidl, G.; Hölbling, W.; Di Rosa, V. Die Anwendung hochfester Feinkornbaustähle im konstruktiven Ingenieurbau. Stahlbau 2013, 82, 236–245. [Google Scholar] [CrossRef]
- US1533300A—Method of making decorative articles—Google Patents. Available online: https://patents.google.com/patent/US1533300 (accessed on 29 January 2019).
- Appleyard, D. Welding Pelton Runners. Available online: https://www.hydroworld.com/articles/print/volume-20/issue-4/articles/turbines-mechanical-components/welding-pelton-runners.html (accessed on 28 January 2019).
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Bruckner, J. Schweißpraxis aktuell: CMT-Technologie. Cold Metal Transfer—ein neuer Metall-Schutzgas-Schweißprozess; WEKA-Media: Kissing, Germany, 2013; pp. 9–21. [Google Scholar]
- 3DMP-Verfahren, Lichtbogenschweißverfahren, 3D-Scan, CAM-Modelle. GEFERTEC. Available online: http://www.gefertec.de/3dmp-verfahren/ (accessed on 29 April 2018).
- Flynn, J.M.; Shokrani, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools—Research and industrial developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar] [CrossRef]
- Merklein, M.; Junker, D.; Schaub, A.; Neubauer, F. Hybrid Additive Manufacturing Technologies—An Analysis Regarding Potentials and Applications. Physics Procedia 2016, 83, 549–559. [Google Scholar] [CrossRef]
- Böhler X 90-IG. Available online: http://www.vabw-service.com/documents/boehler/datenblaetter/en/B_Boehler%20X%2090-IG_de_en_5.pdf?cache=1548334803 (accessed on 25 January 2019).
- Fuchs, J. Drahtbasierte additive Fertigung mit dem Elektronenstrahl und einer unlegierten Massivdrahtelektrode (G4Si1). Ph.D. Thesis, Technische Universität Graz, Graz, Austria, December 2016; pp. 23–27, 86–90. [Google Scholar]
- O’Brien, A. (Ed.) Welding Handbook. Volume 2: Welding Processes; Part 1, 9th ed.; American Welding Society: Miami, FL, USA, 2004; pp. 91–92. [Google Scholar]
- Stockinger, J. Additive Fertigung mittels CMT-Prozess für Reparaturarbeiten an Schmiedegesenken. Master’s Thesis, Technische Universität Graz, Graz, Austria, February 2017; pp. 51–52, 67–68. [Google Scholar]
- Xiong, J.; Yin, Z.; Zhang, W. Forming appearance control of arc striking and extinguishing area in multi-layer single-pass GMAW-based additive manufacturing. Int. J. Adv. Manuf. Technol. 2016, 87, 579–586. [Google Scholar] [CrossRef]
- Cao, Y.; Zhu, S.; Liang, X.; Wang, W. Overlapping model of beads and curve fitting of bead section for rapid manufacturing by robotic MAG welding process. Rob. Comput. Integr. Manuf. 2011, 27, 641–645. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A multi-bead overlapping model for robotic wire and arc additive manufacturing (WAAM). Rob. Comput. Integr. Manuf. 2015, 31, 101–110. [Google Scholar] [CrossRef] [Green Version]
- Mehnen, J.; Ding, J.; Lockett, H.; Kazanas, P. Design study for wire and arc additive manufacture. IJPD 2014, 19, 2–20. [Google Scholar] [CrossRef]
- Venturini, G.; Montevecchi, F.; Scippa, A.; Campatelli, G. Optimization of WAAM Deposition Patterns for T-crossing Features. Procedia CIRP 2016, 55, 95–100. [Google Scholar] [CrossRef] [Green Version]
- Mahler, M. Entwicklung einer Auswertemethode für bruchmechanische Versuche an kleinen Proben auf der Basis eines Kohäsivzonenmodells. Ph.D. Thesis, Karlsruher Institut für Technologie, Karlsruhe, Germany, 28 July 2015; pp. 9–15. [Google Scholar]
- ASTM E1820-11. Standard Test Method for Measurement of Fracture Toughness; ASTM International: West Conshohocken, PA, USA, 2011; Available online: www.astm.org (accessed on 3 June 2019).
- Hajro, I.; Pašić, O.; Burzić, Z. Investigation of elastic-plastic fracture mechanics parameters of quenched and tempered high-strength steel welds. Struct. Integrity Life Integrity Veh. Constr. 2010, 10, 225–230. [Google Scholar]
- Maurer, W.; Ernst, W.; Rauch, R.; Vallant, R.; Enzinger, N. Evaluation of the factors influencing the strength of HSLA steel weld joint with softened HAZ. Weld World 2015, 59, 809–822. [Google Scholar] [CrossRef]
- Rahman, M.; Maurer, W.; Ernst, W.; Rauch, R.; Enzinger, N. Calculation of hardness distribution in the HAZ of micro-alloyed steel. Weld World 2014, 58, 763–770. [Google Scholar] [CrossRef]
- Lukács, J.; Dobosy, Á.; Gáspár, M. Fatigue Crack Propagation Limit Curves for S690QL and S960M High Strength Steels and their Welded Joints. AMR 2018, 1146, 44–56. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Mo |
|---|---|---|---|---|---|
| 0.1 | 0.8 | 1.8 | 0.35 | 2.25 | 0.6 |
| Rp0.2, MPa | Rm, MPa | A (L0 = 5d0), % | ISO-V KV + 20 °C, J | ISO-V KV–60 °C, J |
|---|---|---|---|---|
| 915 (≥890) | 960 (≥940–1180) | 20 (≥15) | 130 | ≥47 |
| Electrode Stick-Out | Work Angle [14] | Travel Angle [14] | Gas Flow Rate | Arc Length Correction | Arc Dynamic Correction |
|---|---|---|---|---|---|
| 12 mm | 0° | 0° | 15 L/min | none (0) | none (0) |
| # | Wire Feed Speed, wfs, m/min | Travel Speed, ts, mm/s | E Theoret, kJ/cm | Deposition Rate, kg/h | Width, Two Tracks, mm | Height, 10 Layers, mm |
|---|---|---|---|---|---|---|
| 1 | 2.5 | 10 | 1.22 | 1.33 | 7 | 18 |
| 2 | 3.5 | 10 | 1.8 | 1.86 | 8 | 19 |
| 3 | 3.5 | 8 | 2.24 | 1.86 | 10 | 21 |
| 4 | 5 | 10 | 2.7 | 2.66 | 12 | 19 |
| 5 | 8.5 | 10 | 4.7 | 4.53 | 16 | 30 |
| Length | Width | Height | Tracks | Layers | Wire Feed Speed, wfs | Travel Speed, ts | Interpass Temperature |
|---|---|---|---|---|---|---|---|
| 160 mm | 18 mm | 100 mm | 4 | 50 | 3.5 m/min | 8 mm/s | 150 °C |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Plangger, J.; Schabhüttl, P.; Vuherer, T.; Enzinger, N. CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction. Metals 2019, 9, 650. https://doi.org/10.3390/met9060650
Plangger J, Schabhüttl P, Vuherer T, Enzinger N. CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction. Metals. 2019; 9(6):650. https://doi.org/10.3390/met9060650
Chicago/Turabian StylePlangger, Josef, Peter Schabhüttl, Tomaž Vuherer, and Norbert Enzinger. 2019. "CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction" Metals 9, no. 6: 650. https://doi.org/10.3390/met9060650
APA StylePlangger, J., Schabhüttl, P., Vuherer, T., & Enzinger, N. (2019). CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction. Metals, 9(6), 650. https://doi.org/10.3390/met9060650