1. Introduction
Nanocomposites with a magnesium matrix have been a major focus of interest in lightweight construction for several years. In an environment where the price of ceramic nanoparticles has decreased significantly in recent years, the specific strength, which is already relatively high for magnesium alloys, can be further increased. The addition of microscale particles typically leads to an increase in strength with a simultaneous decrease in ductility. Moreover, the density increases significantly at a volume content of 10–30%, which in turn has a negative effect on the specific strength. However, nanoscale particles can already achieve their strength-increasing effect at low concentrations of 0.5–3%. This is due to mechanisms such as Orowan strengthening or subsequent grain refinement. Some review articles describe the properties and manufacturing methods of metal matrix nanocomposites (MMNCs) [
1,
2,
3,
4,
5].
In comparison to microscale particles, the homogeneous distribution of nanoparticles is a major challenge. Due to their large surface area, the van der Waals forces between the particles are large. They are therefore more difficult to deagglomerate. In addition, the wettability of many ceramic particles with a molten metal is poor. If the surface to be wetted increases, this effect becomes even more apparent. This challenge can usually only be met by using additional physical forces, which have to be applied during casting. An ultrasound assistance can be applied, or electromagnetic stirring can be used. Intensive shearing or a disintegrated melt deposition (DMD) process are also already in use. After being stirred into the melt and the casting, the question arises whether further homogenization of the nanoparticle distribution can be achieved in the subsequent extrusion process. In this work, ultrasound-assisted casting was chosen to deagglomerate the particles in the melt. This has, for example, been shown to be successful in [
6], where the yield strength in an AlN nanoparticle-reinforced AM60 magnesium alloy could be increased from 45 to 92 MPa and the tensile strength from 109 to 235 MPa, thus more than 100%, respectively. The ductility could even be increased by 140% in the cast state by grain refinement from 1277 µm to 85 µm. Following the known models, a small proportion of the increase in the yield strength of 12 MPa could be explained by the Orowan mechanism, while the predominant 43 MPa could be attributed to grain refinement. The deviation of the sum of the simulated increase from the increase determined experimentally has been explained by a remaining non-homogeneous distribution of the particles. Thus, the homogenization of the material remains an issue.
The property development during the extrusion of profiles as a massive deformation process is to a large extent based on the microstructure development as a result of recrystallization. Typically, finer-grained microstructures after extrusion allow enhancing both strength and ductility of the material [
7,
8].
Extrusion includes stress conditions which lead to a macroscopic change of the material such as the transition from billet to profile and translate the same changes into the microstructure. This includes resulting tensile stresses parallel to the extrusion direction (ED) or effective compressive stresses perpendicular to ED. Thus, unrecrystallized grains after extrusion occur as large long grains with their long extension parallel to the extrusion direction [
9]. The same is visible if undissolved particles of intermetallic compounds persist in the microstructure during extrusion, leading to stringer-like lines of such inclusions parallel to the extrusion direction [
9]. Only grains which underwent recrystallization occur with an equi-axed type, and only particles that may have formed during extrusion, for example, as a result of a process related to precipitation are typically homogeneously distributed. It remains an open question if dispersoid particles like nanoparticles can effectively and directly act as a strengthener of the material if tested parallel to ED. Furthermore, a particle-related impact on the microstructure, for example, the grain size, is likely to have an impact on the mechanical properties.
As an example, after hot extrusion in an AZ91, which was reinforced with 1 vol.% 60 nm SiC particles, the local areas with higher nanoparticle concentrations reveal smaller grains than in the areas with fewer nanoparticles [
10]. Then the tensile yield strength as well as ultimate tensile strength is increased compared to unreinforced extruded AZ91, whereas the ductility is slightly reduced. An Mg-4Zn-3Gd-1Ca alloy was produced with 2 wt.% ZnO nanoparticles with a size of 90–200 nm using the DMD process and then extruded at 300 °C [
11]. The compressive yield strength could be increased by about 100 MPa to 355 MPa and the compressive strength even by 120 MPa to 703 MPa. At the same time, the ductility decreased only slightly from 12.6% to 10.6%. The main reason for the increase in strength is seen in the grain refinement by the nanoparticles. The grain size in the nanocomposite was 0.91 µm and in the unreinforced alloy 1.42 µm.
Non-particle related alloying effects during extrusion include changes in the dominant deformation and recrystallization mechanisms, which are based on changes in the texture development [
12]. Alloying with rare earth or yttrium has been used as a texture modifier to especially promote ductility [
13]. An additional increase in the strength properties is then assumed due to the addition of nanoparticles.
In this work, AlN nanoparticles are used and distributed during casting into pure Mg as a benchmark as well as into a Mg-Zn-Y-containing alloy, known for its texture modifications during extrusion [
13,
14,
15]. The microstructure and hardness response of the material after casting is compared to the respective counterparts after extrusion. The extrusion behavior is specifically investigated, and the microstructure and texture development are reviewed. The mechanical properties are related to the respective microstructures.
4. Discussion
The increasing content of AlN particles in both as-cast pure Mg and as-cast ZW0303 corresponded directly to an increase in the hardness of the material. This effect was more pronounced in ZW0303 and rather weak in pure Mg. Although the impact of the particle addition on the grain size of the cast samples was not directly revealed, it is also not very likely that an increase of the hardness may be somehow related to a grain size effect in these very coarse grained microstructures. Thus, particle-related strengthening, such as obstacle generation for dislocation motion at the phase boundaries, was considered, whereas the nature of the interaction, for example, an Orowan-related generation of a stress field around the particles could not be directly distinguished. The addition of the particles was obviously chosen in a range where an increase of the addition also led to a further increase of the hardness; therefore, no saturation conditions were reached.
The production of the AlN nanoparticles included a remaining contamination with pure Al [
16]. In the case of Al-containing Mg alloys (like AM60 [
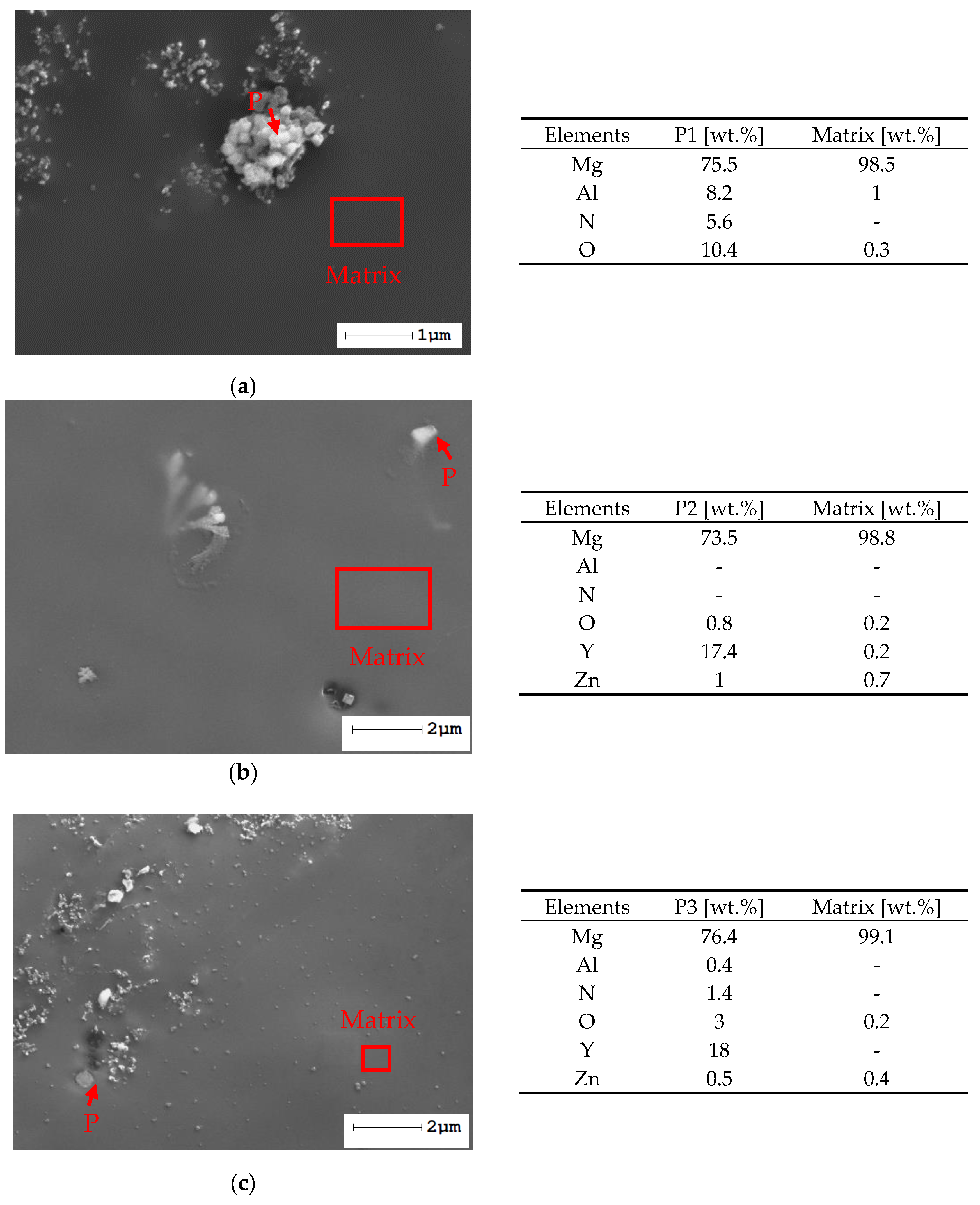
6]) such effects will not be distinctly visible, but it requires a more fundamental analysis of the behavior in pure Mg or in Al-free Mg alloys. In
Figure 2b, the presence of Al in absence of N confirms the formation of intermetallic compounds with Al. In the case of ZW0303 the same was revealed with an additional content of Y. Furthermore, the small amount of Y in solid solution was bound in particles, see
Figure 2e. In the cast condition this was consistent with a further visible impact on the increase of the hardness. Accepting the increase of the hardness as a result of the AlN addition like in pure Mg, it is also possible that a stabilization of second-phase particles with Al and Y added to increasing the hardness. Furthermore, the addition of AlN particles and the additional Al also resulted in the removal of solid solution Y from the matrix into the precipitates.
During extrusion, the addition of the nanoparticles contributed to a decrease of the recrystallized grain size of the extruded bars. As a direct particle effect on the recrystallization behavior, the interaction became especially clear in the smaller grain structures in the direct proximity of stringer-type alignments of precipitates. Grain boundary pinning [
20] due to the particles interface can be hypothesized as the determining mechanism, while a particle stimulation of recrystallization would result in a similar result as well and easily correspond to stress fields generated by an Orowan strengthening mechanism. Nevertheless, the combination of grain refinement and particle-related strengthening resulted in a continuous increase of the hardness with the particle content, in fact only slightly more pronounced compared to the cast condition. This suggests that the particle alignment in the form of stringers did not change the strengthening tendency of the particles in pure magnesium. Although the texture itself will also distinctly influence the mechanical behavior, no impact is expected, as the texture variation with the addition of AlN is negligible. In ZW0303, the initial extremely fine-grained microstructure and the achieved high strain levels (high fracture strain in
Figure 6b,d) corresponded to a texture which in part shows what is sometimes called a “rare earth” component with a tilt of basal planes out of the alignment along the extrusion direction. This specific aspect was not maintained after the addition of the AlN particles and corresponded to the significant increase of the average grain size. In earlier work, a retardation of grain boundary mobility [
20] during recrystallization has been revealed to explain the occurrence of such microstructures and textures, as well as a particle-related boundary pinning. In the present case, solute Y was removed from the material matrix during the addition of AlN, and it was bound in additional particles of various types concurrent to the AlN-particles. This removal was consistent with the complete change of the microstructure development, leading to grain coarsening and a drop in the hardness due to the ability of the material to recrystallize in the absence of solute Y but not the particles. Thus, it can be hypothesized that the microstructure effect of the Y addition in earlier works is more clearly related to solute Y but not significantly to a particle effect. Only if the AlN addition is high, it may be concluded that a slight decrease of the grain size reveals the same effect of the particles as in pure Mg. Furthermore, the grain size-related decrease of the hardness is then followed by an increase concurrent to the further addition of AlN particles.
Generally, the fundamental difference between the stress-strain diagrams in tension and compression were related to the texture of the material [
7,
21]. The underlying alignment of basal planes parallel to the extrusion direction resulted in a slip-dominated flow in tension but a twin-dominated flow in compression. The following strain hardening behavior in tension with an increase of stress during straining but at a decreasing rate (i.e., the slope decreased) is consistent with the interaction of various slip modes. However, in compression, twinning is preferred and leads to a substantial decrease of the yield point, compared to tension, as well as to an S-shaped strain hardening behavior. The first increase of the slope of the stress-strain diagram was associated with the addition of twin boundaries as obstacles for material flow and the decrease of the slope after reaching an inflection point with reaching a fully twinned condition of the material [
22]. It becomes clear in
Figure 6a,c that there is no substantial change of such flow behavior in tension and in compression for pure Mg, and thus, the dominating deformation mechanisms were not influenced by the addition of AlN particles. Only a shift of the stress levels towards higher values was continuously revealed in both tension and compression tests. In the case of ZW0303, a hardness drop was found concurrent to a distinct coarsening of the microstructure after extrusion, which is the opposite of the effect the AlN particle addition had in the case of pure Mg which is correlated to the corresponding grain coarsening with the addition of AlN.
While a distinct change in the strain hardening behavior of ZW0303 in tension was also found with the initial addition of AlN particles, the same was not as strongly expressed in compression. The further addition of the particles again did not specifically change the mechanical behavior, while shifting stress levels upward to some extent.
Author Contributions
D.G. contributed extrusion, mechanical characterization, metallography, texture evaluation and microstructure analysis; J.B. contributed extrusion and texture evaluation and calculation of pole figures; H.D. contributed casting and chemical analysis; J.B. and H.D. contributed idea of the paper and coordination of the authors.
Acknowledgments
The authors wish to acknowledge Alexander Vorozhtsov from Tomsk State University for supplying AlN nanoparticles.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gupta, M. Magnesium-based nanocomposites: Lightweight materials of the future. Mat. Charact. 2015, 105, 30–46. [Google Scholar] [CrossRef]
- Casati, R. Metal matrix composites reinforced by nano-particles—A review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Jayakumar, J. Recent development and challenges in synthesis of magnesium matrix nano composites—A review. Int. J. Latest Res. Sci. Technol. 2012, 12, 164–171. [Google Scholar]
- Dieringa, H. Properties of magnesium alloys reinforced with nanoparticles and carbon nanotubes: A review. J. Mat. Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Dieringa, H. Processing of magnesium-based metal matrix nanocomposites by ultrasound-assisted particle dispersion: A review. Metals 2018, 8, 431. [Google Scholar] [CrossRef]
- Dieringa, H.; Katsarou, L.; Buzolin, R.; Szakács, G.; Horstmann, M.; Wolff, M.; Mendis, C.; Vorozhtsov, S.; StJohn, D. Ultrasound assisted casting of an AM60 based metal matrix nanocomposite, its properties, and recyclability. Metals 2017, 7, 388. [Google Scholar] [CrossRef]
- Bohlen, J.; Dobroň, P.; Swiostek, J.; Letzig, D.; Chmelík, F.; Lukáč, P.; Kainer, K.U. On the influence of the grain size and solute content on the AE response of magnesium alloys tested in tension and compression. Mater. Sci. Eng. 2007, 462, 302–306. [Google Scholar] [CrossRef] [Green Version]
- Victoria-Hernández, J.; Hernández-Silva, D.; Yi, S.B.; Letzig, D.; Bohlen, J. Intermediate temperature deformation behaviour of fine grained AZ61 alloy processed by hydrostatic extrusion. Mater. Sci. Eng. 2011, 530, 411–417. [Google Scholar] [CrossRef] [Green Version]
- Barnett, M.R. Forming of magnesium and its alloys. In Fundamentals of Magnesium Alloy Metallurgy, 1st ed.; Pekguleryuz, M.O., Kainer, K.U., Kaya, A.A., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2013; pp. 197–231. [Google Scholar]
- Nie, K.B.; Wang, X.J.; Xu, L.; Wu, K.; Hu, X.S.; Zheng, M.Y. Effect of hot extrusion on microstructures and mechanical properties of SiC nanoparticles reinforced magnesium matrix composite. J. Alloys Compd. 2012, 512, 355–360. [Google Scholar] [CrossRef]
- Chen, Y.; Tekumalla, S.; Guo, Y.B.; Gupta, M. Introducing Mg-4Zn-3Gd-1Ca/ZnO nanocomposite with compressive strengths matching/exceeding that of mild steel. Sci. Rep. 2016, 6, 32395. [Google Scholar] [CrossRef] [PubMed]
- Stanford, N.; Barnett, M.R. The origin of “rare earth” texture development in extruded Mg-based alloys and its effect on tensile ductility. Mater. Sci. Eng. 2013, 565, 459–468. [Google Scholar] [CrossRef]
- Bohlen, J.; Yi, S.; Letzig, D.; Kainer, K.U. Effect of rare earth elements on the microstructure and texture development in magnesium–manganese alloys during extrusion. Mater. Sci. Eng. 2010, 527, 7092–7098. [Google Scholar] [CrossRef]
- Kwak, T.Y.; Kim, W.J. Mecahnical properties and Hall-Petch relationship of the extruded Mg-Zn-Y alloys with different volume fraction of icosahedral phase. J. Alloys Compd. 2019, 770, 589–599. [Google Scholar] [CrossRef]
- Chino, Y.; Sessa, K.; Mabuchi, M. Texture and stretch formability of a rolled Mg-Zn alloy containing dilute content of Y. Mater. Sci. Eng. 2009, 513, 394–400. [Google Scholar] [CrossRef]
- Lerner, M.I.; Glazkova, E.A.; Lozhkomoev, A.S.; Svarovskaya, N.V.; Bakina, O.V.; Pervikov, A.V.; Psakhie, S.G. Synthesis of Al nanoparticles and Al/AlN composite nanoparticles by electrical explosion of aluminum wires in argon and nitrogen. Powder Technol. 2016, 295, 307–314. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture analysis with MTEX—Free and open source software toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef]
- Yi, S.; Brokmeier, H.G.; Letzig, D. Microstructural evolution during the annealing of an extruded AZ31 magnesium alloy. J. Alloys Compd. 2010, 506, 364–371. [Google Scholar] [CrossRef] [Green Version]
- Christian, J.W.; Mahajan, S. Deformation twinning. Prog. Mater Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Hadorn, J.P.; Hantzsche, K.; Yi, S.; Bohlen, J.; Letzig, D.; Wollmershauser, J.A.; Agnew, S.R. Role of solute in the texture modification during hot deformation of Mg-rare earth alloys. Metall. Mater. Trans. 2012, 43, 1347–1362. [Google Scholar] [CrossRef]
- Barnett, M.R. Twinning and its role in wrought magnesium alloys. In Advances in Wrought Magnesium Alloys; Bettles, C., Barnett, M.R., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 105–136. [Google Scholar]
- Dobron, P.; Chmelık, F.; Yi, S.; Parfenenko, K.; Letzig, D.; Bohlen, J. Grain size effects on deformation twinning in an extruded magnesium alloy tested in compression. Scr. Mater. 2011, 65, 424–427. [Google Scholar] [CrossRef]
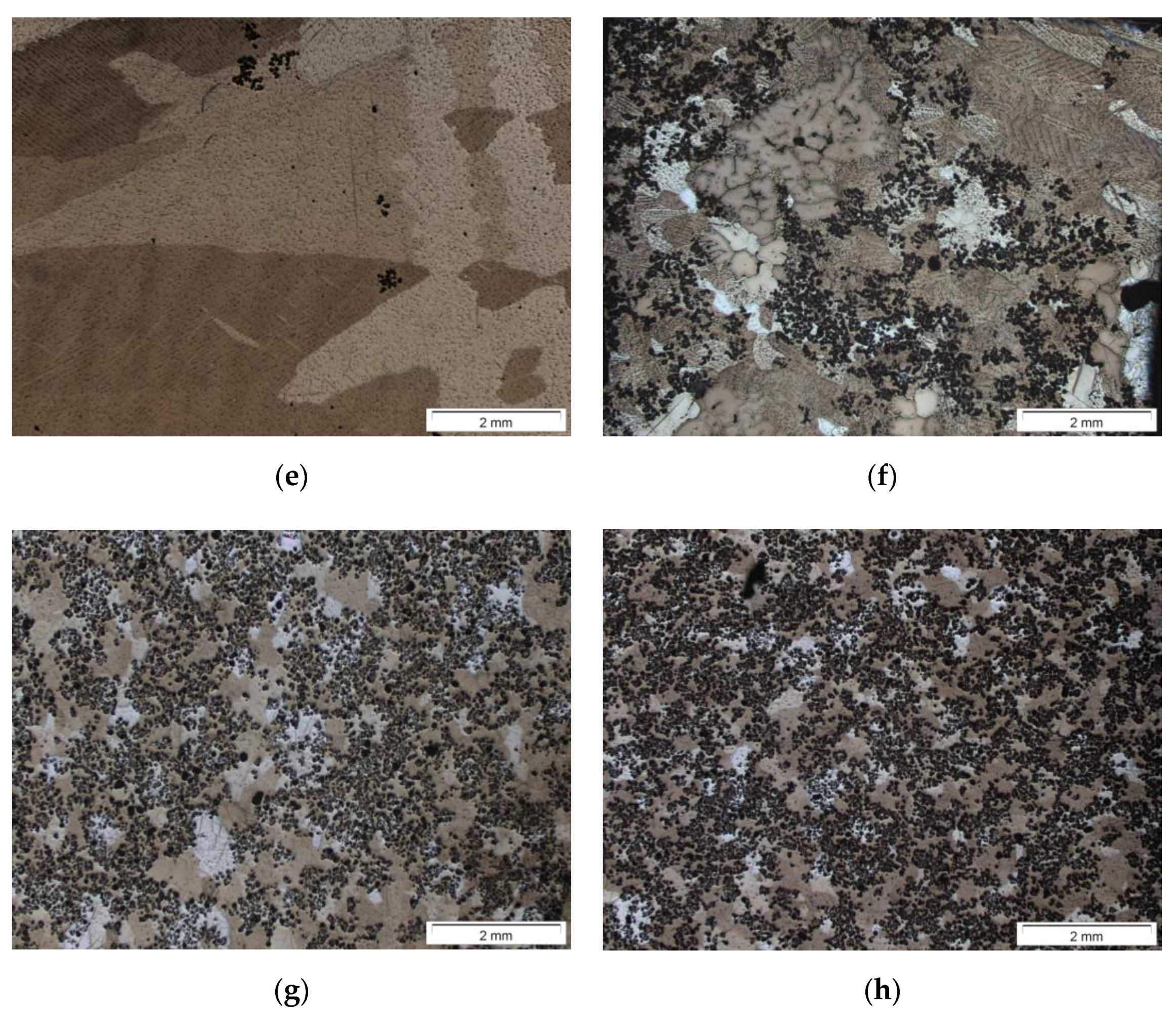
Figure 1.
As-cast microstructures of pure Mg with (a) 0, (b) 0.75, (c) 1.0, and (d) 0.5AlN and ZW0303 with (e) 0, (f) 0.75, (g) 1.0, and (h) 1.5AlN.
Figure 2.
SEM micrographs and EDX analysis of (a) Mg + 1.5AlN, (b) ZW0303, and (c) ZW0303 + 1.5AlN.
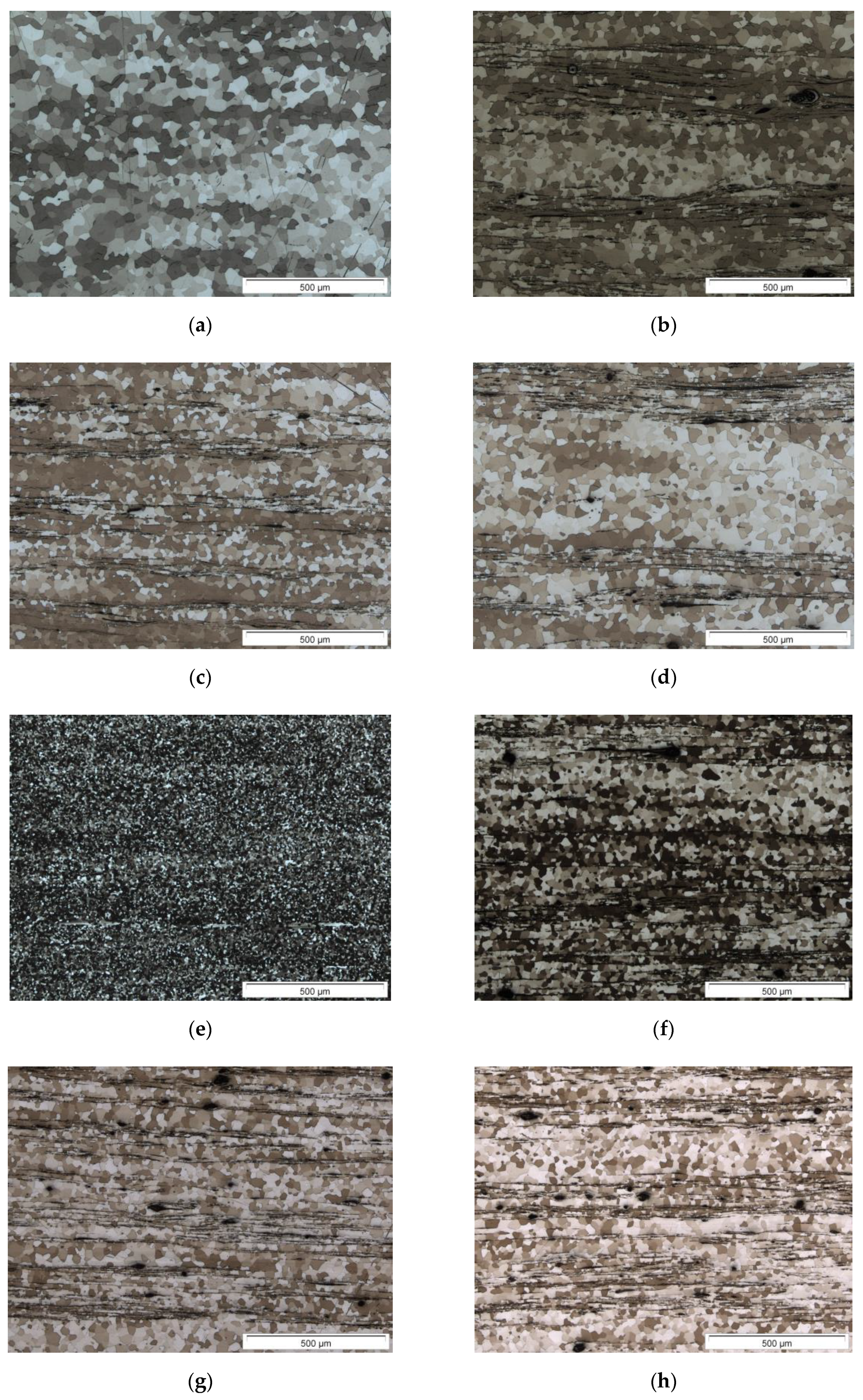
Figure 3.
Microstructures from longitudinal sections (extrusion direction →) of extruded round bars of pure Mg with (a) 0, (b) 0.75, (c) 1.0, and (d) 0.5AlN and ZW0303 with (e) 0, (f) 0.75, (g) 1.0, and (h) 1.5AlN.
Figure 4.
Average grain size values of extruded Mg and ZW0303 series.
Figure 5.
Inverse pole figures in extrusion direction from extruded round bars, left: <001>, bottom right: <100>, top right: <110>: (a) Mg, (b) Mg + 0.75AlN, (c) Mg + 1.0AlN, (d) Mg + 1.5AlN, (e) ZW0303, (f) ZW0303 + 0.75AlN, (g) ZW0303 + 1.0AlN, (h) ZW0303 + 1.5AlN.
Figure 6.
Stress-strain diagrams of extruded bars of pure Mg-based materials (a,c) and ZW0303-based materials (b,d) with different contents wt.% of AlN with respect to tension (a,b) and compression (c,d).
Figure 7.
Hardness of (a) as-cast and (b) extruded Mg and ZW0303 series.
Table 1.
Sample labelling and content of AlN in the materials.
| Material | Alloy Composition (wt.%) | AlN (wt.%) | AlN (theor. vol.%) | AlN (vol.%) Poured Volume |
|---|
| Mg | 99.97 Mg; 0.01 Al; 0.002 Ce; 0.004 Fe; 0.004 Mn; 0.004 Si; 0.003 Zn | - | - | - |
| Mg + 0.75AlN | 0.86 | 0.46 | 8.4 |
| Mg + 1.0AlN | 1.18 | 0.63 | 11.8 |
| Mg + 1.5AlN | 1.78 | 0.95 | 17.8 |
| ZW0303 | 99.3 Mg; 0.28 Zn; 0.26 Y; 0.02 Mn; 0.01 Al; | - | - | - |
| ZW0303 + 0.75AlN | 0.80 | 0.43 | 8.0 |
| ZW0303 + 1.0AlN | 1.09 | 0.58 | 10.9 |
| ZW0303 + 1.5AlN | 1.58 | 0.84 | 15.8 |
Table 2.
Results of compression and tensile tests at room temperature. UTS: ultimate tensile strength; TYS: tensile yield strength (0.2% proof stress); UCS: ultimate compressive strength; CYS: compressive yield strength (0.2% proof stress).
| Material | TYS [MPa] | UTS [MPa] | Fracture Strain [%] | CYS [MPa] | UCS [MPa] | Fracture Strain [%] |
|---|
| Mg | 101 ± 4 | 196 ± 2 | 6.9 ± 0.6 | 66 ± 2 | 314 ± 2 | 13.5 ± 0.2 |
| Mg + 0.75AlN | 140 ± 2 | 225 ± 1 | 6.4 ± 0.6 | 86 ± 4 | 350 ± 4 | 12 ± 0.4 |
| Mg + 1.0AlN | 124 ± 2 | 217 ± 1 | 7.6 ± 0.5 | 84 ± 2 | 337 ± 4 | 12.2 ± 0.2 |
| Mg + 1.5AlN | 159 ± 3 | 241 ± 3 | 6.6 ± 0.9 | 118 ± 5 | 365 ± 5 | 10.7 ± 0.1 |
| ZW0303 | 149 ± 2 | 221 ± 1 | 16.6 ± 0.3 | 118 ± 7 | 345 ± 6 | 12.4 ± 0.3 |
| ZW0303 + 0.75AlN | 169 ± 2 | 247 ± 1 | 9.5 ± 0.3 | 104 ± 3 | 366 ± 8 | 10.7 ± 0.2 |
| ZW0303 + 1.0AlN | 173 ± 4 | 251 ± 1 | 9.5 ± 0.1 | 114 ± 1 | 366 ± 10 | 10.3 ± 0.2 |
| ZW0303 + 1.5AlN | 177 ± 2 | 255 ± 1 | 8.6 ± 0.7 | 124 ± 1 | 372 ± 1 | 10.3 ± 0.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}