Study on HDPE Effect on Rutting Resistance of Binder




Abstract
:1. Introduction
1.1. Background
1.2. Objectives
- Investigate the possibility that HDPE waste polymer inclusion on rutting behaviour of C170 binder using the MSCR test
- Evaluate waste HDPE modified binder as a sustainable alternative
- Investigate the aging impact of waste HDPE modified binder in terms of resistance to permanent deformation
2. Materials and Methods
2.1. Experimental Program
2.2. Material Selection
2.3. Sample Preparation
2.3.1. Waste HDPE Polymer Preparation
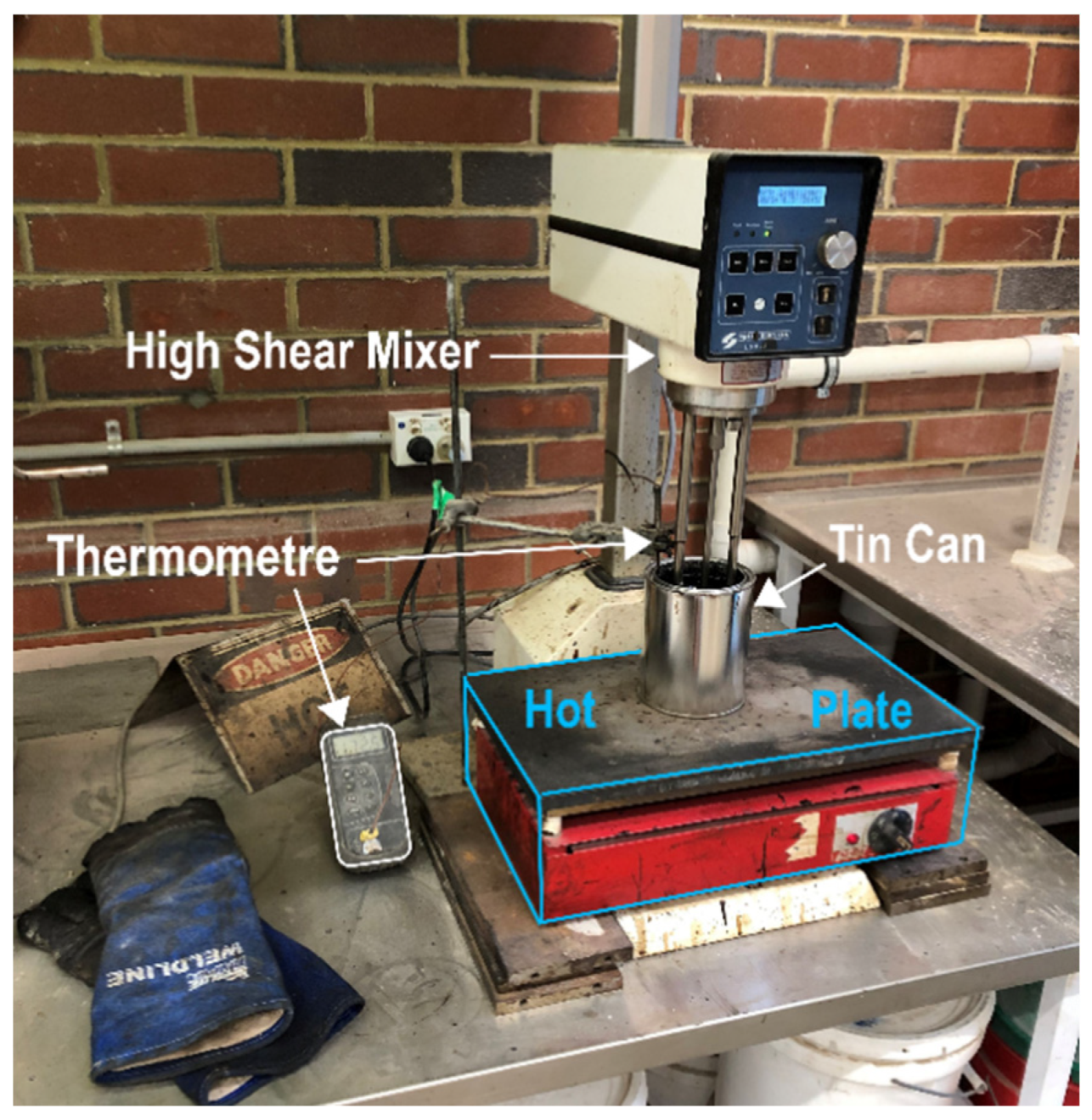
2.3.2. Bitumen Sample Mixing
2.4. Methods
2.4.1. Multiple Stress Creep Recovery (MSCR) Test
2.4.2. Rolling Thin Oven (RTFO) Test
3. Results and Discussion
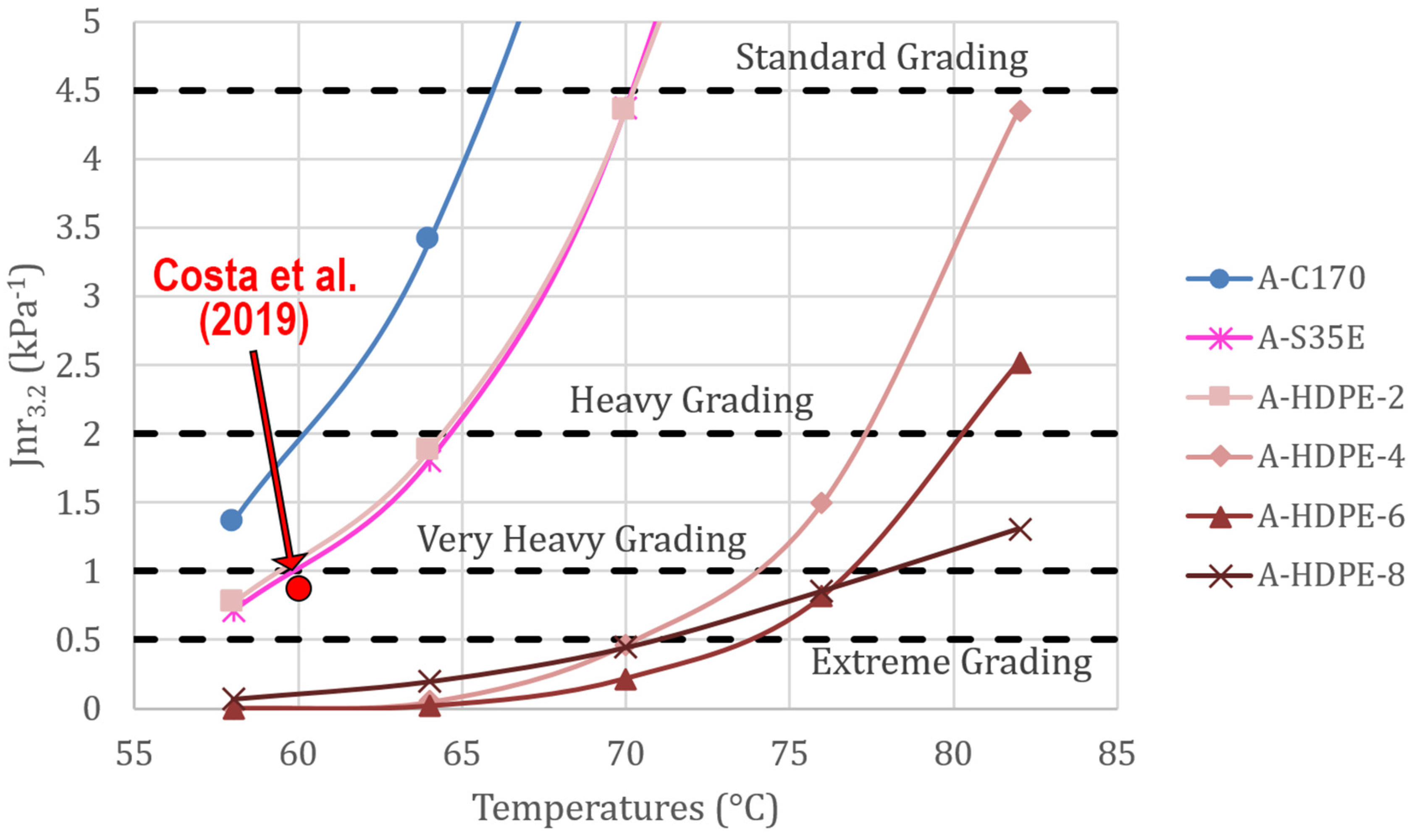
3.1. Non-Recoverable Creep Compliance
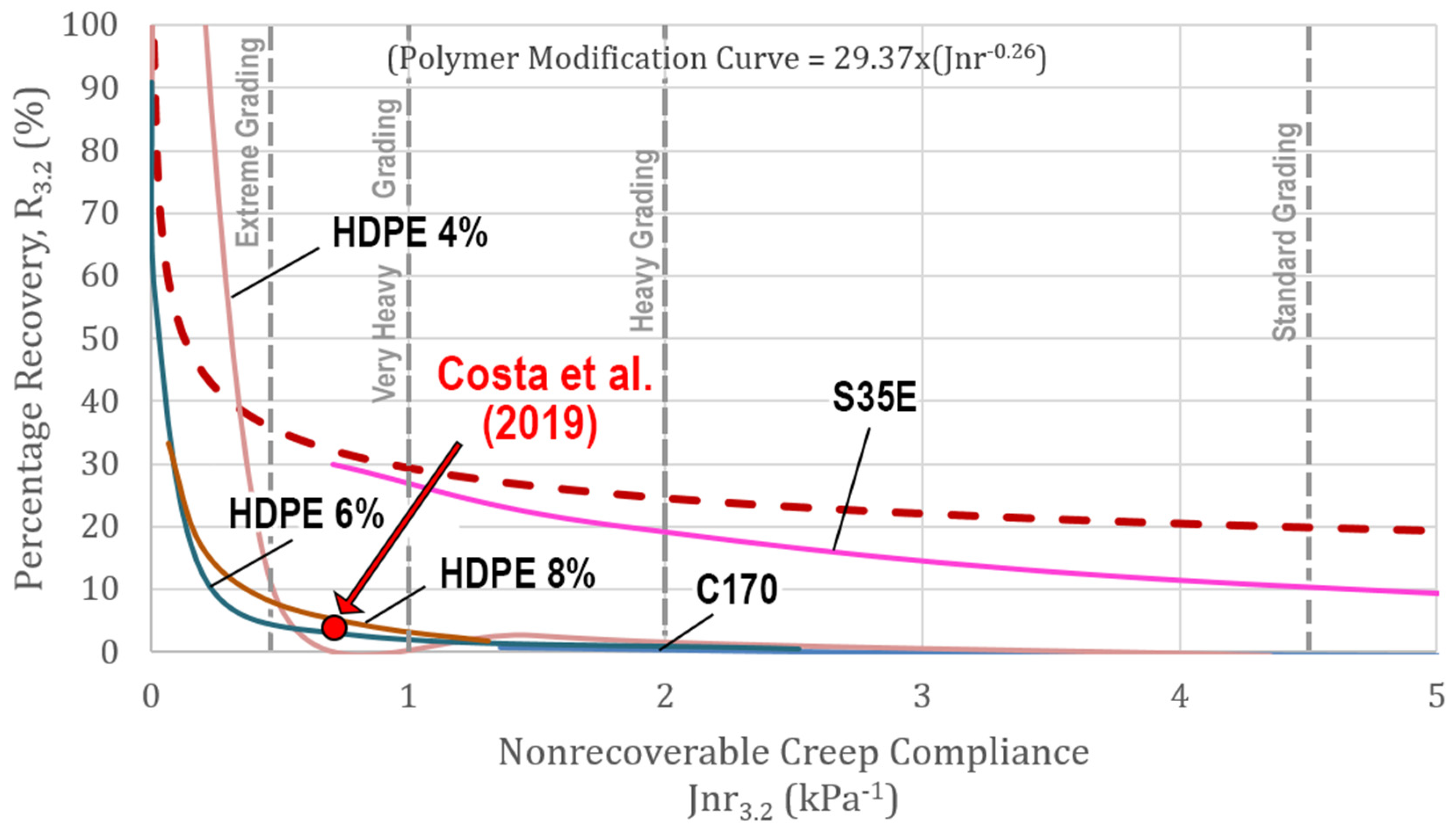
3.2. Elastic Recovery
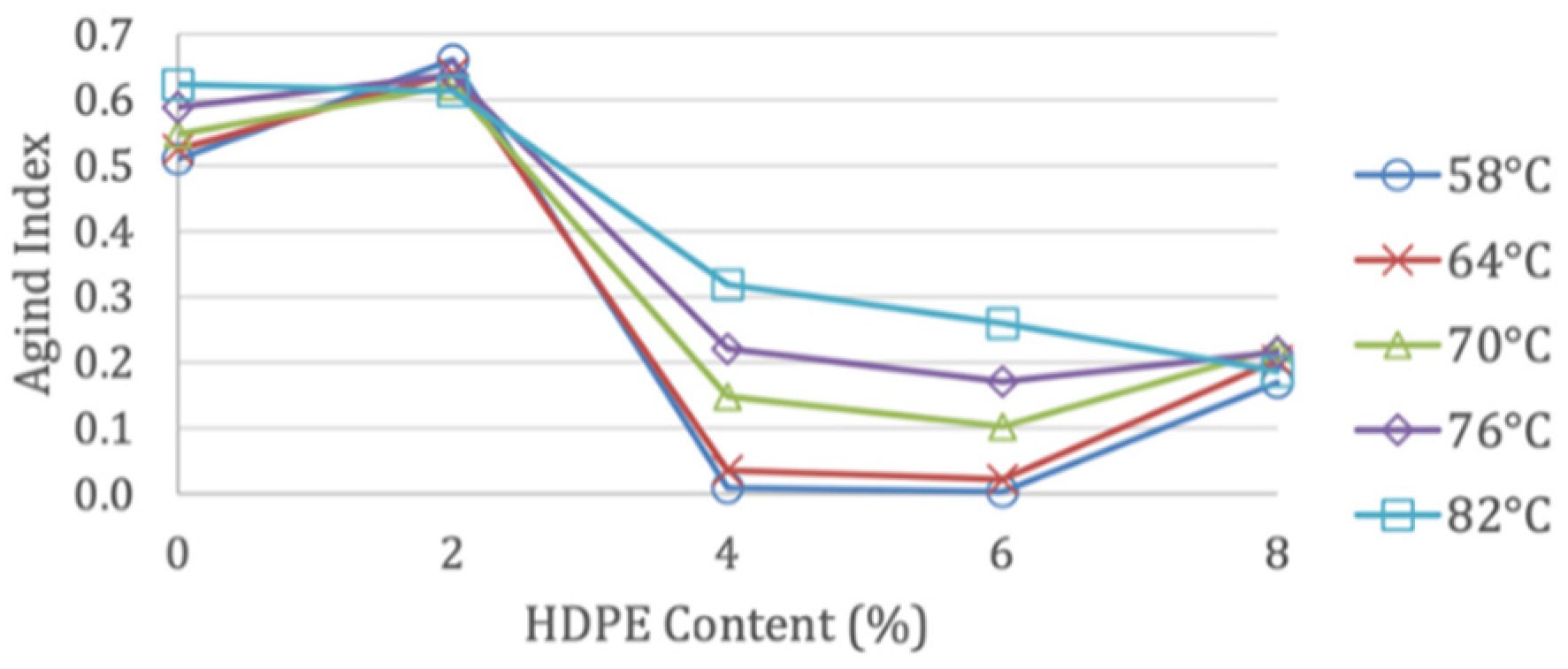
3.3. Durability Performance: Aging Index
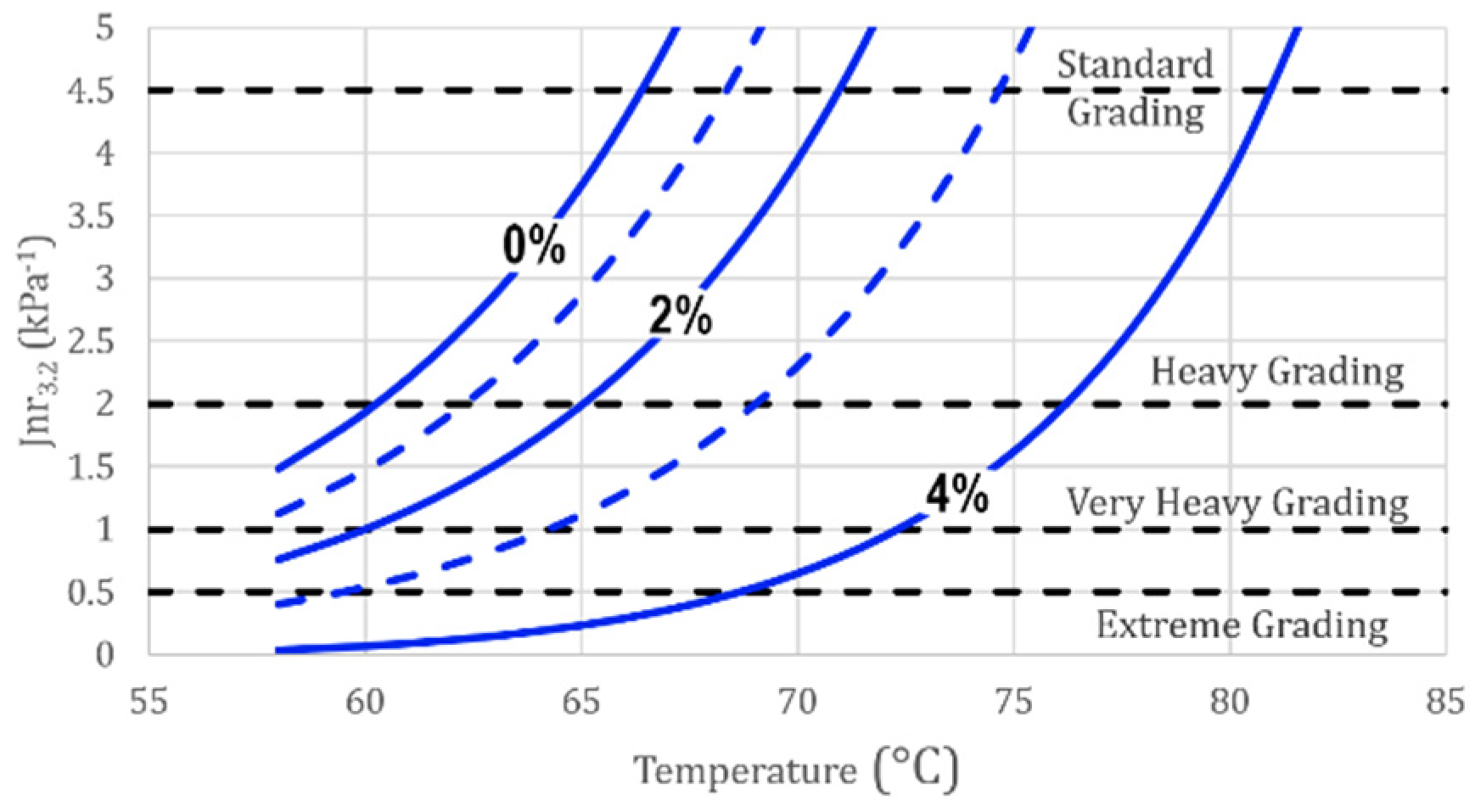
3.4. Performance Grading
3.5. Data Analysis
3.5.1. Empirical Relationship
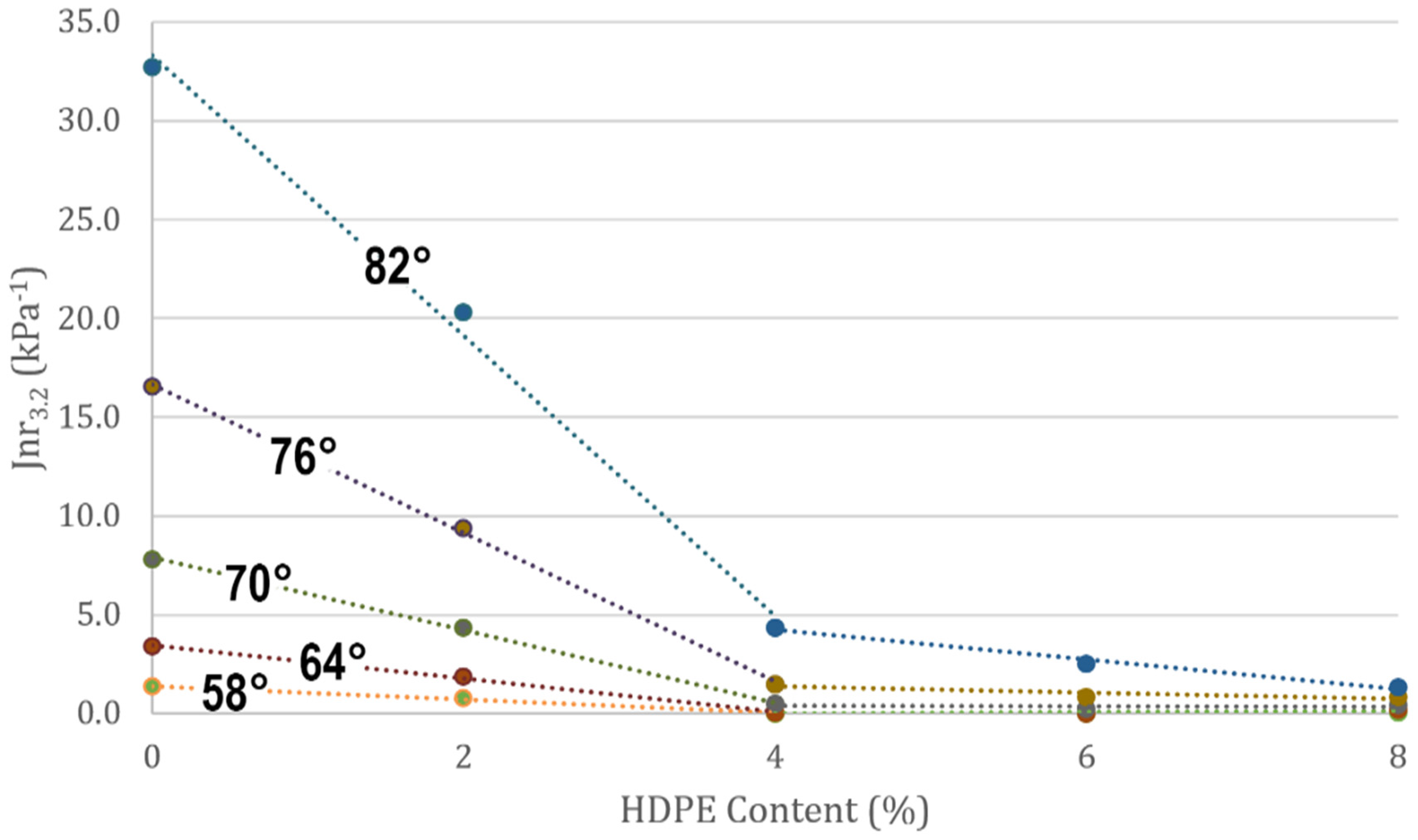
3.5.2. Data Analysis: Non-Recoverable Compliance and Waste HDPE Content Relationship
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Urquhart, R.; Budija, M.; Wilson, G. Investigations into the relationship between binder consistency/underlying viscosity and asphalt rutting. In Proceedings of the 24th ARRB Conference, Melbourne, Australia, 13–15 October 2010. [Google Scholar]
- Leach, R. A Brief History of Bituminous Surfacings in Western Australia. J. Aust. Geomech. Soc. 2015, 50, 17. [Google Scholar]
- D’Angelo, J.A. The Relationship of the MSCR Test to Rutting. Road Mater. Pavement Des. 2009, 10 (Suppl. 1), 61–80. [Google Scholar] [CrossRef]
- Oliver, J.; Tredrea, P.; Witt, P. Relationships between binder properties and asphalt rutting. In Proceedings of the Combined 18th ARRB Transport Research Conference and Transit New Zealand Land Transport Symposium, Christchurch, New Zealand, 2–6 September 1996. [Google Scholar]
- Habbouche, J.; Haji, E.Y.; Sebaaly, P.E.; Piratheepan, M. Acritical review of high polymer-modified aspahlt binders and mixtures. Int. J. Pavement Eng. 2020, 21, 686–702. [Google Scholar] [CrossRef]
- Polacco, G.; Berlincioni, S.; Biondi, D.; Stastna, J.; Zanzotto, L. Asphalt modification with different polyethylene-based polymers. Eur. Polym. J. 2005, 41, 2831–2844. [Google Scholar] [CrossRef]
- Kalantar, Z.N.; Karim, M.R.; Mahrez, A. A review of using waste and virgin polymer in pavement. Constr. Build. Mater. 2012, 33, 55–62. [Google Scholar] [CrossRef] [Green Version]
- Casey, D.; McNally, C.; Gibney, A.; Gilchrist, M.D. Development of a recycled polymer modified binder for use in stone mastic asphalt. Resour. Conserv. Recycl. 2008, 52, 1167–1174. [Google Scholar] [CrossRef]
- Costa, L.M.B.; Silva, H.M.R.D.; Peralta, J.; Oliveira, J.R.M. Using waste polymers as a reliable alternative for asphalt binder modification—Performance and morphological assessment. Constr. Build. Mater. 2019, 198, 237–244. [Google Scholar] [CrossRef]
- García-Morales, M.; Partal, P.; Navarro, F.J.; Martínez-Boza, F.; Gallegos, C.; González, N.; González, O.; Muñoz, M.E. Viscous properties and microstructure of recycled eva modified bitumen. Fuel 2004, 83, 31–38. [Google Scholar] [CrossRef]
- Neaylon, K. Update on the Australian Bitumen Market. In Proceedings of the 9th Asian Bitumen Conference 2013, Jakarta, Indonesia, 25–27 September 2013. [Google Scholar]
- Department of the Environment and Energy. Australian Petroleum Statistics; Department of the Environment and Energy: Canberra, Australia, 2019.
- Austroads. The Results of Testing Overseas Bitumen; No.: AP-T110/08; Austroads: Sydney, Australia, 2008. [Google Scholar]
- Vo, K. The performance of polymer modified bitumen inrelation to bitumen quality. In Proceedings of the ARRB Conference, Melbourne, Australia, 16–18 November 2016. [Google Scholar]
- Srivastava, A.; van Rooijen, R. Innovation Road Rehabilitation and Recycling Technologies. In Proceedings of the Pavement Seminar for the Middle East and North Africa Region, Amman, Jordan, 24–26 October 2000. [Google Scholar]
- Austroads. Laboratory Study on Relationship between Binder Properties and Asphalt Rutting; 2010 Report No.: AP-T164/10; Austroads: Sydney, Australia, 2010. [Google Scholar]
- The Fedral Highway Adminstration. The Multiple Stress Creep Recovery (MCSR) Procedure; 2011 Report No.: FHWA-HIF-11-038; The Fedral Highway Adminstration: Washington, DC, USA, 2011.
- Albritton, G.; Barstis, W.; Crawley, A. Polymer Modified Hot Mix Asphalt Field Trial; Mississipi Department of Transportation: Jackson, MS, USA, 1999.
- Dongre, R.; D’Angelo, J. Evaluation of Different Parameters for Superpave High Temperature Binder Specification Based on Rutting Performance in the Accelerated Loading Facility at FHWA; Transportation Research Board: Washington, DC, USA, 2003. [Google Scholar]
- Marasteanu, M.; Zofka, A.; Turos, M.; Li, X.; Velasquez, R.; Li, X. Investigation of Low Temperature Cracking in Asphalt Pavements; Minnesota Department of Transportation: Saint Paul, MN, USA, 2007.
- Soltani, M.; Moghaddam, T.B.; Karim, M.R.; Baaj, H. Analysis of fatigue properties of unmodified and polyethylene terephthalate modified asphalt mixtures using response surface methodology. Eng. Fail. Anal. 2015, 58, 238–248. [Google Scholar] [CrossRef]
- Zhen, L.; Sreeram, A.; Padhan, R.K.; Zhifei, T. Value-added application of waste PET based additives in bituminous mixtures containing high percentage of reclaimed asphalt pavement (RAP). J. Clean. Prod. 2018, 196, 615–625. [Google Scholar] [CrossRef]
- Abdel-Goad, M.A.H. Waste polyvinyl chloride-modified bitumen. J. Appl. Polym. Sci. 2006, 101, 1501–1505. [Google Scholar] [CrossRef]
- Hamedi, G.H. Effects of Polymeric Coating the Aggregate Surface on Reducing Moisture Sensitivity of Asphalt Mixtures. Int. J. Civ. Eng. 2018, 16, 1097–1107. [Google Scholar] [CrossRef]
- Arabani, M.; Yousefpour Taleghani, M. Rutting behavior of hot mix asphalt modified by polyvinyl chloride powder. Pet. Sci. Technol. 2017, 35, 1621–1626. [Google Scholar] [CrossRef]
- Colbert, B.W. The Perofrmance and Modification of Recycled Electronic Waste Plastics for the Improvement of Asphalt Pavement Materials. Master’s Thesis, Michigan Technological University, Houghton, MI, USA, 2012. [Google Scholar]
- Colbert, B.W.; Zhanping, Y. Properties of modified asphalt binders blended with electronic waste powders. J. Mater. Civ. Eng. 2012, 24, 1261–1267. [Google Scholar] [CrossRef]
- Rosli Mohd Hasan, M.; Colbert, B.; Zhanping, Y.; Jamshidi, A.; Heiden, P.A.; Hamzah, M.O. A simple treatment of electronic-waste plastics to produce asphalt binder additives with improved properties. Constr. Build. Mater. 2016, 110, 79–88. [Google Scholar] [CrossRef] [Green Version]
- Tapkin, S.; Cevik, A.; Uşar, Ü. Prediction of Marshall test results for polypropylene modified dense bituminous mixtures using neural networks. Expert Syst. Appl. 2010, 37, 4660–4670. [Google Scholar] [CrossRef]
- Garcia-Morales, M.; Partal, P.; Navarro, F.J.; Gallegos, C. Effect of waste polymer addition on the rheology of modified bitumen. Fuel 2006, 85, 936–943. [Google Scholar] [CrossRef]
- Al-Hadidy, A.I.; Tan, Y.-q. Effect of polyethylene on life of flexible pavements. Constr. Build. Mater. 2009, 23, 1456–1464. [Google Scholar] [CrossRef]
- Hinislioglu, S.; Agar, E. Use of waste high density polyethylene as bitumen modifier in asphalt concrete mix. Mater. Lett. 2004, 58, 267–271. [Google Scholar] [CrossRef]
- González, O.; Peña, J.J.; Muñoz, M.E.; Santamaría, A.; Pérez-Lepe, A.; Martínez-Boza, F.; Gallegos, C. Rheological techniques as a tool to analyze polymer-bitumen interactions: Bitumen modified with polyethylene and polyethylene-based blends. Energy Fuels 2002, 16, 1256–1263. [Google Scholar] [CrossRef]
- Pérez-Lepe, A.; Martínez-Boza, F.J.; Gallegos, C.; González, O.; Muñoz, M.E.; Santamaría, A. Influence of the processing conditions on the rheological behaviour of polymer-modified bitumen. Fuel 2003, 82, 1339–1348. [Google Scholar] [CrossRef]
- Envisage Works. 2016–2017 Australian Plastics Recycling Survey. 2018. Available online: https://www.environment.gov.au/protection/waste-resource-recovery/publications/australian-plastics-recycling-survey-report-2017-18 (accessed on 1 September 2020).
- Commonwealth of Australia. Environment and Communications References Committee; Commonwealth of Australia: Canberra, Australia, 2018.
- Blue Environment. Data on Exports of Recylables from Australia to China. 2018. Available online: https://www.blueenvironment.com.au/export-of-recyclables-to-china/ (accessed on 1 September 2020).
- Gonzalez, O.; Munoz, M.E.; Santamaria, A. Bitumen/polyethylene blends: Using m-LLDPEs to improve stability and viscoelastic properties. Rheol. Acta 2006, 45, 603–610. [Google Scholar] [CrossRef]
- Standards Australia. Bitumen for Pavements Sydney; Standards Australia: Sydney, Australia, 2013. [Google Scholar]
- AASHTO. Specification for Performance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) Test; AASHTO M332:2014; AASHTO: Washington, DC, USA, 2014. [Google Scholar]
- Holtrop, W. Sprayed Sealing Practice in Australia. In Proceedings of the 1st Sprayed Sealing Conference, Adelaide, Australia, 27–29 July 2008. [Google Scholar]
- Dack, S. Performance Seals—15 Years’ experience in the use of S35E PMBs. In Proceedings of the 1st Sprayed Sealing Conference—Cost Effective High Performance Surfacings, Adelaide, Austrlia, 27–29 July 2008. [Google Scholar]
- Austroads. Specification Framework for Polymer Modified Binders Austorads; AGPT-T190; Austroads: Sydney, Australia, 2019. [Google Scholar]
- Austroads. Review of Australasian and Overseas Specifications and Performance Tests for Bitumens; Austroads: Sydney, Australia, 2016. [Google Scholar]
- Standards Australia. Determination of the Effect of Heat and Air on a Moving Film of Bitumen (Rolling thin Film Oven (RTFO) Test); AS/NZS 2341.10:2015; Standards Australia: Sydney, Australia, 2015. [Google Scholar]
- Ali, A.H.; Mashaan, N.S.; Karim, M.R. Investigations of Physical and Rheological Properties of Aged Rubberised Bitumen. Adv. Mater. Sci. Eng. 2013, 2013, 239036. [Google Scholar] [CrossRef] [Green Version]
- Bondt, A.H.; Plug, C.P. A Brief Introduction to Polymer Modified Bitumen (PMB): OOMs Civiel bv. 2014. Available online: https://ooms.nl/ (accessed on 1 September 2020).
- AASHTO. Specification for Performance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) Test; AASHTO MP19:2010; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2010. [Google Scholar]
- Ben, P. Using HDPE Waste Polymer to Enhance the Rutting Ressitnace of Bituemnous Binder. Bachelor’s Thesis, Curtin University, Perth, Australia, 2019. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Study | % | Mixing | Size mm | Outcome |
|---|---|---|---|---|
| [32] | 4 | 30 min @165 °C 200 rpm | 0.42–2 | High rutting resistance |
| [38] | 1–3 | 6 h @180 °C (1800 rpm) | - | Poor Dispersion |
| [8] | 4 | 90 min @ 160 °C | - | Better Performance |
| [9] | 5 | 1 h @180 °C 600 rpm | <0.45 | High rutting resistance |
| Unaged Samples | |
|---|---|
| Mix Id | Mix Description |
| Mix U-S35E | S35E PMB |
| Mix U-HDPE-8 | C170 + 8% HDPE |
| Mix U-HDPE-6 | C170 + 6% HDPE |
| Mix U-HDPE-4 | C170 + 4% HDPE |
| Mix U-HDPE-2 | C170 + 2% HDPE |
| Mix U-C170 | unmodified C170 |
| Aged Samples | |
| Mix A-S35E | S35E PMB |
| Mix A-HDPE-8 | C170 + 8% HDPE |
| Mix A-HDPE-6 | C170 + 6% HDPE |
| Mix A-HDPE-4 | C170 + 4% HDPE |
| Mix A-HDPE-2 | C170 + 2% HDPE |
| Mix A-C170 | unmodified C170 |
| Duration | 40 min |
| Velocity | 2500 rpm |
| Temperature | 180 °C |
| Temperature (°C) | HDPE Content 0–4% | HDPE Content 4–8% | ||
|---|---|---|---|---|
| Line of Best Fit | R2 | Line of Best Fit | R2 | |
| 58 | Jnr3.2 = −0.3385x + 1.3867 | 0.995 | Jnr3.2 = 0.0156x − 0.0693 | 0.709 |
| 64 | Jnr3.2 = −0.8383x + 3.4532 | 0.997 | Jnr3.2 = 0.0364x − 0.1308 | 0.610 |
| 70 | Jnr3.2 = −1.8354x + 17.8812 | 0.999 | Jnr3.2 = −0.0061x + 0.4138 | 0.008 |
| 76 | Jnr3.2 = −3.7643x + 16.6640 | 0.999 | Jnr3.2 = −0.1588x + 2.0084 | 0.701 |
| 82 | Jnr3.2 = −7.0868x + 33.2880 | 0.9949 | Jnr3.2 = −0.7600x + 7.2887 | 0.986 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Piromanski, B.; Chegenizadeh, A.; Mashaan, N.; Nikraz, H. Study on HDPE Effect on Rutting Resistance of Binder. Buildings 2020, 10, 156. https://doi.org/10.3390/buildings10090156
Piromanski B, Chegenizadeh A, Mashaan N, Nikraz H. Study on HDPE Effect on Rutting Resistance of Binder. Buildings. 2020; 10(9):156. https://doi.org/10.3390/buildings10090156
Chicago/Turabian StylePiromanski, Benjamin, Amin Chegenizadeh, Nuha Mashaan, and Hamid Nikraz. 2020. "Study on HDPE Effect on Rutting Resistance of Binder" Buildings 10, no. 9: 156. https://doi.org/10.3390/buildings10090156
APA StylePiromanski, B., Chegenizadeh, A., Mashaan, N., & Nikraz, H. (2020). Study on HDPE Effect on Rutting Resistance of Binder. Buildings, 10(9), 156. https://doi.org/10.3390/buildings10090156