1. Introduction
Bricks are used as an essential construction material and are utilised prominently around the world. The global production of bricks is around 1500 billion annually [
1]. However, the PWC report indicated that Melbourne is facing a clay shortage. The cumulative demand for the clay and clay shale from 2015 to 2050 is 40,062,953 tonnes, but the supply volumes from 2015 to 2025 are 19,061,236 tonnes [
2]. Additionally, a single brick creates 0.61 kg of CO
2 over its life cycle. In addition, the firing process of 250 billion bricks releases 40.65–42.64 Tg CO
2 approximately into the atmosphere annually when considering the clay burning and coal combustion [
3]. Large amounts of CO
2 emissions are harmful to the environment, which results in climate warming. As a result, incorporating wastes into bricks tends to be a method for addressing the pollution problem. Components such as rice husks, rubber, sawdust, various types of sludge, and recycled paper have proved beneficial to the environment and the final product. For instance, Chiang et al. [
4] focused on adding water treatment sludge and rice husk into bricks to achieve lightweight bricks while addressing the stockpile issue. In 2012, the study indicated that the foundry by-products could potentially produce ceramic bricks with properties satisfying the standard limits [
5]. In 2019, to address the stockpile issue caused by wastewater sludge, researchers proposed the addition of treated wastewater sludge in fired-clay bricks with promising results [
6].
Vlasove et al. [
7] stated that the main issues relative to brick manufacturing include the high energy consumption, water usage, and the processing of large-scale wastes (ecological problem). Red clay bricks, red clay–milled cullet mixture bricks, red clay—milled basalt mixture bricks, and red clay–milled glass–milled basalt mixture bricks were investigated by Vlasove et al. The results proved that double and triple composition of low melting point glass dropped sintering time to 8–12 h and reduced the sintering temperature of 900–1000 °C while maintaining good strength of bricks. In addition, Phonphuak et al. [
8] compared the physical-mechanical properties of bricks incorporating waste glass to controlled bricks. The study aimed to reduce the firing temperature of bricks to save energy and was performed by incorporating 0.5% and 10% glass in fired clay bricks, with the firing temperature ranging from 900 to 1000 °C. The results revealed that the glass additive sodium oxide (Na
2O), which has a non-crystalline composition, assisted in reducing the temperature required for sintering the bricks. Increasing the glassy phase in the brick enhanced the structural and durability properties and reduced the manufacturing costs. It also induced vitrification in the bricks, resulting in higher density, reducing water absorption, and lowering the drying shrinkage.
In many studies, beer bottles were used as waste glass additives because they are accessible, cheap, and have a low melting point of around 1000 °C. According to the Netbalance report [
9], about 257,000 tonnes of glass waste are generated each year. The majority is from glass packages such as glass bottles, beads, and bowls. Landfills are facing major space availability issues. Therefore, it is becoming crucial to find effective and efficient ways to recycle waste glass. An alternative to a growing waste issue may be recycling waste bottle glass into building materials such as fired clay bricks. Beer bottles are mainly comprised of soda-lime, which has a melting point approximately half that of sand. Therefore, the soda portion of the glass contributes to a low melting point, making it potentially recyclable, and the lime portion fortifies the glass by increasing its hardness and durability.
Therefore, this study aims to investigate the potential of recycling waste beer bottle glass (BG) in fired clay bricks. Fired clay bricks containing 10% (by weight) of crushed waste BG were prepared and compared to controlled bricks. Moreover, to study the effects of varying firing temperatures on the physical and mechanical properties and thermal conductivity of the manufactured samples, a temperature range between 900 to 1050 °C was selected. Additionally, numerous tests were carried out, including compressive strength, water absorption, shrinkage, the initial rate of absorption (IRA), X-ray fluorescence (XRF), and X-ray diffraction analysis (XRD). The experimental results have been discussed and compared with the recommended acceptable limits for standard bricks.
2. Materials and Methods
A trusted brick manufacturer provided the clay soils (PGH Bricks and Pavers Victoria). In total, around 30 kg of soil sample was used to produce the required amount of brick samples.
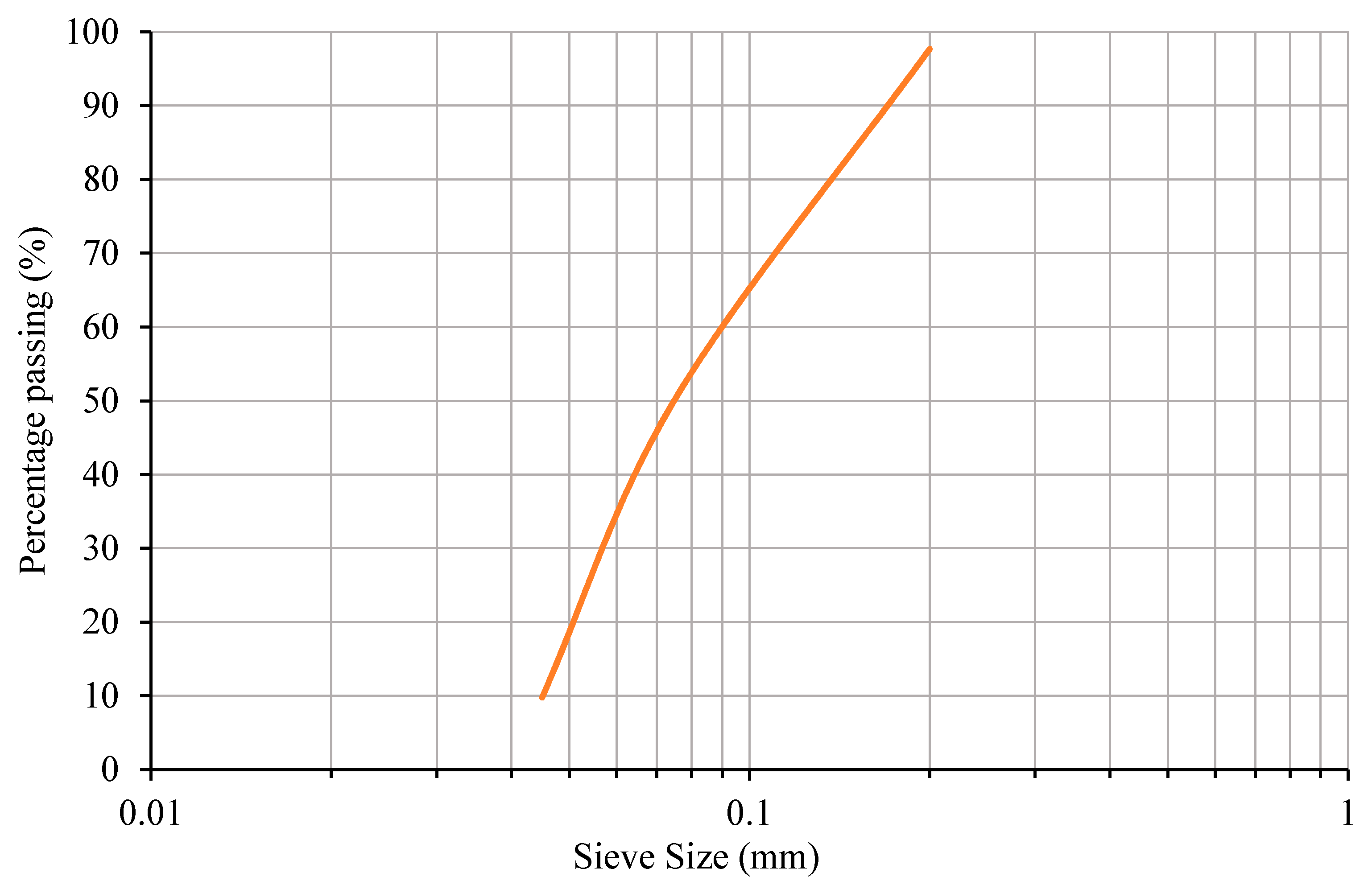
Table 1 shows the geotechnical properties of the brick soil used in this study. The clay soil was initially collected in metal trays (
Figure 1a) and oven-dried at 105 °C for 24 h. The soil was crushed using a hammer and sieved using 200 μm sieves. Moreover, nineteen 330 mL recyclable beer bottles were collected for this study, which were provided from a local restaurant chain, and the chosen brand was Tsingtao beer (
Figure 1b). Firstly, the tags on the surface of each BG were removed by using a steel brush and water. Clean glass bottles were oven-dried for 30 min at 105 °C. After oven drying, a hammer was used to crush the BG into fragments. Next, the ball mill was used for 24 h to crush the BG fragments to BG powder (particle size: <0.2 mm). In addition, XRD (D8 Endeavor, Bruker, Billerica, MA, USA) was utilised to identify the main crystalline phases. XRF (S4 Pioneer, Bruker, Billerica, MA, USA) analysis was conducted to determine the major chemical components and oxides of the experimental clay soil and BG powder. Mixture proportions of specimens by weight (g) and the firing temperature were summarized in
Table 2.
2.1. Brick Sample Preparation
Primarily, five sets of six bricks were prepared, resulting in thirty bricks. Sets 1, 2, 3, and 4 had the same moisture content of 15% and 10% BG, which were fired at temperatures of 1050, 1000, 950, and 900 °C, respectively. Set 5 was treated as the control batch (0% BG) and was fired at 1050 °C. According to [
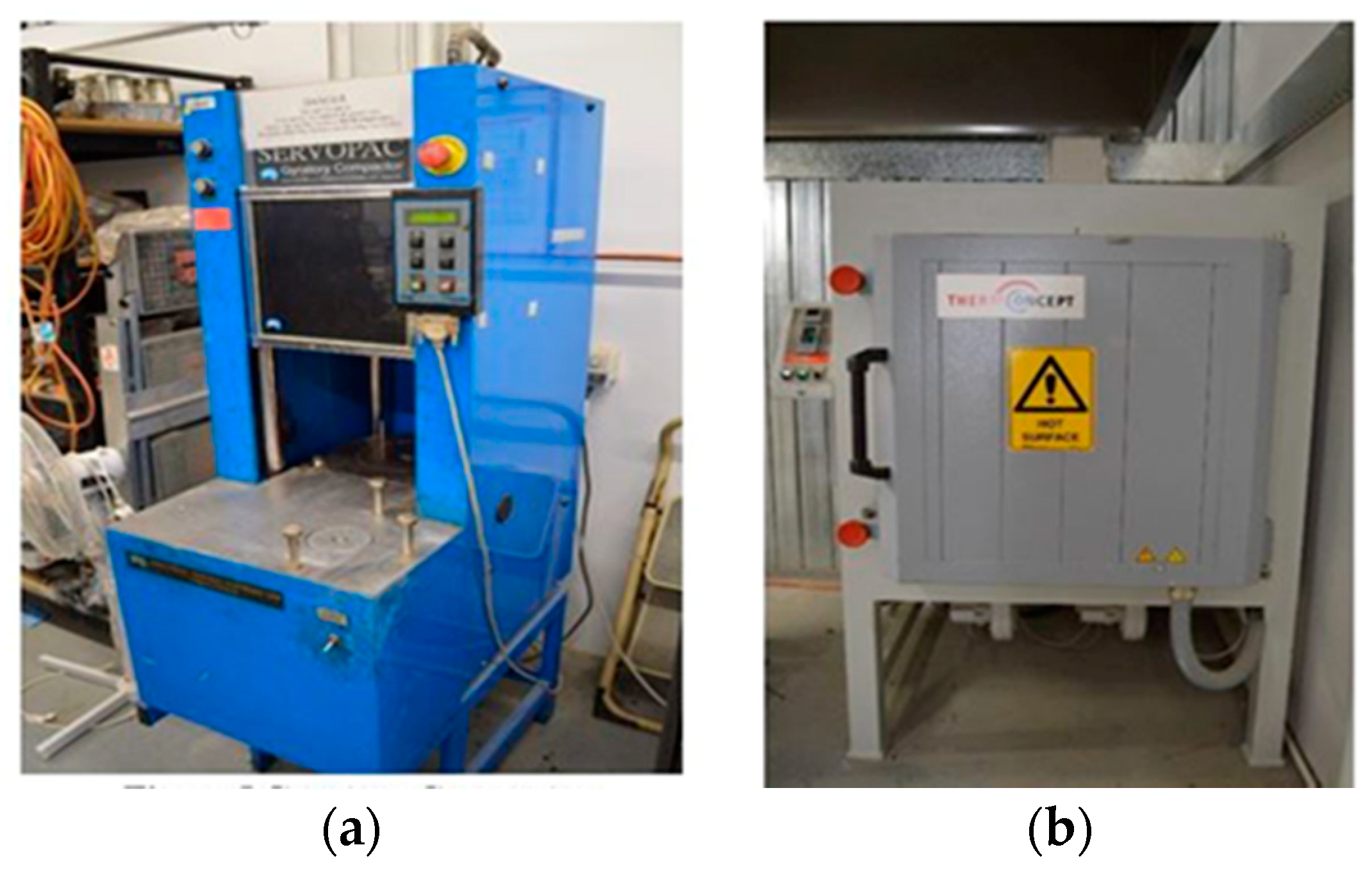
10], the optimum moisture content (OMC) was found to be 15%. The soil, BG, and water mixtures were mixed using a 20 L Hobart mechanical mixer (MAESTRO MIX, Offenburg, Germany) for 20 min to ensure that the mixture was combined well. The mixture was then compacted using an IPC Global Servopac Gyratory Compactor (
Figure 2a) under a pressure of 240 kPa, 20 gyrations/minute at a 3 degree angle. A mould of 100 mm diameter and 50 mm height was used. A similar process was performed for set 5 (control brick) other than the addition of BG in the mixture. All bricks were oven-dried for 24 h at 105 °C, followed by air-drying for 48 h. The control bricks were placed into a furnace (Model KC 220/13, Hylec Controls Pty Ltd., NSW, Australia) (
Figure 2b) with a ramp rate of 0.7 °C/min at 1050 °C and kept at this temperature for 3 h. The remaining five batches were placed in a furnace with a ramp rate of 0.7 °C/min at temperatures 900, 950, 1000, and 1050 °C. After firing, the bricks remained in the furnace until all bricks cooled down to room temperature. All bricks were fired in the same furnace (Model KC 220/13, Hylec Controls Pty Ltd., NSW, Australia) to ensure consistency. The controlled brick samples were compared to the BG modified bricks to verify whether the addition of BG has the potential to decrease firing temperature.
2.2. Compressive Strength Test
The compressive strength test was carried out using a Tecnotest machine (K300/EUT, Tecnotest, Bg, Italy) (
Figure 3) and TCM (Tecnotest computerised machine) software. Hence, the maximum load and compressive strength of each brick sample were determined. The compressive strength (MPa) calculations were conducted by considering the total load (P) at which the specimen fails (kN), area (A) (mm
2), and the aspect ratio factor (K
a) (was derived according to [
11], which was 0.53).
2.3. Shrinkage
According to [
12], the dimensions of each manufactured brick were recorded at the time after compaction, drying, and firing, respectively. These three sets of measurements have been analysed to determine the level of shrinkage.
2.4. Thermal Conductivity
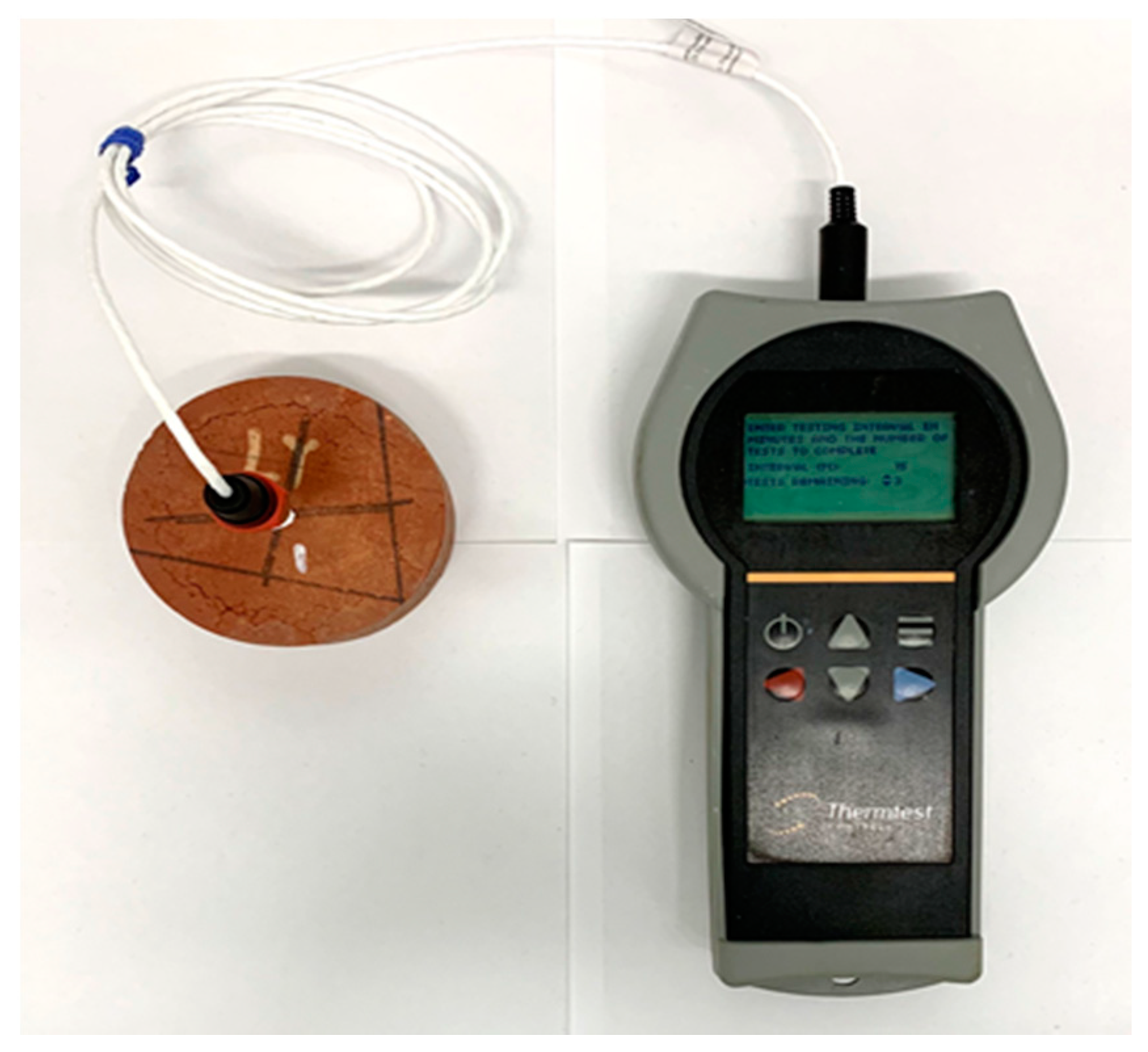
Thermal conductivity is an essential criterion for building materials. The density affects the thermal conductivity performance. A transient line source (TLS) meter (TLS-100, Poly Technologies, Australia) was used to perform the thermal conductivity test, shown in
Figure 4. A 4 mm (diameter) hole was drilled at the centre of the brick specimen, and a sensor needle (4 mm in diameter and 50 mm in length) was inserted in the hole completely. The measurements were carried out at an average temperature of 20 ± 2 °C. The test was performed three times for each sample, the mean of the three measurements was adopted, and 15 min interval time was applied between each test.
2.5. Water Absorption Test
2.5.1. Initial Rate of Absorption (Suction)
According to [
13], the weight of the specimen after oven-drying was recorded as m
1. The following step was to place the bed surface of the dry specimen on the bars for a period of 60 ± 1 s, measured from the time the specimen made contact with the water. During this time, the water was kept at a level of 3 ± 1 mm above the bars. The next step was to remove the specimen from the water and immediately wipe it with a damp cloth and determine its mass (m
2 in grams). The weighing was completed within 1 min of the removal of the specimen from the water tank. Thus, the IRA was calculated using the following equation:
where
IRA = initial rate of absorption
m1 = mass of specimen oven-dry (g)
m2 = mass of specimen after 1 min absorption (g)
Agross = gross area of the bed, based on work size dimensions (mm2)
2.5.2. Coldwater 24 h Immersion Test
The specimens were oven-dried for 24 h at 105 °C after the initial rate of absorption test. The samples were weighed after they were fired and then cooled down to room temperature and recorded as m
1. Then, the bricks were placed into cold water at ambient temperature for 24 h. After 24 h, they were removed from the cold water and drained for 1 min, any remaining water on the bricks’ surface was dried with a damp paper during the 3 min, and the bricks were weighed again and recorded as m
2. According to [
14], the cold-water absorption (%) can be calculated by the following equation:
where
m1 = mass of specimen oven-dry (g)
m2 = mass of immersed surface dried specimen (g)
Wi = percentage cold water immersion absorption of the specimen (%)
2.5.3. Five-Hour Boiling Test
On completion of the cold-water test, the specimens were placed on the grid in the water bath, and all surfaces of the specimens were covered by at least 25 mm of water. When the specimen was covered to the required depth, the water was rapidly heated to 100 °C in approximately 1 h and maintained at this temperature for 5 h. At the end of this period, the specimen was cooled uniformly and left in the tank for more than 3 h. The next step involved removing the bricks from the cold water, draining for 1 min, and removing any remaining water on the bricks’ surface using damp paper within 3 min. The bricks were weighed again and recorded (m
3). According to Australian Standards [
14], the following equation was used to calculate the boiling water absorption (%);
where
m1 = mass of dried specimen (g)
m3 = mass of the boiling surface dried specimen (g)
Wb = percentage boiling water absorption of the specimen
4. Conclusions
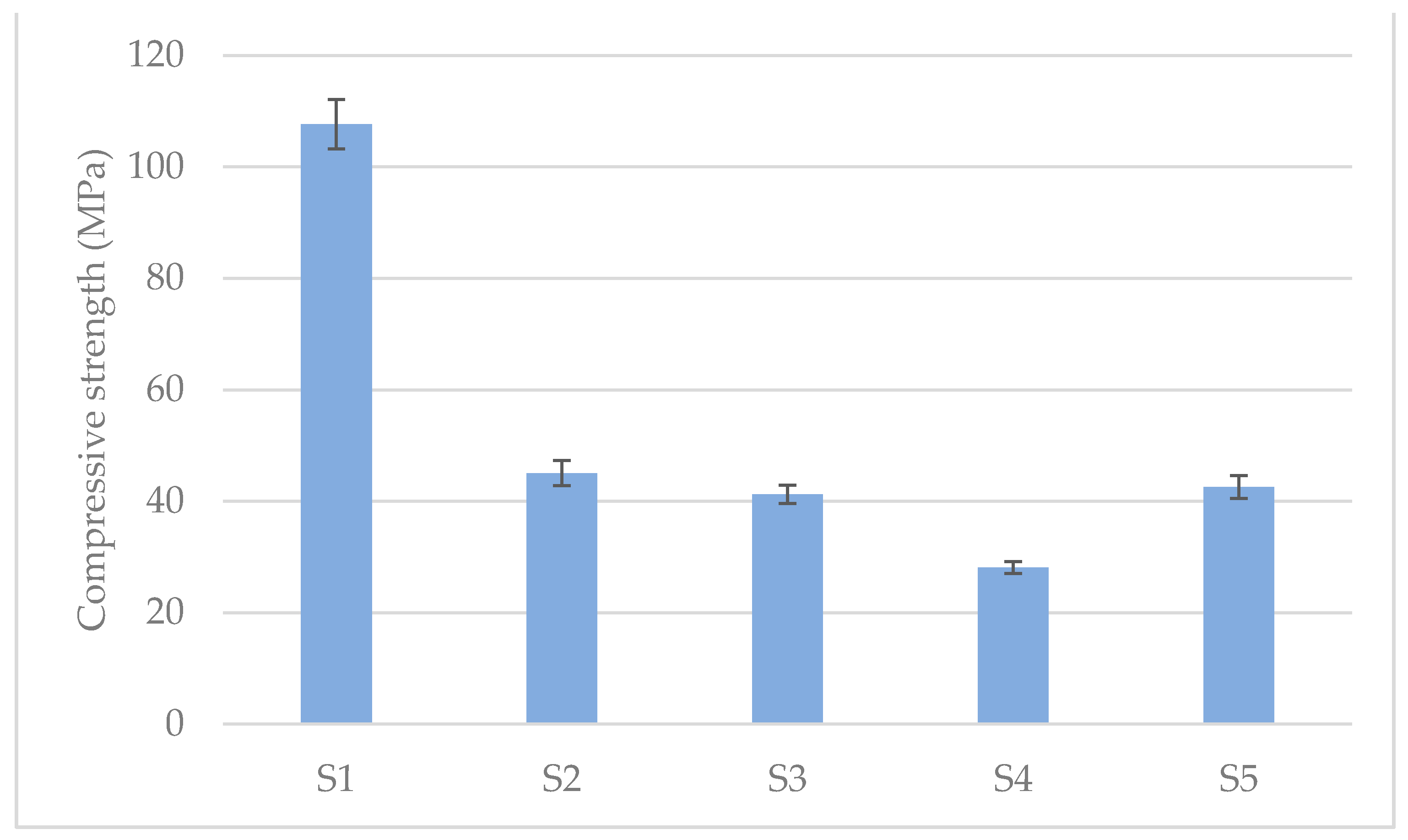
This study investigated whether beer bottle glass (BG) can be recycled in fired-clay bricks and investigated the relationship between the firing temperature and the corresponding physical and mechanical properties and thermal conductivity. The BG incorporated bricks were compared with the control samples (0% CWG), and conclusions were drawn as to whether the physio-mechanical properties of the bricks remained the same, improved, or worsened. As can be seen from the test results, the compressive strength of BG-incorporated bricks decreased with the decreasing firing temperature. However, the compressive strength was still above the limit of 5 MPa. The maximum compressive strength (113.93 MPa) was achieved with the addition of 10% BG at a firing temperature of 1050 °C. The test results regarding water absorption indicate that all tested bricks satisfied the maximum recommended absorption value of 17%, which is required for building bricks exposed to severe weathering (SW). Thermal conductivity test results proved that the density and firing temperatures affected thermal conductivity performance, consistent with the previous study results. Additionally, all of the manufactured bricks in this study satisfied the requirements of Australian standards.
Finally, the production of fired clay bricks relies on extensive mining of natural resources and non-renewable raw materials, which caused the clay shortage and the growing pollution problem. Further, the current recycling techniques practised for waste glass are limited, resulting in a stockpile catastrophe. Therefore, recycling waste glass in fired clay bricks can solve a growing world waste calamity, minimise the stockpile in landfills, and potentially reduce firing temperatures to 900 °C because BG helps forming the glass phases at a temperature above 850 °C and the glass phases help to improve the properties of the bricks (based on the results in this study, the physical/mechanical properties of 10% BG-containing bricks fired at 900 °C still satisfied the requirements of Australian standards).



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




