2. Materials and Methods
The method used to record the 3D-printed buildings in this work consisted of compiling published cases, reviewing their construction characteristics and then analyzing relevant conditions for architectural design. The information was collected from November 2020 until the end of January 2021 using Internet search engines with the keywords “3D-printed construction”, “3D-printed building”, “3D-printed home”, “3D-printed house” and “additive manufacturing construction”. Websites were selected that show at least two photographs of the same construction, give information about its creation using 3D printing and provide some details about the process. A variety of background information on each case was compiled for analysis, such as execution photographs, plans and/or technical reports provided by the same source or others that report about the case. A 3D-printed building was considered to be a volume of dimensions that can shelter people within an enclosed space, which was made by digitally controlling the 3D deposition of solidified material, as visually displayed and avowed on a public website. The identified cases were further confirmed with information from other websites, scientific articles or documents.
It should be mentioned that the searches revealed unbuilt projects or only some components elaborated, which were excluded since they presented a prototype or a partial development, without verifying and/or completing the building execution, which express its architectural properties. These included some projects or pieces developed by relevant research centers in the area, but that apparently have not yet constructed an entire building. Additionally, some complete buildings are included that possess only some printed components, because they express relevant features applying this technology and have been publicized due to the use of 3D-printed construction so, therefore, were taken into consideration. Alternately, constructions that do not constitute a building, that is, they do not shelter people, such as bridges, furniture, tanks or acoustic walls for highways, were excluded, even though they can be considered relevant experiences with this technology. The unbuilt projects are also normally proposals of a greater magnitude and, in some cases, have a great deal of detail. Nevertheless, their construction was unverified, and thus, they were not included.
The selected cases were first identified by the name declared on the website, the year of execution, the country of location and executor avowed, although in some cases, there are multiple participants (
Table 1). In addition, data on the architectural typology were recorded, such as the stated main use or activity; the indoor habitable floor area as indicated on the website, estimated by pictures or measured in plans; the number of floors and number of units when several buildings of a similar design have been built. Property conditions or costs, which can diversify architectural classifications, were not recorded because they are not reported for many cases reviewed. On occasion, execution time and prices are mentioned, but in a promotional sense and without much detail.
Likewise, general printed construction strategies were also recorded. First, it was noted whether the printing was done on-site, with equipment installed in the place of construction, or off-site and components were transported to the definitive site. Then, the kinds of equipment used for automated deposition, as gantries with a Cartesian system, cylindrical or hanging, or articulated robotic arms, and whether cement, clay or other base material was used for the deposition mixture. Cartesian systems are based on two horizontal axes (x, y) and the z axis for height, with rails for movement of nozzle. Cylindrical systems rely on a central pivot tower where a beam-like (sometimes telescopic) arm is rotated. Hanging systems have nozzle dangling with cables from three poles for a coordinated 3D movement. Articulated systems are automated manipulators with several sections with different degrees of rotation.
Subsequently, architectural and construction characteristics were recorded based on the recurrent properties of the buildings executed (
Table 2). The conditions reviewed were: the building components declared as printed, including foundations, floors, walls, slabs or roofs; the arrangement of the printed elements, that is, if they were made with single filaments, parallel filaments with a void in between or grid patterns; reinforcement of the printed component, such as no reinforcement, horizontal bars, vertical bars or reinforced portions. Finally, some geometric attributes of the general construction were recorded. These included the proportion of windows, either greater vertical or horizontal magnitude or equivalent magnitudes, and the shape of the roof, either pitched, flat or curved, and if it was built with another construction system or printed. Different categories were used to describe whether the wall layout was orthogonal or curved. These included entirely straight, rounded corners, arched or wavy sections, mostly curved or totally curved in 3D. However, in some cases, one or more of the previously mentioned conditions was not present, for example, no roof or openings.
For the analysis, the general data were examined first. The years of execution were counted in order to generate correlative totals and to review the chronology of the 3D-printed constructions. Location was also quantified and then geo-localized on a world map to display the geographic distribution of projects and to review the possible relationship with the chronological or technical development and cultural, economic or climatic conditions. Concerning the companies or organizations that executed the buildings, the projects related to each one were counted to establish the entity’s experience and the technical conditions they employed. The organizations’ profiles—private, public, academic or business—were also reviewed in relation to their technical experience and self-description.
The typological data on function, floor area, floors and number of buildings were also quantified and comprehensively compared with current construction to understand the state and comparative development focus of 3DPC technology. The functions were totaled by category, and a number of cases with greater information were reviewed to verify occupancy. The distribution of the built floor areas was obtained to compare with conventional construction. The typological characterization was complemented with the remaining characteristics and evaluated in relation to the emerging context of construction 3D-printing technology.
The general 3DCP strategies related to execution regarding the site, the deposition movement system and the base material of the mixture used were totaled by option. Then, the distribution and relationship with other conditions were established to determine technological approaches. Additionally, representative cases were identified.
The analysis of 3D-printed construction characteristics was conducted with a similar procedure. Options were totaled, and then, exemplary cases were reviewed. Recurrent conditions were established, and then, basic shapes were designed to evidence alternatives. Subsequently, they were related to the remaining aspects, and their implications are discussed herein. Then, relationships between characteristics and technological approaches were analyzed based on the executors and strategies applied. Thus, general trends and unique situations were made apparent.
3. Results
In the search conducted up to the end of January 2021, 112 examples of 3D-printed buildings were identified that included photos and a declaration of their 3D-printing process. Many of these have been displayed in different overview articles on the subject [
2,
3,
4,
8,
9,
13,
14,
15,
16,
17] or specialized sites (such as [
18,
19,
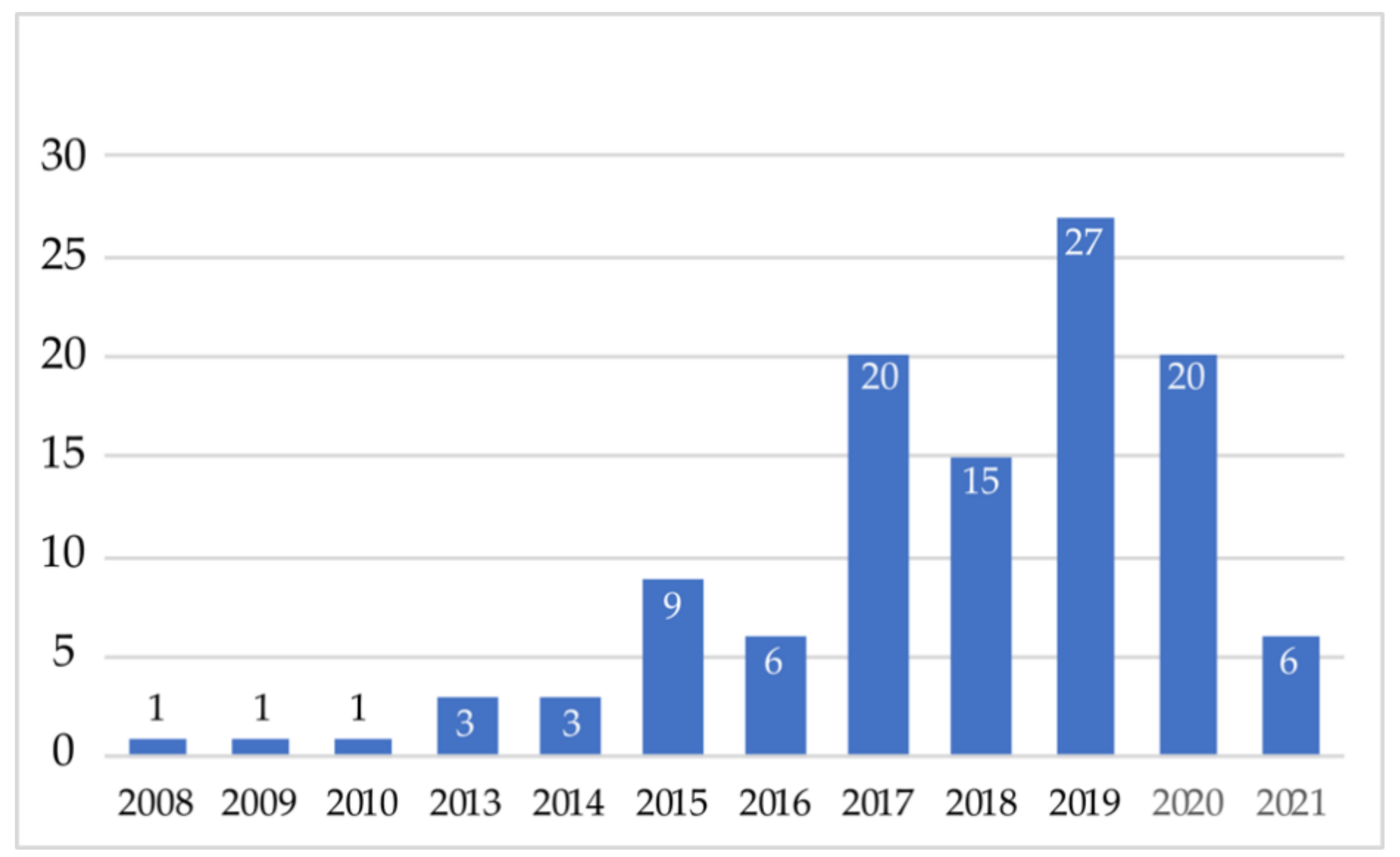
20]). Chronologically, the first projects were built between 2008 and 2010, although most in the last five years, with a reduction during the last year or so, probably due to the global pandemic (
Figure 2). This chronological development is somewhat different from the exponential growth of publications and research on the subject [
7,
8]. Rather, the chronological development can be visualized as steps beginning with a first stage with a few “precursors” between 2008 and 2014. Then, there are a greater number of cases between 2015 and 2020, with different executors, but without significant massification. This pattern of technology emergence is apparently different from that of other developments, which tend to be concentrated at the start and then widely multiplied [
21].
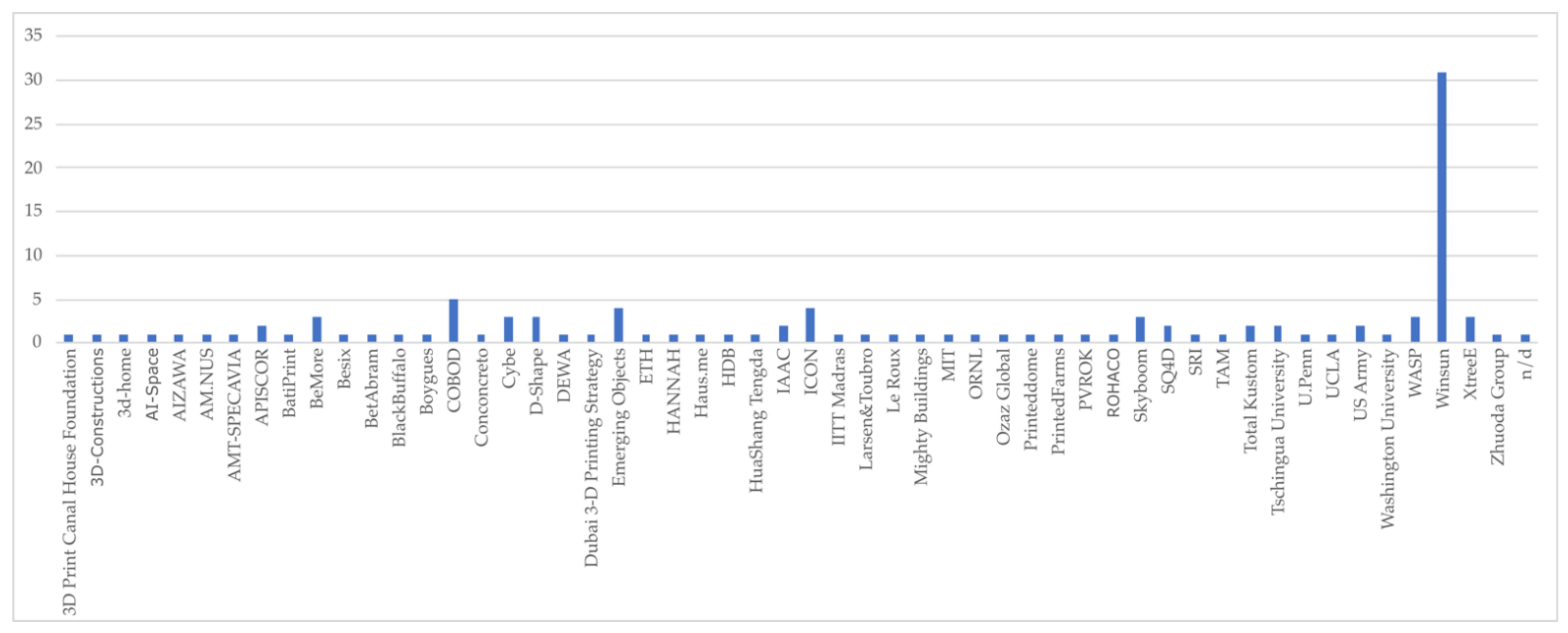
In the hundred sum odd experiences reviewed, more than thirty different executors took part, with approximately half having carried out two or more buildings (
Figure 3). Only one company, WinSun from China, has constructed around thirty. This business has some built projects with several similar units and other buildings of great size and variety, thereby maintaining its production during the last five years. Nevertheless, it does not seem to have been related to or have influenced other executors, since it appears to be quite independent.
The executors are mostly new private companies, some related to or subsequently acquired by larger businesses. For example, WinSun was previously dedicated to materials and is connected to a large construction company. However, in some cases, the executors are also consortiums of several companies, some are linked with universities, and a few are even university teams. Recently, large companies in the construction industry have begun to participate, namely HOLCIM devoted to cement production, PERI to formwork, SIKA in additives, and the Obayashi and Aizawa construction companies in Japan have developed or acquired participation in 3D-printed constructions. This has also been the case with other businesses and organizations closely related to the sector, including ICON, NASA space exploration and the U.S. Army Corps of Engineers. Some of the projects declare state entrepreneurship financing or governmental support, such as the national plans of Dubai and Singapore [
22,
23]. There is a relationship between the productive–academic–governmental sectors. Nonetheless, unlike scientific development, which is mainly generated by universities with state and partially private funding, in these building experiences, these institutions play a secondary role. Additionally, technological advances usually arise from small initiatives and are then promoted by large companies, whereas in this case, independent undertakings still predominate, although a process of initial vertical integration can be observed.
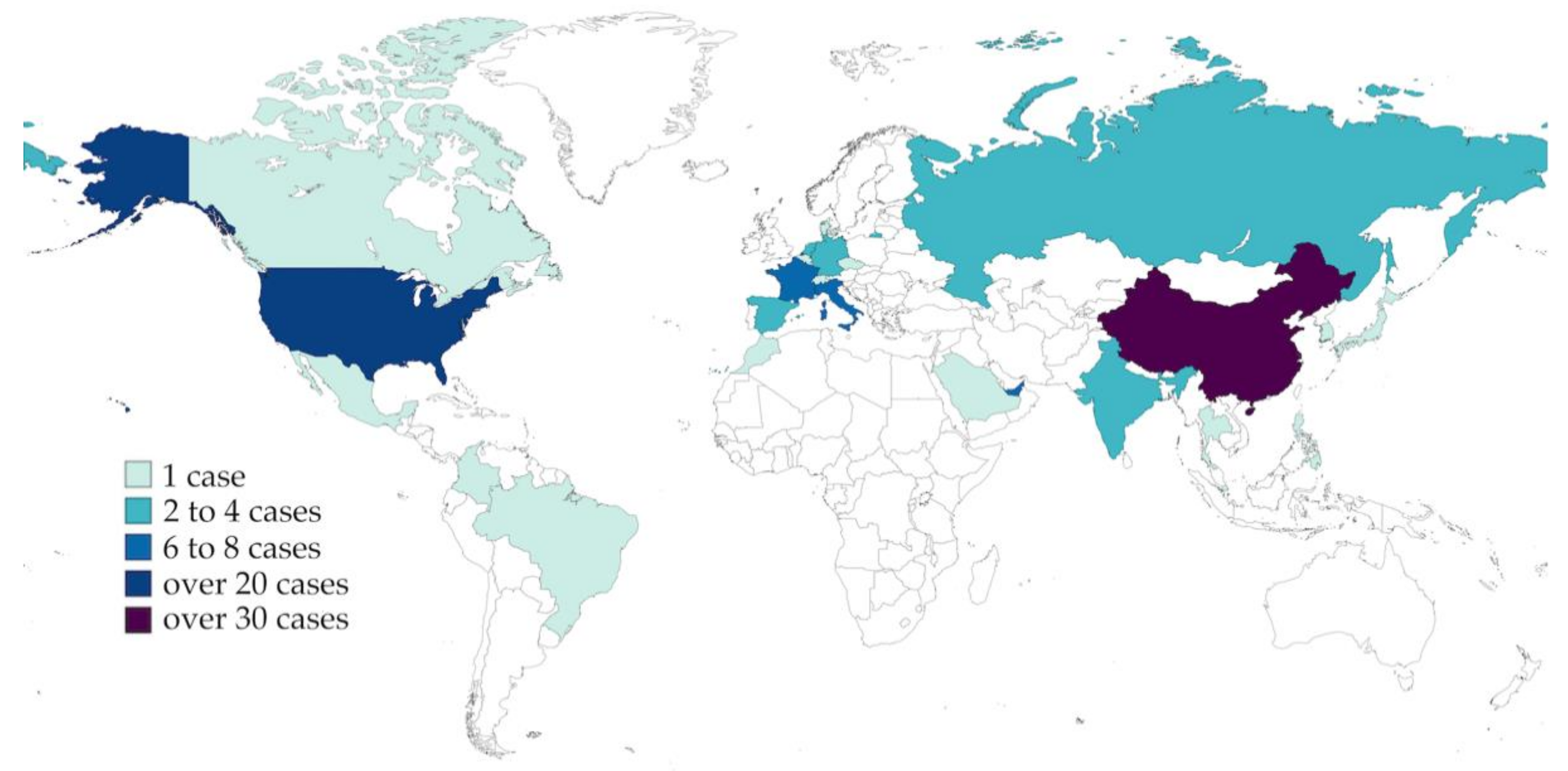
In relation to geographical location, most of the buildings are located in developed countries (
Figure 4), with some particularities; the initial precursors (such as Contour Crafting Corporation, D-Shape, Loughborough University, Institute for Advanced Architecture of Catalonia) located in these countries seem to have not participated lately in complete constructions. However, in the United States and Europe, various initiatives have emerged, which in recent years, have participated in other areas, including South Asia, Latin America and Africa. Meanwhile, in China, production has remained mostly concentrated in a single company, although it has been promoting business in Africa and Australia. In recent months, some executors have consolidated by selling equipment or constructions for other clients in different countries, sometimes under larger companies or government plans. Some examples include COBOD, CyBe, Be More 3D and 3DHome in Brazil. Thus, production has been sporadic and dispersed but has expanded geographically and is beginning to integrate vertically.
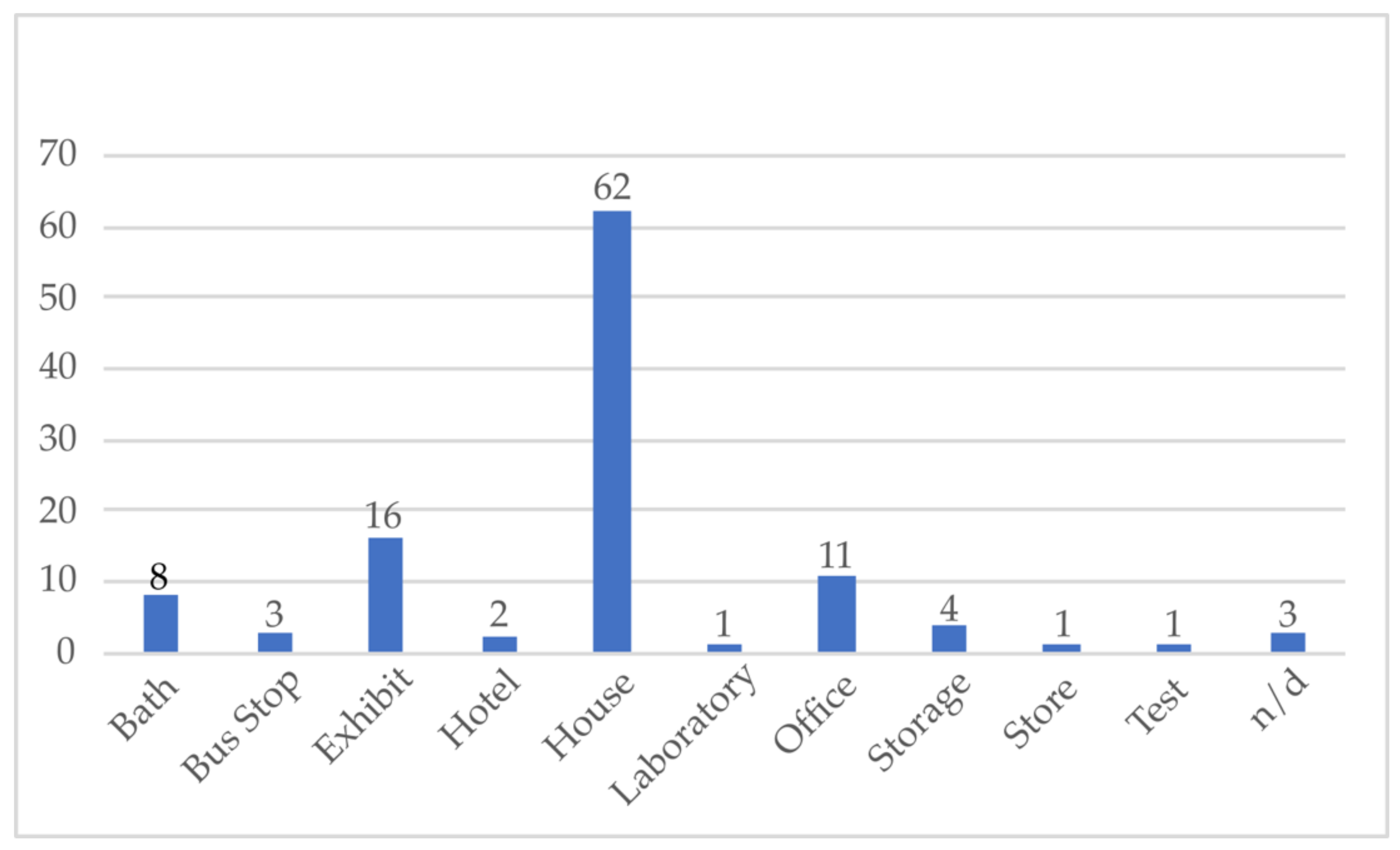
With regard to the functions of the printed constructions, single-family detached dwellings are clearly dominant (
Figure 5). Close to 60% of the cases declare having built a house, although few demonstrate subsequent human occupation, and apparently, a number are for exhibition and as such are often furnished. Another relevant number of constructions are decidedly for exhibition and can accommodate occasional visits. Other declared uses are as offices, bathrooms, hotels, bus stops, sheds or, recently, booths for isolation or pandemic care. Specific kinds of occupancy are given for some dwellings, namely for the homeless, vacations, sustainable living, Mars habitat, as mansions, or houses in an Asian style are also declared, which demonstrates a diversity of residential applications. A very few cases are multi-residences or have repeated units.
The size of the built surface areas shows a great dispersion. It ranges from very small to a few larger constructions, with an average total per unit of 80 m2, similar to a regular residential surface. Concerning the buildings’ height, most are one floor. A few are two or more stories, and in these cases, the structural systems apparently are complemented with other technologies. In terms of quantity, a large majority of the constructions are individual, and a few have been built in series or with several units. These cases are of WinSun such as an office building and some groups of houses, cabins and bus stops, and a recent multi-story building from PERI. In total, 11,004.2 m2 have been built in 197 buildings registered in this review.
The predominance of single-family dwellings seems to reflect, as stated by some executors, the intention that this technology address broad global housing demands. Yet, it differs from conventional construction that extensively dedicates itself not only to housing but equally to service buildings and infrastructure [
24], which are uncommon in these 3DPC experiences. Similarly, this individual typology differ from the multi-residences predominant in European and emerging countries, especially in large cities that relegate single-family dwellings to suburbs, rural sectors or self-building. Likewise, in terms of surface areas and quantities, even though there is a broad representation, they also contrast with the main trends in general construction, which is oriented towards large surface areas and repetitive buildings of which few are individual initiatives. This contradiction may reflect the emergence of this technology from a “niche” of detached dwellings, which has more appropriate conditions for experimentation and specific future applications, but possibilities in other areas are yet to be developed.
Concerning the strategies used in the cases, most of the constructions have printed components produced in a “factory” (n = 63), that is, produced off-site in equipped facilities and then transferred to the construction site. This is the strategy used by the main executor, WinSun. In fewer cases, the elements are printed at the construction site (n = 48), which is also relevant due to the evident complexities of developing new procedures with sophisticated equipment in changeable and varied environments. This condition differs from the general situation in conventional construction, in which a large part of the building is normally created on-site, especially walls. In addition, it is noteworthy that scientific research has not yet analyzed this aspect of 3DPC. Namely, there seems to be no inquiries into or presentations of the pre-fabrication conditions, as well as no comparison with on-site work. This implies diverse dilemmas centered around modulation, transport and assembly, among other challenges.
Regarding the deposition systems (
Figure 6a), gantries predominate, in particular 3D Cartesian systems with rails (
n = 75), with few with cylindrical or hanging systems. The use of robots with articulated procedures are also significant (
n = 23). In some cases, both systems are employed. A few constructions were made with small printers. The deposition systems are not related to the choice to print components on- or off-site. Hence, there are gantries in factories and on-site, and vice versa, in addition to robots in factories and on-site. However, the fact that the primary executor works with the same strategy, an off-site gantry system, does influence the descriptive statistics of the buildings surveyed, including the systems employed. Internal differences can also be noted in the deposition systems, in addition to the kinds of technologies used; they are recognized gantries with lower or upper supports; different size, covering the whole building or parts, and some cases diverse nozzle support or shape. Additionally, robots with different mobile bases or additional extensions are used. This disparity is evidence of technological exploration, as there are several systems being employed. Few descriptions are made about pumps or mix preparation equipment.
Regarding the material utilized (
Figure 6b), most of the cases employed cement for the printing mixture, followed by a small percentage that applied clay or earth, plastics or salt. These cases with different materials are concentrated early on, although some experiences and adjustments to cementitious mixtures continued during the period reviewed. This diversity is also not largely related to the strategies or systems used. Preliminary studies on life-cycle analysis (LCA) of building models or fractions with 3D-printed construction evaluate the lowering of embodied or operational energy [
25,
26,
27,
28], although with the remarkable impact of material in environmental indicators, such can be reduced by recycled supplies, as well as adopting conventional reinforcing elements or selective positioning of material and curvature.
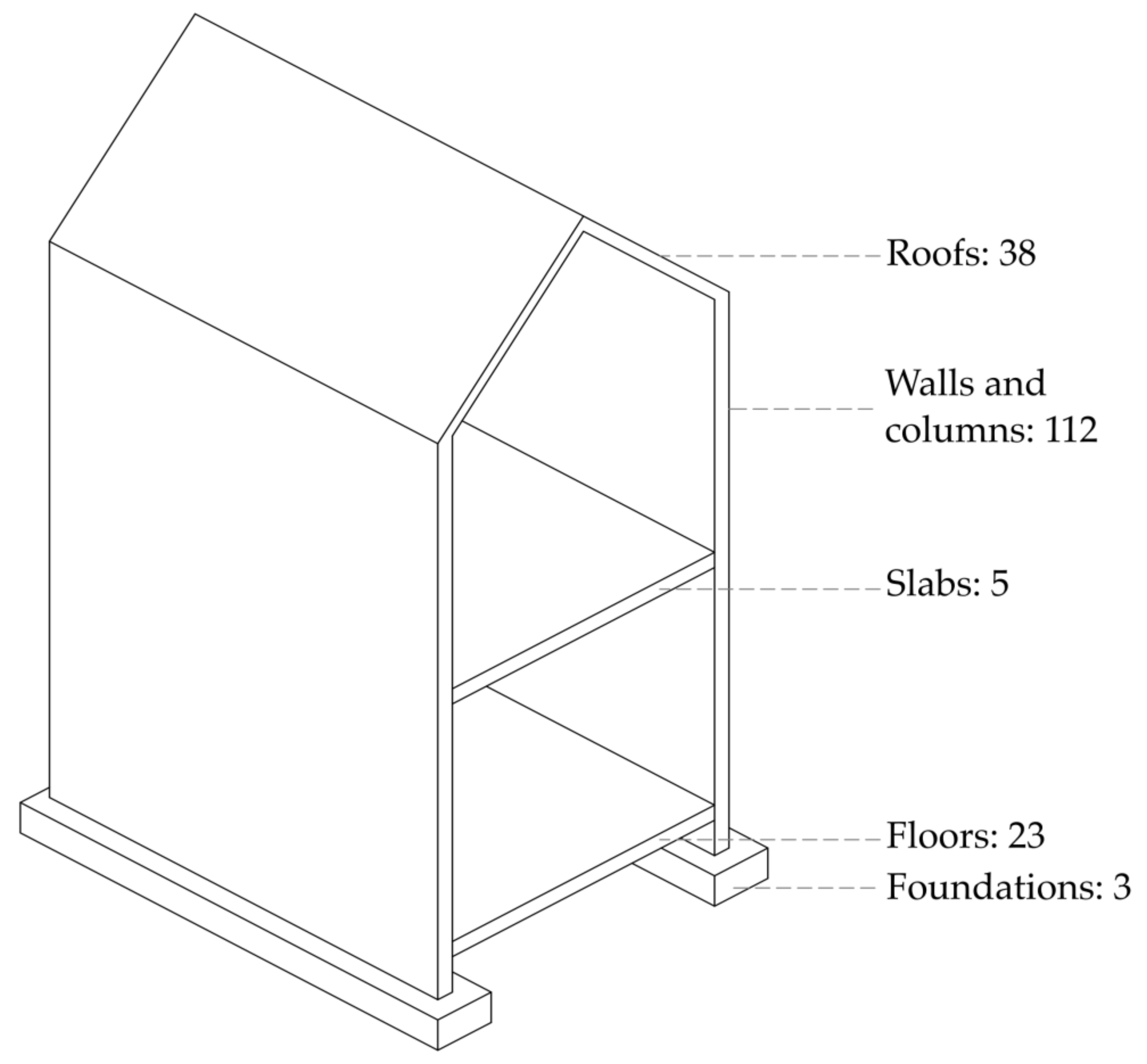
Regarding the printed elements (
Figure 7), they are mainly walls. In all the constructions (100%), vertical enclosures were created via printing, usually in exterior perimeters, but also some indoor partitions or columns and, in several cases, including roofs and floors. Occasionally, there were slabs or foundations. In particular, WinSun mostly printed components in factories that integrate floors, walls and roofs and are later righted on-site. It should also be recognized that walls represent a relevant element in a low-rise construction and are more appropriate for this vertical deposition technology. Although roofs and slabs have been created, which present more complex resistance challenges, and printed floors or foundations do not possess major advantages over those built with conventional processes.
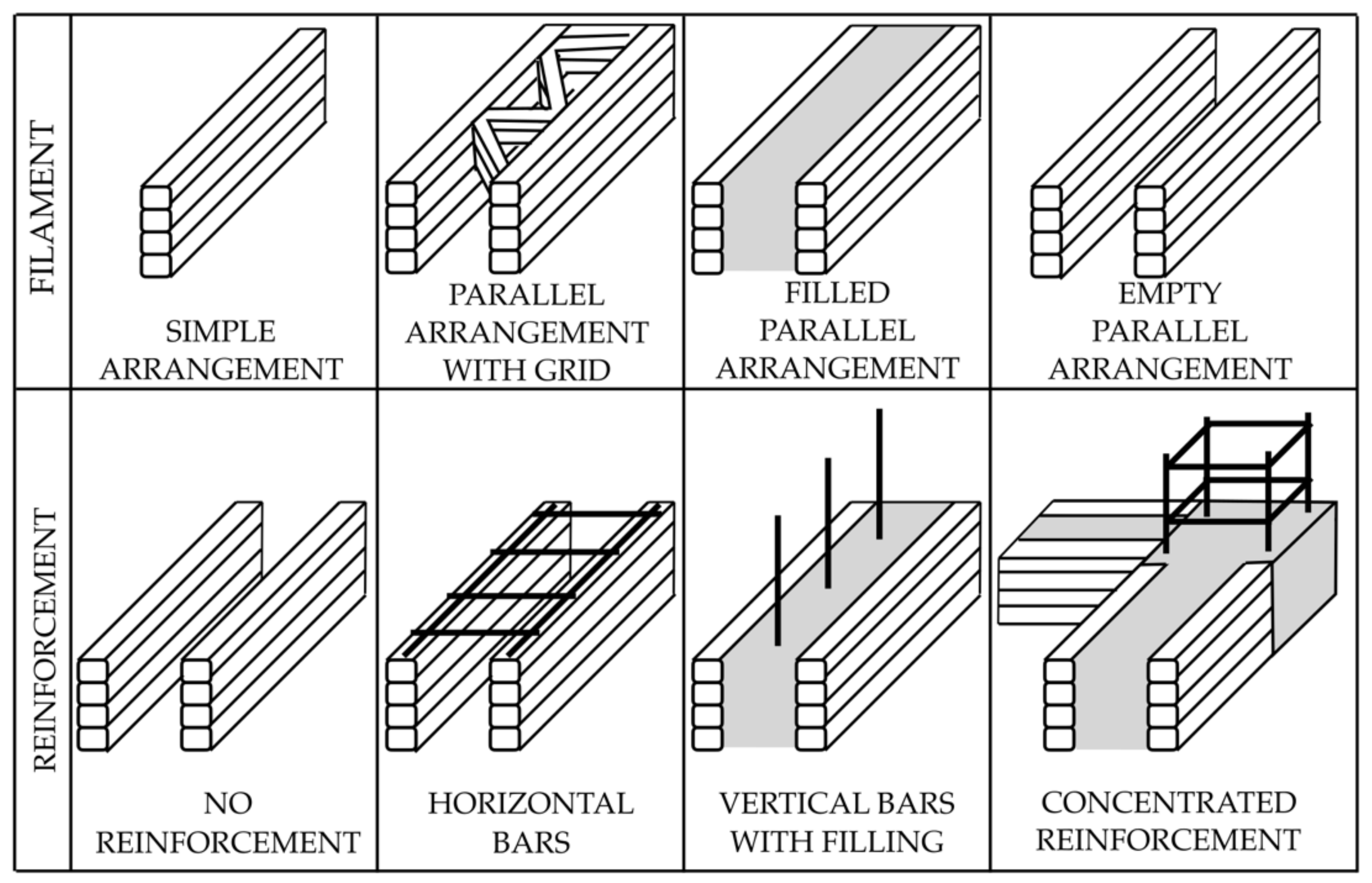
Printing is usually carried out by extending a filament of material longitudinally and, then, superimposing layers to form planes or volumes with a series of successive filaments, either contiguous or separated from each other. In some cases, the external profile of the shape is created at height. The construction components are then usually composed of a single filament, two parallel filaments that form edges or more filaments (
Figure 8, upper file). Of the buildings reviewed, there are quite a few for which the arrangement of the components is unknown or not declared, since only exterior photos are given. Some possess components created with a single filament, which generally implies a deposition width of more than 50 mm and a length of less than 2 mts, and/or continuity with transverse sections or curves to ensure their stability after deposition. The finishes are added superficially, and the spaces for mechanical, plumbing and electrical are usually cut out after printing the element. Quite a few constructions have components with parallel filaments, which enable voids to be made and/or intermediate support elements to be added. Of these, most are arranged with an additional grid filament that contribute to the stability of the component during deposition and later to its rigidity. However, other printed elements are left hollow in order to distribute mesh or internal reinforcements. In some buildings, the elements are promptly filled to produce a solid, homogeneous component, usually with vertical bars or occasionally with other material as thermal or acoustic insulation. In roofs and floors, single or side-by-side filaments are predominant. Occasionally, the walls are made in sections assembled on-site, especially those created with small printers, which also produce a variety of filament patterns. Some also create varied textures with the outer filament to generate decorative roughness or greater surface shading, including some patterns with vertical undulations that apparently contribute to component stability.
The parallel filaments sometimes function as a mold for poured concrete. Additionally, incorporating insulating material inside can improve indoor comfort in temperate-cold climates by increasing the thermal resistivity of enclosure, which is usually low in elements made with cementitious mixes. Still, there are cases that present different techniques, such as the Batiprint3D house in Nantes, where an insulating material was printed as a contour, which was then filled with concrete inside.
The reinforcement of 3D-printed constructions to improve structural resistance is repeatedly mentioned in the literature, as stability constitutes a central part of building performance. Some works present different reinforcement possibilities [
29,
30,
31,
32,
33,
34], but with very different capabilities, for example the incorporation of additives to improve ductility or fibers to prevent shrinkage (cracking), that do not contribute to the flexural strength required by some building elements. Likewise, the insertion of small discontinuous or extended bars within the filament can provide greater rigidity, but little resistance to flexion for lateral stress.
In the buildings reviewed, most lack or do not declare that their constructions possess structural reinforcements for vertical or horizontal loads, as required for construction components in most countries. It is also rarely mentioned that the printed components are combined with other structural elements. Thus, a base condition of stability is observed in the cases surveyed, with gravity loads due to the construction’s own weight and that of the roof, but without greater load capacity to resist more complicated stress. In some cases, horizontal metal or plastic bars are shown between a number of filaments and occasionally declared to be “structural reinforcement”, although they apparently contribute to stability of faces during execution. A few buildings show vertical bars or meshes inside the elements printed, and others possess reinforcing concentrated reinforcement for columns or areas of the component (
Figure 8 bottom file). Some buildings reflect an overall reinforced construction strategy, such as the Apis-Cor construction for the municipality of Dubai, which has various components reinforced in a similar way in continuity with the reinforcement of foundations, slabs and roofs. These constructions show some capacity for resistance to lateral stress from wind or minor earthquakes. In addition, some seems combined with other resistant structures (for example, a building of WinSun made with steel) through the printing of self-supporting walls or formwork. However, their designs are not appropriate for high seismic activity nor do they have large spans, which imply 3D, continuous layouts with resistance to flexion and oscillations.
Steel bars are usually integrated in 3D-printed constructions in a manner similar to reinforced masonry, with vertical bars inside the walls that are then filled with concrete, horizontal strips arranged perpendicular to the printed edge filaments or ladder-type ribbons that are integrated every few printed lines. Some internal grids are printed together with the edge filaments and may also be accompanied by steel reinforcements. There are cases where the steel reinforcement has been installed to create a horizontal or vertical reinforcement element within the wall. In this way, they are more similar to a kind of confined masonry system. A more specific case may be Icon’s storage center for the US Army (
Figure 1 bottom), where steel bars were installed transversally to printed arches and then longitudinally to the arches to reinforce the joint with the wall.
In general, upon reviewing the information available on structural wall reinforcements, it was observed that they function as load-bearing walls and as such work under compression. The inclusion of steel elements suggests resistance to lateral loads. However, due to the arrangement of these elements, they are most likely minor loads. Among all the cases, there are no examples of reinforcements that suggest the presence of shear walls capable of resisting significant lateral loads.
According to standard ACI 318′s definition [
35], load-bearing walls only receive gravity loads associated with the weight of a building, which are considered static loads. Alternately, shear walls are elements that resist lateral loads associated with earthquakes or wind, in addition to the aforementioned gravity loads. The lack of this type of wall in the cases analyzed suggests that seismic conditions have not yet been incorporated into their design.
Walls openings for windows or doors are usually created by an interruption in printing the face. Vertically proportioned openings are most frequent in the cases recorded, thereby resulting in openings with greater height than width. Openings with similarly proportioned sides (square) are the second-most prevalent, and openings with horizontally proportioned sides are not common. In fact, a quarter of buildings reviewed are without openings. Several also have large windows or glazed panels between printed walls. This geometry of openings is different from the usual predominance of horizontal windows in modern architecture, which has privileged visual amplitude and solar exploitation by resistance capacities of usual construction systems, especially on the sunny sides of buildings or areas with circulation. In contrast, 3D-printed constructions have a greater opaque surface and have vertically arranged openings. In general, the windowsills and lintels are printed in the same way as the walls, but using wooden elements to support during printing and without further reinforcement. Therefore, in this respect, it can also be noted that relevant flexion stress is not being taken into account.
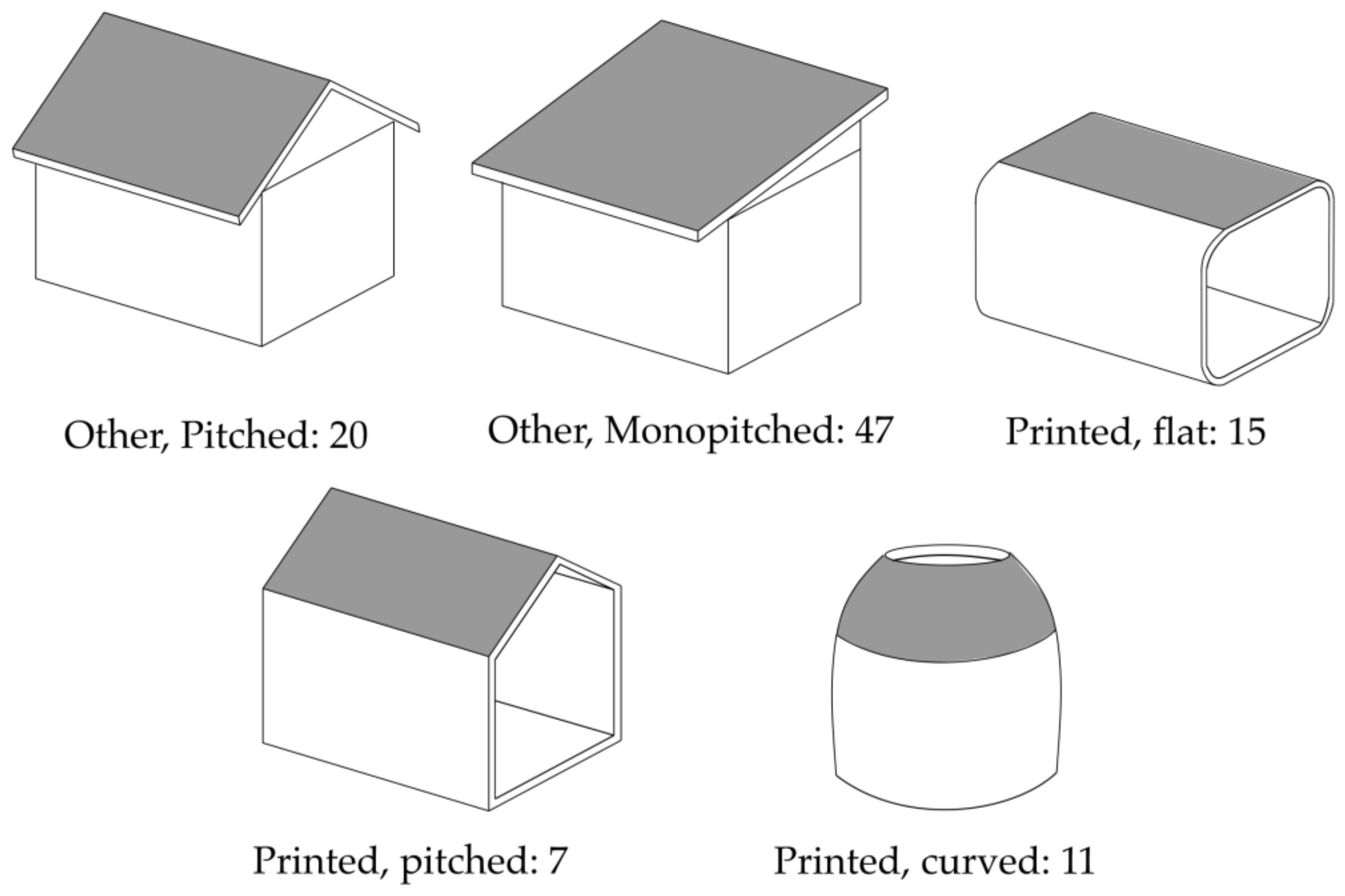
Regarding the roofs, a variety of strategies are used (
Figure 9). Therefore, it appears that this aspect of 3DPC is still under development. More than half of the buildings have roofs made with other technologies, and several do not have roofs, apparently because the constructions are for exhibition purposes, which are met only with the envelope. The roofs are mostly monopitched, made with wood, concrete with formwork or prefabricated slabs that are not detailed and usually sunk between the walls, thus concealing them from sight. Other roofs are pitched and sometimes overhang similar to traditional houses. Quite a few buildings also print their roofs, which vary between flat, pitched and curved. Flat roofs are usually printed on their sides, off-site and later righted on-site, as per WinSun’s practices. Curved roofs mainly form conoids, which results in a wide upper space and a truncated top. These conditions seem to be determined by the general shape of the building and performance of the roofs to ensure watertightness, maintenance and less space.
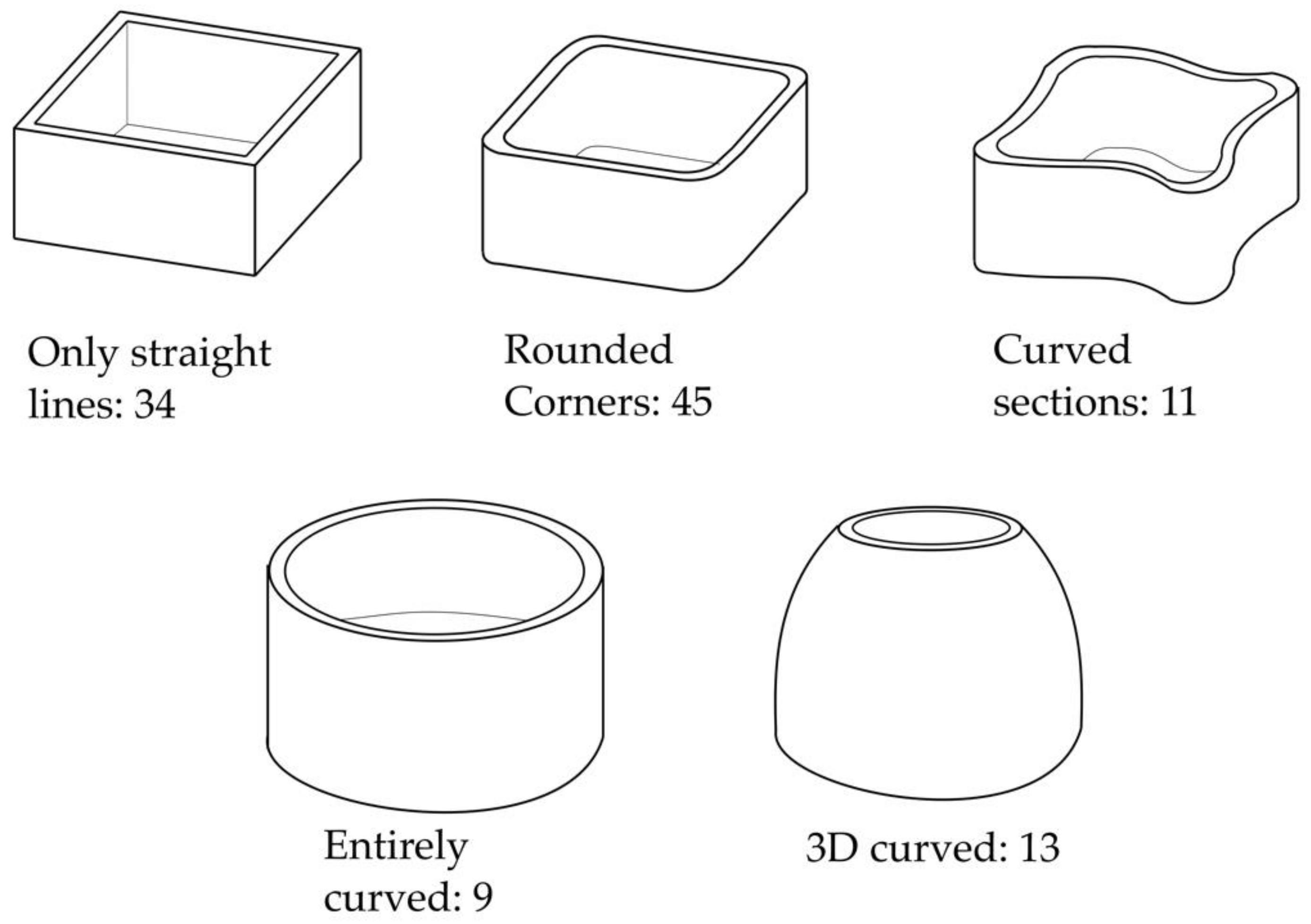
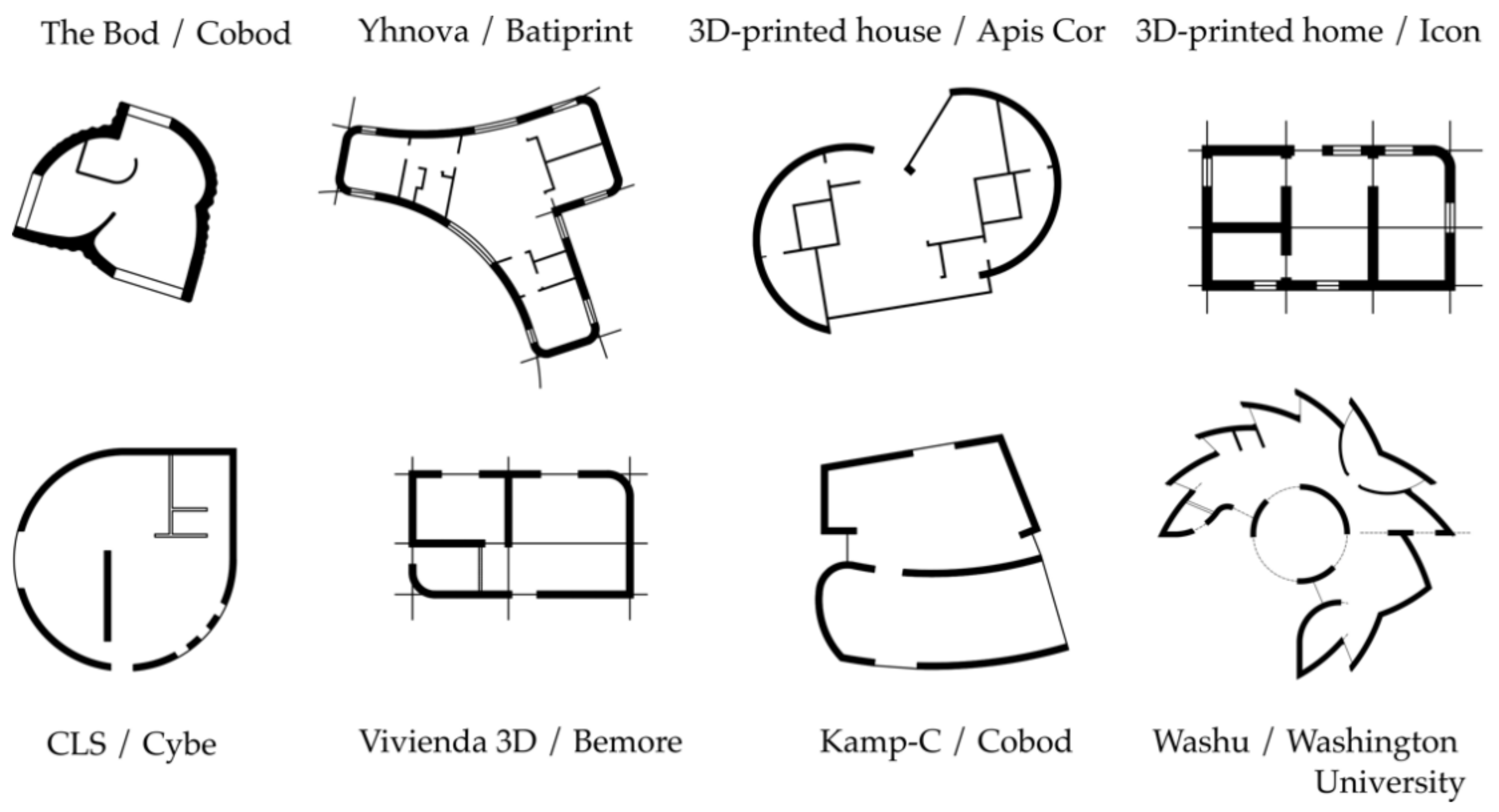
Concerning the geometry of the 3D-printed constructions reviewed, a variety of shapes were observed (
Figure 10), ranging from the orthogonality typical of existing buildings, similar to rectangular dwellings with a gable roof, to a spherical shape, closer to the conditions of radial execution and the better stability of curved walls. Most of the constructions replicate conventional buildings, some with totally rectilinear layout, but a number with some rounded edges. This reflects the technical capabilities of construction printing, which produce rounded corners giving continuity of orthogonal walls that softens one’s perception of the building’s shape [
36]. Nevertheless, techniques have also been developed to ensure straight corners [
37].
In other buildings, some sections of the walls have curves, and a significant number of the constructions have opted for entirely curved envelopes, in some cases, including 3D curves similar to spherical volumes. This results in concave interiors in the later cases, even in the lower and/or upper part of the buildings, and continuous and novel exteriors. This diversity of shape is distributed over time, executors and technologies, which would seem to indicate a persistent exploration. Nevertheless, there appears to be a greater relationship between the use of robots and curved forms, while the constructions created with gantries tend to be orthogonal. In the interiors, there is usually regular and more orthogonal segmentation, with less-thick straight walls, although a smaller quantity than in usual buildings. This generates somewhat fewer subdivided spaces, and few circulation areas, with wide indoor environments, especially main halls with curved envelopes (
Figure 11).
Then, regarding the architectural shape of the reviewed buildings, there seems to be two trends, one towards orthogonal geometries, which mirror the conventional constructions (related to shapes such as a traditional “house”), and another one to curved compact volumes (similar to a “egg”), which show adaptation to the technology used. This can be seen beginning with the first examples built by D-Shape company, the Radiolaria pavilion as a perforated sphere, on one hand, and the “house-in-one-piece”, on the other. Between them, there is a variety of shape in the cases studied, including buildings such as caves, castles, mansions, historic houses and high-rise apartments, among others. Recent constructions still show a combination of these tendencies with more conventional shapes, such as the constructions by SQ4D, or more spherical ones, as is the case of PrintedDome company. Adopting the geometry of traditional buildings makes it possible to accommodate in narrow lots, to install easily conventional mechanical, electrical, plumbing and other construction elements, furniture and fixtures and to be recognized by clients. Curved shapes seem to require less technical effort on the part of the printing equipment, which is usually has a radial range. Additionally, they save material, provide greater physical stability and can be used to explore versatility and appealing. Nonetheless, curves do generate some difficulties associated with building installation, occupancy and commercialization. This tension depends on valuing technical achievements, as well as commercial reach, but novelty of shape also provides possibilities for the future [
38]. Additionally, the rough finishes of many printed constructions show the process of layered deposition, while also giving an appearance of horizontality and rugosity. Thus, they link futuristic curved forms with a more ancestral appearance in a semantic paradox that mixes high/low technology, unlike the smooth finishes that meet today’s requirements for greater hygiene and less building maintenance. These coatings can be applied with spray or plating using automated equipment [
39], as well as the installation of doors and windows.
In the latest constructions, especially those by more experienced executors, there is a preference for combined shapes that have traditional orthogonality, but also take advantage of some of the technical and expressive capabilities of curves (
Figure 12). In this sense, there is a need to formulate architectural design procedures with 3D modeling based on the layout of rooms and volumetric development. This enables the definition of walls to be printed with openings and reinforcements, as well as a deposition trajectory according to filament dimension and the operational reach of equipment. Adequate amounts of support, component continuity, curved designs, rounded corners, lintels and inclined surfaces depend upon the mixture and deposition capabilities. The digital design system makes it possible to combine the versatility of architectural requirements with the productive management of 3D-printed construction in an integrated construction modeling methodology.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}