
Prospects of Developing Prefabricated Masonry Walling Systems in Australia

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Review of the Existing PMS
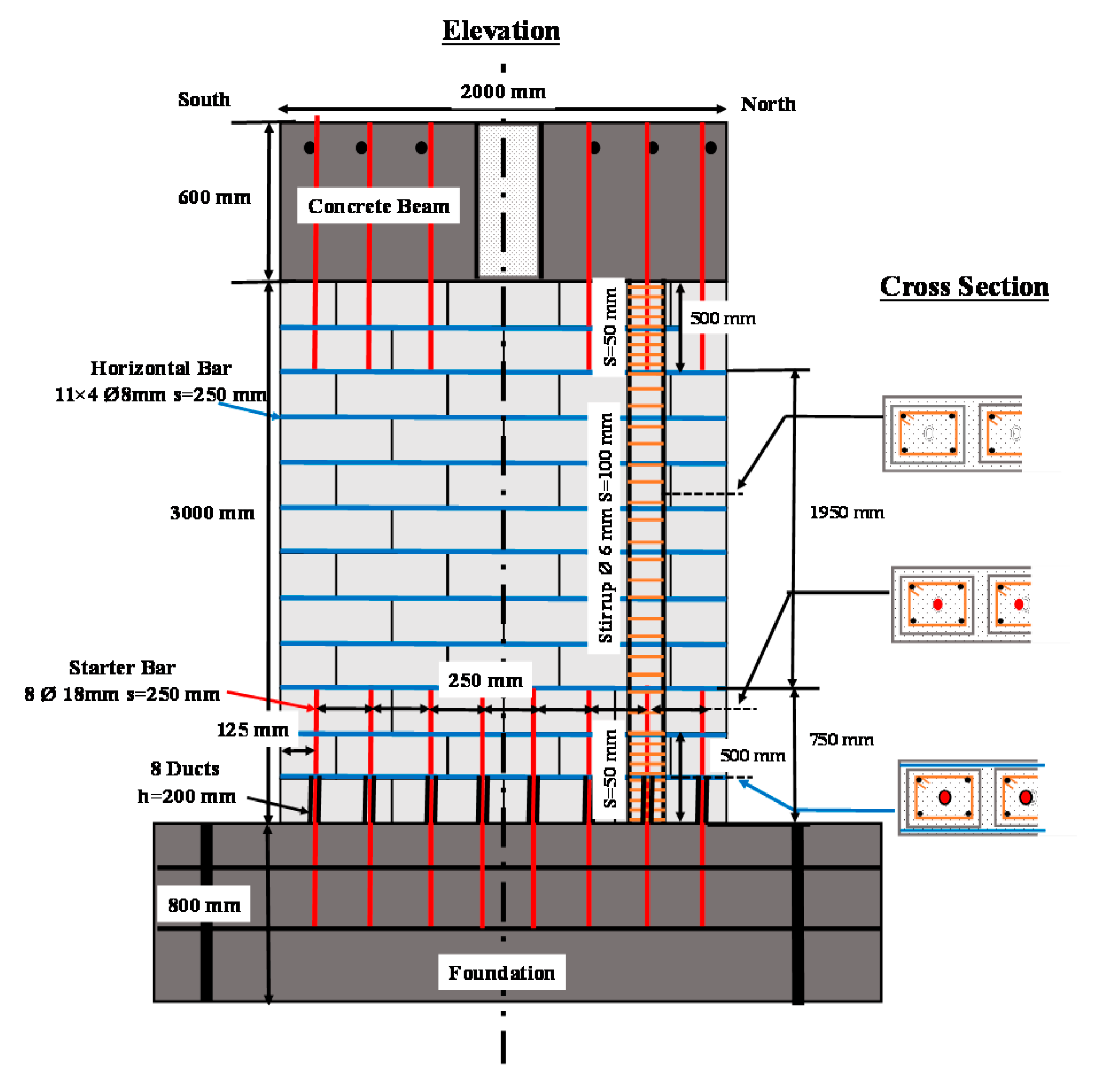
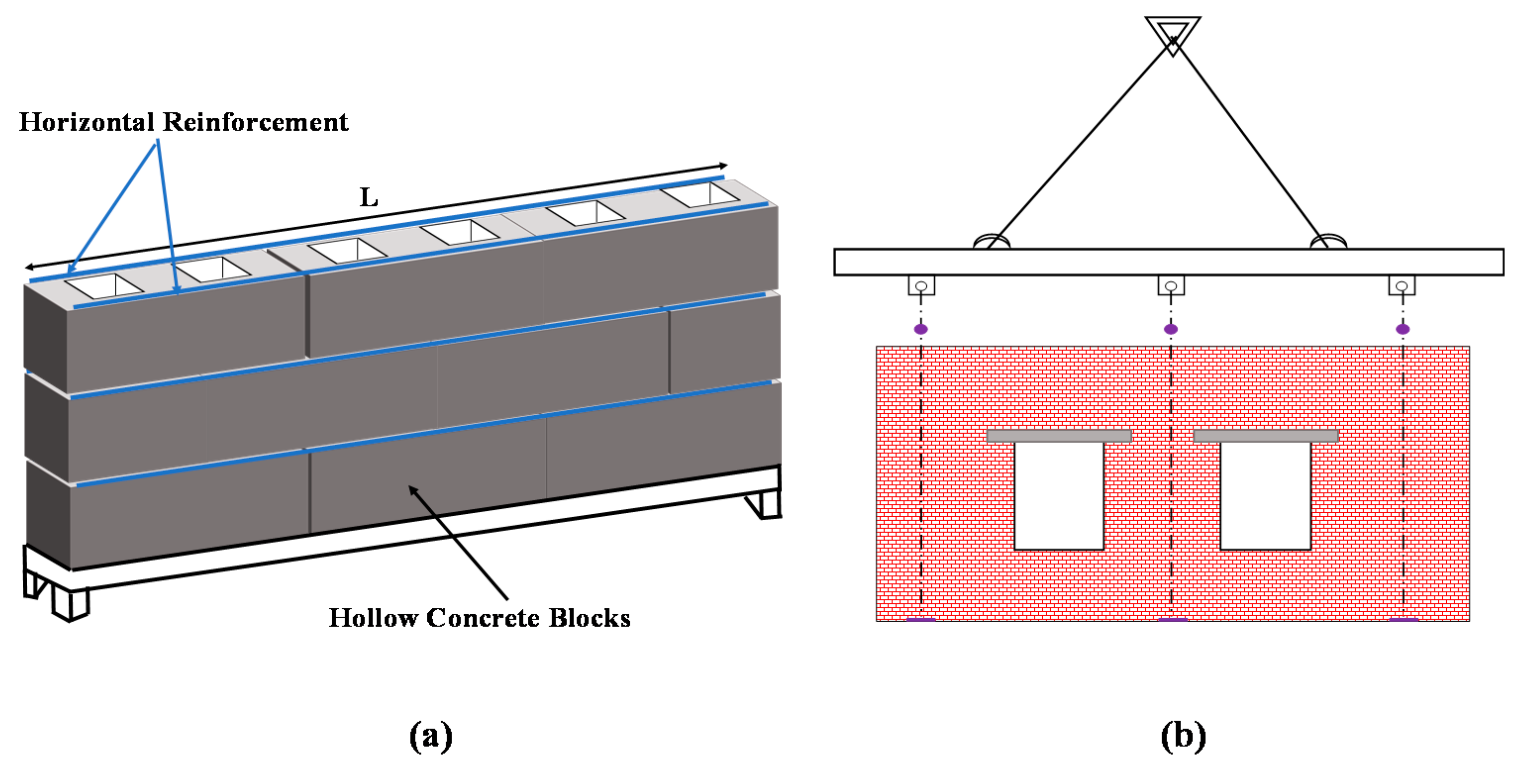
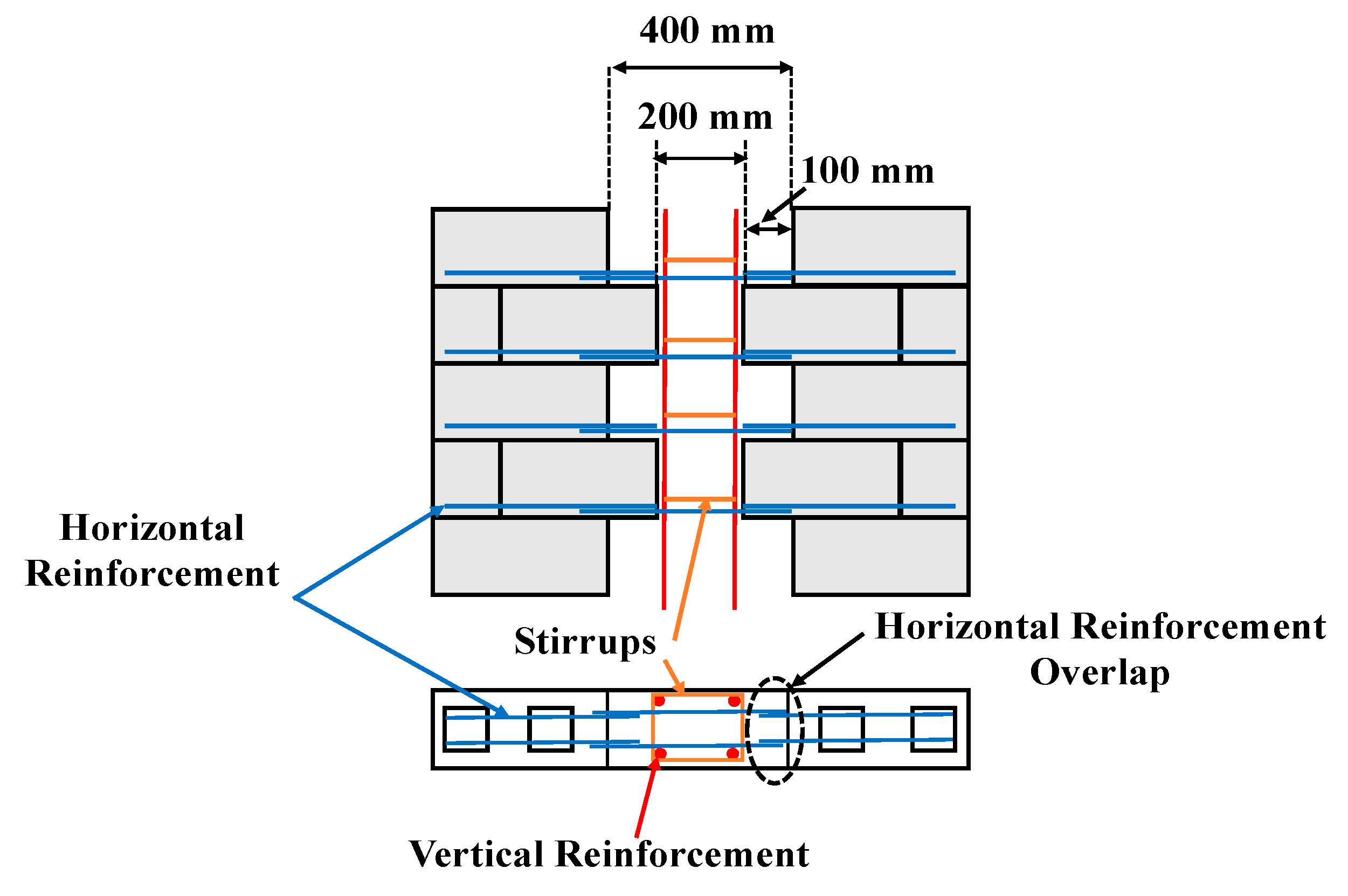
2.1. Reinforced Masonry
2.2. Post-Tensioned Masonry
2.3. Thin Layered Mortared Masonry
3. Case Study of an Australian Prefabricated Masonry House
3.1. Prototype House
3.2. Design Approaches
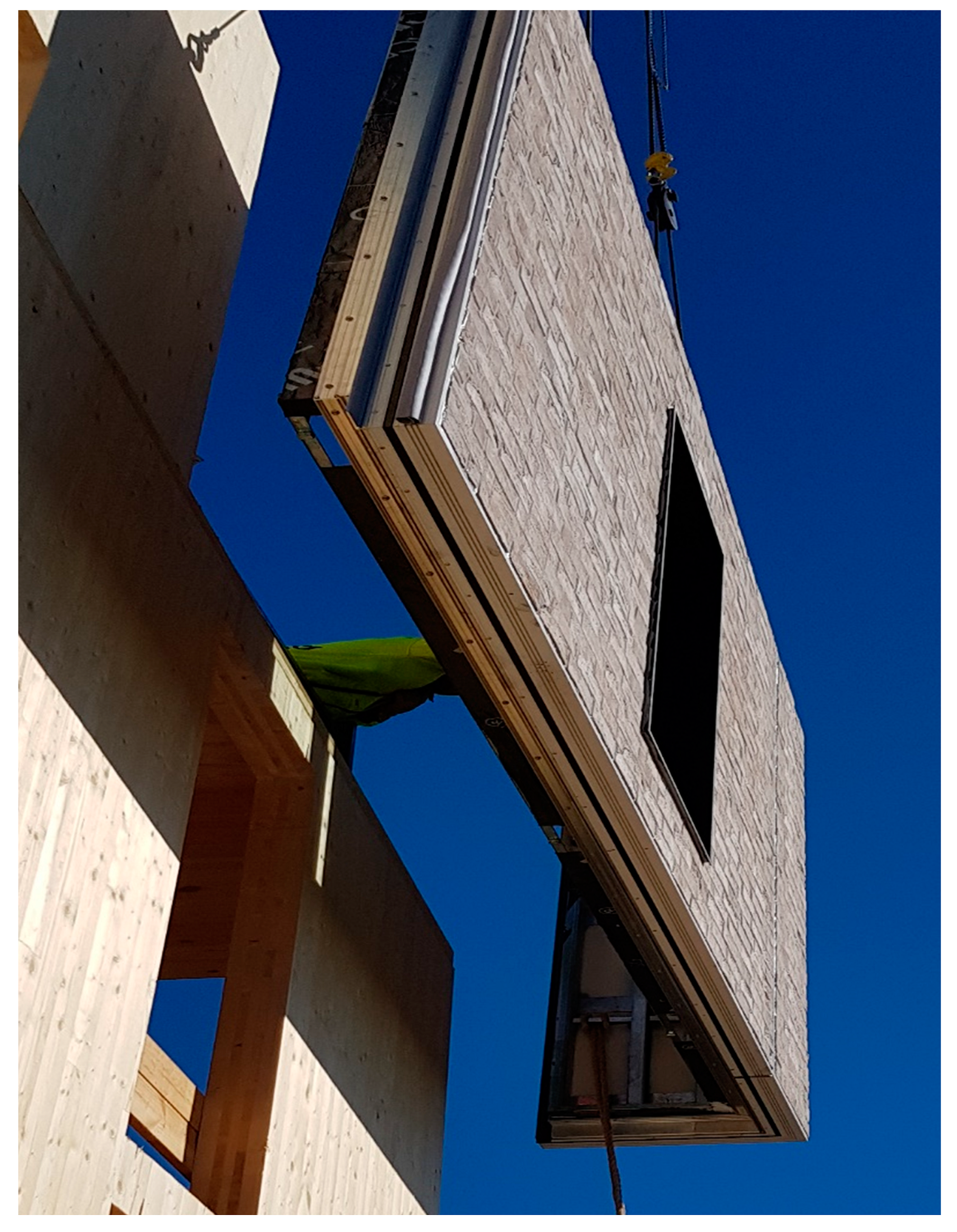
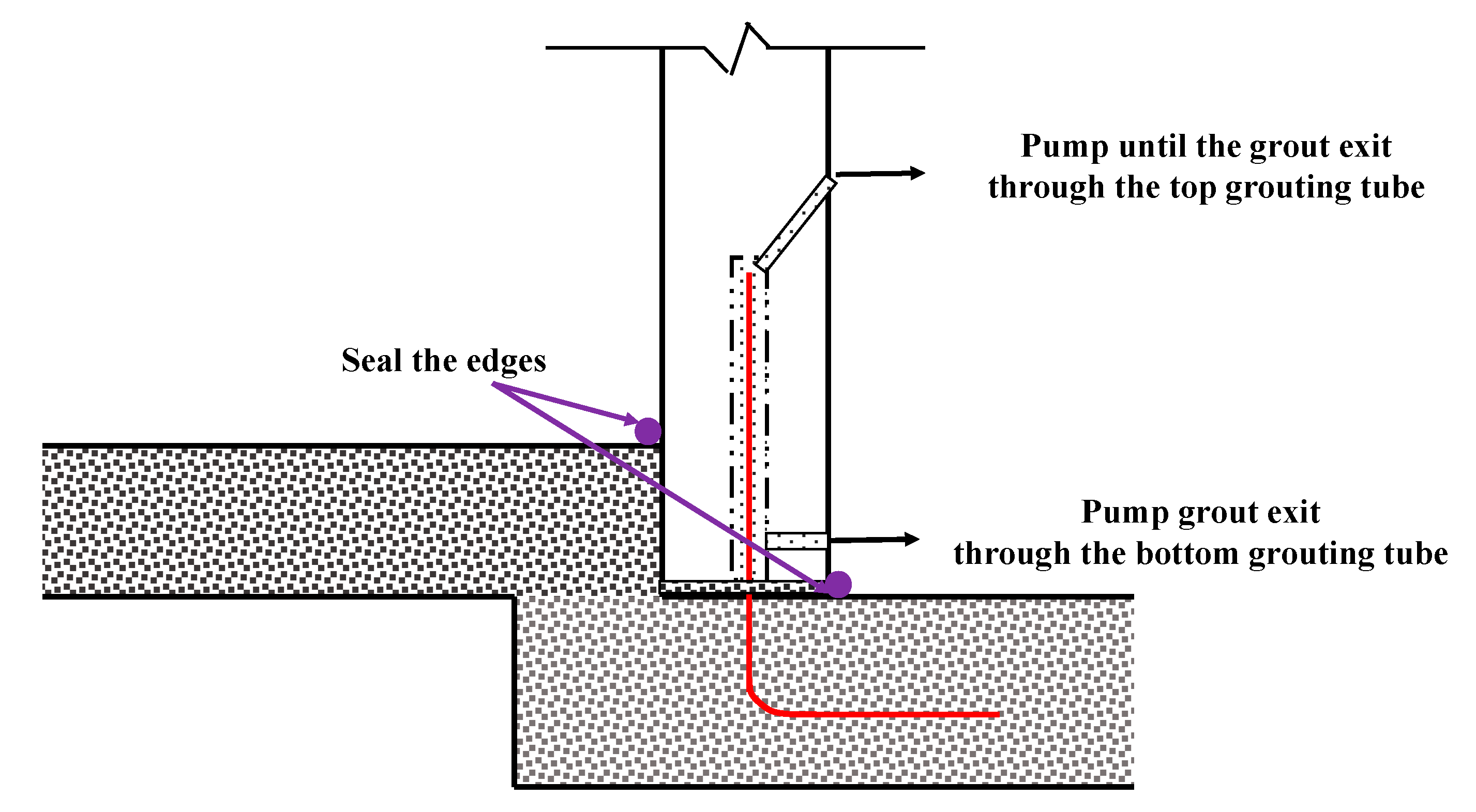
3.3. Wall Erection Details
3.3.1. Design of Wall Lifting
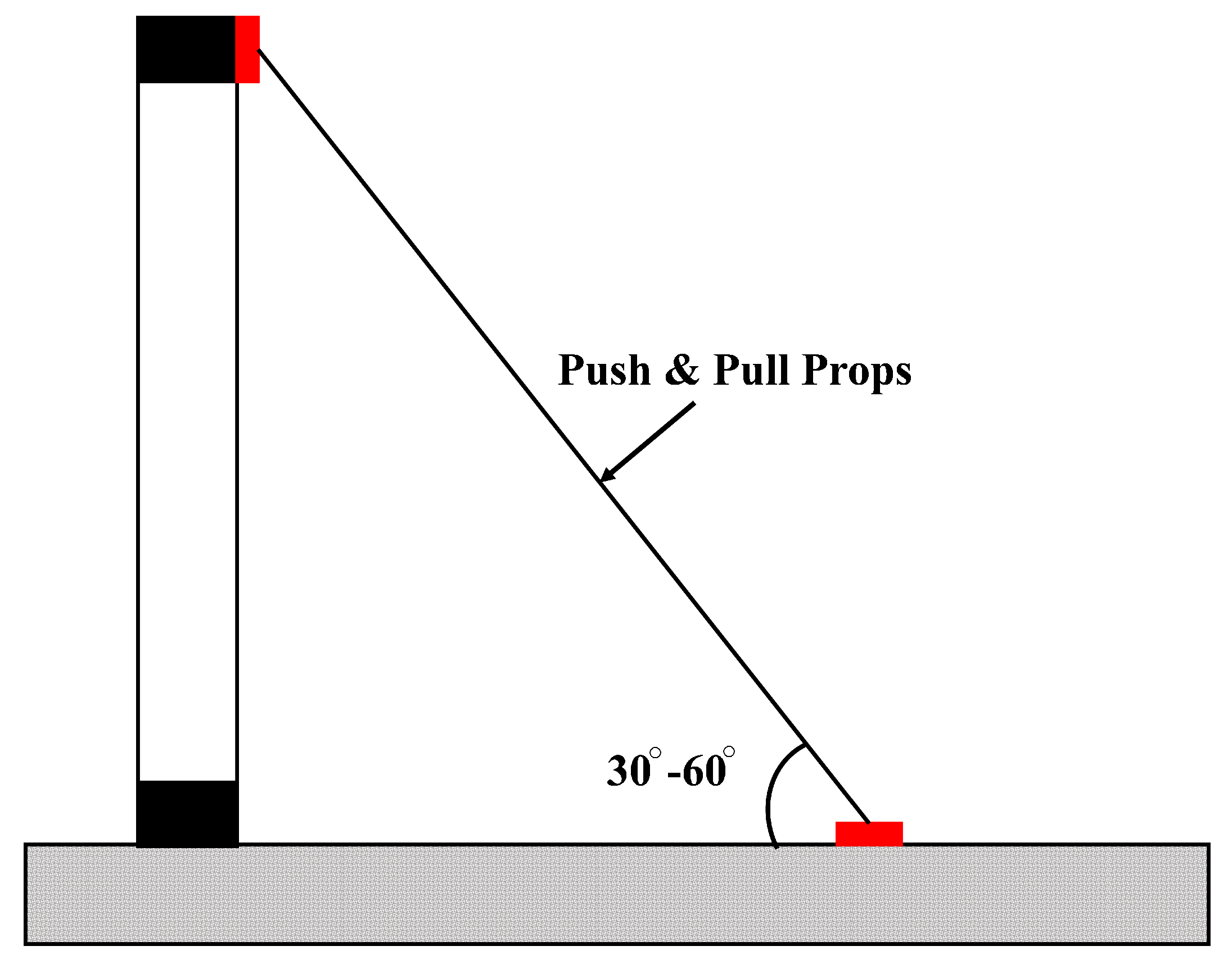
3.3.2. Erection Methods of Walls
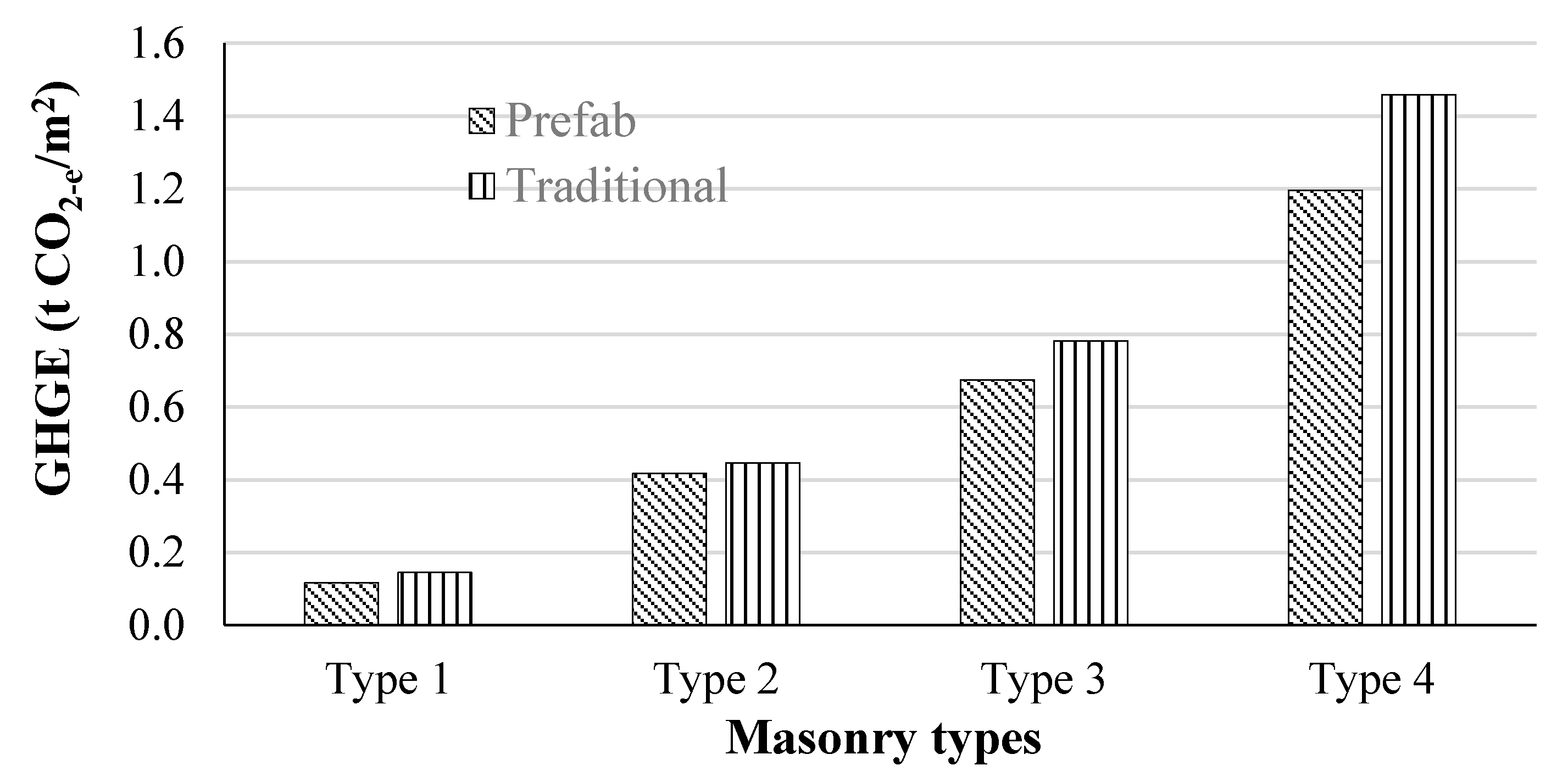
4. Life-Cycle Energy/Cost Analysis
5. Prospects, Challenges and Need for Research
6. Summary and Conclusions
- Reinforced, post-tensioned and thin layered mortared masonry systems are better options for establishing prefabricated masonry systems (PMS), as they have been shown to possess adequate structural capacities in different states of actions and their components facilitate providing better solutions for lifting and erection processes.
- The design concepts of prefabricated masonry can be drawn from masonry design standards for conventional masonry, while provisions for lifting and erections of the walling systems can be taken from well-established regulations available for prefabricated reinforced concrete walls. However, more systematic studies are needed to verify these provisions for prefabricated masonry walling systems.
- In terms of the sustainability perspective, the prefabricated masonry walling systems may perform better than the conventional masonry construction depending on the type of construction method adopted. Additionally, the LCA of the prefabricated masonry walls can be further enhanced by the selection of more sustainable materials and proper executions methods.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Foraboschi, P. Masonry does not limit itself to only one structural material: Interlocked masonry versus cohesive masonry. J. Build. Eng. 2019, 26, 100831. [Google Scholar] [CrossRef]
- Thamboo, J.A.; Zahra, T.; Dhanasekar, R. Development of design methodology for mortarless masonry system: Case study—A resettlement housing colony. J. Build. Eng. 2020, 27, 100973. [Google Scholar] [CrossRef]
- Zahra, T.; Dhanasekar, M. Characterisation and strategies for mitigation of the contact surface unevenness in dry-stack masonry. Constr. Build. Mater. 2018, 169, 612–628. [Google Scholar] [CrossRef]
- Babatunde, S.A. Review of strengthening techniques for masonry using fiber reinforced polymers. Compos. Struct. 2017, 161, 246–255. [Google Scholar] [CrossRef]
- El-Dakhakhni, W.W.; Ahmed, A. Seismic response of reinforced-concrete masonry shear-wall components and systems: State of the art. J. Struct. Eng. 2017, 143, 03117001. [Google Scholar] [CrossRef]
- Hassanli, R.; ElGawady, A.; Mills, J.E. In-plane flexural strength of unbonded posttensioned concrete masonry walls. Eng. Struct. 2017, 136, 245–260. [Google Scholar] [CrossRef]
- Shrive, N.G.; Dhanasekar, M.; Masia, M.J.; Page, A.W. The response of concrete masonry with widely-spaced reinforcement to in-plane shear: State-of-the-art and research needs. Int. J. Mason. Res. Innov. 2018, 3, 369–381. [Google Scholar] [CrossRef]
- Minunno, R.; O’Grady, T.; Morrison, G.; Gruner, R.; Colling, M. Strategies for Applying the Circular Economy to Prefabricated Buildings. Buildings 2018, 8, 125. [Google Scholar] [CrossRef] [Green Version]
- Navaratnam, S.; Ngo, T.; Gunawardena, T.; Henderson, D. Performance Review of Prefabricated Building Systems and Future Research in Australia. Buildings 2019, 9, 38. [Google Scholar] [CrossRef] [Green Version]
- Gatheeshgar, P.; Poologanathan, K.; Gunalan, S.; Shyha, I.; Sherlock, P.; Rajanayagam, H.; Nagaratnam, B. Development of affordable steel-framed modular buildings for emergency situations (Covid-19). Structures 2021, 31, 862–875. [Google Scholar] [CrossRef]
- Gatheeshgar, P.; Poologanathan, K.; Gunalan, S.; Tsavdaridis, K.D.; Nagaratnam, B.; Iacovidou, E. Optimised cold-formed steel beams in modular building applications. J. Build. Eng. 2020, 32, 101607. [Google Scholar] [CrossRef]
- Li, M.; Li, G.; Huang, Y.; Deng, L. Research on investment risk management of Chinese prefabricated construction projects based on a system dynamics model. Buildings 2017, 7, 83. [Google Scholar]
- Kamali, M.; Hewage, K. Life cycle performance of modular buildings: A critical review. Renew. Sustain. Energy Rev. 2016, 62, 1171–1183. [Google Scholar] [CrossRef]
- Teng, Y.; Pan, W. Estimating and minimizing embodied carbon of prefabricated high-rise residential buildings considering parameter, scenario and model uncertainties. Build. Environ. 2020, 180, 106951. [Google Scholar] [CrossRef]
- Nadim, W.; Goulding, J.S. Off-site production: A model for building down barriers: A European construction industry perspective. Eng. Construct. Archit. Manag. 2011, 18, 82–101. [Google Scholar] [CrossRef]
- Blismas, N.; Wakefield, R. Drivers, constraints and the future of off-site manufacture in Australia. Construct. Innov. Inf. Process Manag. 2009, 9, 72–83. [Google Scholar] [CrossRef] [Green Version]
- Hampson, K.D.; Brandon, P. Construction 2020—A Vision for Australia’s Property and Construction Industry; CRC Construction Innovation: Brisbane, Australia, 2004. [Google Scholar]
- Lawson, R.M.; Ogden, R.G. Hybrid’s light steel panel and modular systems. Thin Wall Struct. 2008, 46, 720–730. [Google Scholar] [CrossRef]
- Lacey, A.W.; Chen, W.; Hao, H.; Bi, K. Structural response of modular buildings—An overview. J. Build. Eng. 2018, 16, 45–56. [Google Scholar] [CrossRef] [Green Version]
- Lacey, A.; Chen, W.; Hao, H.; Bi, K. Review of bolted inter-module connections in modular steel buildings. J. Build. Eng. 2019, 23, 207–219. [Google Scholar] [CrossRef]
- Ferdous, W.; Bai, Y.; Ngo, T.; Manalo, D.A.; Mendis, P. New advancements, challenges and opportunities of multi-storey modular buildings—A state-of-the-art review. Eng. Struct. 2019, 183, 883–893. [Google Scholar] [CrossRef]
- D’Orazio, M.; Stipa, P.; Sabbatini, S.; Maracchini, G. Experimental investigation on the durability of a novel lightweight prefabricated reinforced-EPS based construction system. Constr. Build. Mater. 2020, 252, 119134. [Google Scholar] [CrossRef]
- Loss, C.; Piazza, M.; Zandonini, R. Connections for steel–timber hybrid prefabricated buildings. Part I: Experimental tests. Constr. Build. Mater. 2016, 122, 781–795. [Google Scholar] [CrossRef]
- Navaratnam, S.; Small, D.W.; Gatheeshgar, P.; Poologanathan, K.; Thamboo, J.; Higgins, C.; Mendis, P. Development of cross laminated timber-cold-formed steel composite beam for floor system to sustainable modular building construction. Structures 2021, 32, 681–690. [Google Scholar] [CrossRef]
- Rinaldin, G.; Amadio, C.; Fragiacomo, M. A component approach for the hysteretic behaviour of connections in cross-laminated wooden structures. Earthq. Eng. Struct. Dyn. 2013, 42, 2023–2042. [Google Scholar] [CrossRef]
- Ronca, P.; Crespi, P.; Bonardi, D.; Palermo, A.; Pampanin, S. High performance wooden building subjected to seismic action. Int. J. Hous. Sci. Appl. 2014, 38, 161–172. [Google Scholar]
- Kurpinska, M.; Grzyl, B.; Kristowski, A. Cost Analysis of Prefabricated Elements of the Ordinary and Lightweight Concrete Walls in Residential Construction. Materials 2019, 12, 3629. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, X.; Zhang, A.-L.; Liu, X. Seismic performance of discontinuous cover-plate connection for prefabricated steel plate shear wall. J. Constr. Steel Res. 2019, 160, 374–386. [Google Scholar] [CrossRef]
- Longarini, N.; Crespi, P.; Scamardo, M. Numerical approaches for cross-laminated timber roof structure optimization in seismic retrofitting of a historical masonry church. Bull. Earthq. Eng. 2019, 18, 487–512. [Google Scholar] [CrossRef]
- Gatheeshgar, P.; Poologanathan, K.; Thamboo, J.; Roy, K.; Rossi, B.; Molkens, T.; Perera, D.; Navaratnam, S. On the fire behaviour of modular floors designed with optimised cold-formed steel joists. Structures 2021, 30, 1071–1085. [Google Scholar] [CrossRef]
- Biggs, D.T. Prefabricated Masonry Wall Panels. In Proceedings of the 7th International Masonry Conference, Dresden, Germany, 4–7 July 2006. [Google Scholar]
- Cavieres, A.; Gentry, R.; Al-Haddad, T. Knowledge-based parametric tools for concrete masonry walls: Conceptual design and preliminary structural analysis. Autom. Constr. 2011, 20, 716–728. [Google Scholar] [CrossRef]
- Da Porto, F.; Casarin, F.; Garbin, E.; Grendene, M.; Modena, C.; Valluzzi, M.R. Design Assisted by Testing of Semi-Prefabricated Reinforced Brick Masonry Vaults. In Proceedings of the 10th Canadian Masonry Symposium, Banff, AB, Canada, 8–12 June 20052005. [Google Scholar]
- Xu, W.; Yang, X.; Wang, F. Experimental Investigation on the Seismic Behavior of Newly-Developed Precast Reinforced Concrete Block Masonry Shear Walls. Appl. Sci. 2018, 8, 1071. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Li, Y.; Zheng, N.; Ingham, J. Testing and modelling the in-plane seismic response of clay brick masonry walls with boundary columns made of precast concrete interlocking blocks. Eng. Struct. 2017, 131, 513–529. [Google Scholar] [CrossRef]
- Brameshuber, W.; Graubohm, M. Prefabricated masonry panel system with two-component polyurethane adhesive/Vorgefertigte Mauertafeln mit Zweikomponenten-Polyurethanklebstoff. Mauerwerk 2015, 19, 3–26. [Google Scholar] [CrossRef]
- Aye, L.; Ngo, T.; Crawford, R.; Gammampila, R.; Mendis, P. Life cycle greenhouse gas emissions and energy analysis of prefabricated reusable building modules. Energy Build. 2012, 47, 159–168. [Google Scholar] [CrossRef]
- Teng, Y.; Li, K.; Pan, W.; Ng, T. Reducing building life cycle carbon emissions through prefabrication: Evidence from and gaps in empirical studies. Build. Environ. 2018, 132, 125–136. [Google Scholar] [CrossRef]
- Zhu, H.; Hong, J.; Shen, G.Q.; Mao, C.; Zhang, H.; Li, Z. The exploration of the life-cycle energy saving potential for using prefabrication in residential buildings in China. Energy Build. 2018, 166, 561–570. [Google Scholar] [CrossRef]
- Samani, P.; Gregory, J.; Leal, V.; Mendes, A.; Correia, N. Lifecycle Cost Analysis of Prefabricated Composite and Masonry Buildings: Comparative Study. J. Arch. Eng. 2018, 24, 05017012. [Google Scholar] [CrossRef]
- Roberts, J.J.; Hogg, J.; Fried, A.F. Prefabricated Brickwork A Review of Recent Applications. In Proceedings of the Ninth Canadian Symposium, Toronto, ON, Canada, 20–22 April 2001. [Google Scholar]
- Brocato, M.; Deleporte, W.; Mondardini, L.; Tanguy, J.-E. A Proposal for a New Type of Prefabricated Stone Wall. Int. J. Space Struct. 2014, 29, 97–112. [Google Scholar] [CrossRef]
- Braun, B.; Rupf, M.; Beyer, K.; Dazio, A. Quasi-static cyclic tests of two prefabricated, reinforced masonry walls. In Proceedings of the 14th European Conference on Earthquake Engineering, Ohrid, Macedonia, 30 August–3 September 2010. [Google Scholar]
- Lopez-Almansa, F.; Roca, P.; Sarrablo, V.; Cahís, X.; Canet, J.M. Experiments on Reinforced Brick Masonry Vaulted Light Roofs. ACI Struct. J. 2010, 107, 355–363. [Google Scholar] [CrossRef]
- López-Almansa, F.; Sarrablo, V.; Lourenco, P.B.; Barros, J.A.O.; Roca, P.; da Porto, F.; Modena, C. Reinforced brick masonry light vaults: Semi-prefabrication, construction, testing and numerical modelling. Constr. Build. Mater. 2010, 24, 1799–1814. [Google Scholar] [CrossRef] [Green Version]
- Muirhead, D.; Gendron, J.; Biggs, D.; Winter, S. Prefabricated Masonry Walls. U.S. Patent 10,554, 583 B2, 28 June 2020. [Google Scholar]
- Zhang, Z.; Wang, F.; Chi, B. Seismic performance of shear-critical prefabricated reinforced masonry shear walls with innovative vertical joint connections. Eng. Struct. 2020, 219, 110958. [Google Scholar] [CrossRef]
- Ryu, D.; Wijeyewickrema, A.C.; ElGawady, M.; Madurapperuma, M.A.K.M. Effects of tendon spacing on in-plane behavior of posttensioned masonry walls. J. Struct. Eng. 2014, 140, 04013096. [Google Scholar] [CrossRef]
- Ismail, N.; Ingham, J.M. Cyclic Out-of-Plane Behavior of Slender Clay Brick Masonry Walls Seismically Strengthened Using Posttensioning. J. Struct. Eng. 2012, 138, 1255–1266. [Google Scholar] [CrossRef]
- Hassanli, R.; ElGawady, M.A.; Mills, J.E. Strength and Seismic Performance Factors of Posttensioned Masonry Walls. J. Struct. Eng. 2015, 141, 04015038. [Google Scholar] [CrossRef]
- Popehn, J.R.B.; Schultz, A.E. Influence of imperfections on the out-of-plane flexural strength of post-tensioned masonry walls. Constr. Build. Mater. 2013, 41, 942–949. [Google Scholar] [CrossRef]
- Kalliontzis, D.; Schultz, A. Improved estimation of the reverse-cyclic behavior of fully-grouted masonry shear walls with unbonded post-tensioning. Eng. Struct. 2017, 145, 83–96. [Google Scholar] [CrossRef]
- Caine, J. Developments in In Situ and prefabricated masonry for the 21st century. Prog. Struct. Eng. Mater. 1998, 1, 263–270. [Google Scholar] [CrossRef]
- Wight, G.D.; Ingham, J.M.; Wilton, A.R. Innovative seismic design of a posttensioned concrete masonry house. Can. J. Civil Eng. 2007, 34, 1393–1402. [Google Scholar] [CrossRef]
- NZS 4203:1992. General Structural Design and Design Loadings for Buildings; WorkSafe: Wellington, New Zealand, 1992. [Google Scholar]
- Ota, H. Experimental Study of Mortarless Post-Tensioned Masonry Walls and Development of Design Guidelines. Master’s Thesis, The Pennsylvania State University, State College, PA, USA, 2011. [Google Scholar]
- Wight, G.D.; Ingham, J.M. Tendon Stress in Unbonded Posttensioned Masonry Walls at Nominal In-Plane Strength. J. Struct. Eng. 2008, 134, 938–946. [Google Scholar] [CrossRef]
- Bean, J.; Schultz, A. Flexural capacity of post-tensioned masonry walls: Code review and recommended procedure. PTI J. 2003, 1, 28–44. [Google Scholar]
- Hassanli, R.; ElGawady, M.A.; Mills, J.E. Simplified approach to predict the flexural strength of self-centering masonry walls. Eng. Struct. 2017, 142, 255–271. [Google Scholar] [CrossRef]
- Kalliontzis, D.; Schultz, A.E. Characterizing the in-plane rocking response of masonry walls with unbonded posttensioning. J. Struct. Eng. 2017, 143, 04017110. [Google Scholar] [CrossRef]
- Dhanasekar, M.; Da Porto, F. Review of the progress in thin bed technology for masonry construction. In Proceedings of the 11th Canadian Masonry Symposium, Toronto, ON, Canada, 31 May–3 June 2009. [Google Scholar]
- Thamboo, J.A.; Dhanasekar, M. Behaviour of thin layer mortared concrete masonry under combined shear and compression. Aust. J. Struct. Eng. 2016, 17, 39–52. [Google Scholar] [CrossRef] [Green Version]
- Dhanasekar, M.; Thamboo, J.A.; Nazir, S.; Nardone, A.; McGoldrick, T. State-of-the-art of the Australian Thin Bed Concrete Structural Masonry, Concrete 2013. In Proceedings of the 26th Biennial National Conference of the Concrete Institute of Australia, Gold Coast, QLD, Australia, 16–18 October 2013. [Google Scholar]
- Thamboo, J. Material characterisation of thin layer mortared clay masonry. Constr. Build. Mater. 2020, 230, 116932. [Google Scholar] [CrossRef]
- British Standards Institution. BS EN 1996-1-1: Eurocode 6: Design of Masonry Structures—Part 1–1: General Rules for Reinforced and Unreinforced Masonry Structures; British Standards Institution: London, UK, 2005. [Google Scholar]
- Standards Australia. AS 3700, Design of Masonry Structures; Standards Australian: Sydney, NSW, Australia, 2018. [Google Scholar]
- CSA. Design of Masonry Structures; CSA S304.1-04 (R2010); Canadian Standards Association: Mississauga, ON, Canada, 2010. [Google Scholar]
- Masonry Standards Joint Committee (MSJC). Building Code Requirements for Masonry Structures; TMS 402/ASCE 5/ACI 530; MSJC: New York, NY, USA, 2011. [Google Scholar]
- Thamboo, J.A.; Dhanasekar, M.; Yan, C. Flexural and shear bond characteristics of thin layer polymer cement mortared concrete masonry. Constr. Build. Mater. 2013, 46, 104–113. [Google Scholar] [CrossRef] [Green Version]
- Thamboo, J.A.; Dhanasekar, M. Characterisation of thin layer polymer cement mortared concrete masonry bond. Constr. Build. Mater. 2015, 82, 71–80. [Google Scholar] [CrossRef] [Green Version]
- Da Porto, F.; Guidi, G.; Garbin, E.; Modena, C. In-Plane Behavior of Clay Masonry Walls: Experimental Testing and Finite-Element Modeling. J. Struct. Eng. 2010, 136, 1379–1392. [Google Scholar] [CrossRef]
- Dhanasekar, M.; Thamboo, J.A.; Nazir, S. On the in-plane shear response of the high bond strength concrete masonry walls. Mater. Struct. 2017, 50, 214. [Google Scholar] [CrossRef]
- Kanyeto, O.; Fried, A. Flexural behaviour of thin joint concrete blockwork: Experimental results. Constr. Build. Mater. 2011, 25, 3639–3647. [Google Scholar] [CrossRef]
- Van der Meer, L.J.; Martens, D.R.W.; Vermeltfoort, A.T. Prestress loss due to creep and shrinkage of high-strength calcium silicate element masonry with thin-layer mortar. Mater. Struct. 2013, 46, 2091–2108. [Google Scholar] [CrossRef]
- Van Der Meer, L.; Martens, D.; Vermeltfoort, A. UPT rectangular and flanged shear walls of high-strength CASIEL-TLM masonry: Experimental and numerical push-over analysis. Eng. Struct. 2013, 49, 628–642. [Google Scholar] [CrossRef]
- Navaratnam, S. Wind Load Sharing and Vertical Load Transfer from Roof to Wall in A Timber-Framed House. Ph.D. Thesis, James Cook University, Douglas, QLD, Australia, 2016. [Google Scholar]
- Satheeskumar, N.; Henderson, D.; Ginger, J.; Wang, C.-H. Finite element modelling of the structural response of roof to wall framing connections in timber-framed houses. Eng. Struct. 2017, 134, 25–36. [Google Scholar] [CrossRef]
- Standards Australia. AS1170.4, Structural Design Actions Part 4: Earthquake Actions in Australia; Standards Australia: Sydney, NSW, Australia, 2007. [Google Scholar]
- Standards Australia. AS/NZS 1170.1, Structural Design Actions Part 1: Permanent, Imposed and Other Actions; Standards Australia: Sydney, NSW, Australia, 2002. [Google Scholar]
- Standards Australia. AS/NZS 1170.0, Structural Design Actions Part 0: General Principles; Standards Australia: Sydney, NSW, Australia, 2002. [Google Scholar]
- Standards Australia. AS/NZS 1170.2, Structural Design Wind Actions Part 0: General Principles; Standards Australia: Sydney, NSW, Australia, 2011. [Google Scholar]
- Thamboo, J.A.; Dhanasekar, M. Effect of concrete block height variation to the shear bond strength of thin layer mortared masonry. Int. J. Mason. Res. Innovat. 2018, 3, 174–193. [Google Scholar] [CrossRef]
- Thamboo, J.A. Development of Thin Layer Mortared Concrete Masonry. Ph.D. Thesis, Queensland University of Technology, Brisbane City, QLD, Australia, 2014. [Google Scholar]
- Standards Australia. AS 3850.1:2015, Prefabricated Concrete Elements General Requirements; Standards Australia: Sydney, NSW, Australia, 2015. [Google Scholar]
- Standards Australia. AS 5216:2018, Design of Post-Installed and Cast in Fastenings in Concrete; Standards Australia: Sydney, NSW, Australia, 2018. [Google Scholar]
- Robert, C.; André, S.; Fabian, P. Environmental Performance in Construction (EPIC) Database; The University of Melbourne: Parkville, VIC, Australia, 2019. [Google Scholar]
- Department of the Environment and Energy. National Greenhouse Accounts Factors; Department of the Environment and Energy: Canberra, ACT, Australia, 2019. [Google Scholar]
- Crawford, R. Life Cycle Assessment in the Built Environment; Routledge: London, UK, 2011. [Google Scholar]
- Yan, H.; Shen, Q.; Fan, L.C.; Wang, Y.; Zhang, L. Greenhouse gas emissions in building construction: A case study of One Peking in Hong Kong. Build. Environ. 2010, 45, 949–955. [Google Scholar] [CrossRef] [Green Version]
- Australian Bureau of Statistics. Building Activity Australia—Average Dwelling Completion Times; Australian Bureau of Statistics: Belconnen, ACT, Australia, 2020. [Google Scholar]
- Jayalath, A.; Navaratnam, S.; Ngo, T.; Mendis, P.; Hewson, N.; Aye, L. Life cycle performance of Cross Laminated Timber mid-rise residential buildings in Australia. Energy Build. 2020, 223, 110091. [Google Scholar] [CrossRef]
- Tam, V.W.; Fung, I.W.; Sing, C.P.; Ogunlana, S.O. Best practice of prefabrication implementation in the Hong Kong public and private sectors. J. Clean. Prod. 2015, 109, 216–231. [Google Scholar] [CrossRef]
- Lawson, R.M.; Ogden, R.G.; Bergin, R. Application of Modular Construction in High-Rise Buildings. J. Arch. Eng. 2012, 18, 148–154. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Notation | Prefab Walling System | Wall Thickness | Reinforcement | Grouting |
|---|---|---|---|---|
| Type 1 | Conventional clay brick masonry | 110 mm | × | × |
| Type 2 | TLM Hollow block masonry | 190 mm | × | × |
| Type 3 | PT block masonry | 190 mm | √ | × |
| Type 4 | RM block masonry | 190 mm | √ | √ |
| Load Scenario | Magnitude | Relevant Code |
|---|---|---|
| Gravity Loads | ||
| Roof tiles and roof truss load | 1.3 kPa | AS1170.1 [79] |
| Imposed load | 0.5 kPa | AS1170.1 [79] |
| Masonry wall load | 2.1 kPa | AS1170.1 [79] |
| Earthquake Loads | ||
| Importance level | 2 | AS1170.0 [80] |
| Soil class (soft rock) | Be | AS1170.4 [78] |
| Zone factor (Z) | 0.12 | AS1170.4 [78] |
| Earthquake design category | I | AS1170.4 [78] |
| Base shear (V) | 90 kN | AS1170.4 [78] |
| Wind Loads | ||
| Wind region | A3 | AS1170.2 [81] |
| Regional wind speed | 45 m/s | AS1170.2 [81] |
| Terrain category | 3 | AS1170.2 [81] |
| Wind pressure on walls | 0.8 kPa | AS1170.2 [81] |
| Design Parameter | Type 1 | Type 2 | Type 3 | Type 4 |
|---|---|---|---|---|
| Unit strength | 15 MPa | 15 MPa | 15 MPa | 15 MPa |
| Unit height | 76 mm | 190 mm | 190 mm | 190 mm |
| Face-shell thickness | n/a | 30 mm | 30 mm | 30 mm |
| Mortar type | M3 | M3 | M3 | M3 |
| Mortar thickness | 3 mm | 3 mm | 3 mm | 3 mm |
| compressive strength | 7 MPa | 8 MPa | 8 MPa | 8 MPa |
| 0.2 MPa | 0.2 MPa | 0.2 MPa | 0.2 MPa | |
| 0.25 MPa | 0.25 MPa | 0.25 MPa | 0.25 MPa | |
| n/a | n/a | n/a | 25 MPa | |
| Vertical bars | n/a | n/a | 12.7 mm strand | 1 N16 |
| Horizontal bars | n/a | n/a | n/a | 1 N12 |
| Compression Design (Maximum Load = 13.5 kN/m) | ||||
| Compression capacity | 190 kN/m (safe) | 140 kN/m (safe) | 232 kN/m (safe) | 242 kN/m (safe) |
| In-plane Shear Design (Maximum Load = 7 kN/m) | ||||
| In-plane shear capacity | 17 kN/m (safe) | 9 kN/m (safe) | 9 kN/m (safe) | 70 kN/m (safe) |
| Out-of-plane bending Design (Maximum Load = 0.8 kPa) | ||||
| Out-of-plane bending capacity | 0.1 kPa (unsafe) | 0.5 kPa(unsafe) | 6.2 kPa (safe) | 5.7 kPa (safe) |
| Material | Density (kg/m3) | Unit | EE Coefficient (MJ/Unit) | |
|---|---|---|---|---|
| Grout (25 MPa) | 2400 | m3 | 2581 | 361 |
| Steel | 7850 | kg | 38.8 | 2.9 |
| Mortar | 1858 | kg | 3.9 | 0.1 |
| Gypsum Plasterboard | 885 | kg | 6.5 | 0.4 |
| Brick | 1920 | kg | 3.5 | 0.32 |
| Rockwool | 70 | kg | 57.1 | 3.8 |
| Block | 1400 | kg | 35.2 | 3.2 |
| Details | Type 1 | Type 2 | Type 3 | Type 4 | ||||
|---|---|---|---|---|---|---|---|---|
| Prefab | Conv | Prefab | Conv | Prefab | Conv | Prefab | Conv | |
| Embodied Raw materials (EE) | 373 | 455 | 1328 | 1697 | 1337 | 1708 | 1442 | 1844 |
| Offsite construction (EP) | 70 | - | 75 | - | 75 | - | 75 | - |
| Onsite Transport (ET) | 12 | 12 | 7 | 7 | 8 | 8 | 23 | 23 |
| Onsite construction (ES) | 7 | 174 | 7 | 187 | 7 | 187 | 7 | 187 |
| Total (EP.C) | 462 | 641 | 1418 | 1891 | 1426 | 1902 | 1546 | 2054 |
| Details | Type 1 | Type 2 | Type 3 | Type 4 | ||||
|---|---|---|---|---|---|---|---|---|
| Prefab | Conv | Prefab | Conv | Prefab | Conv | Prefab | Conv | |
| Embodied raw materials (GHGEE) | 28 | 29 | 116 | 117 | 192 | 216 | 345 | 415 |
| Offsite construction (GHGEP) | 5.1 | - | 5.4 | - | 5.4 | - | 5.4 | - |
| Onsite Transport (GHGET) | 0.9 | 0.9 | 0.5 | 0.5 | 0.5 | 0.5 | 1.6 | 1.6 |
| Onsite construction (GHGES) | 0.5 | 13 | 0.5 | 14 | 0.5 | 14 | 0.5 | 14 |
| Total (GHGEP.C) | 34 | 43 | 123 | 132 | 199 | 230 | 352 | 430 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thamboo, J.; Zahra, T.; Navaratnam, S.; Asad, M.; Poologanathan, K. Prospects of Developing Prefabricated Masonry Walling Systems in Australia. Buildings 2021, 11, 294. https://doi.org/10.3390/buildings11070294
Thamboo J, Zahra T, Navaratnam S, Asad M, Poologanathan K. Prospects of Developing Prefabricated Masonry Walling Systems in Australia. Buildings. 2021; 11(7):294. https://doi.org/10.3390/buildings11070294
Chicago/Turabian StyleThamboo, Julian, Tatheer Zahra, Satheeskumar Navaratnam, Mohammad Asad, and Keerthan Poologanathan. 2021. "Prospects of Developing Prefabricated Masonry Walling Systems in Australia" Buildings 11, no. 7: 294. https://doi.org/10.3390/buildings11070294
APA StyleThamboo, J., Zahra, T., Navaratnam, S., Asad, M., & Poologanathan, K. (2021). Prospects of Developing Prefabricated Masonry Walling Systems in Australia. Buildings, 11(7), 294. https://doi.org/10.3390/buildings11070294