1. Introduction
Cement-based mortar is widely used because of its many beneficial properties, including good compressive strength, high fire resistance, ease of application, and low cost. Unfortunately, cement mortar possesses very low tensile and flexural strengths, limited ductility, and little resistance to cracking. It exhibits an elastic brittle behavior under tensile stresses. The primary reason for such weakness of cement mortar is its inability to resist the initiation and growth of cracks due to relatively low tensile strength [
1]. Internal microcracks are inherently present in cement-based composites, such as mortar and concrete. When loaded, these microcracks propagate and gradually connect to each other. Due to poor tensile strength, the connectivity of microcracks increases and results in macrocracks that lead to the brittle fracture in cement-based composites. This inherent deficiency can be overcome by adding fibers, as they arrest the cracks and allow much larger deformation beyond the peak stress [
2]. Many studies have reported that short fibers substantially improve the performance of cement-based composites under tensile and flexural loadings [
3,
4,
5,
6,
7,
8]. Fibers with a length less than ½ inch (12.7 mm) are generally defined as “short fibers” [
9]. The incorporation of randomly distributed short fibers into cement-based materials increases their tensile and flexural strengths by preventing or controlling the initiation, propagation, and connectivity of cracks [
10,
11,
12,
13,
14].
In the past, asbestos cement incorporating asbestos fibers was widely used as a fiber reinforced cement-based material [
15]. Asbestos fibers were used in the construction industry for many years, particularly in thin sheet applications. Unfortunately, asbestos fibers were found to cause critical health issues, such as fibrosis and lung cancer [
16]. Then researchers and practitioners looked for alternative fibers, which are medically safe for construction workers and the public. The quest for safe and sound fibers brought glass, cellulose, and steel fibers to the construction industry, but they showed certain durability issues. Glass fibers exhibited embrittlement and strength loss problems [
17], cellulose fibers showed moisture sensitivity issues [
18], and steel fibers exposed on the surface appeared to have corrosion problems [
19]. The durability issues of the above-mentioned fibers steered the construction industry to find medically safe and physically durable fibers. Thereafter, many other fibers were incorporated into cement-based materials. Amongst these, polypropylene, polyvinyl alcohol, and carbon fibers are noteworthy.
Short carbon fibers appeared first in the construction industry of Japan, for use in cement composites, and became attractive due to their greater weatherability, thermal resistance, and long-term chemical stability compared to glass, polypropylene, and steel fibers; in addition, they exhibit good mixability and finishability when used in cement composites [
20]. Carbon fibers are inert and medically safe for humans; they are physically strong like steel fibers and more durable than glass fibers in aggressive environments. Additionally, carbon fibers are lighter, and they provide higher strength than many other fibers despite their lower density [
1]. Historically, polyacrylonitrile (PAN)-based carbon fibers were initially used in cement composites [
21]. It can make cement-based composites more durable than polyvinyl alcohol and polypropylene due to a lower porosity, a smaller fraction of large capillary pores, and a less entrapped air content, contributing to a better impermeability [
22]. However, PAN-based carbon fibers were cost-prohibitive and therefore its applications were not widespread in the construction industry. Such a barrier was removed with the invention of pitch-based carbon fibers. Due to lower prices, short pitch-based carbon fibers have been used for many building applications [
20,
23,
24,
25].
Extensive research studies have been carried out to investigate the tensile and flexural performance of carbon fiber reinforced cement composites [
5,
14,
26]. In comparison, less emphasis has been placed on the compressive strength of carbon fiber composites. In the literature, the effect of carbon fibers on the compressive strength of cement-based composites is not definitive. Several studies reported that the compressive strength of cement-based composites decreases in the presence of carbon fibers [
26,
27,
28]. In contrast, Li et al. [
29], Zhang et al. [
30] and Liu et al. [
31] showed that carbon fibers can increase the compressive strength of cement-based composites, depending on the mix composition. Furthermore, limited studies have been performed to examine the absorption properties of carbon fiber reinforced cement composites, although they are quite important for certain applications, such as roof tiles, cladding walls, curtain walls, staircase walls, parapet walls, and domes, which frequently become in contact with moisture during the service life of buildings. Research on the optimization of carbon fiber content for cement-based composites is also scarce.
This study presents the performance of carbon fiber reinforced mortar (CFRM) composites with respect to absorption and strength properties. Short pitch-based carbon fibers were used to produce several mortar composites. The fresh mortars were tested for workability, wet density, and entrapped air content. Moreover, the hardened mortars were tested for water absorption, compressive strength, splitting tensile strength, and flexural strength. The effects of carbon fibers on the above-mentioned properties of mortar composites were examined. However, more emphasis was placed on the absorption and strength properties of CFRM composites. Based on the test results, the optimum carbon fiber content for excellent performance and the best CFRM composite were identified.
2. Research Significance
The water absorption and strength properties (compressive strength, splitting tensile strength, and flexural strength) of CFRM composites were determined in the present study. These properties of CFRM composites are crucial for applications in walls (e.g., cladding walls, curtain walls, parapet walls, staircase walls), roofs, or the domes of buildings, due to exposure to snow, rain, storm, and wind loads as well as associated moisture. In this study, the effects of short pitch-based carbon fibers on the water absorption and strength properties of mortar composite were examined and the optimum fiber content was determined. Test results revealed that 3% carbon fibers provided the maximum improvement in the water absorption and compressive strength of mortar. CFRM composite including 3% carbon fibers also provided excellent splitting tensile strength and flexural strength. Hence, 3% carbon fiber can be considered as the optimum content for the best performance of CFRM composite with respect to water absorption and strength properties. Such an outcome will be useful for the mix optimization of CFRM composite. It is also hoped that the findings of this study will enrich the present state of knowledge on the use of carbon fibers and guide the construction industry towards producing and commercializing CFRM composites for various applications in buildings.
3. Materials and Methods
3.1. Constituent Materials of Various Mortar Composites
Air-dry sand (fine aggregate), normal Portland cement, silica fume, short pitch-based carbon fiber, superplasticizer, and tap water were used to produce CFRM composite mixes. The fineness modulus, saturated surface-dry (SSD) specific gravity, absorption, and total evaporable moisture content of sand were 1.97, 2.60, 1.60%, and 0.50%, respectively.
Cement conformed with the standard specification for ASTM Type I Portland cement [
32]. Its specific gravity was 3.15. The chemical composition of the cement is given in
Table 1. The amounts of magnesium oxide (MgO) and sulfur trioxide (SO
3) were less than the maximum permissible limits of 6% and 3%, respectively.
Silica fume complied with the ASTM standard specification given in ASTM C1240-05 [
33]. Its specific gravity was 2.20. The chemical composition of silica fume is shown in
Table 1. The silica (SiO
2) content of silica fume was 91.1%, which is significantly more than 85%, the minimum required content, as specified in ASTM C1240-05 [
33]. In addition, the available alkalis as Na
2O were 0.5% (less than the maximum permissible limit of 1.5%) and the igneous loss was 3% (less than the maximum permissible limit of 6%).
Chopped carbon fibers were used to prepare CFRM composites. They were 10 mm long and had a filament diameter of 17 μm. The specific gravity, tensile strength, and tensile modulus of carbon fibers were 1.85, 1770 MPa, and 180 GPa, respectively. The fibers were insoluble in water.
The tap water had a turbidity of 2.07 NTU and its total dissolved solids was 18 mg/L. A naphthalene-based superplasticizer was used with water to ensure the compactability of the freshly mixed mortar composites. The specific gravity of superplasticizer was 1.20 and it was 100% soluble in water.
3.2. Mix Proportions of Various Mortar Composites
In total, five mortar composites were designed with 0–4% carbon fibers based on a sand/binder ratio of 0.50 and a water/binder ratio of 0.35. The mortar composite with 0% carbon fiber was considered as the control mix and designated as NPCM (normal Portland cement mortar). The other four mortar composites included 1%, 2%, 3%, and 4% carbon fibers by volume and they were, respectively, designated as CFRM1, CFRM2, CFRM3, and CFRM4. All mortar composites included 15% silica fume as a partial replacement of cement. The weight-based amounts of the constituent materials for a unit volume (1 m
3) of mortar composite were determined based on the absolute volumes of all materials. The mix proportions of the mortar composites including the dosages of superplasticizer were finalized based on the trial mixes. The entrapped air content was included in the unit volume of mortar composite. For NPCM, 1% entrapped air content was assumed. In the cases of CFRM1, CFRM2, CFRM3, and CFRM4, the assumed entrapped air contents were 4%, 5%, 6%, and 7%, respectively. The mix proportions of various mortar composites are shown in
Table 2. It is worth mentioning that the proportions of sand shown were applicable only in SSD condition. However, air-dry sand was used during batching. Air-dry sand absorbed some water during mixing. Conversely, liquid superplasticizer contributed some water to the mortar during mixing. Therefore, the amounts of water and air-dry sand were corrected for all mortar composites considering the water absorption of sand and the water contribution of superplasticizer.
3.3. Preparation and Testing of Fresh Mortar Composites
The component materials were mixed in a pan-type mixer. The capacity of the mixer was 0.1 m
3 but the batch volume varied in the range of 0.028–0.032 m
3. Sand, cement, and silica fume were weighed, put in the mixer, and then mixed 1 min together by adding half of the water content. Keeping the mixer running, the remaining half of the water content blended with the dosage of superplasticizer was added gradually within 1 min, followed by additional mixing for 1 min. Thereafter, carbon fibers were manually spread in the running mixer by 2 min. This step was followed for all CFRM composites but skipped for NPCM. The mixing operation was completed by 4 min for NPCM and 6 min for CFRM composites. Immediately after the completion of mixing, the fresh mortar composites were sampled and tested for workability (slump), wet density, and entrapped air content. The details of these tests can be found in Safiuddin et al. [
34].
3.4. Casting and Conditioning of Test Specimens
The fresh mortar composite mixes were used to prepare the test specimens. Beam, cylinder, and cube specimens were prepared for testing the hardened mortar composites. The beam specimens of 400 mm (length) × 75 mm (width) × 100 mm (height) dimensions were cast for the flexure test. The cylinder specimens of 100 mm (diameter) × 200 mm (height) size were prepared for the compression and splitting tension tests. The smaller cubes for the water absorption test were not cast directly. They were processed from 150-mm parent cubes, which were cast and cured in water. At the day of testing, 150-mm parent cubes were cut to obtain 50-mm smaller cubes for the water absorption test. Six 50-mm cubes were obtained from a 150-mm parent cube.
Beam and parent cube specimens were cast in reusable cast iron molds whereas cylinder specimens were fabricated in single-use plastic molds. ASTM standard practice [
35] was followed for molding the test specimens in the laboratory, with some exceptions for the control mortar. Three layers of filling were used for the cylinder and parent cube specimens whereas two layers were used in the case of beam specimens. A vibrating table was used for the compaction of CFRM composites. Each layer was vibrated until a thin layer of bleed water appeared on the surface. In the case of the control mortar (NPCM), all specimens were cast in one layer without any vibration, because the mortar was highly workable.
Beam and cube specimens were covered with wax papers and polyethylene sheets after 30 to 45 min from casting, and then left in their molds until the age of 24 h. The cylinder specimens were sealed immediately using the lids and left undisturbed for 24 h. All the specimens were removed from their molds at the age of 24 h, marked, and transferred for curing. ASTM standard practice [
35] was followed in curing the specimens, except for using any calcium hydroxide in water. The demolded specimens were placed inside the curing tanks. Water curing by ponding was used to cure the specimens until the time of testing. The curing temperature was 23 ± 2 °C.
3.5. Testing of Various Hardened Mortar Composites
3.5.1. Compression Test
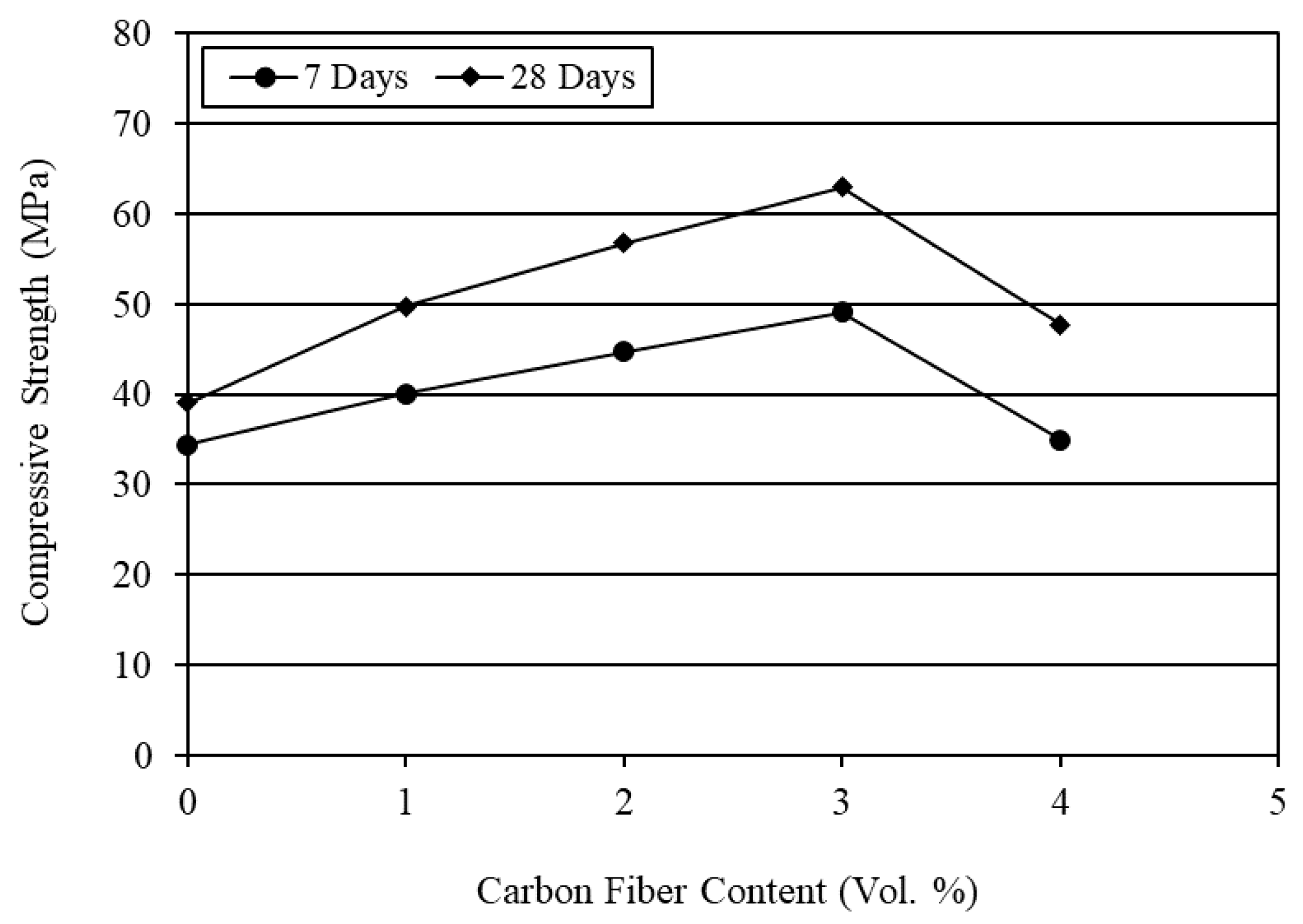
The compressive strength of hardened mortar composites was determined at the ages of 7 and 28 days in accordance with ASTM C39/C39M-01 [
36]. Triplicate 100 mm (diameter) × 200 mm (height) cylinder specimens were used for each testing age. Prior to the compression test, the cylinders were dried at room temperature and capped by sulfur mortar in accordance with ASTM standard practice [
37]. During testing, the test cylinders were placed individually in the center position of the lower platen of compression machine. Then uniaxial loading was applied steadily to increase the stress at a rate of 0.14 to 0.34 MPa/s. The maximum load taken by the individual specimen was indicated in the load scale. It was noted and used to compute the compressive strength. The average compressive strength was calculated from the strength values of triplicate cylinder specimens.
3.5.2. Splitting Tension Test
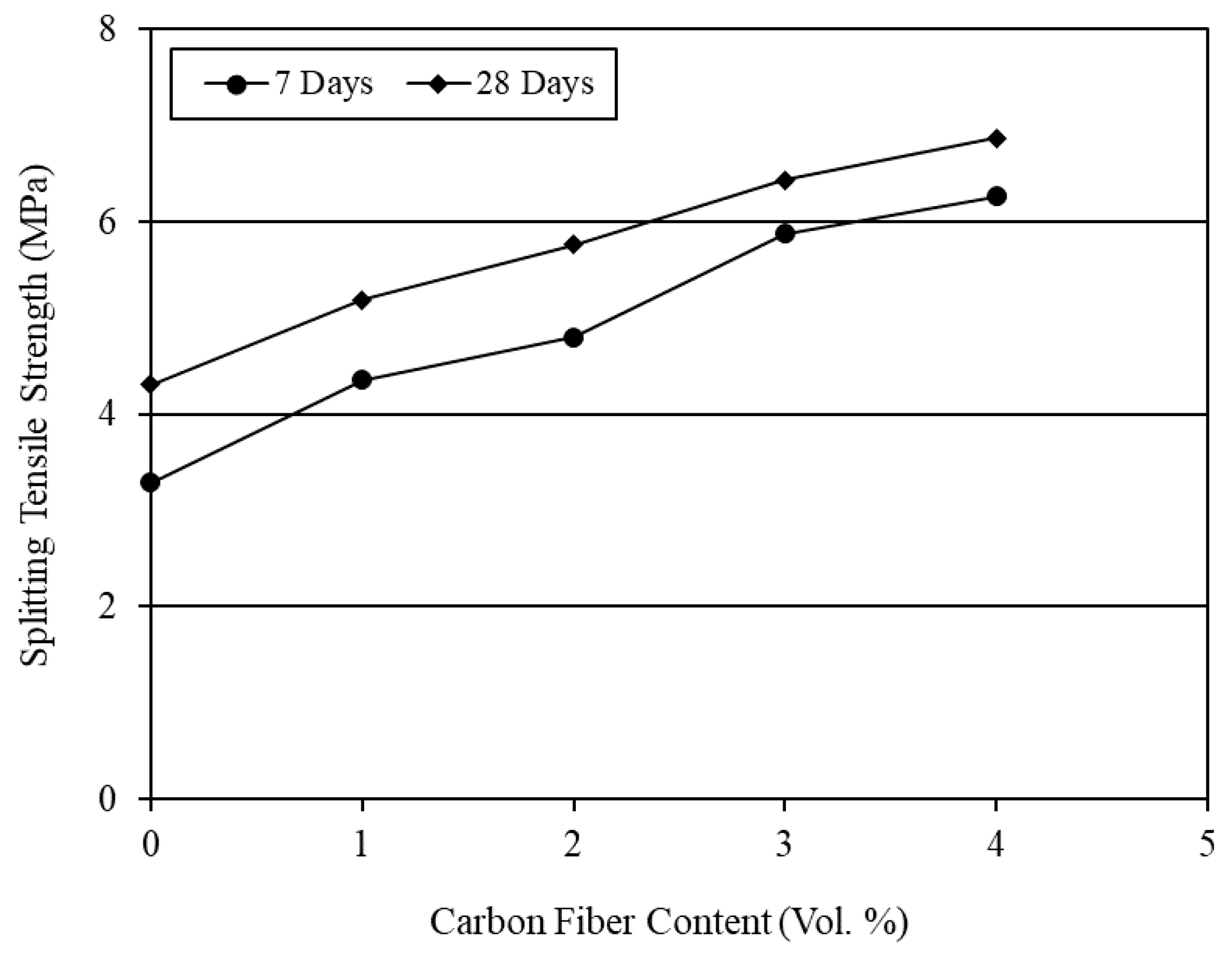
The splitting tensile strength of hardened mortar composites was determined at 7 and 28 days according to ASTM C496/C496M-04 [
38]. Triplicate 100 mm (diameter) × 200 mm (height) cylinder specimens were used for every testing age. During testing, each cylinder was placed horizontally in the center position of the lower platen of compression machine. Two light wooden blocks were used to keep the specimen in the central position. The load was applied continuously and without shock to induce the stress at a constant rate within the range of 689 to 1380 kPa/min. The loading was continued until the failure of test specimen. The maximum applied load indicated by the testing machine was recorded and used to calculate the splitting tensile strength. The average splitting tensile strength was determined from the test results of triplicate cylinder specimens.
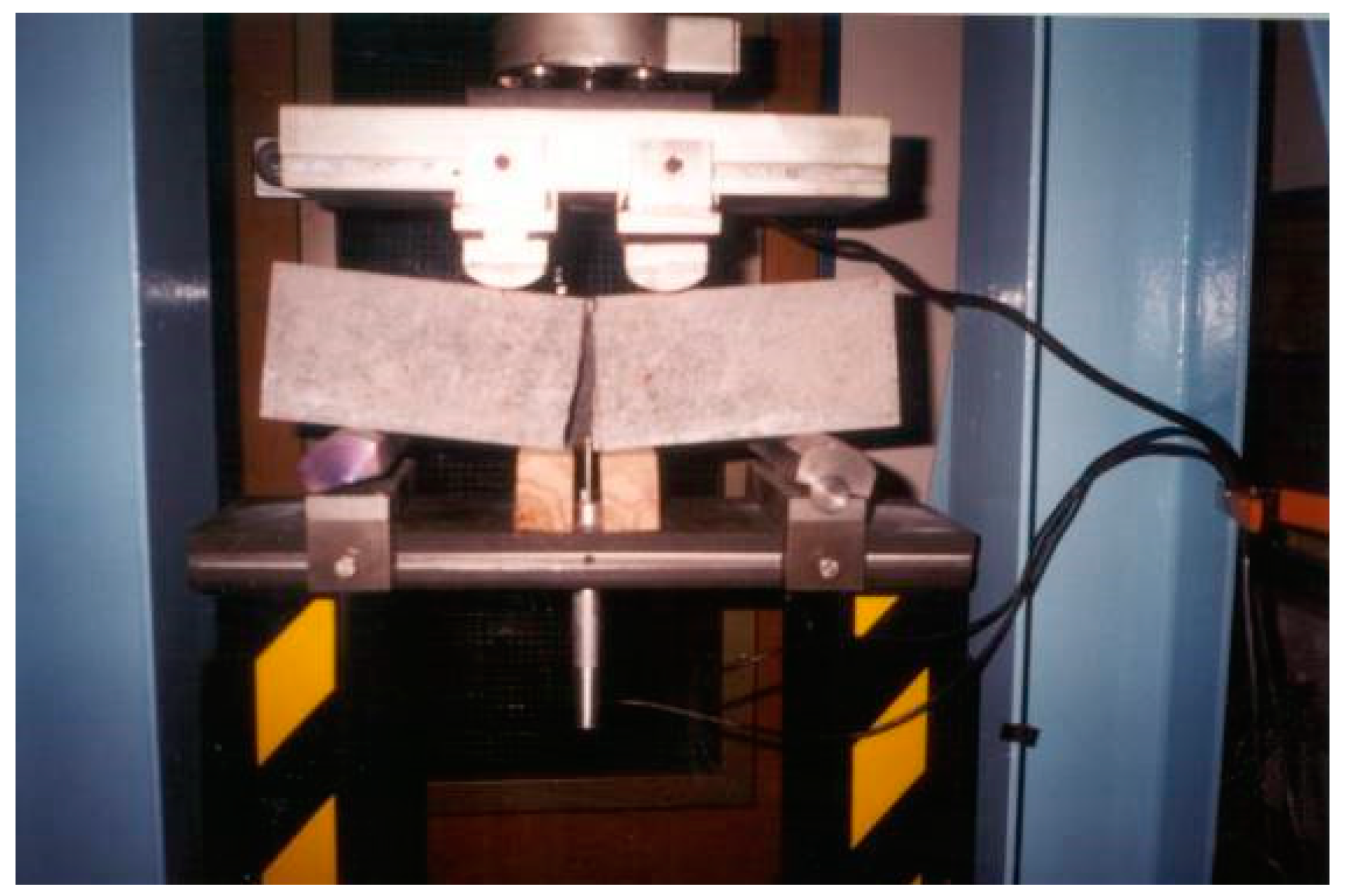
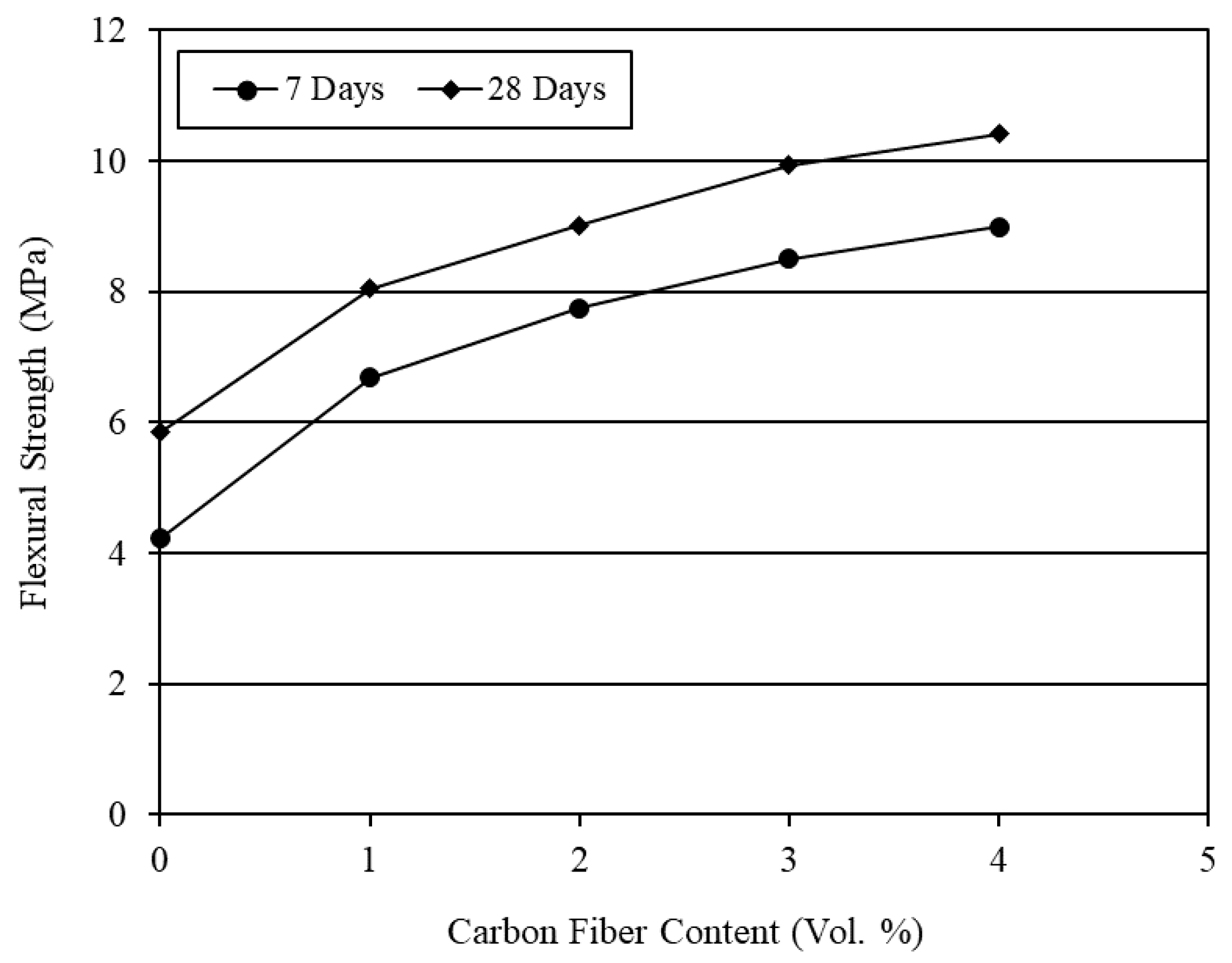
3.5.3. Flexure Test
The flexural strength of hardened mortar composites was examined at the ages of 7 and 28 days according to ASTM C1018-97 [
39]. Duplicate 400 mm (length) × 75 mm (width) × 100 mm (height) beam specimens were used for each testing age. The beam specimens were tested immediately after removal from the curing tank. In each test case, the beam specimen was turned on its side with respect to its position as molded and was centered in the supporting block. Immediately, the load-applying block was brought onto the beam specimen at the two third points. Then the load was applied continuously by a hydraulic jack until the breakage of the specimen. The loading system included a load-cell of 111.2 kN (25 kips) capacity. The maximum load for individual beam specimen was recorded during testing to calculate its flexural strength. The average flexural strength was determined from the test results of duplicate beam specimens.
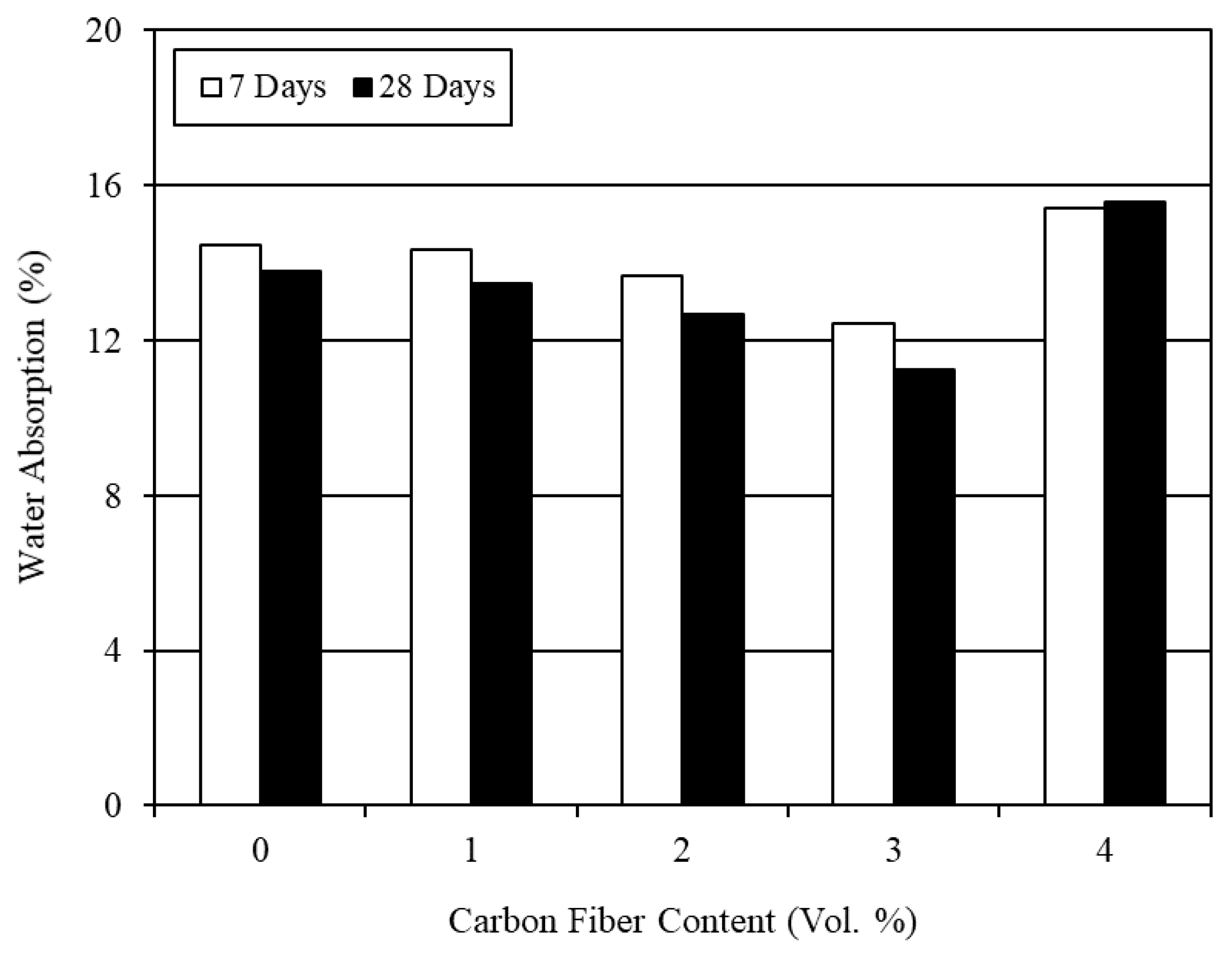
3.5.4. Water Absorption Test
The water absorption of hardened mortar composites was tested at 7 and 28 days in accordance with Method A, as specified in ASTM C1195-03 [
40]. Triplicate 50-mm cube specimens were used for each testing age. Before starting the test, the specimens were oven-dried at a temperature of 105 ± 5 °C for 24 h and then allowed to cool to room temperature for 30 min. The specimens were weighed separately and then immersed in distilled water at 23 ± 2 °C for 48 h. Thereafter, the specimens were removed from the water and weighed in SSD condition to determine the amount of absorbed water. The water absorption of each specimen was calculated based on it absorbed water and oven-dried weight. The average water absorption was obtained from the absorption results of triplicate cube specimens.
5. Optimum Fiber Content and Best Mortar Composite
The best mortar composite was derived by judging the overall performance in terms of workability (slump), wet density, entrapped air content, compressive strength, splitting tensile strength, flexural strength, and water absorption. The mortar composite with 3% carbon fibers (CFRM3) provided adequate slump for placing and compaction by vibration, had lower entrapped air content and higher wet density, gave the maximum compressive strength, possessed excellent splitting tensile strength and flexural strength, and offered reduced water absorption thus exhibiting the potential for excellent durability, compared with the other mortars incorporating 1%, 2%, and 4% carbon fibers. Therefore, the optimum content of carbon fibers was 3% and CFRM3 can be considered as the best mortar composite in the context of the present study.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}