1. Introduction
Reinforced concrete (RC) is the major part in the urban infrastructure. Steel reinforcement resists the tensile stresses and concrete provides the compressive strength. In order to ensure the longevity of RC structures, their durability performance needs to be maintained with respect to corrosion of steel reinforcement and concrete deterioration. Due to deterioration of RC structures, retrofitting and strengthening is direly needed in the current era. Traditional techniques for the rehabilitation of RC include strengthening through steel strips and fiber reinforced polymer (FRP) sheets [
1,
2]. However, both these techniques have major drawbacks associated with their durability and uneconomical issues. Therefore, innovative techniques and materials are needed for more durable and economical rapid strengthening of RC structures.
Textile reinforcement is relatively a newer technique for strengthening and rehabilitation of RC structures. It may consist of unidirectional or bi-directional fibers along with various composite materials [
3,
4,
5,
6,
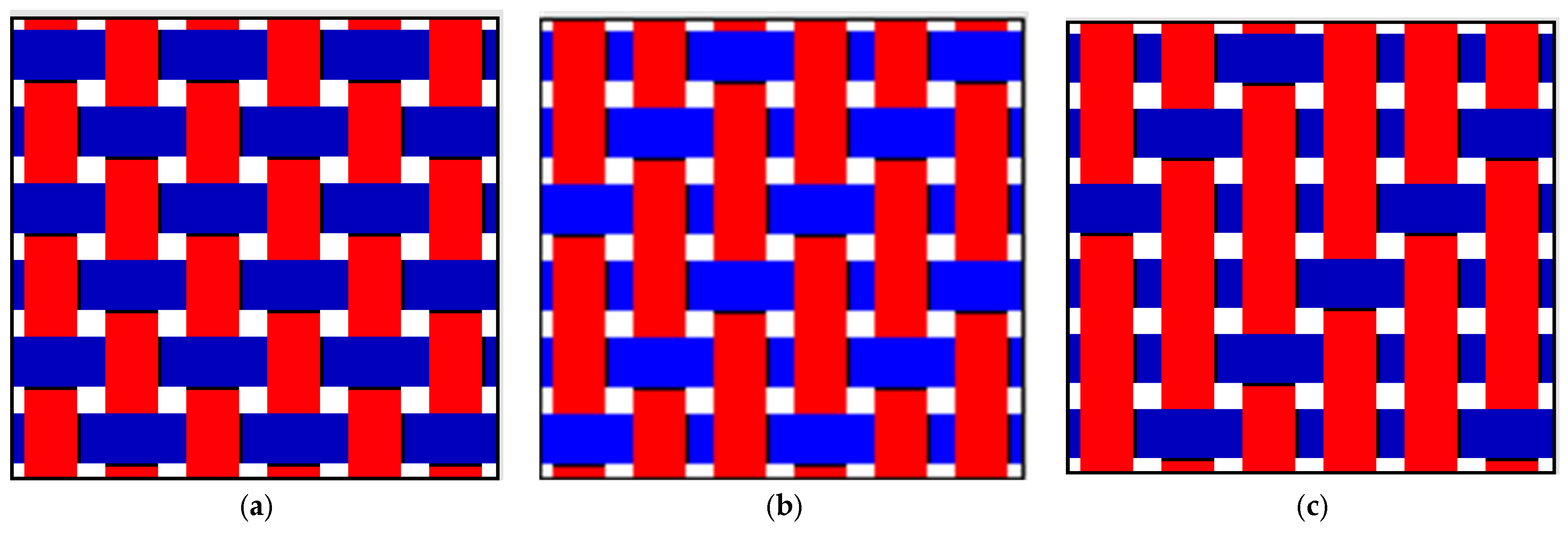
7]. Furthermore, textile composite is made up of more than one yarn in a unique manner for the desired properties including high strength and heat resistance. There are four types of commonly used fabrics [
8]: woven, knitted, braided and stitched. The difference between these types is dependent on the yarn movement and grip of yarns. Woven fabrics are made up of two sets of interlaced yarn at a 90-degree angle to each other by crossing over one another. Knitted fabric is manufactured by inter-looping yarns in a vertical or horizontal direction. Braided fabrics are made up of interlacing sets of continuous yarns and in stitched fabric, yarns are stitched together [
8].
Various studies have been conducted in the past regarding the mechanical properties of specimens incorporating various textile fabrics. For instance, Portal et al. [
9] investigated the tensile response of glass, basalt and carbon textile materials under accelerated exposures. It was reported that carbon textile fabrics had shown enhanced performance under aging exposure. Valeri et al. [
10] studied the tensile behavior of textile-reinforced concrete (TRC) incorporating carbon textile fabrics. It was observed that crack spacing in the tested TRC specimens was dependent on the amount of reinforcement and roving distance [
10]. Neves and Felicissimo [
11] also studied the crack control behavior of TRC with various type of matrix incorporating unresin carbon fibers. Karnoub et al. [
12] compared two types of fabrics with respect to weave type. Results showed that woven fabric had much more tensile strength as compared to the knitted fabric. Jahan [
13] concluded from her study that the tensile strength of fabric depends on geometry, type of fiber and testing arrangement. The tensile strength of warp direction yarns is mostly higher than weft direction yarns. Due to lower porosity and more density of plain weave fabric, it had more strength than that of the twill fabric. Plain weave had the highest strength in warp direction due to more density of weft yarns in comparison to other weave types. Malik et al. [
14] concluded that the weave structures play an important role in the tensile strength of woven fabric. From the results, it was concluded that polyester–cotton plain weave had more strength than that of 3/1 twill fabrics in both directions (warp and weft). Blanksvard et al. [
15] conducted a study on the weave type, spacing between warp and weft, on the TRM strengthening system. Three different textile fabrics manufactured from carbon fibers were used. Results indicate the high strength TRM mechanism shifted the mode of failure from shear to flexure. Smaller grid spacing resulted in the first shear crack at higher load, and it also gave better results in re-arrangement of cracks. Escrig et al. [
16] investigated on RC beams which were strengthened with different textile fabrics for examining the shear behavior. Glass, polybenzoxazole, basalt and carbon materials were used as textile fabrics. In that study, different types of mortar mixtures were used as a binding material. It was concluded that the bond between textile fabrics and concrete or mortar materials considerably influenced the structural performance of the overall system. Tzoura and Triantafillou [
17] carried out a study on the TRM system with variation in the type of textile fabrics. The used textile fabrics were of two types, light and heavy in terms of weight, and also with variation in number of layers. Light and heavy fabrics had different numbers of fibers but were equal with regard to the number of yarns in warp and weft directions. Mass per unit area for lighter fabric was 174 g/m
2 while for heavy fabric it was 348 g/m
2. Results revealed that higher strength was achieved with heavy fabric (133% higher strength was achieved). In the case of the two-layered system, 183% higher strength was attained with heavy fabric. Al-Salloum et al. [
18] conducted research on TRM composites with changing mortar types: cementitious mortar and polymer modified mortar. When two TRM layers were used, there was no major variation in strength. However, in the case of four layers of TRM, polymer modified mortar showed higher strength results (16%) compared to an identical specimen with two layers of TRM. Larbi et al. [
19] conducted research on the variation of thickness of mortar (5 and 10 mm) in TRM and found no significant difference in the gain of strength for tested thicknesses. Triantafillou and Papanicolaou [
20] conducted experimental work on TRM and varied the number of fabric layers. It was concluded that a single layer fabric resulted in abrupt shear failure; however, TRM failure mode changed to flexure for a double layer of fabrics. Tetta et al. [
21] tested beams in flexure with variation in layers of TRM from one to three. In the case of two layers of TRM, there was a 57% increase in strength as compared to one layer of TRM. Similarly, a 92% increase in strength was observed when three layers were used in comparison to an identical specimen with one layer of TRM.
Stolyarov and Ershov [
22] conducted an experimental study on plain weave polyester multifilament yarns with 18.4 yarns/centimeter. Results showed greater strength in the warp direction while higher elongation in the weft direction. Chairman et al. [
23] investigated how the geometry of fabric played a significant role in mechanical properties. This study was conducted on basalt plain and twill fabric. Zhou et al. [
24] worked on the plain and twill weave fabrics and found an effect of the weave pattern on the mechanical performance. Composite with twill weave having lesser areal density resulted in higher elastic modulus and breaking strength than higher areal density weave composites. Zhang et al. [
25] conducted a study on textile-reinforced concrete using high ductile basalt fibers and found that increased grid level improved the stress-strain behavior of composite concrete. Zhang et al. [
26] conducted a study on textile-reinforced composites with highly ductile fiber along with carbon fibers in order to cope with the brittleness of the mortar matrix. The addition of carbon fibers in the mortar mixture reduced the crack width spacing [
26]. Begum and Milasius [
27] reported that the weave pattern has a vital role in the mechanical and physical properties. For instance, higher elongation was found in plain weave fabric compared to twill weave fabric due to higher interlacement. Erbil et al. [
28] worked on three different weft yarns based on 100% cotton, core-spun, and dual-core-spun yarn. Ferrara et al. [
29] conducted a study on the flax-based textile fabric in textile-reinforced lime mortar with variation of reinforcement amount and impregnation treatment. Impregnation treatment improved the tensile strength of textile-reinforced mortar. Moreover, increasing the reinforcement ratio increased the strength and reduced the crack width. Torres et al. [
30] tested masonry walls reinforced with textile-reinforced mortar based on glass fabrics for retrofitting. Strengthened masonry walls achieved much higher compressive strength compared to unreinforced masonry walls. Moreover, the strengthened wall showed more ductility under cyclic loading. Tran et al. [
31] developed an eco-friendly textile-reinforced concrete incorporating the industrial waste. It was reported that due to the incorporation of short textile fibers, significant improvement in mechanical properties and resistance against spalling was observed.
The potential of textile reinforcement has been well studied in previous research for its application in RC structures. However, previous research was mainly focused on the commercially available conventional textile reinforcement grid systems. Very scant literature is available on the unconventional textile fabrics available in the local market at economical rates. Therefore, this research work was mainly conducted on sixteen various types of textile fabrics procured from the local market. Various tests including microscopic analysis, mass per unit area, ends and picks, and tensile strength were conducted on textile fabrics to examine their properties for use in structural applications. Moreover, textile-reinforced mortar (TRM) strips were casted and tested to examine the tensile behavior of developed composite. This study made an effort to highlight the potential of unconventional textile fabrics for numerous structural applications and it will assist infrastructure stakeholders in using this economical and durable technique for the strengthening and rehabilitation of RC structures.
3. Experimental Methodologies
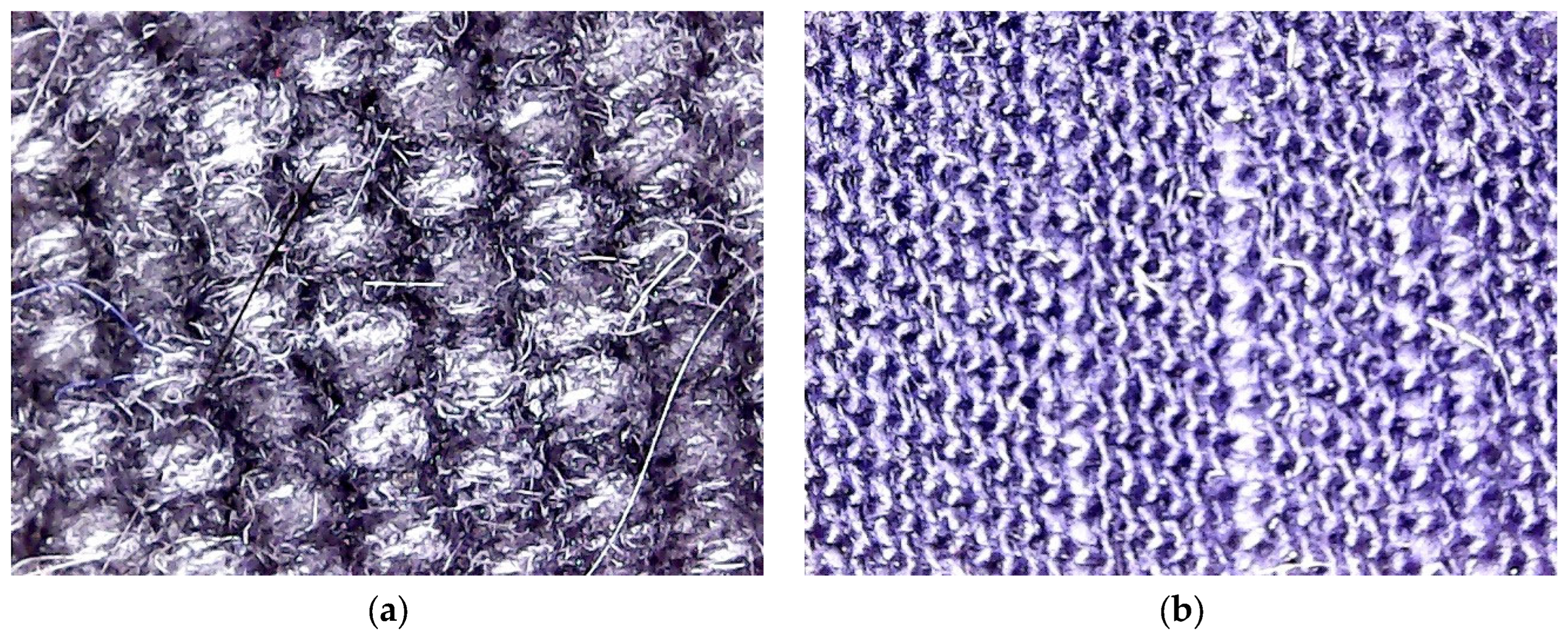
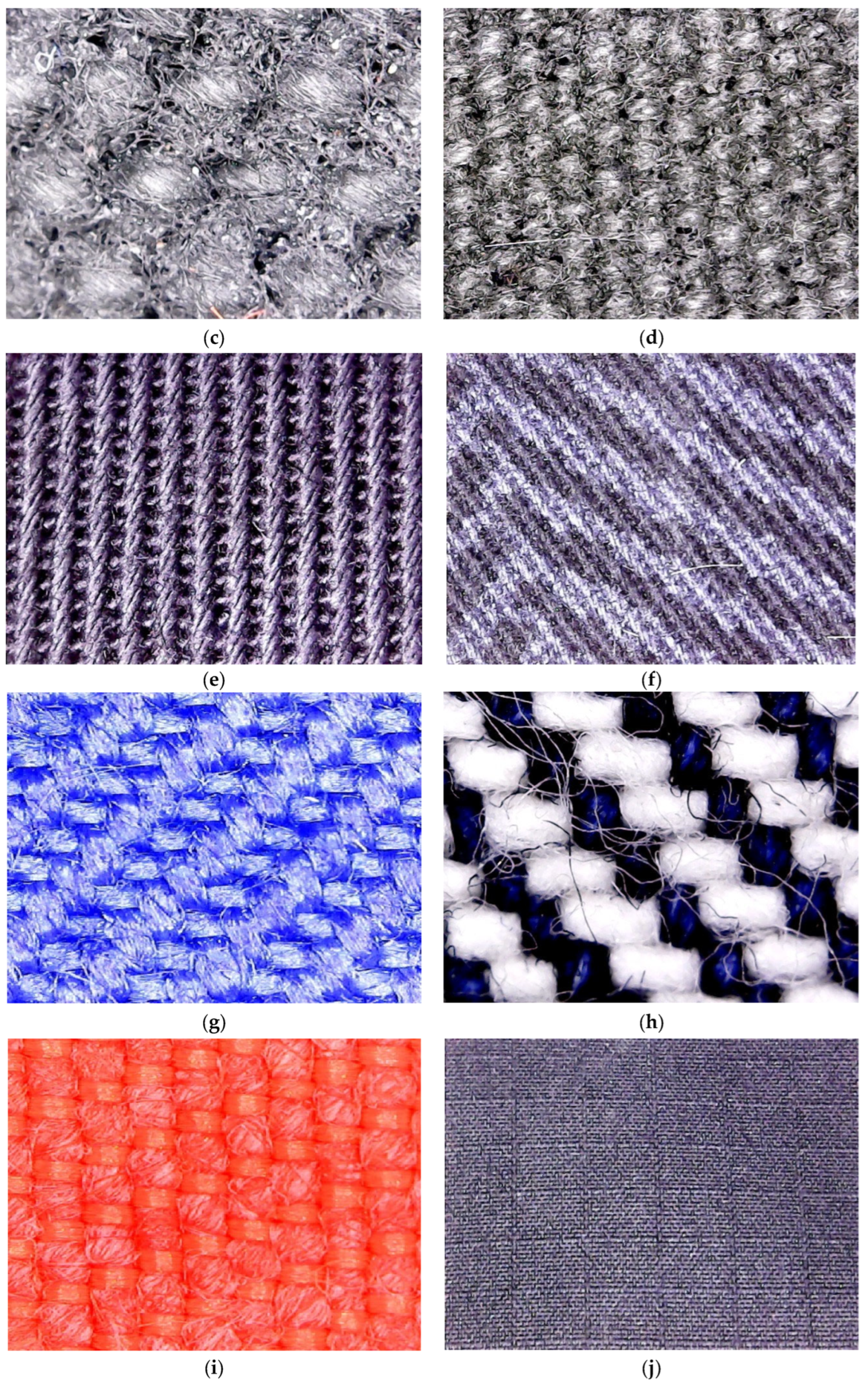
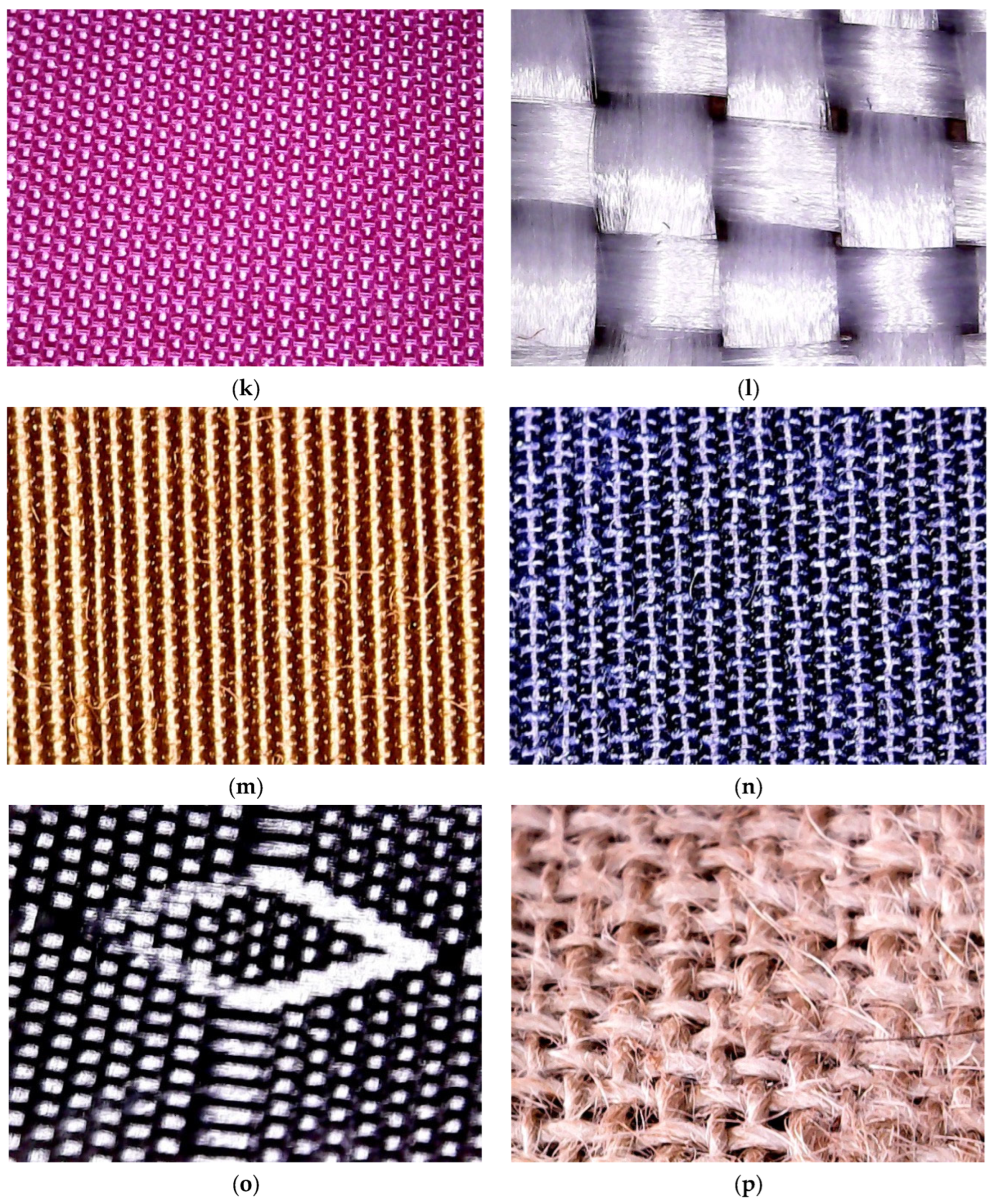
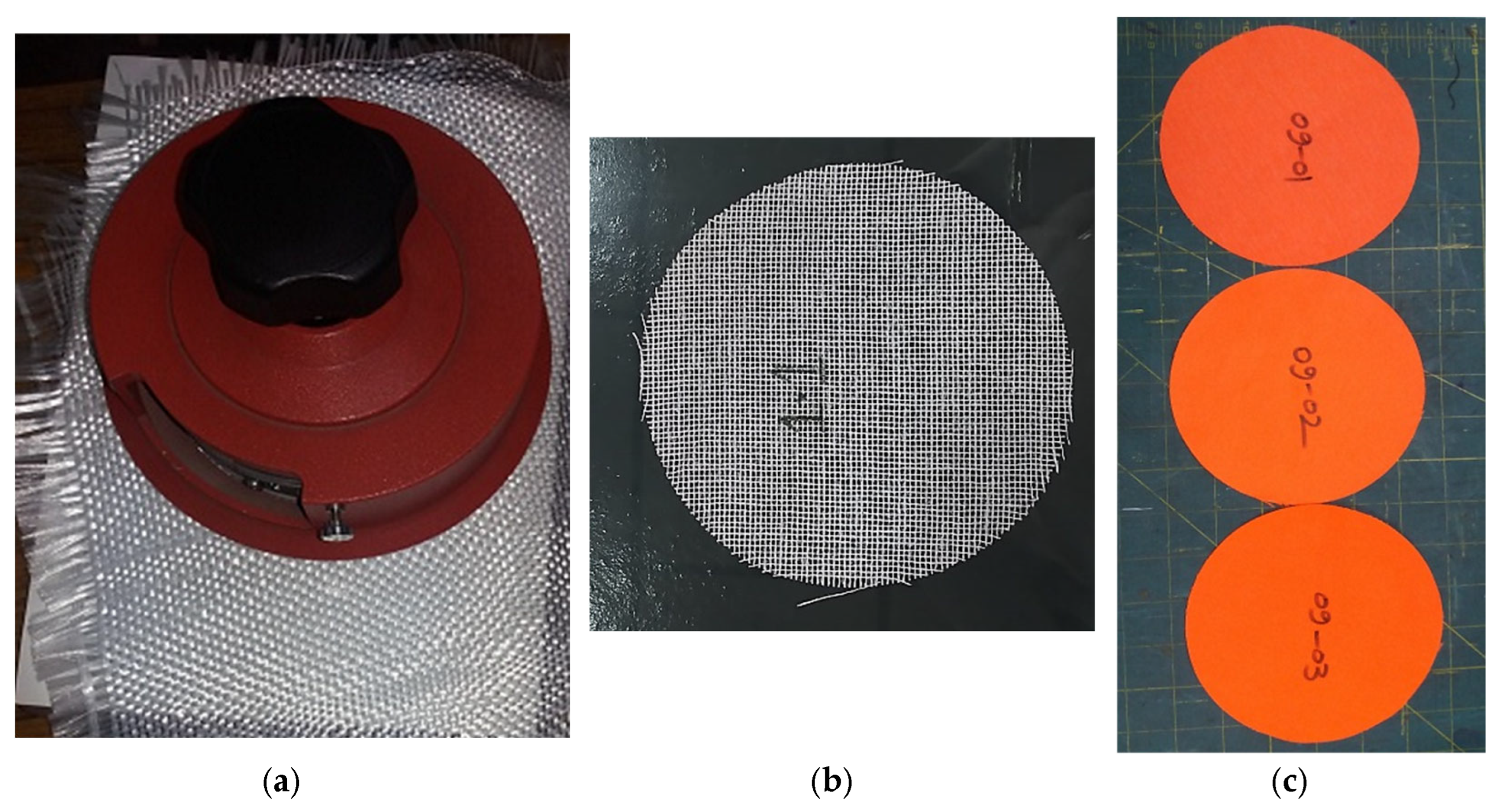
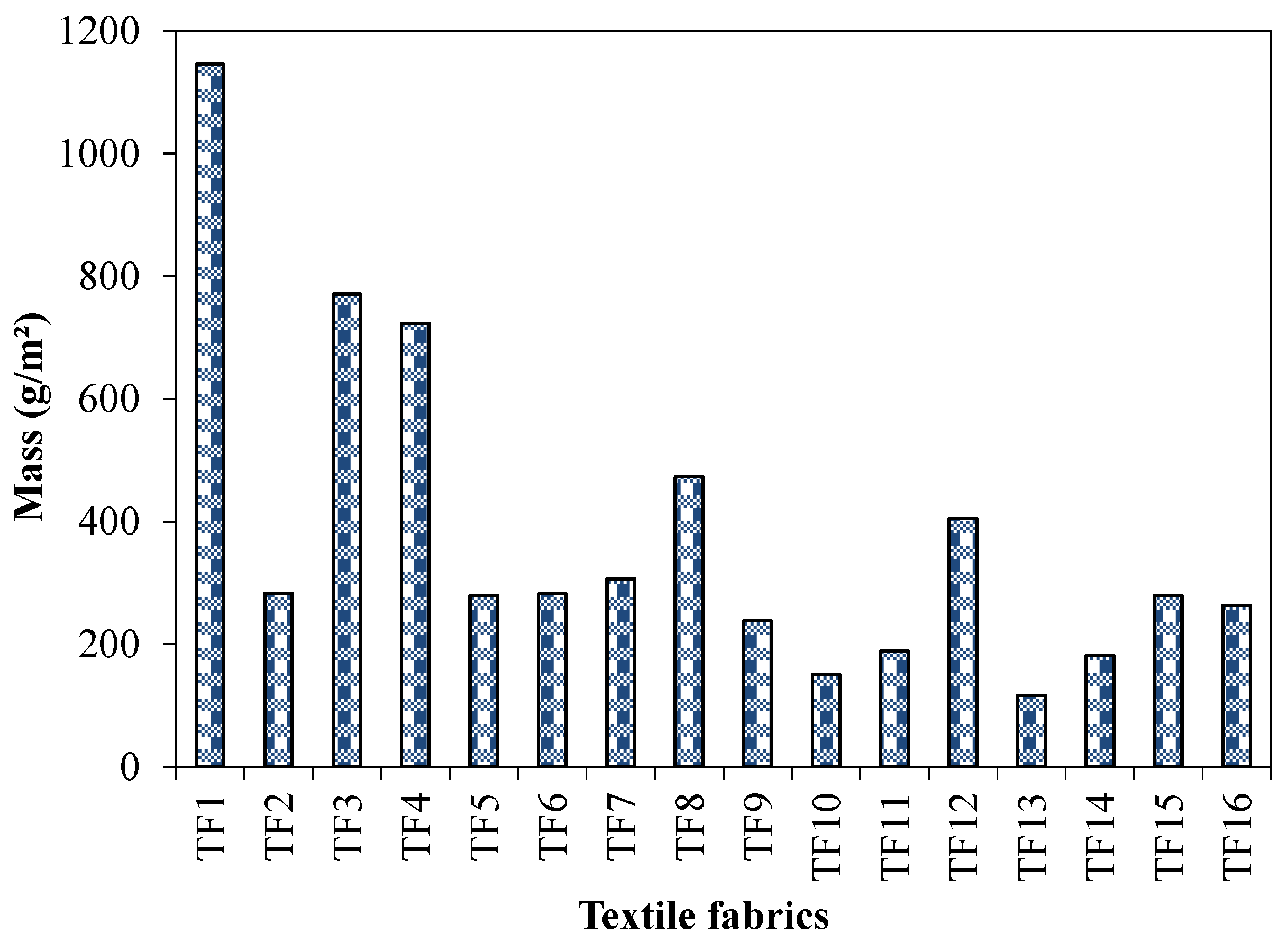
Fabric specimens were placed in an environmental chamber at 20 °C and 65% relative humidity for 8 h before performing any test. First of all, microscopic analysis was performed on textile fabrics to evaluate the micro-structure and individual fiber orientation of used fabrics in warp and weft directions. Mass per unit area of all fabric specimens was determined in accordance with ASTM D3776 [
32]. After conditioning, five specimens were cut from each fabric. Specimens of size 152 cm
2 were cut with a fabric sample cutter. The specimen weights were taken and calculated for the mass per unit area (g/m
2).
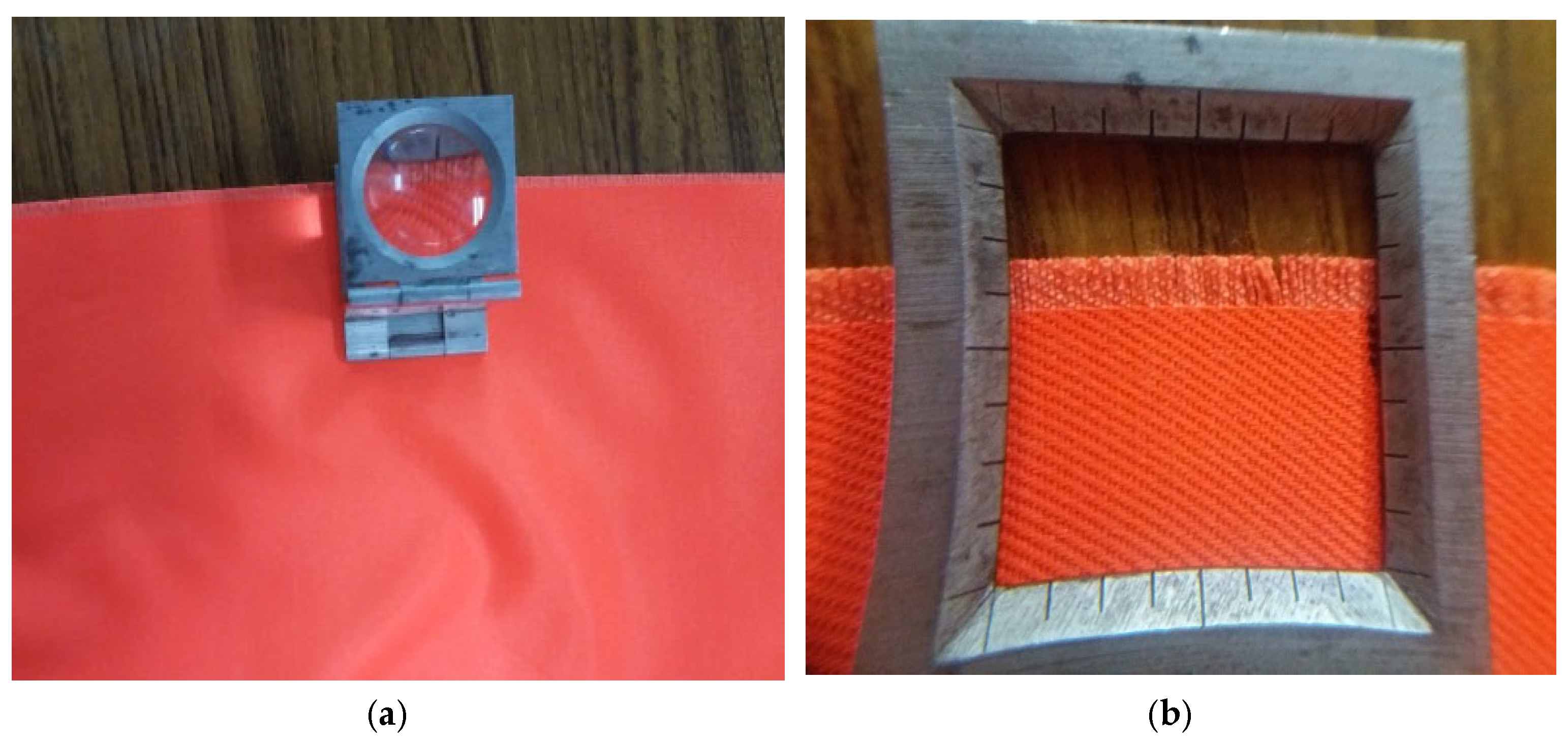
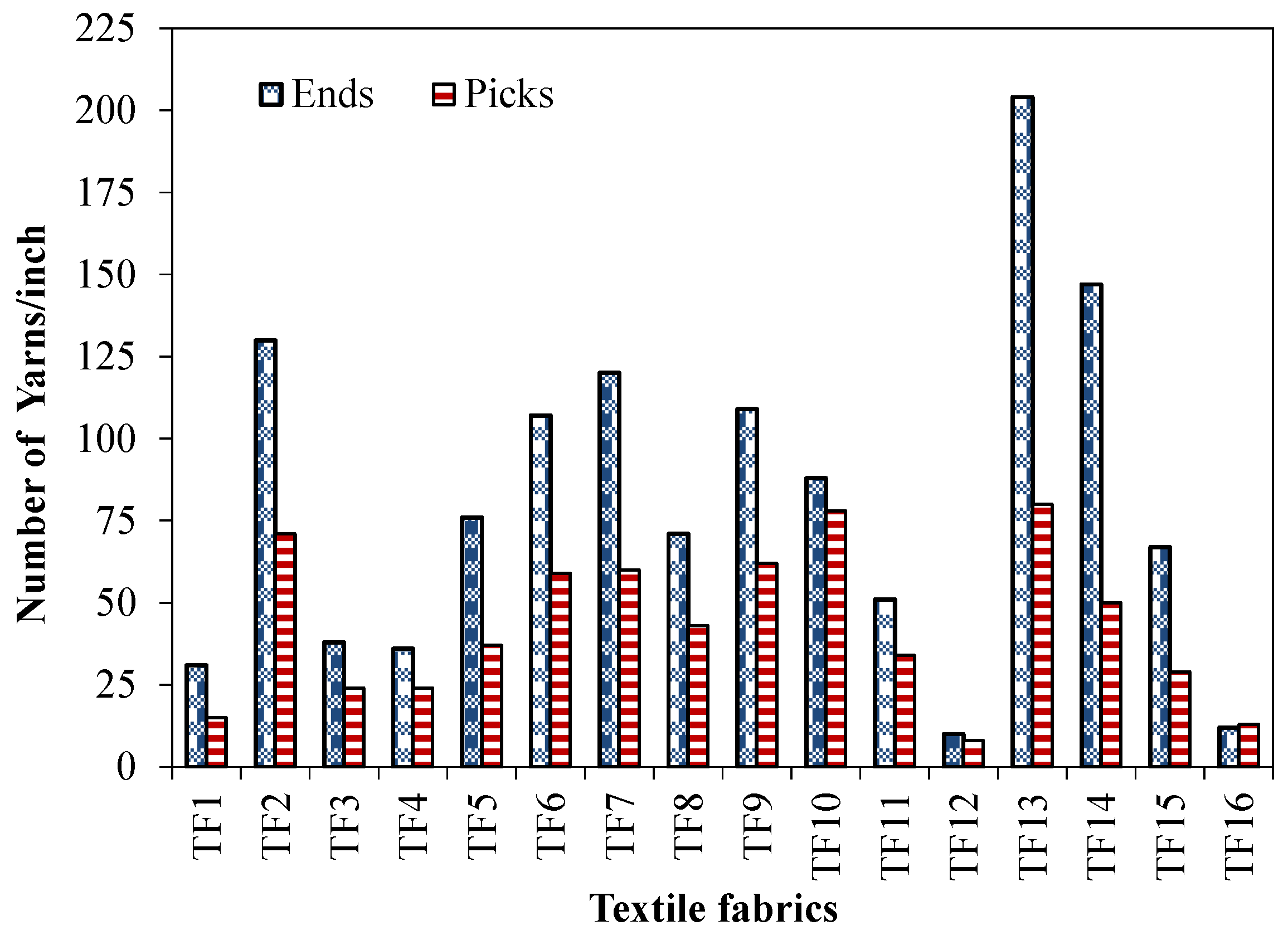
Figure 2 shows the fabric cutter and cut specimens for mass per unit area. Ends (warp) and picks (weft) were determined according to ASTM D3775 [
33]. Ends and picks were counted over 1-inch space and results were presented as warp yarns (yarns/inch) × weft yarns (yarns/inch). This test was performed with pick counter graduated in inches up to 1/8 inch (
Figure 3). Firstly, the warp side of specimen was raveled until full length yarns had appeared. The pick counter was placed at five random places along the length of fabric and observations were taken. Thereafter, the average of the five observations was calculated. Counting of yarns was done in both (warp and weft) directions and five observations were taken in each direction.
Table 4 shows the number of specimens or observations for each test performed.
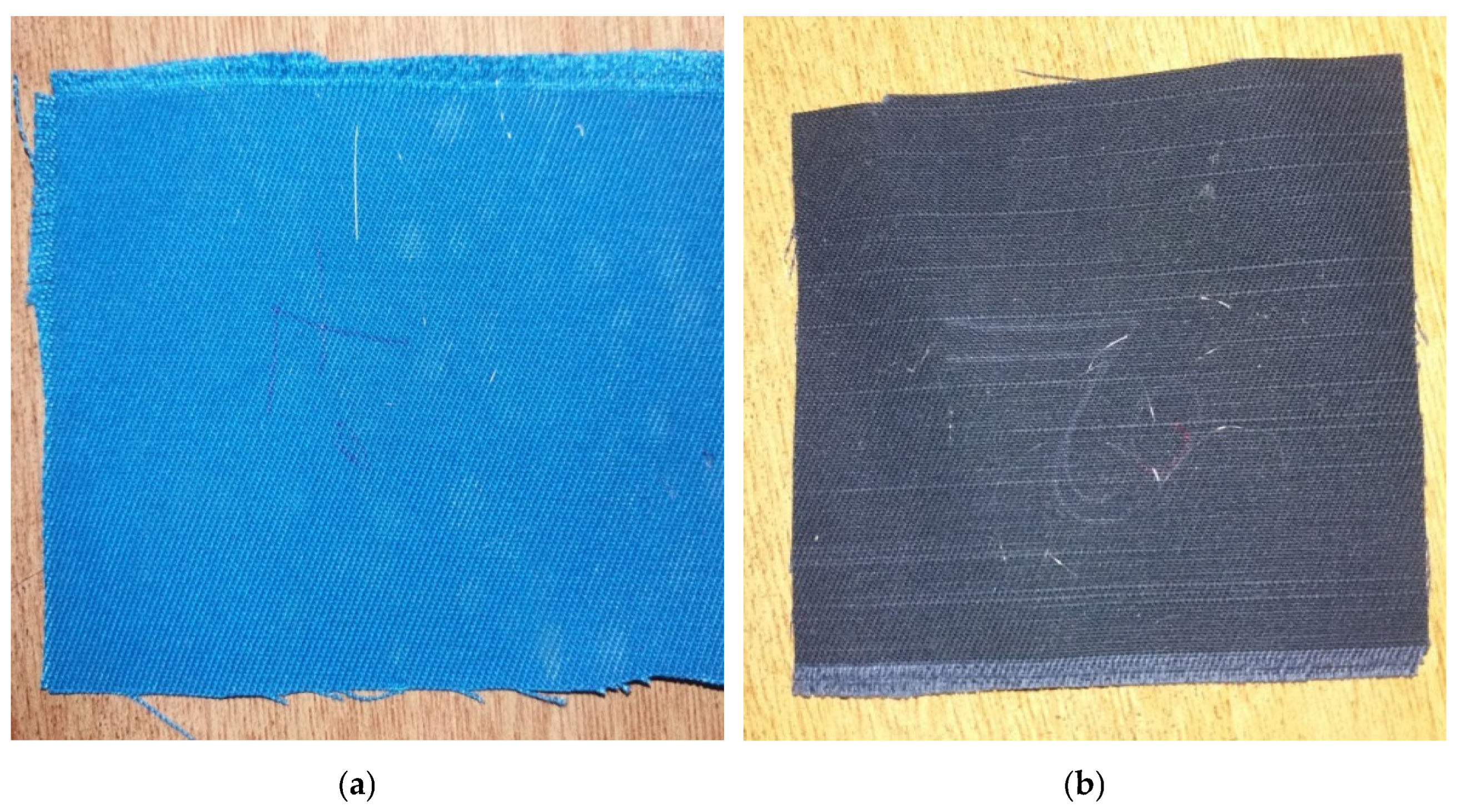
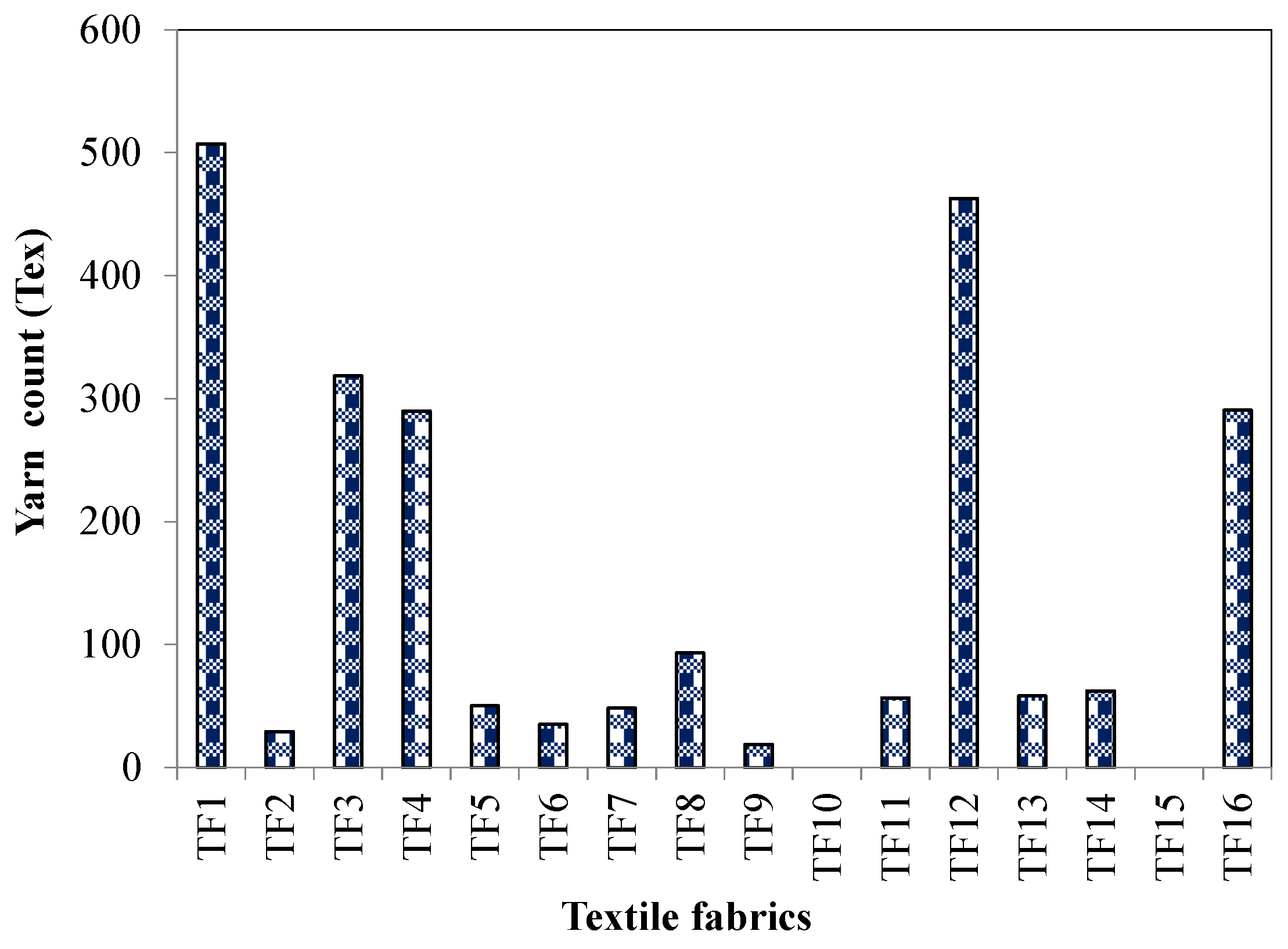
Yarn number of all the tested textile fabric specimens was determined in accordance with ASTM D1059 [
34]. Small patches of fabric of size 250 × 250 mm were cut from each fabric (
Figure 4). Then, a significant number of full-length yarns were obtained from this small fabric patch in warp and weft directions. The yarns were trimmed to make them of equal length. Yarn weights were obtained by weighing on a balance and weight per unit length was calculated.
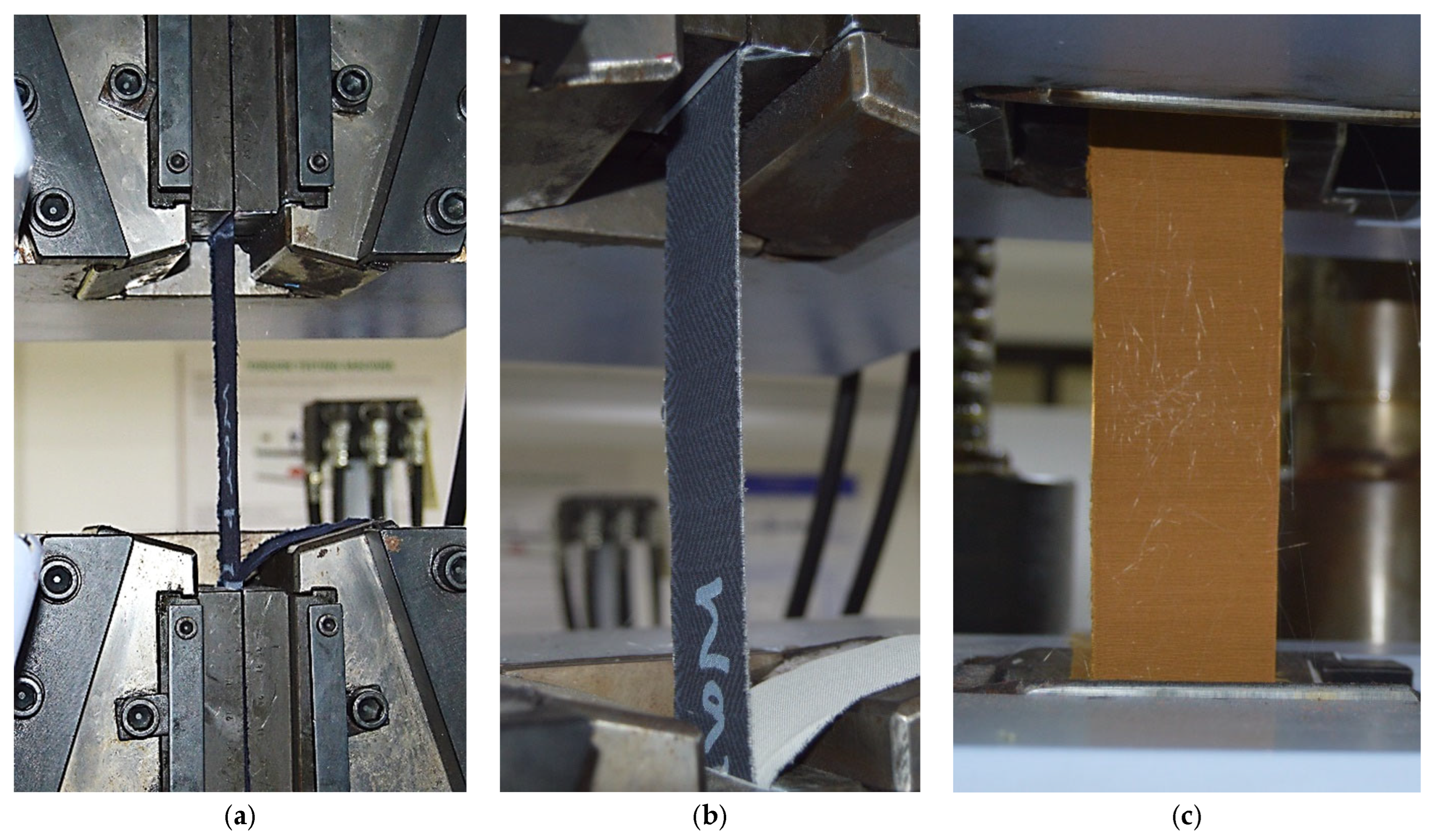
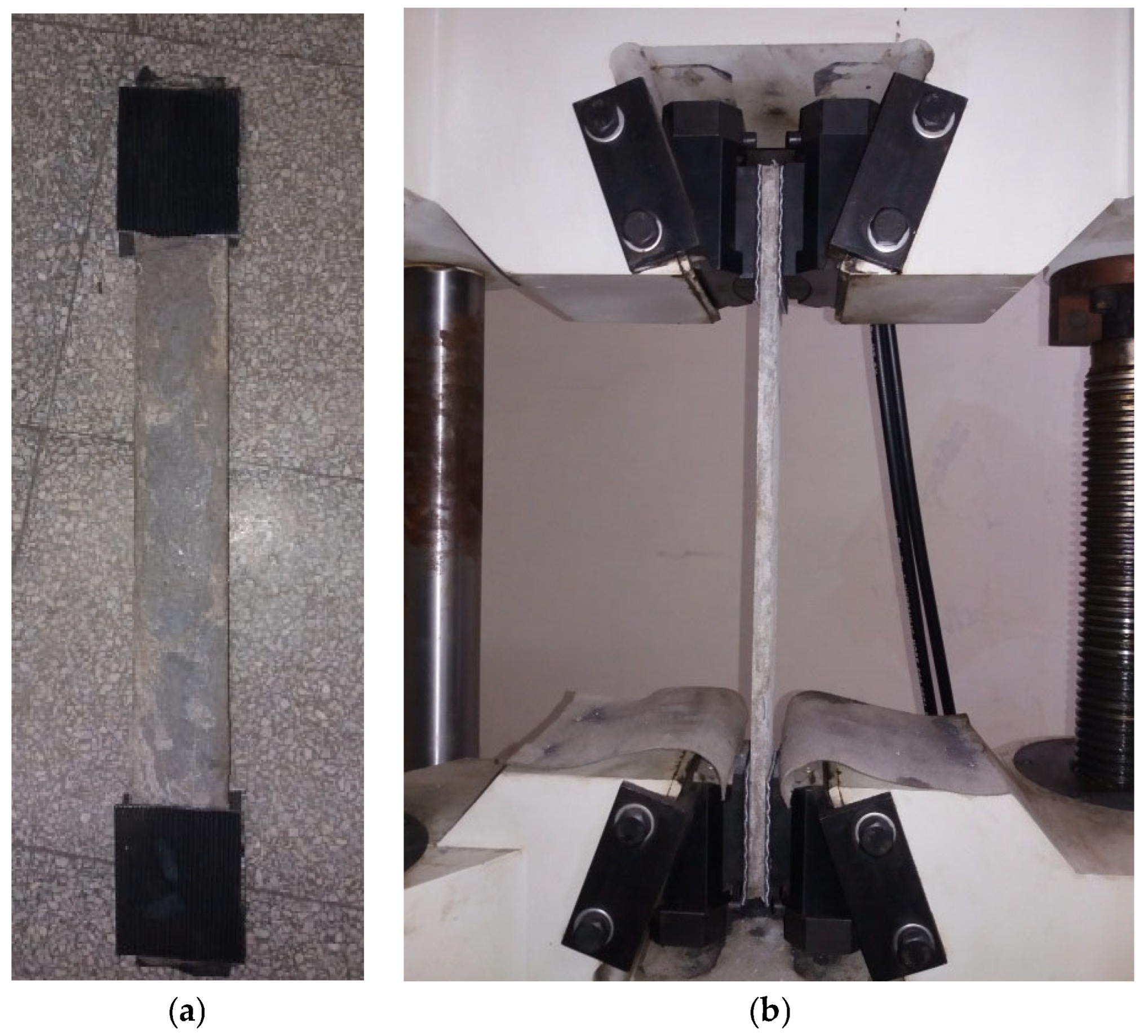
Tensile strength of fabric specimens was determined according to ASTM D5035 [
35]. Three specimens having dimensions 500 × 50 mm were prepared in each direction (i.e., warp and weft) from each representative fabric specimen collected. This test was performed on a universal testing machine (UTM) with a capacity of 1000 kN (
Figure 5).
The dimensions of the upper and lower jaws of the UTM grip were 75 × 75 mm. The specimen was first placed in the upper jaws, with folding of the specimen on the other side of jaws, and a steel bar of 10 mm diameter was inserted in the folding to avoid slippage of specimens within the jaws. The same procedure was adopted with lower jaws as well. After placement of the specimen, gauge length was checked and we initiated the test. Observations of applied load and deflection were noted. Load was continuously applied until rupture of the test specimen.
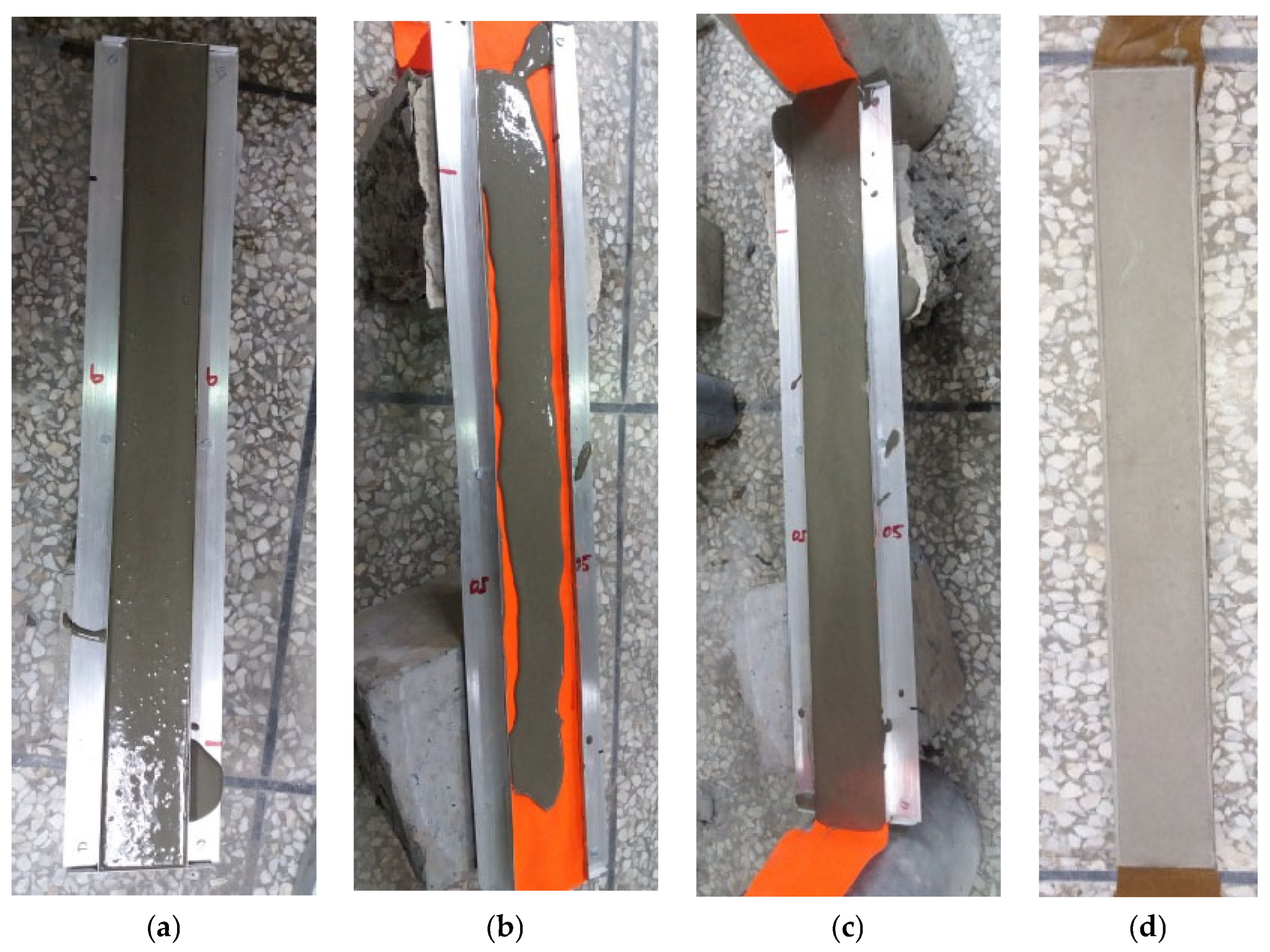
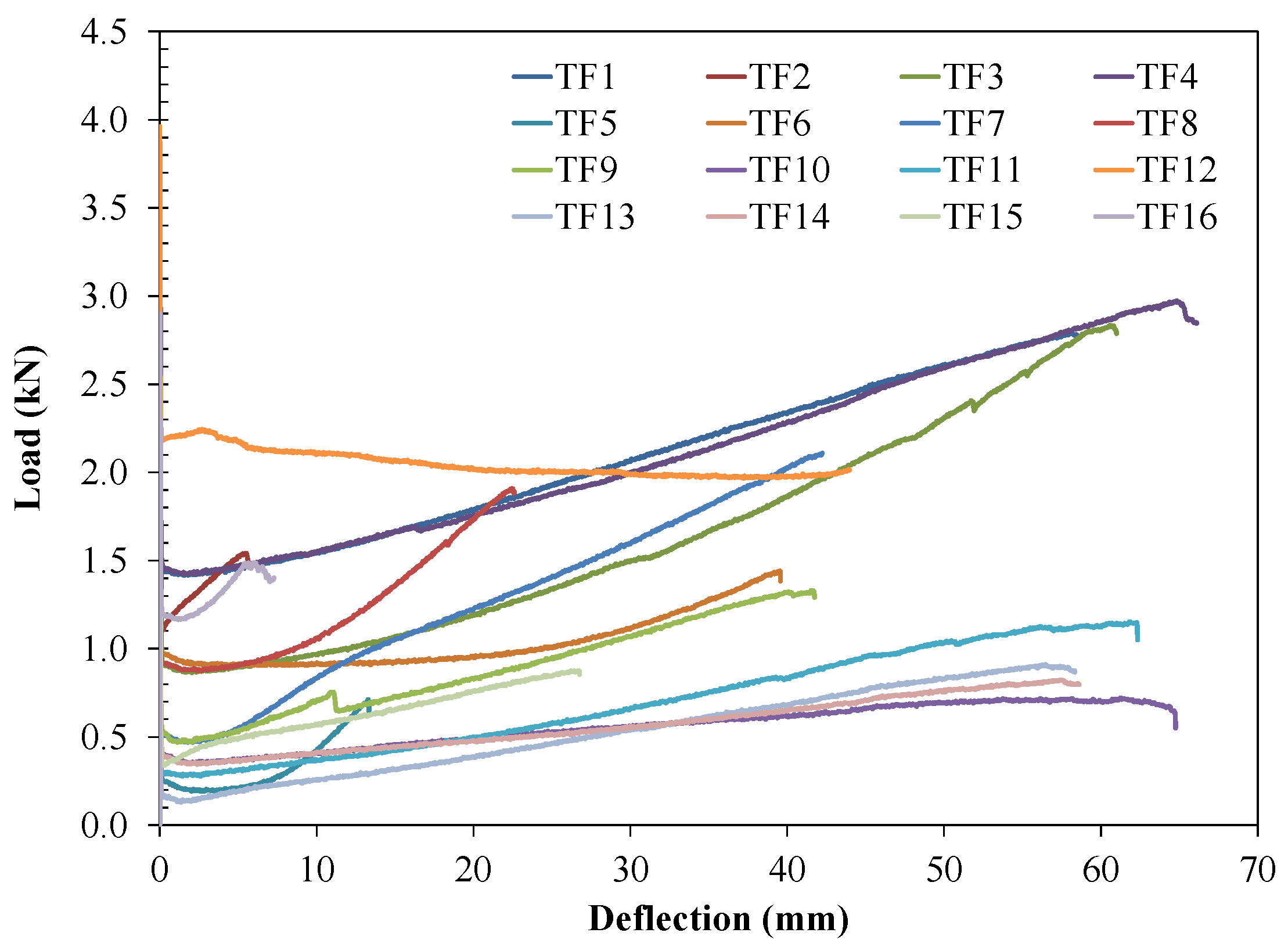
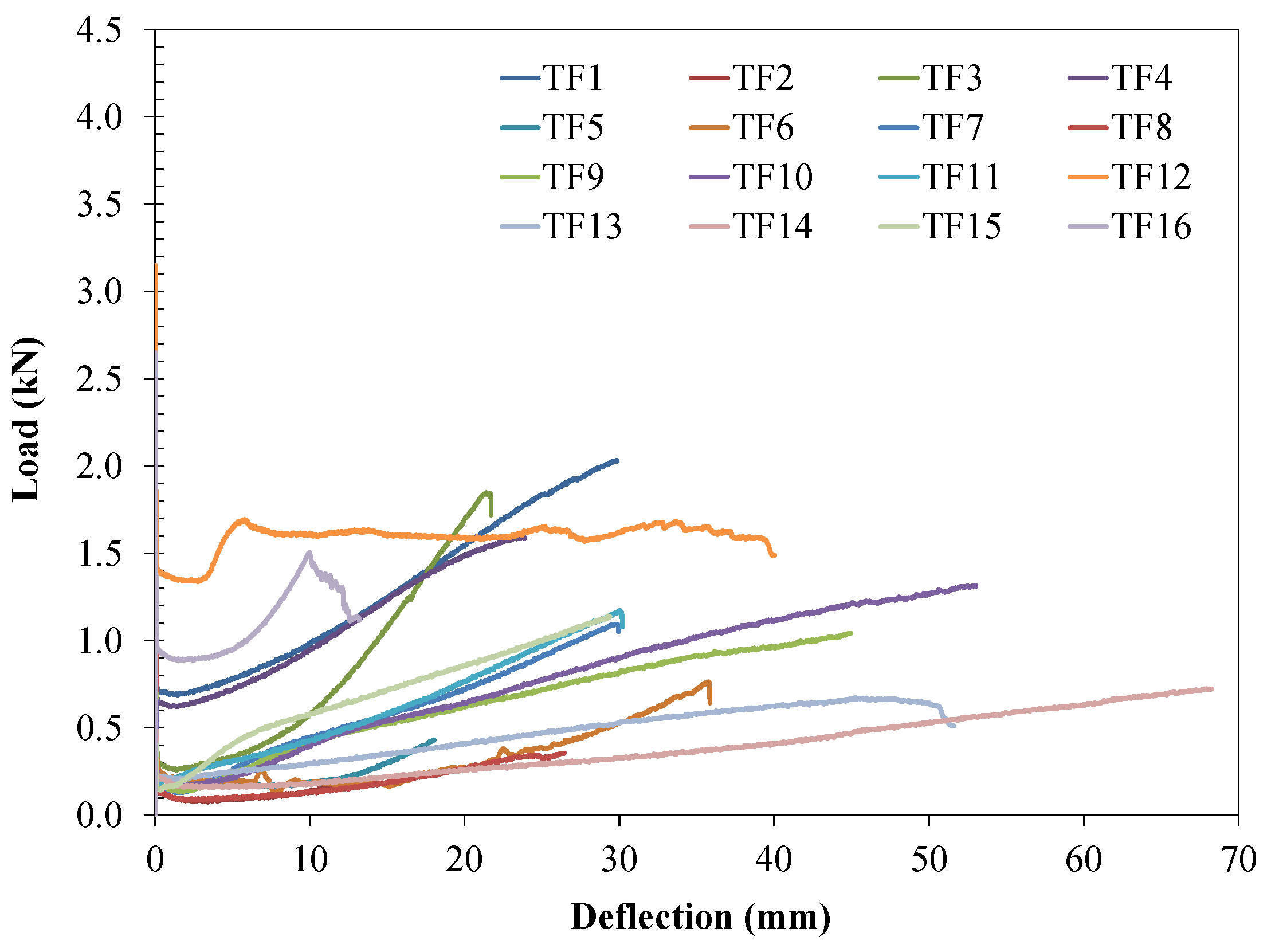
Textile-reinforced mortar (TRM) strips of size 600 × 60 × 10 mm incorporating various types of textile fabrics were prepared. Sixteen types of TRM specimens were prepared for each type of textile fabric sample. Three specimens were casted for each fabric type. According to mixture design (
Table 3), the mortar mixture was prepared. Oiling of the molds was done in which the TRM was to be casted. The first layer (around 5 mm) of mortar was poured with the help of a spatula (
Figure 6a). After leveling the mortar, textile fabric was placed over that layer of mortar in the mold (
Figure 6b). The placement of the fabric strip over mortar was carefully handled to prevent the disturbance of mortar thickness. After placing and leveling, a second layer of mortar was poured (
Figure 6c). After two days, TRM specimens were taken out from their respective molds (
Figure 6d) and placed in water for curing until testing age. A similar casting procedure for TRM was also reported in a previous study [
36].
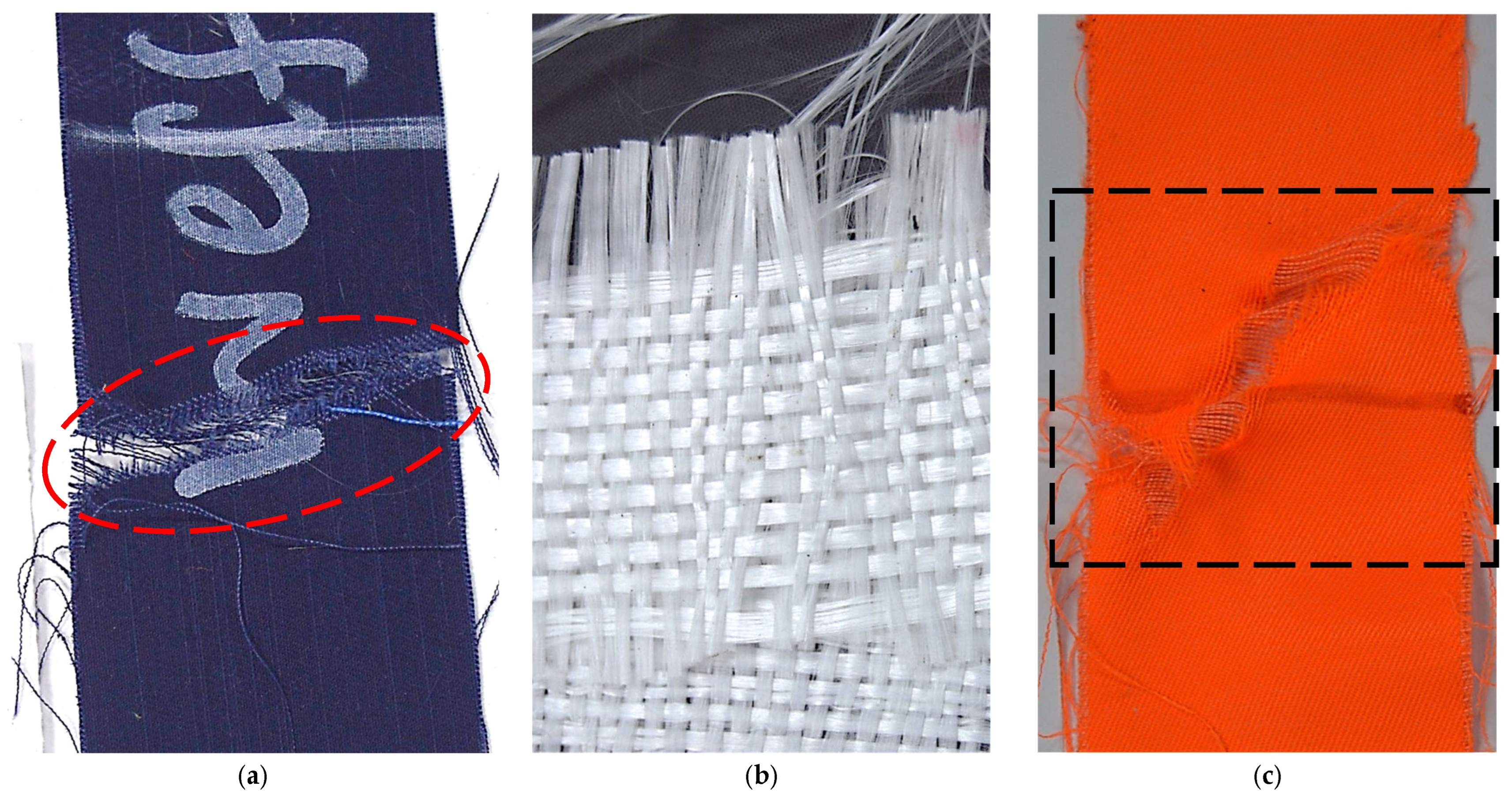
Before testing, the ends of the casted TRM specimen were prepared (
Figure 7a). Rubber pads of size 100 × 70 × 4 mm were prepared and glued over the ends of the specimen on both sides. These rubber pads prevented local failure within the grips and applied the pressure uniformly over the area. The specimen was first placed in the upper jaws of the UTM and then in the lower jaws. After placement of the specimen into the jaws, the test was started and observations were noted for loads and deflections.
Figure 7b shows the placement of the TRM specimen in the UTM for testing purposes.
5. Conclusions
This study explored the behavior of locally available textile fabrics for civil structural applications. Sixteen types of fabrics were procured from the local market. Various tests including microscopic analysis, mass per unit area, ends and picks of fabrics, yarn number, and tensile strength of fabrics were performed in order to examine their material characteristics. Moreover, textile-reinforced mortar (TRM) specimens incorporating mortar mixture and textile fabrics were also casted and tested for determining their tensile behavior.
Microscopic analysis revealed that the tested fabrics were plain, twill (2/1) and twill (3/1) fabric weave types. Tested fabrics were composed of cotton, polyester, nylon, glass and jute. The greater the number of yarns, the denser will be the fabric, and ultimately it will have more mass per unit area. It was observed that the tested textile fabrics have mass per unit area in the range of 117 to 1145 g/m2 due to their various composition, weave type and thickness. Tested fabric TF13 had 204 yarns/inch in warp direction, which is the highest among all the tested textile fabrics. The greater the number of yarns, the greater will be the tensile strength, but thickness of yarns and fiber composition have an equivalent role.
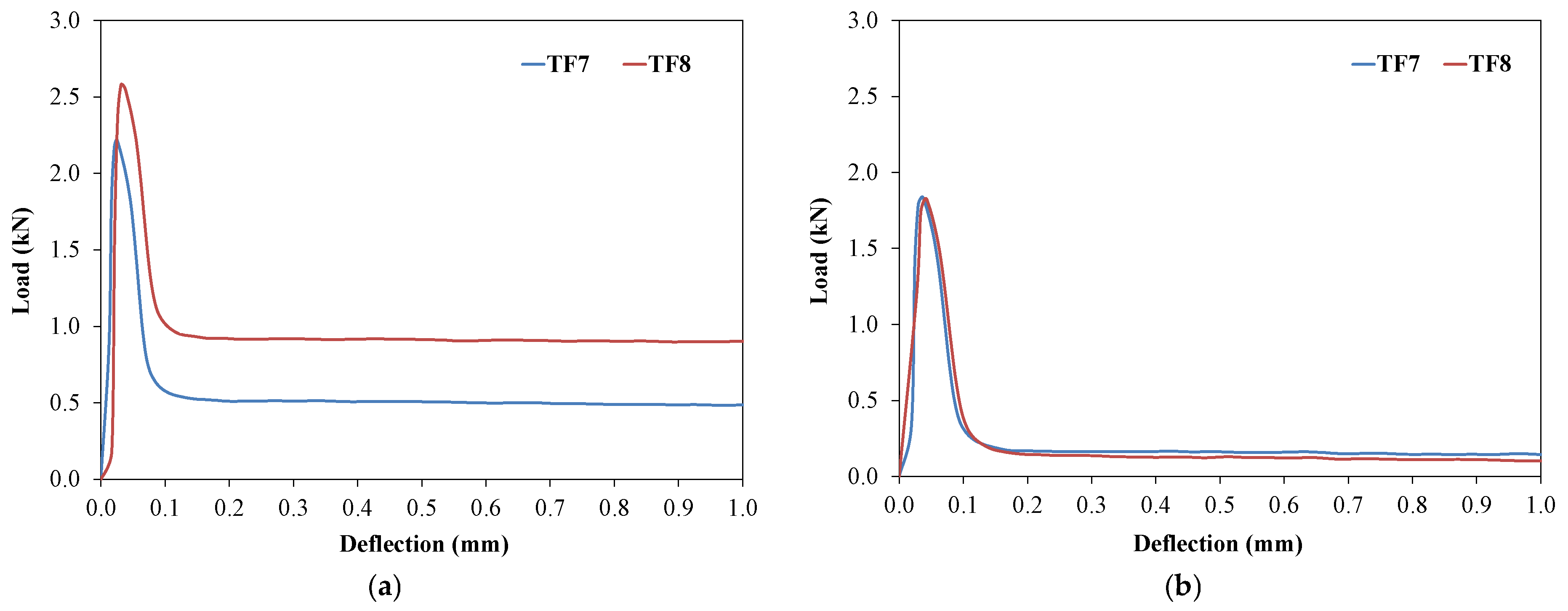
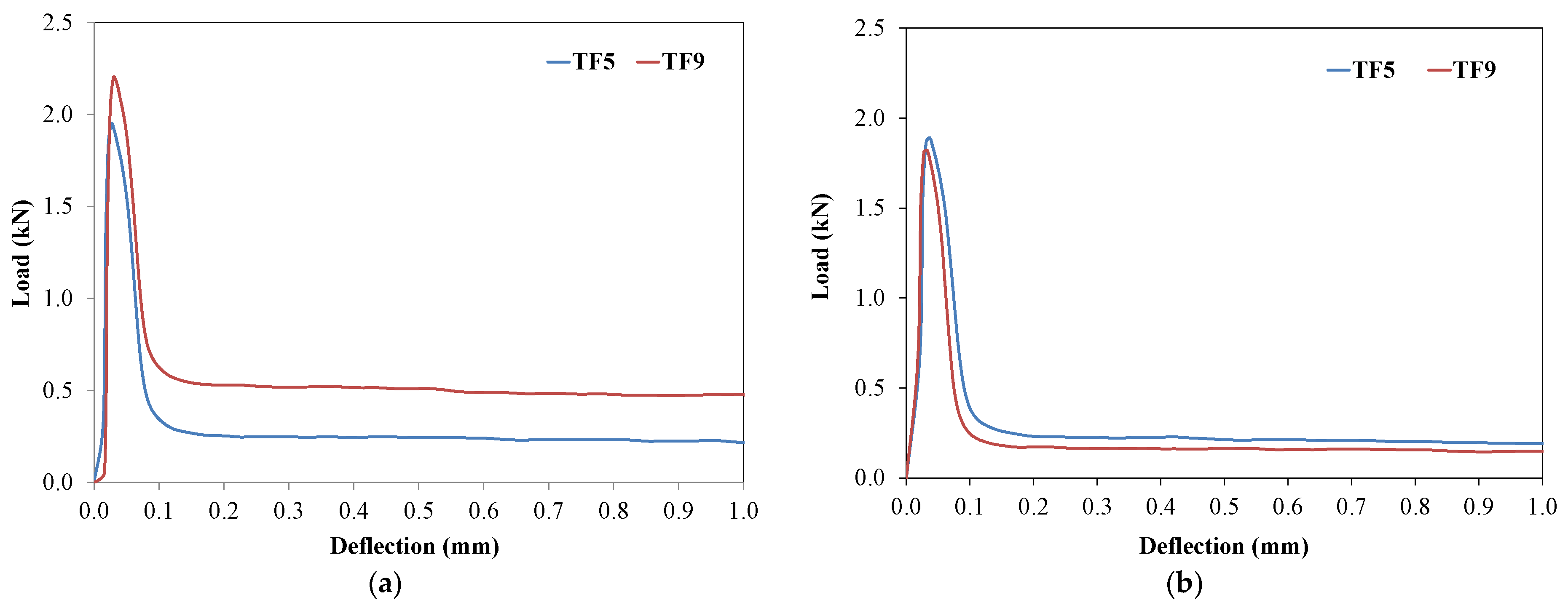
For all the tested textile fabric specimens under uniaxial tension, the peak tensile load in warp direction was higher compared to that of the weft direction. For instance, tested specimen TF3 has 2531 and 1999 N peak load carrying capacity in warp and weft directions, respectively. This was attributed to the higher number of yarns in warp direction. Tested TF1 specimens exhibited tensile loads of 3178 and 2401 in warp and weft directions, respectively. It should also be noted that the tested plain fabric exhibited higher tensile load compared to that of the twill (2/1) and twill (3/1) fabric weave types.
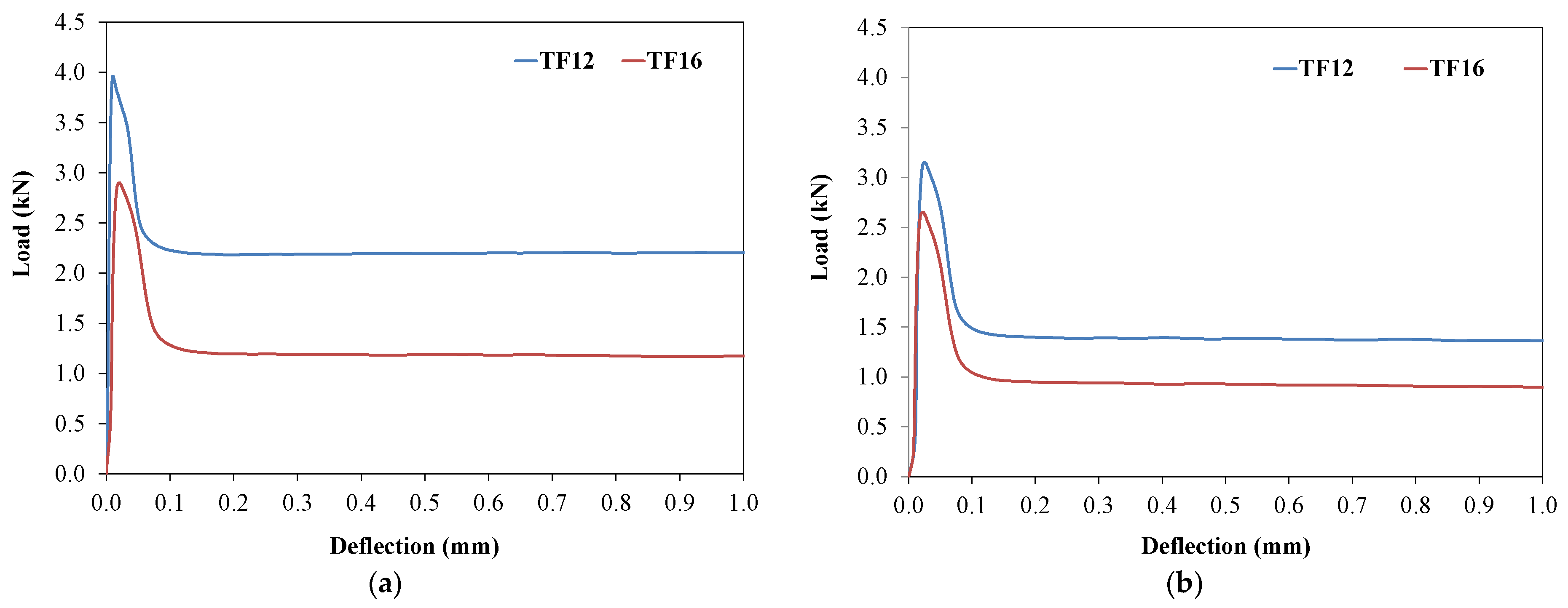
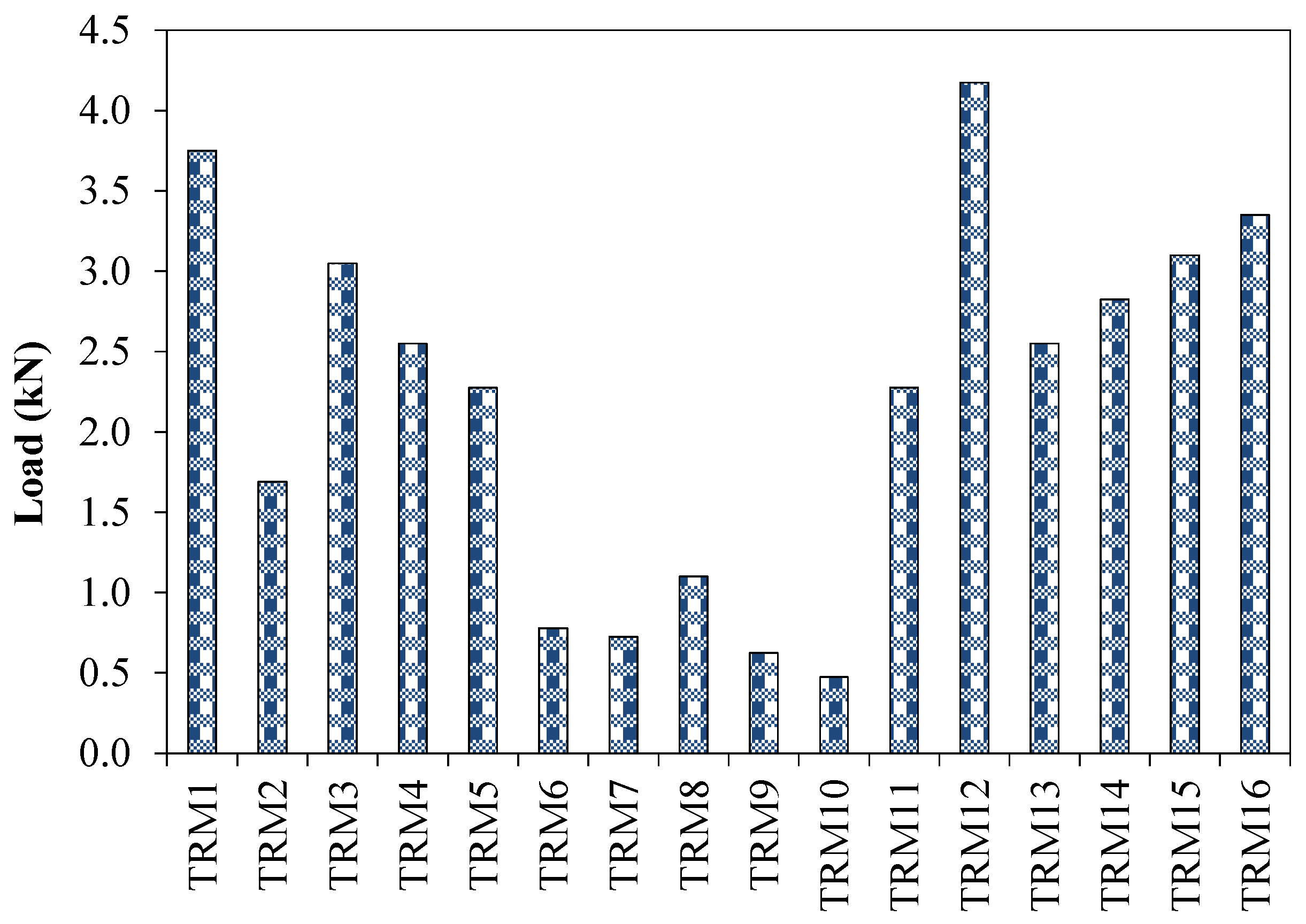
The TRM test concluded that the tested specimen TRM12 had the highest tensile breaking load among all the tested specimens. It can be argued that the fabric specimens with more warp and weft spacing have stronger matrix–fabric bond, leading to improved strength properties. Lower weft spacing in the weft causes premature cracking at lower load level. In denser fabrics, less penetration of mortar will take place within the yarns, leading to poor fabric–matrix bond, and ultimately the lower the strength will be. In short, this study explored the potential and characterization of locally available textile fabrics and it will facilitate for construction stakeholders their viable application in various construction needs.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Glass fabric
Glass fabric Jute fabric
Jute fabric Cotton fabric
Cotton fabric Denim fabric
Denim fabric Polyester Cotton Fabric
Polyester Cotton Fabric Cotton fabric
Cotton fabric