
Development of Non-Proprietary Ultra-High Performance Concrete Mixtures

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Experimental Methods
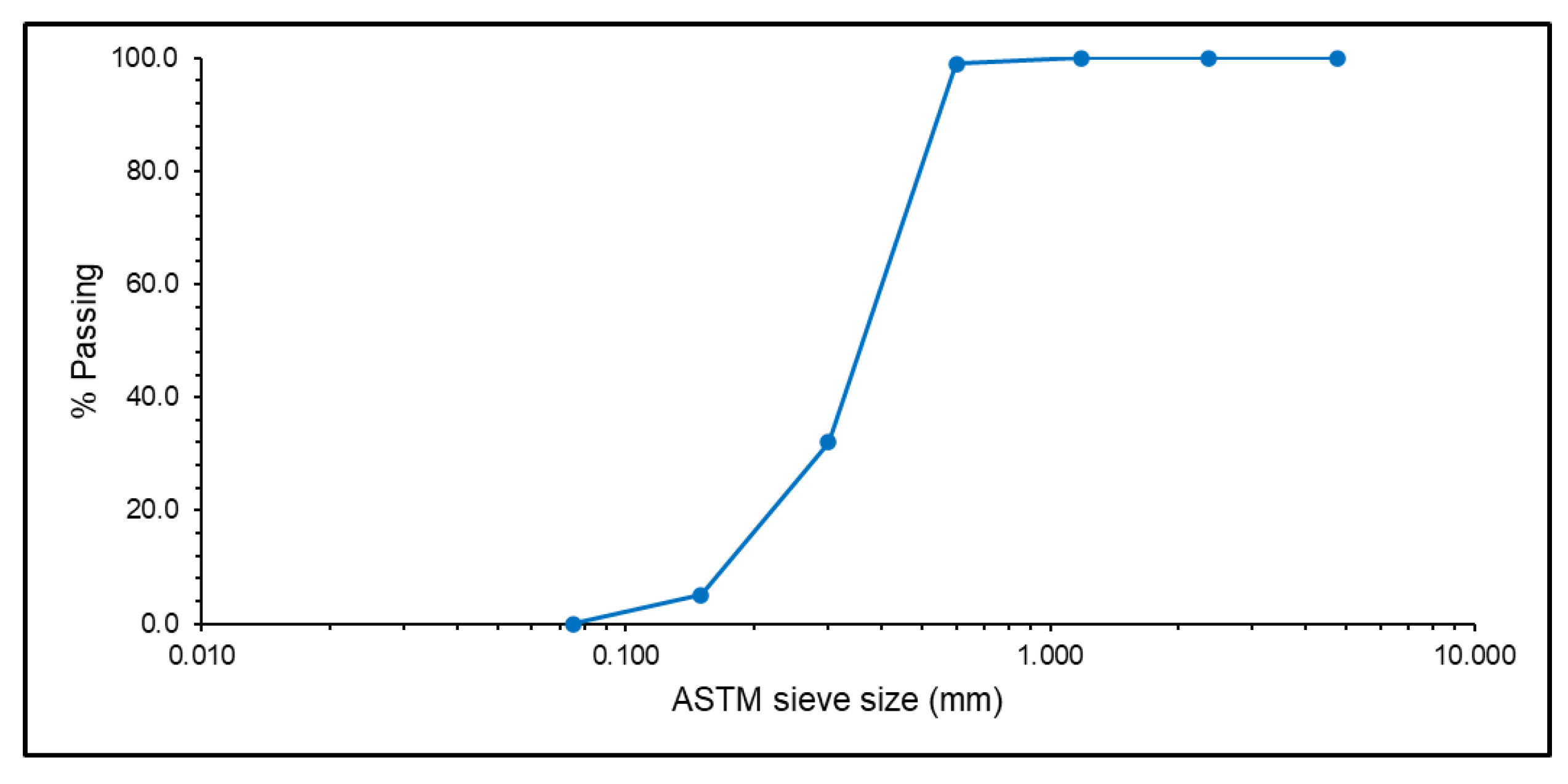
2.1. Materials
2.2. Mixture Proportioning of UHPC
2.3. Mixing Procedure, and Workability
2.4. Specimen Preparation
2.5. Curing Regimes
2.6. Permeable Porosity
2.7. Compressive Strength
2.8. Splitting Tensile Strength
3. Results and Discussion
3.1. Workability
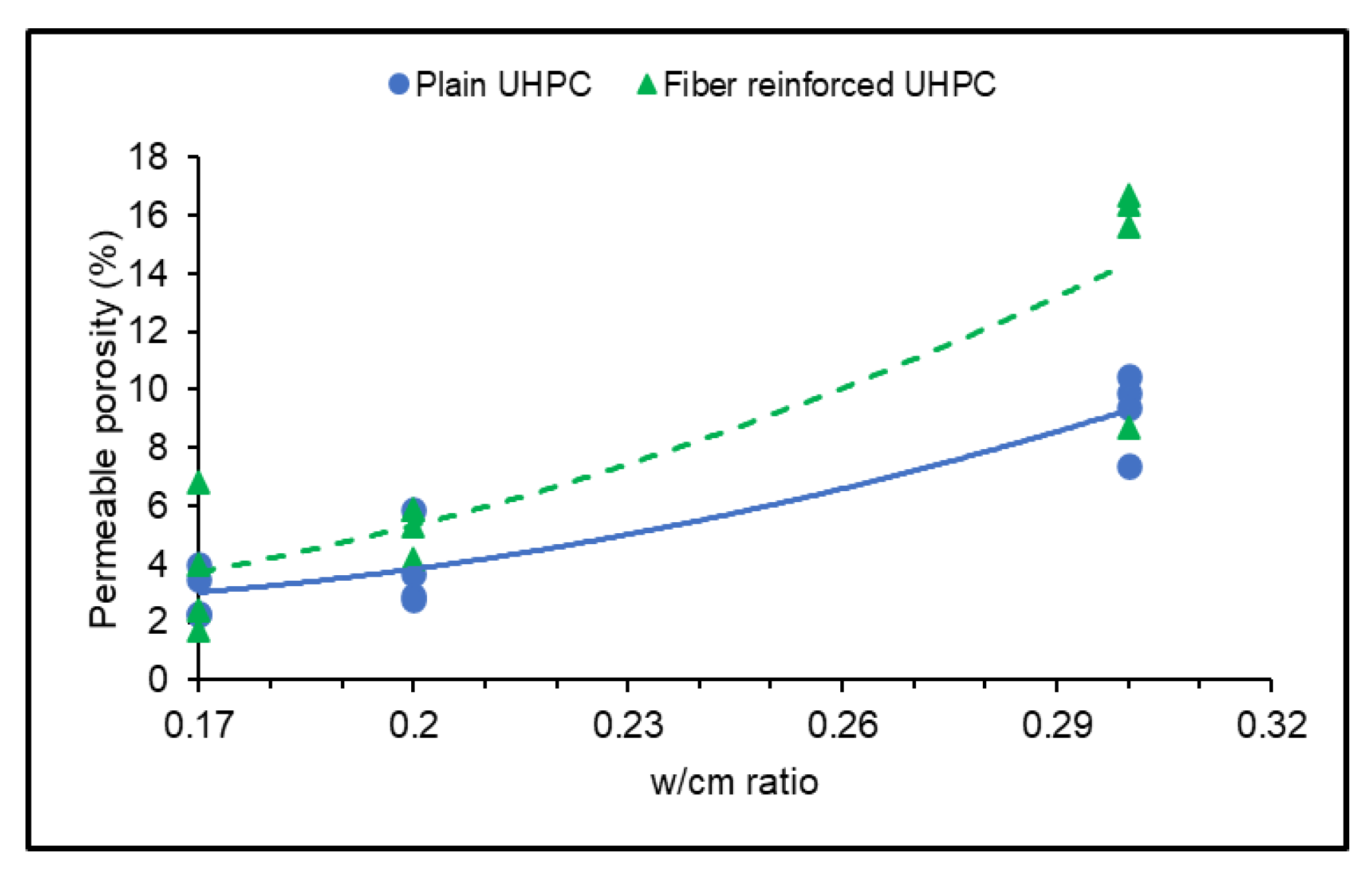
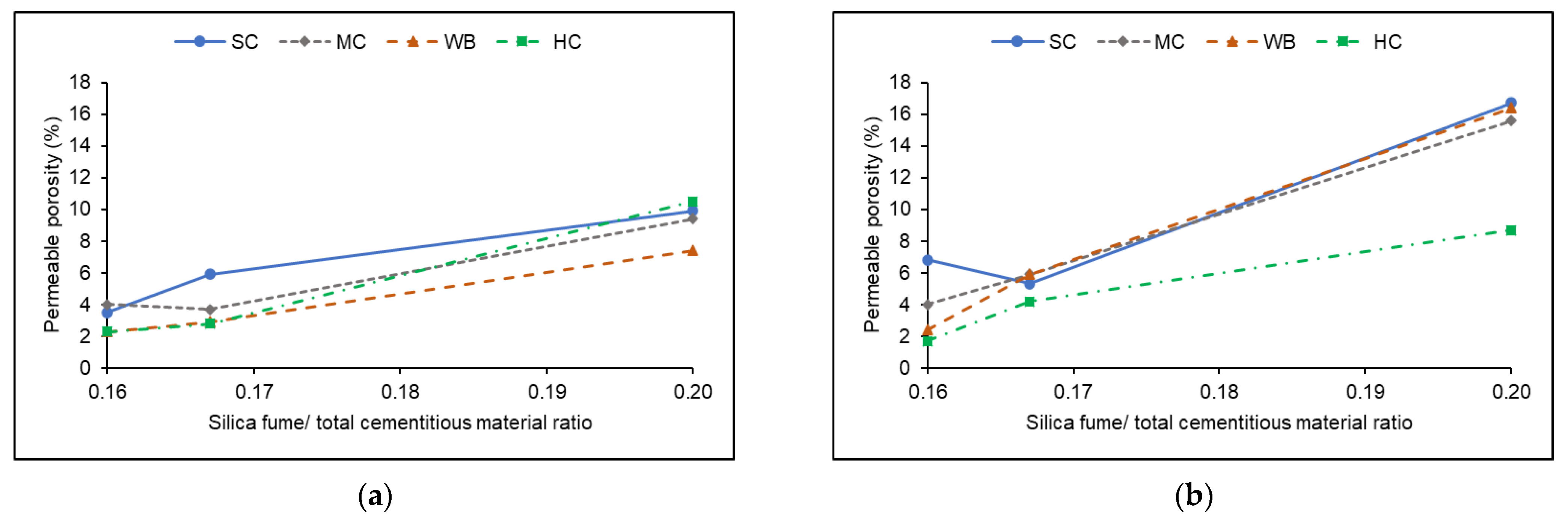
3.2. Permeable Porosity
3.2.1. Effect of Curing Regimen on Permeable Porosity
3.2.2. Effect of Steel Fibers on Permeable Porosity
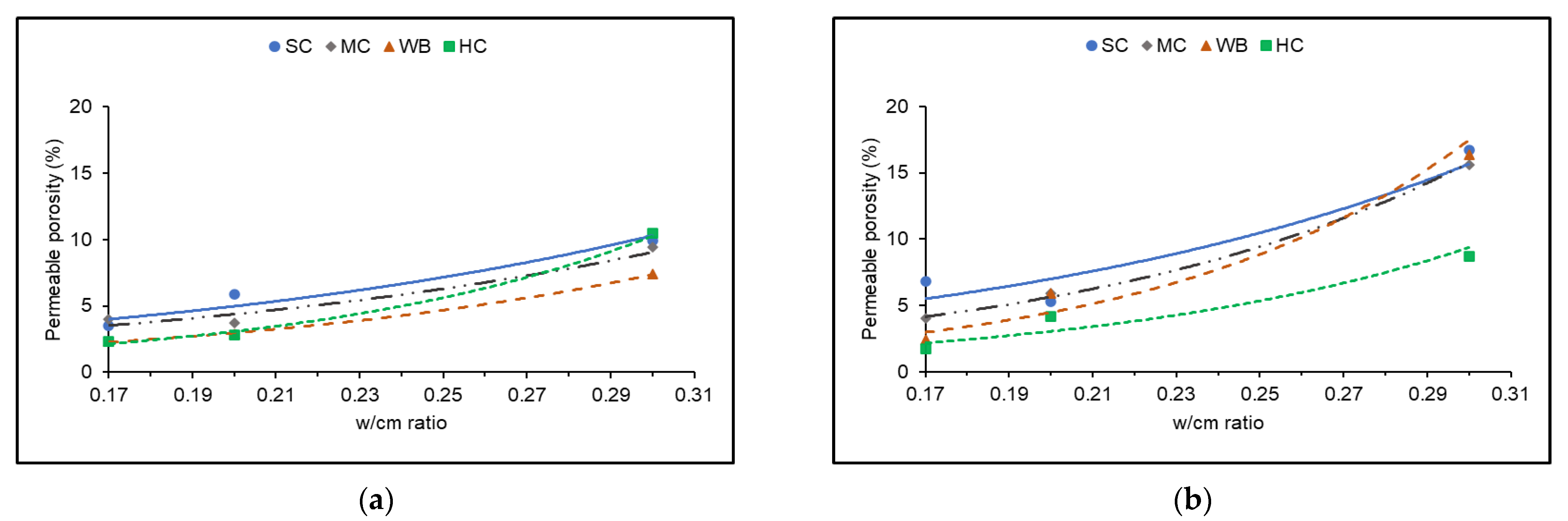
3.2.3. Effect of Silica Fume Content on Permeable Porosity
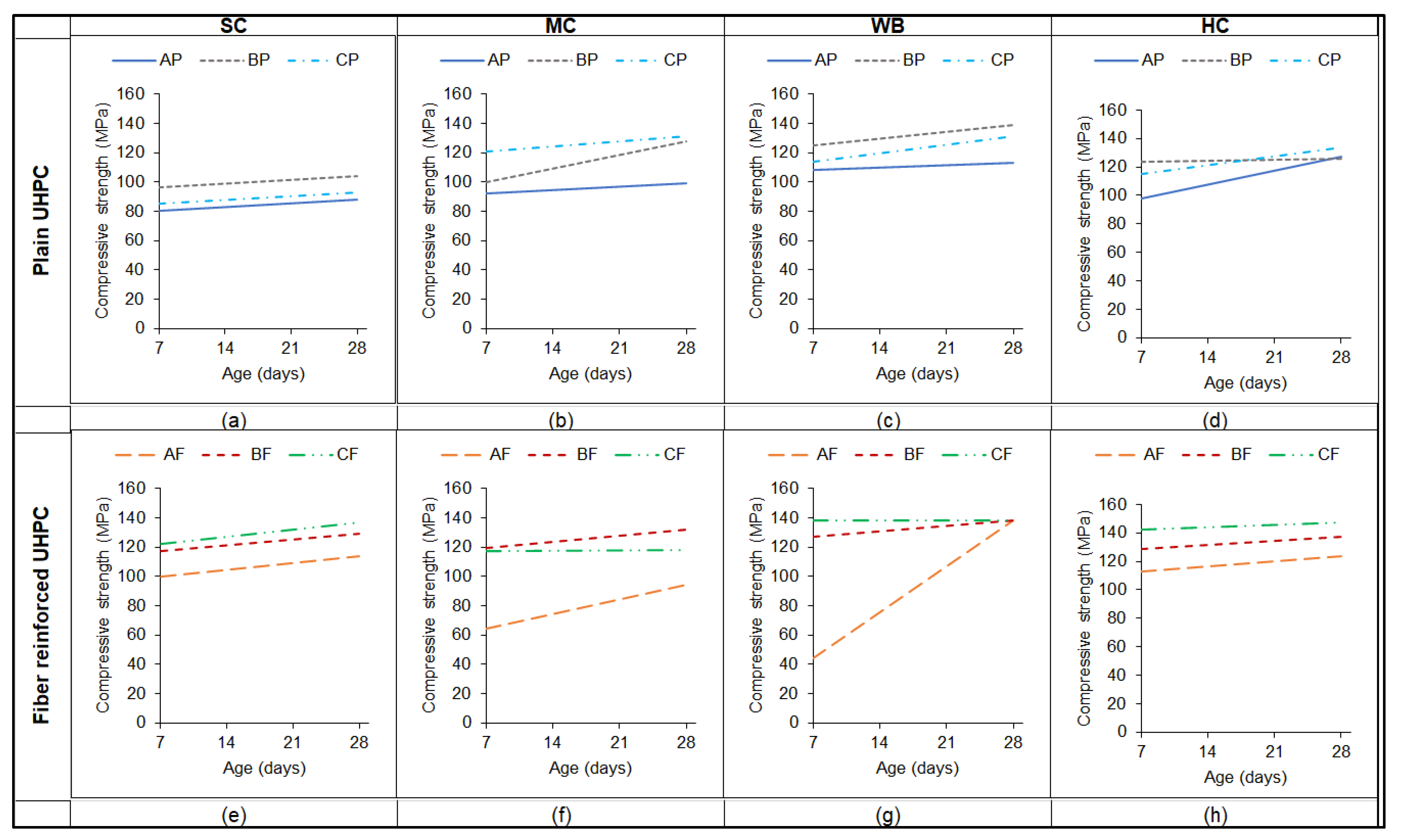
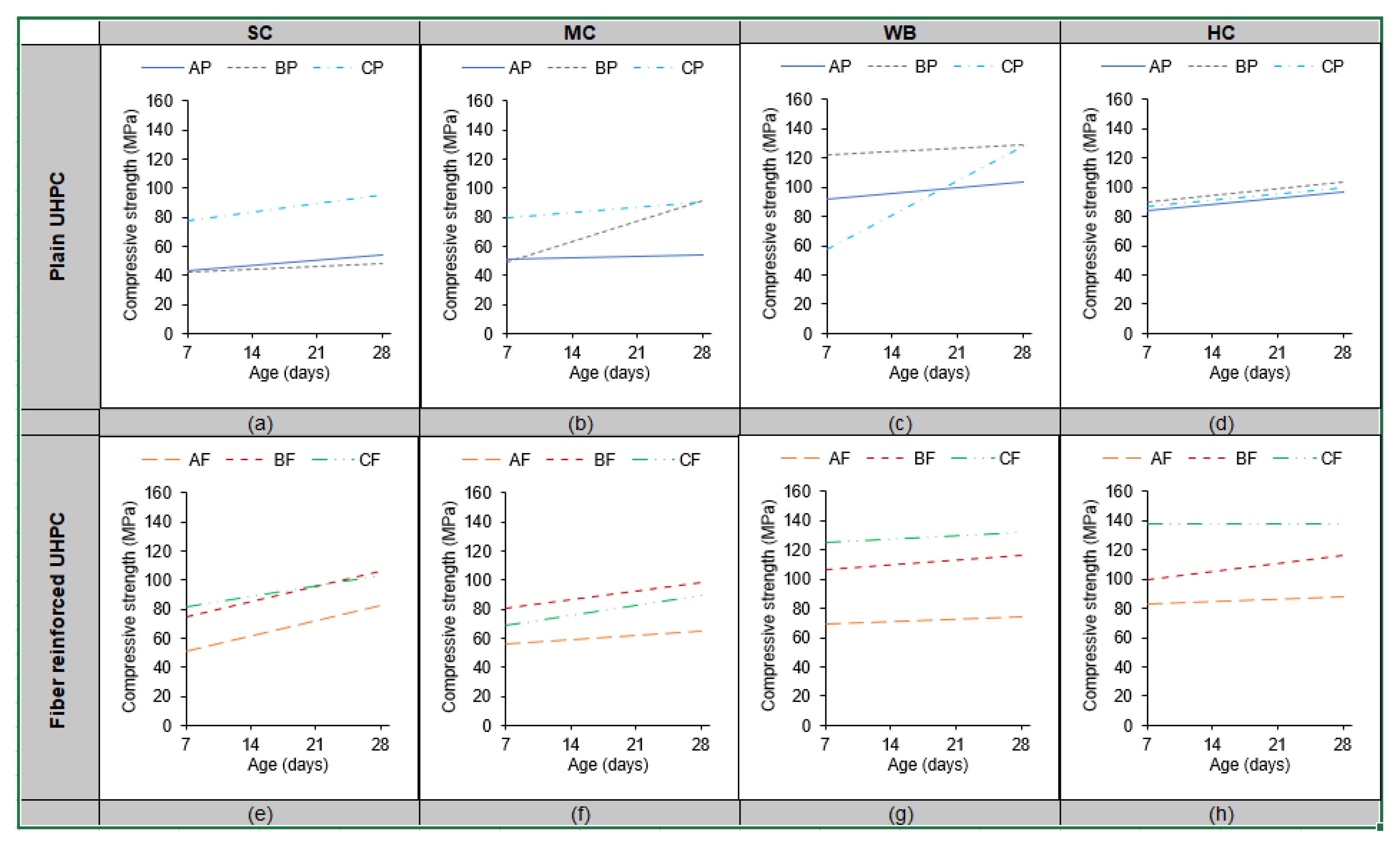
3.3. Compressive Strength of UHPC
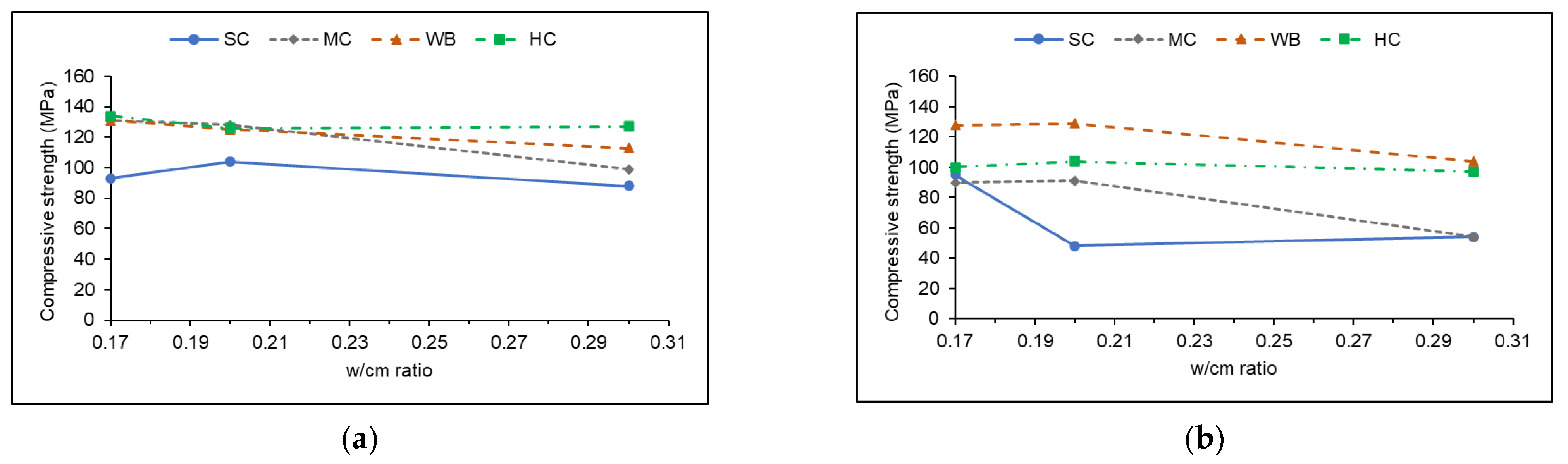
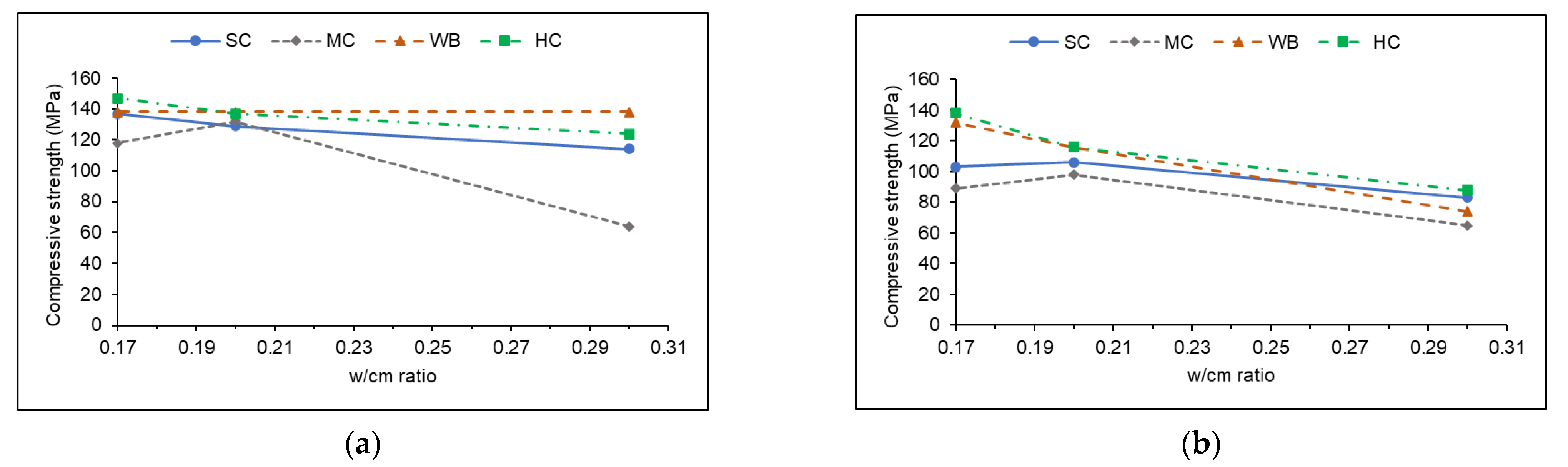
3.3.1. Effect of Curing Regimen on Compressive Strength
3.3.2. Effect of Steel Fibers on Compressive Strength
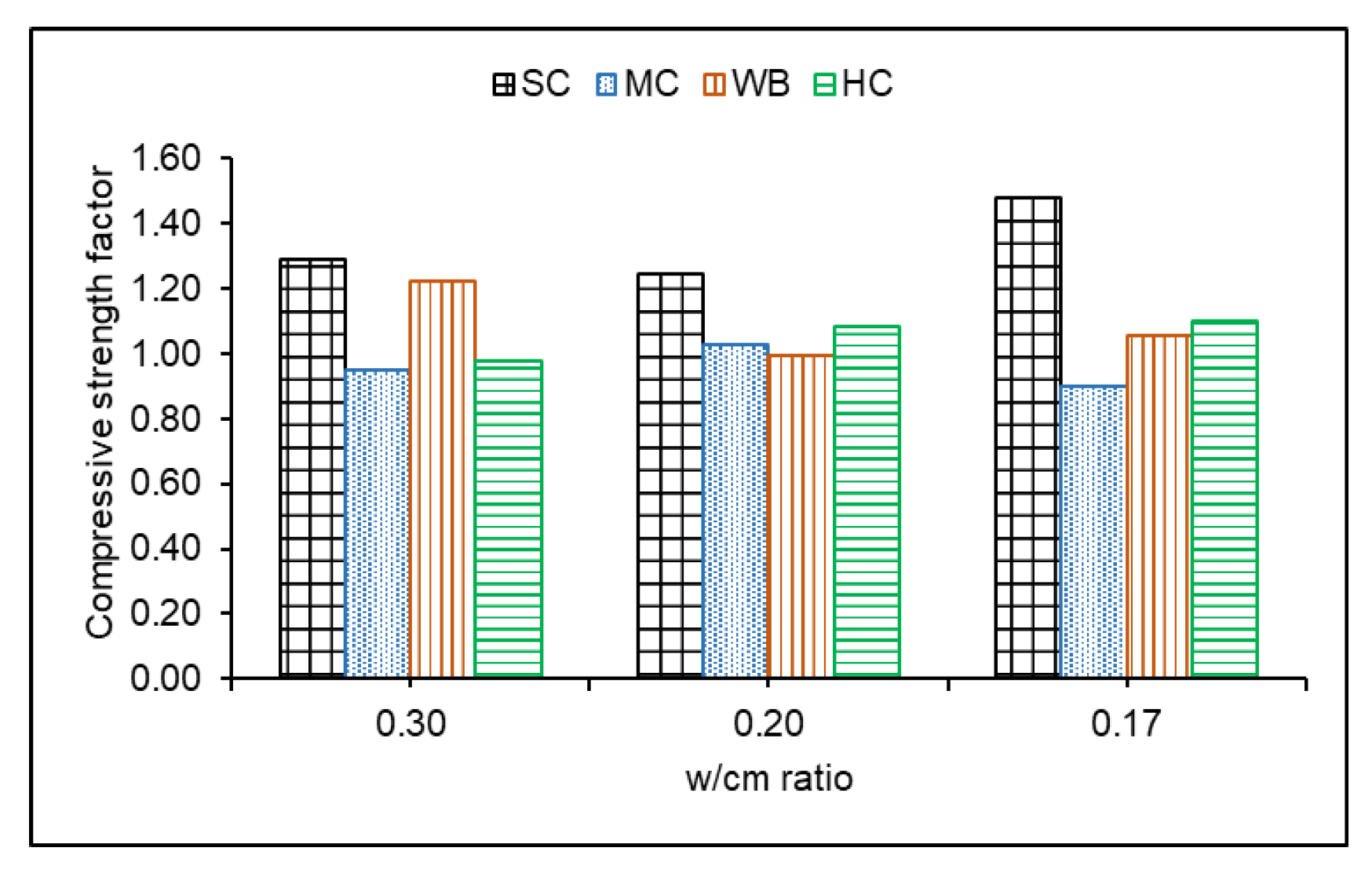
3.3.3. Specimen Size Effect on Compressive Strength
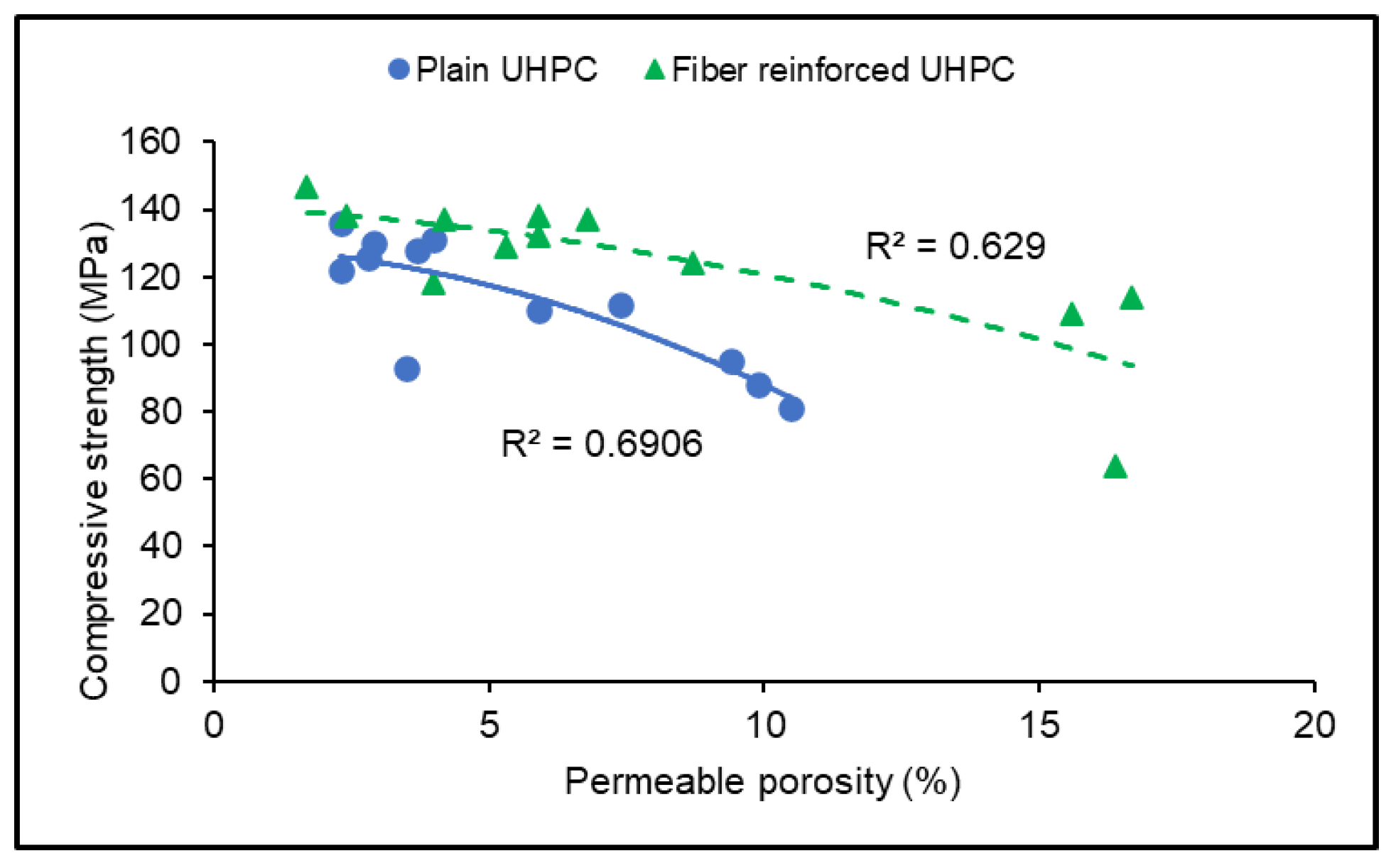
3.3.4. Relationship between Permeable Porosity and Compressive Strength
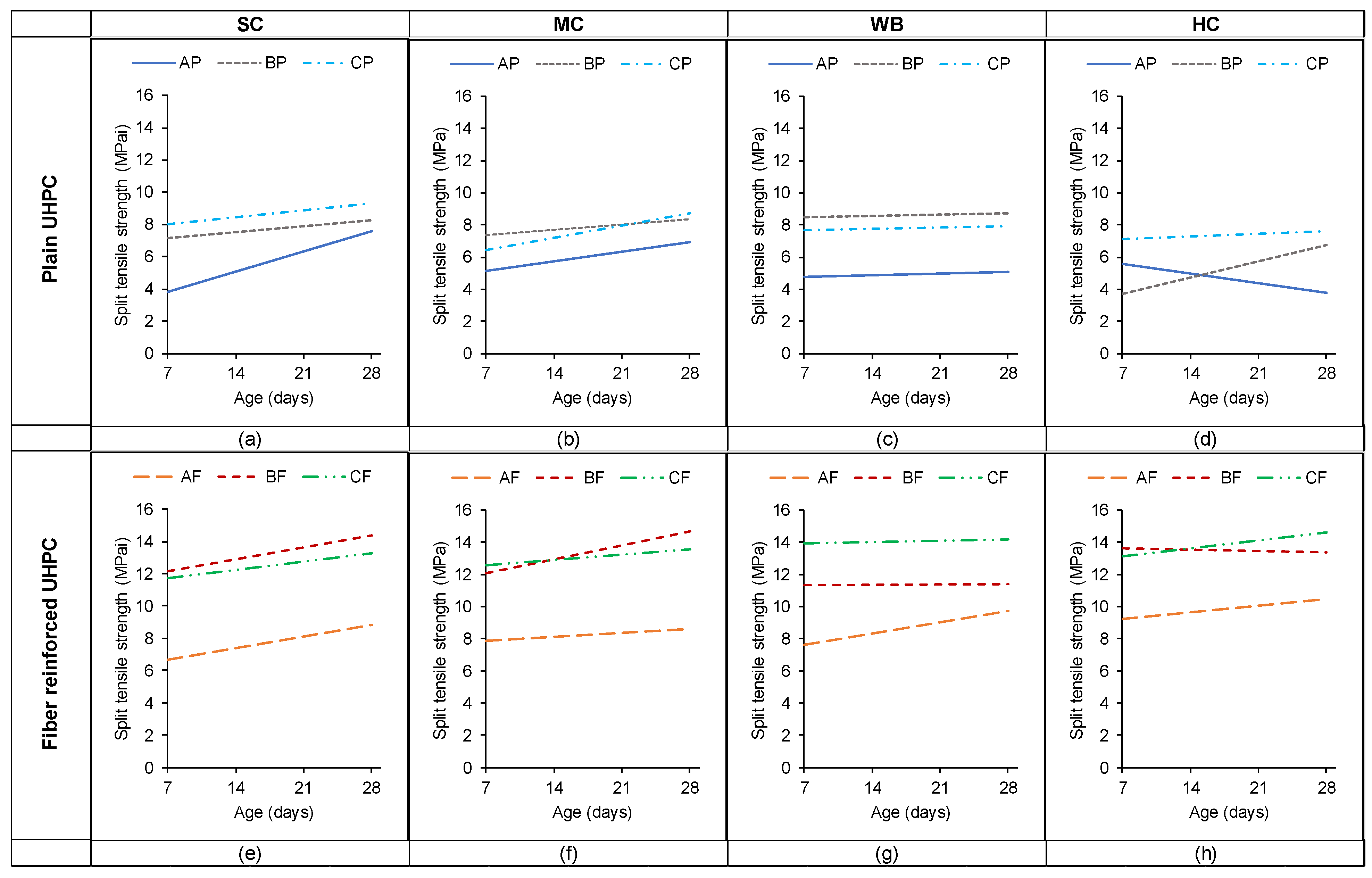
3.4. Splitting Tensile Strength
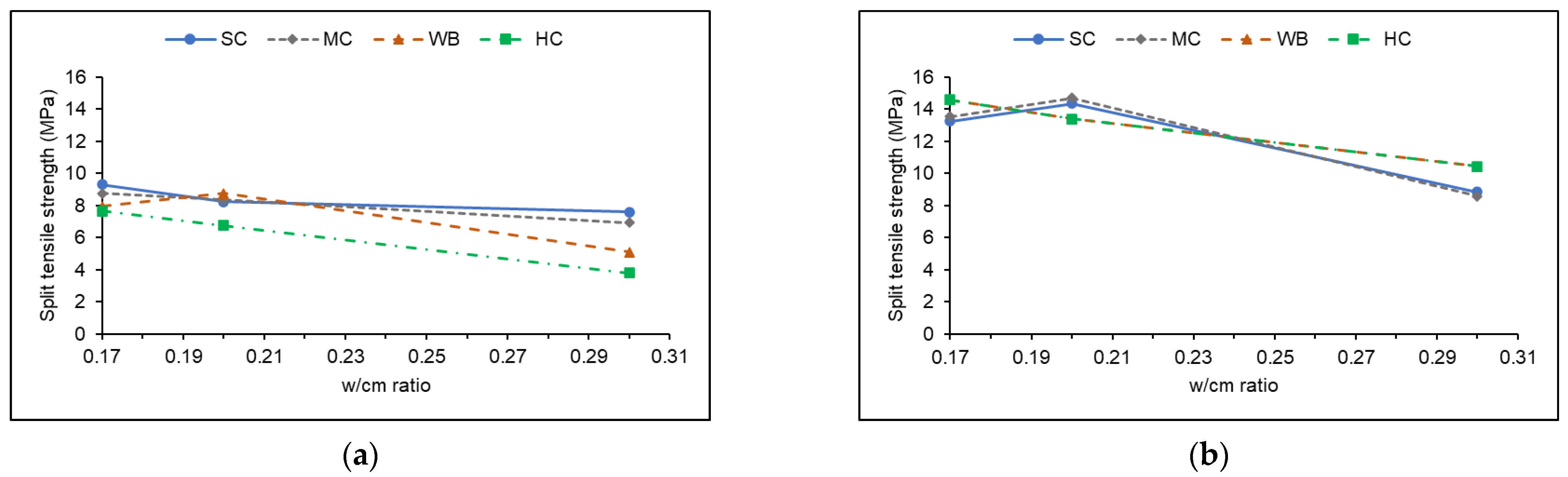
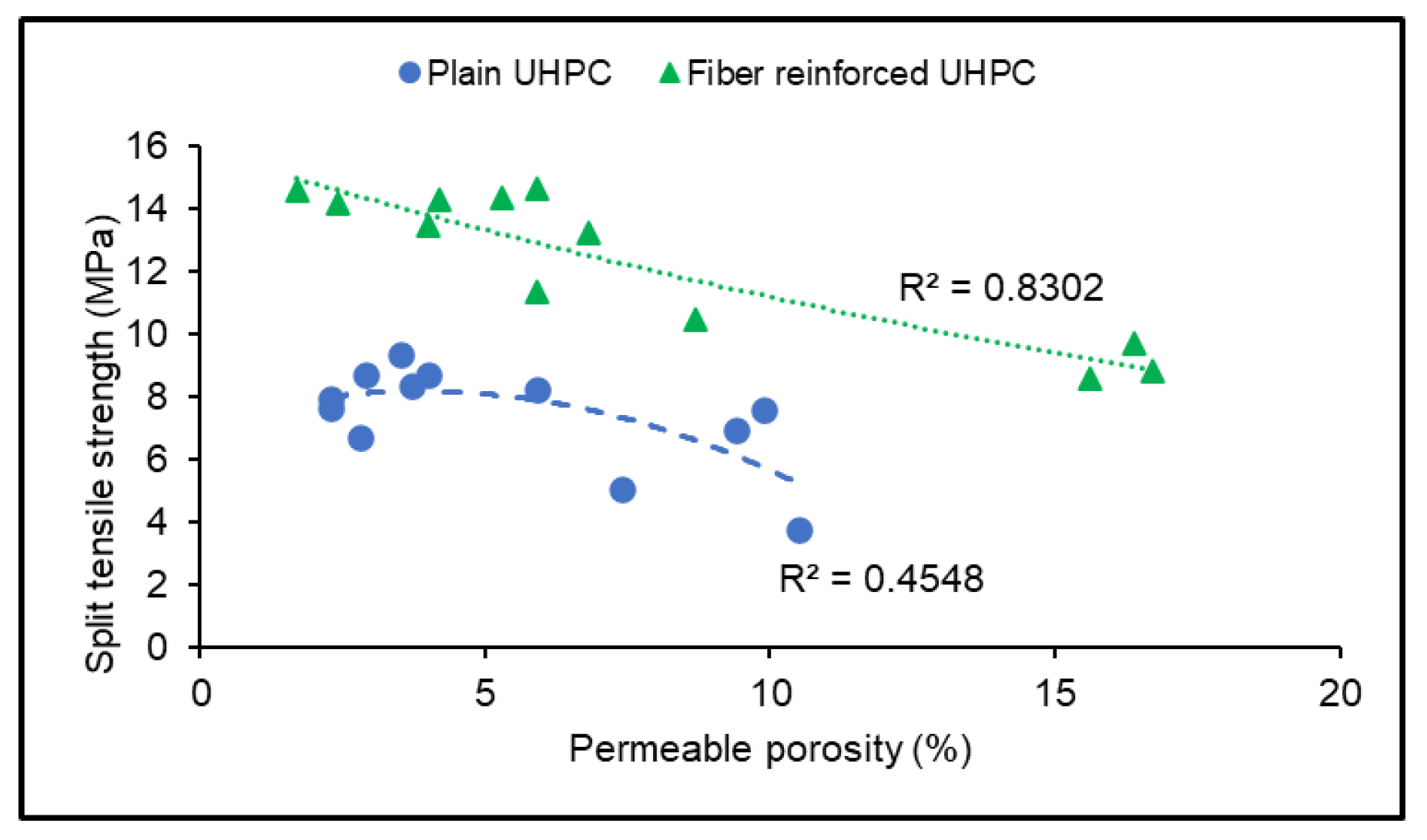
3.4.1. Effect of w/cm Ratio and Permeable Porosity
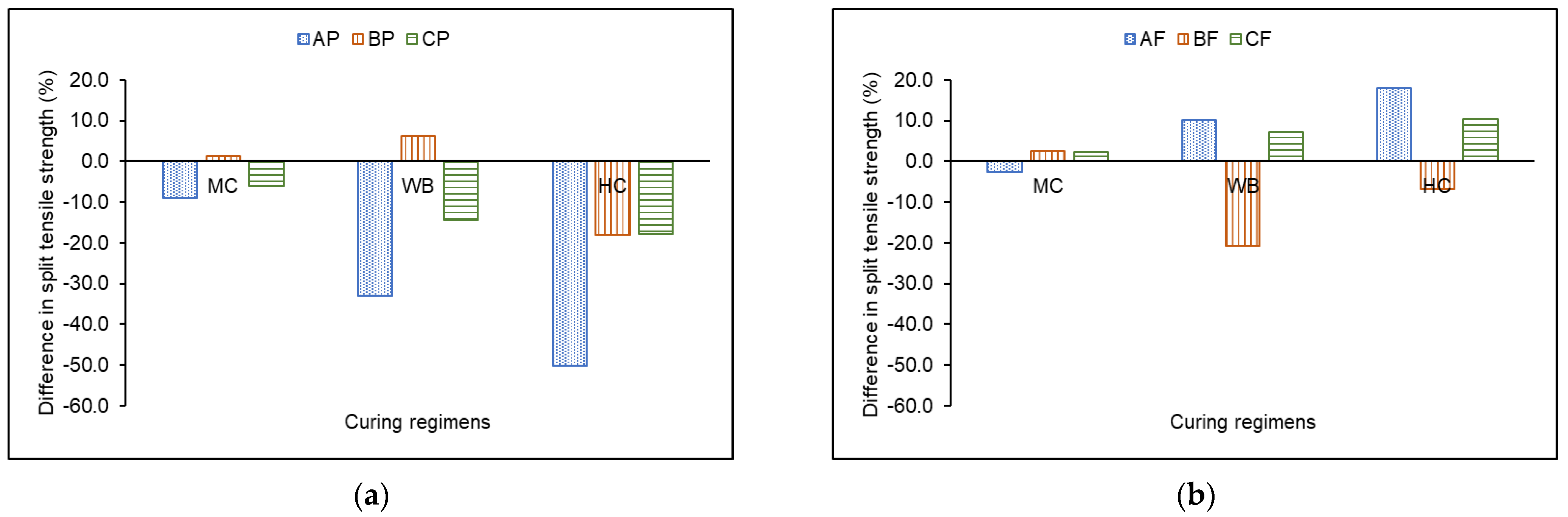
3.4.2. Effect of Curing Regimens
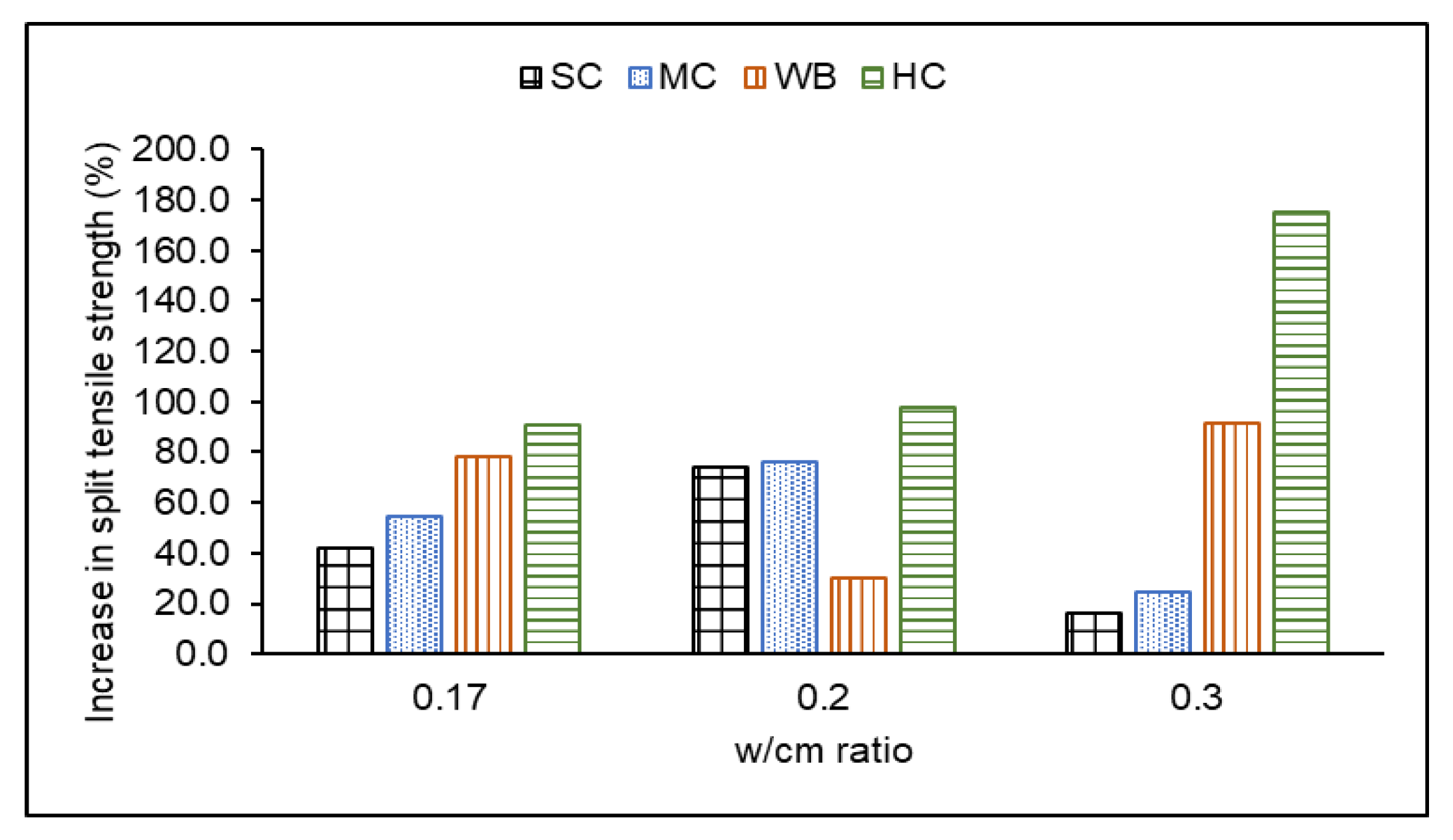
3.4.3. Effect of Steel Fibers
4. Conclusions
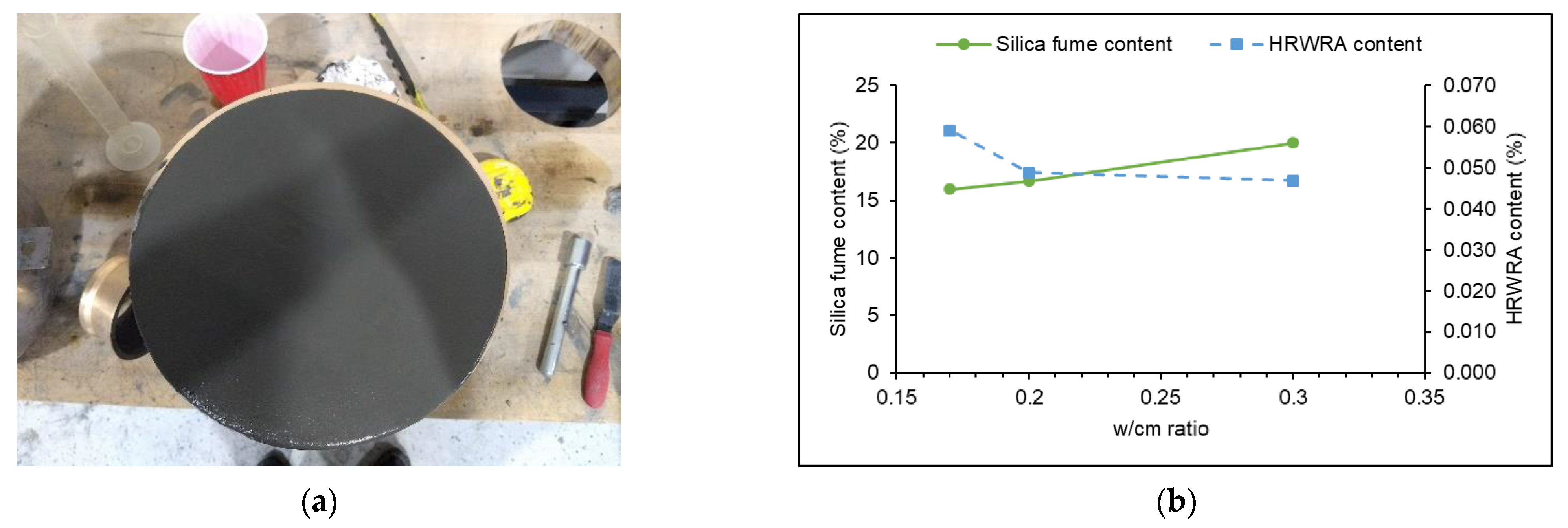
- UHPC with a flow diameter greater than 250 mm can be developed at different w/cm ratios by adjusting silica fume content and HRWRA dosage. At 0.30 w/cm ratio, such a high workability was achieved by using HRWRA/cm ratio of 0.047 at sf/cm ratio of 0.20. At 0.20 w/cm ratio, HRWRA/cm ratio was increased to 0.048 while sf/cm ratio was decreased to 0.17 to achieve similar workability. Both HRWRA/cm ratio and sf/cm ratio were further adjusted to 0.059 and 0.16, respectively to achieve a flow diameter of 250 mm at w/cm ratio of 0.17. Therefore, at a very low w/cm ratio, silica fume content in the UHPC mixtures needs to be reduced with the increase in HRWRA dosage to achieve highly workable mixtures.
- For category A mixtures with a w/cm ratio of 0.30, curing at 90 °C temperature helped to achieve compressive strength as high as 138.0 MPa after 28 days of curing. In similar curing conditions, category B and C mixtures with w/cm ratios of 0.20 and 0.17, achieved compressive strength of 138.6 MPa and 147.2 MPa, respectively. Splitting tensile strengths obtained from category A, B and, C mixtures were 10.45 MPa, 13.40 MPa, and 14.60 MPa, respectively. Therefore, ultra-high strength can be achieved at a w/cm ratio as high as 0.30. This can inspire the local ready-mix concrete companies to produce UHPC as they might not require upgrading their system as warranted for the very low w/cm ratio mixtures.
- Results from the MC cured specimens showed that category B and C mixtures achieved 120 MPa compressive strength after seven days of curing, while the splitting tensile strength was 12.1 MPa for both mixtures. Therefore, UHPC class strength can be achieved in field conditions without using heat treatment which can also reduce the cost associated with the curing.
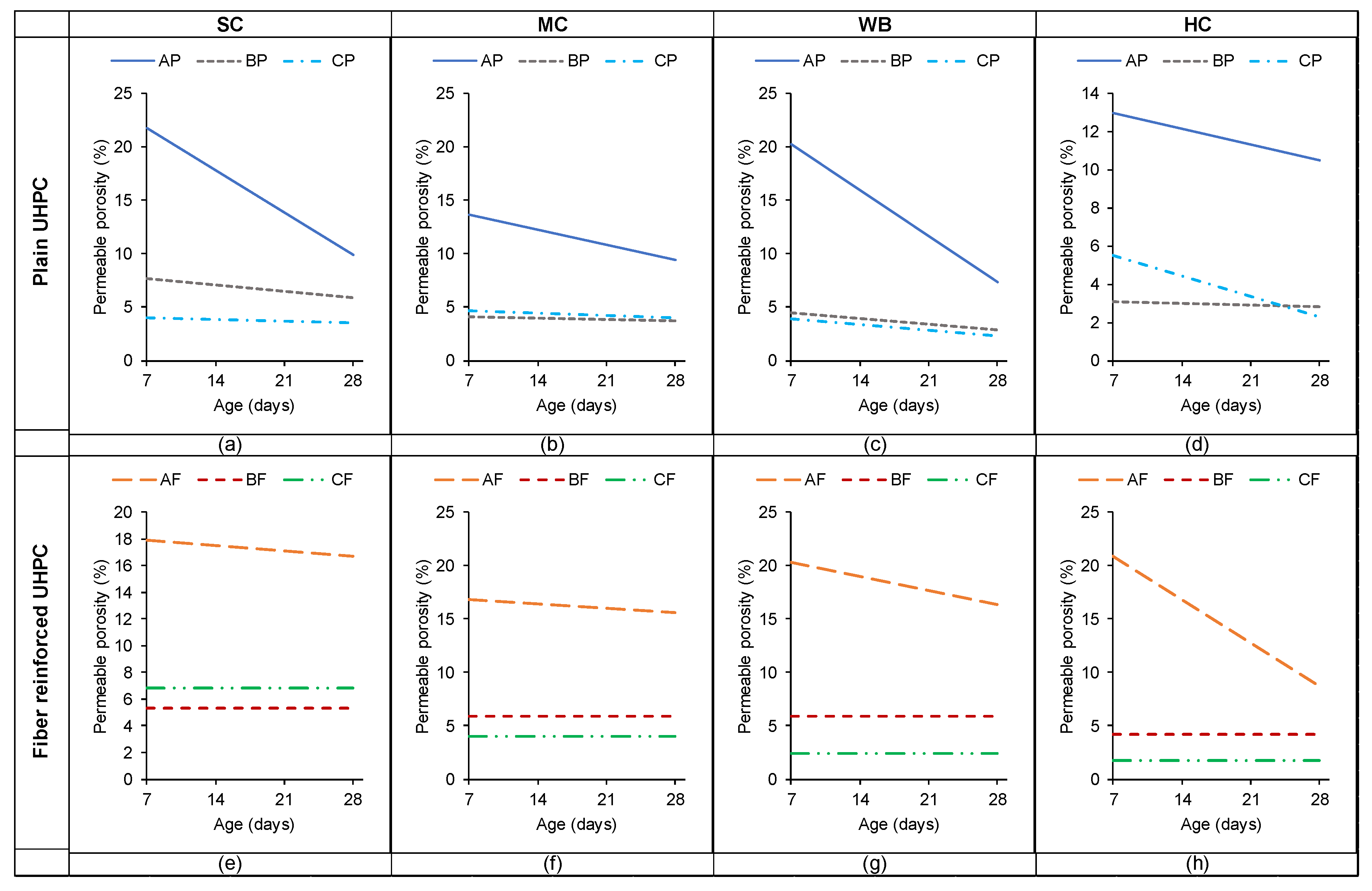
- Permeable porosity of category A mixtures was as low as 7.4%, which was observed after 28 days of 90 °C curing. However, category B and C mixtures achieved less than 6% permeable porosity after only seven, similar to category B and C mixtures.
5. Recommendation for Future Research
- Durability performance of the presented mixtures in terms of chloride ion ingress, resistance to rapid freezing-thawing cycles, and resistance to carbonation should be evaluated
- Drying shrinkage and autogenous shrinkage of developed mixtures should be investigated.
- Statistical inference using analysis of variance or other statistical tools should be used to validate further the conclusions drawn in this research.
- The cost of the materials and the cost associated with the curing should be investigated.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Russell, H.G.; Graybeal, B.A.; Russell, H.G. Ultra-High Performance Concrete: A State-Of-The-Art Report for the Bridge Community; (No. FHWA-HRT-13-060); United States, Federal Highway Administration, Office of Infrastructure Research and Development: Mc Lean, VA, USA, 2013.
- Graybeal, B. Design and Construction of Field-Cast UHPC Connections; (No. FHWA-HRT-14-084; HRDI-40/10-14 (750) E); United States, Federal Highway Administration: Mc Lean, VA, USA, 2014.
- Alsalman, A.; Dang, C.N.; Martí-Vargas, J.R.; Hale, W.M. Mixture-Proportioning of Economical UHPC Mixtures. J. Build. Eng. 2020, 27, 100970. [Google Scholar] [CrossRef]
- Schmidt, M.; Fehling, E. Ultra-High-Performance Concrete: Research, Development and Application in Europe. ACI Spec. Publ. 2005, 228, 51–78. [Google Scholar]
- Yoo, D.Y.; Yoon, Y.S. A Review on Structural Behavior, Design, and Application of Ultra-High-Performance Fiber-Reinforced Concrete. Int. J. Concr. Struct. Mater. 2016, 10, 125–142. [Google Scholar] [CrossRef] [Green Version]
- Boulekbache, B.; Hamrat, M.; Chemrouk, M.; Amziane, S. Flowability of fibre-reinforced concrete and its effect on the mechanical properties of the material. Constr. Build. Mater. 2010, 24, 1664–1671. [Google Scholar] [CrossRef]
- Wang, R.; Gao, X. Relationship Between Flowability, Entrapped Air Content and Strength of UHPC Mixtures Containing Different Dosage of Steel Fiber. Appl. Sci. 2016, 6, 216. [Google Scholar] [CrossRef] [Green Version]
- Khayat, K.H.; Meng, W.; Vallurupalli, K.; Teng, L. Rheological Properties of Ultra-High-Performance Concrete—An Overview. Cem. Concr. Res. 2019, 124, 105828. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H. Development of Ultra-High Performance Fibre Reinforced Concrete (UHPFRC): Towards an efficient utilization of binders and fibres. Constr. Build. Mater. 2015, 79, 273–282. [Google Scholar] [CrossRef] [Green Version]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Static Properties and Impact Resistance of a Green Ultra-High Performance Hybrid Fiber Reinforced Concrete (UHPHFRC): Experiments and Modeling. Constr. Build. Mater. 2014, 68, 158–171. [Google Scholar] [CrossRef] [Green Version]
- Hung, C.-C.; Chen, Y.-T.; Yen, C.-H. Workability, fiber distribution, and mechanical properties of UHPC with hooked end steel macro-fibers. Constr. Build. Mater. 2020, 260, 119944. [Google Scholar] [CrossRef]
- Liu, J.; Wang, K.; Zhang, Q.; Han, F.; Sha, J.; Liu, J. Influence of superplasticizer dosage on the viscosity of cement paste with low water-binder ratio. Constr. Build. Mater. 2017, 149, 359–366. [Google Scholar] [CrossRef]
- Li, C.-Z.; Feng, N.-Q.; Li, Y.-D.; Chen, R.-J. Effects of polyethlene oxide chains on the performance of polycarboxylate-type water-reducers. Cem. Concr. Res. 2005, 35, 867–873. [Google Scholar] [CrossRef]
- Li, Y.; Yang, C.; Zhang, Y.; Zheng, J.; Guo, H.; Lu, M. Study on dispersion, adsorption and flow retaining behaviors of cement mortars with TPEG-type polyether kind polycarboxylate superplasticizers. Constr. Build. Mater. 2014, 64, 324–332. [Google Scholar] [CrossRef]
- Weyers, M.; Kearsley, E.P. Effect of High Plasticiser Dosage on Ultra High-Performance Fibre Reinforced Concrete (UHPFRC). In International Conference on Application of Superabsorbent Polymers & Other New Admixtures Towards Smart Concrete; Springer: Berlin/Heidelberg, Germany, 2019; pp. 248–255. [Google Scholar]
- Abdulkareem, O.M.; Ben Fraj, A.; Bouasker, M.; Khelidj, A. Mixture design and early age investigations of more sustainable UHPC. Constr. Build. Mater. 2018, 163, 235–246. [Google Scholar] [CrossRef] [Green Version]
- Muhd Norhasri, M.S.; Hamidah, M.S.; Fadzil, A.M.; Megawati, O. Inclusion of nano metakaolin as additive in ultra high performance concrete (UHPC). Constr. Build. Mater. 2016, 127, 167–175. [Google Scholar] [CrossRef]
- Norhasri, M.M.; Hamidah, M.; Fadzil, A.M. Inclusion of nano metaclayed as additive in ultra high performance concrete (UHPC). Constr. Build. Mater. 2019, 201, 590–598. [Google Scholar] [CrossRef]
- Van Tuan, N.; Ye, G.; van Breugel, K.; Fraaij, A.L.; Dai Bui, D. The study of using rice husk ash to produce ultra high performance concrete. Constr. Build. Mater. 2011, 25, 2030–2035. [Google Scholar] [CrossRef]
- Shi, C.; Wang, D.; Wu, L.; Wu, Z. The hydration and microstructure of ultra high-strength concrete with cement–silica fume–slag binder. Cem. Concr. Compos. 2015, 61, 44–52. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yiğiter, H.; Karabulut, A.; Baradan, B. Utilization of fly ash and ground granulated blast furnace slag as an alternative silica source in reactive powder concrete. Fuel 2008, 87, 2401–2407. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Wu, Z.; Xiao, J.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part II. Hydration, microstructure and properties. Constr. Build. Mater. 2015, 96, 368–377. [Google Scholar] [CrossRef]
- Sbia, L.A.; Peyvandi, A.; Lu, J.; Abideen, S.; Weerasiri, R.R.; Balachandra, A.M.; Soroushian, P. Production methods for reliable construction of ultra-high-performance concrete (UHPC) structures. Mater. Struct. 2016, 50, 7. [Google Scholar] [CrossRef]
- Holland, T.C. Silica Fume User's Manual; Federal Highway Administration: Washinton, DC, USA, 2005. [Google Scholar]
- Duval, R.; Kadri, E. Influence of Silica Fume on the Workability and the Compressive Strength of High-Performance Concretes. Cem. Concr. Res. 1998, 28, 533–547. [Google Scholar] [CrossRef]
- Aldahdooh, M.; Bunnori, N.M.; Johari, M.A.M. Evaluation of ultra-high-performance-fiber reinforced concrete binder content using the response surface method. Mater. Des. 2013, 52, 957–965. [Google Scholar] [CrossRef]
- Khatri, R.; Sirivivatnanon, V.; Gross, W. Effect of different supplementary cementitious materials on mechanical properties of high performance concrete. Cem. Concr. Res. 1995, 25, 209–220. [Google Scholar] [CrossRef]
- ASTM C1856/C1856M-17; Standard Practice for Fabricating and Testing Specimens of Ultra-High Performance Concrete. ASTM International: West Conshohocken, PA, USA, 2017. Available online: www.astm.org (accessed on 5 October 2022).
- ASTM C33/C33M-18; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018. Available online: www.astm.org (accessed on 5 October 2022).
- ASTM C128-15; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Fine Aggregate. ASTM International: West Conshohocken, PA, USA, 2015. Available online: www.astm.org (accessed on 5 October 2022).
- ASTM C136/C136M-19; Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. ASTM International: West Conshohocken, PA, USA, 2019. Available online: www.astm.org (accessed on 5 October 2022).
- Allena, S.; Newtson, C.M. Ultra-High Strength Concrete Mixtures Using Local Materials. J. Civ. Eng. Arch. 2011, 5, 322–330. [Google Scholar]
- ASTM C1437-15; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2015. Available online: www.astm.org (accessed on 5 October 2022).
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of Ultra-High Performance Fibre Reinforced Concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- ASTM C109/C109M-16a; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2016. Available online: www.astm.org (accessed on 5 October 2022).
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017. Available online: www.astm.org (accessed on 5 October 2022).
- Dyer, T. Concrete Durability; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Pyo, S.; Kim, H.-K. Fresh and hardened properties of ultra-high performance concrete incorporating coal bottom ash and slag powder. Constr. Build. Mater. 2017, 131, 459–466. [Google Scholar] [CrossRef]
- Funk, J.E.; Dinger, D.R. Predictive Process Control of Crowded Particulate Suspensions: Applied to Ceramic Manufacturing; Springer Science & Business Media: New York, NY, USA, 2013. [Google Scholar]
- Jeong, D.G.; Lee, H.S. The effect of Pozzolanic reaction under different curing temperatures in strength development of RPC. In Proceedings of the International Conference on Sustainable Building Asia, Seoul, Korea, 24–26 February 2010. [Google Scholar]
- Grünewald, S. Performance-Based Design of Self-Compacting Fibre Reinforced Concrete. Doctoral Dissertation, Delft University, Delft, The Netherlands, 2004. Available online: http://resolver.tudelft.nl/uuid:07a817aa-cba1-4c93-bbed-40a5645cf0f1 (accessed on 5 October 2022).
- Mindess, S.; Young, J.F.; Darwin, D. Concrete, 2nd ed.; Pearson Education Inc.: Upper Saddle River, NJ, USA, 2002. [Google Scholar]
- Yang, I.H.; Joh, C.; Kim, B.-S. Structural behavior of ultra high performance concrete beams subjected to bending. Eng. Struct. 2010, 32, 3478–3487. [Google Scholar] [CrossRef]
- Kang, S.-T.; Kim, J.-K. The relation between fiber orientation and tensile behavior in an Ultra High Performance Fiber Reinforced Cementitious Composites (UHPFRCC). Cem. Concr. Res. 2011, 41, 1001–1014. [Google Scholar] [CrossRef]
- Visage, E.T.; Weldon, B.D.; Jauregui, D.V.; Newtson, C.M. Flexural Performance of Ultrahigh-Performance Concrete Developed Using Local Materials. J. Mater. Civ. Eng. 2019, 31, 04019050. [Google Scholar] [CrossRef]
- Nasrin, S.; Ibrahim, A. Flexural response of Ultra-High-Performance Concrete (UHPC) hybrid bridge deck connections made with local materials. Constr. Build. Mater. 2021, 270, 121451. [Google Scholar] [CrossRef]
- An, M.; Zhang, L.J.; Yi, Q.X. Size Effect on Compressive Strength of Reactive Powder Concrete. J. China Univ. Min. Technol. 2008, 18, 279–282. [Google Scholar] [CrossRef]
- Graybeal, B.; Davis, M. Cylinder or Cube: Strength Testing of 80 to 120 MPa (11.6 to 29 ksi) Ultra-High-Performance Fiber-Reinforced Concrete. ACI Mater. J. 2008, 110, 603–609. [Google Scholar]
- Kazemi, S.; Lubell, A.S. Influence of Specimen Size and Fiber Content on Mechanical Properties of Ultra-High-Performance Fiber-Reinforced Concrete. ACI Mater. J. 2012, 109, 675–684. [Google Scholar]
- Graybeal, B. Material Property Characterization of Ultra-High Performance Concrete; Federal Highway Administration: McLean, VA, USA, 2006.
- Graybeal, B.; Baby, F. Development of a Direct Tension Test Method for UHPFRC. ACI Mater. J. 2013, 110, 177–186. [Google Scholar]
- Shafieifar, M.; Farzad, M.; Azizinamini, A. Experimental and numerical study on mechanical properties of Ultra High Performance Concrete (UHPC). Constr. Build. Mater. 2017, 156, 402–411. [Google Scholar] [CrossRef]
- Gurusideswar, S.; Shukla, A.; Jonnalagadda, K.N.; Nanthagopalan, P. Tensile strength and failure of ultra-high performance concrete (UHPC) composition over a wide range of strain rates. Constr. Build. Mater. 2020, 258, 119642. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Chemical Properties (%) | Physical Properties | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | Relative Density | Moisture Content (%) | |
| Cement | 22.3 | 3.40 | 3.10 | 64.30 | 2.30 | 2.50 | 0.22 | 0.47 | 3.15 | - |
| Silica fume | 96.90 | 0.20 | 0.20 | 0.30 | 0.20 | 0.10 | 0.20 | 0.30 | 2.24 | 0.04 |
| Mixture Category | A | B | C | ||||
|---|---|---|---|---|---|---|---|
| Mixture Type | Plain | Fiber Reinforced | Plain | Fiber Reinforced | Plain | Fiber Reinforced | |
| Mixture Designation | AP | AF | BP | BF | CP | CF | |
| Cement (kg/m3) | 890 | 890 | 890 | 890 | 890 | 890 | |
| Silica fume (kg/m3) | 223 | 223 | 178 | 178 | 169 | 169 | |
| Fine sand (kg/m3) | 592 | 549 | 982 | 939 | 1059 | 1016 | |
| Steel fiber (kg/m3) | 0 | 119 | 0 | 119 | 0 | 119 | |
| HRWRA (L/m3) | 50 | 50 | 50 | 50 | 59 | 59 | |
| Water (kg/m3) | 334 | 334 | 214 | 214 | 180 | 180 | |
| w/c | 0.37 | 0.37 | 0.24 | 0.24 | 0.20 | 0.20 | |
| w/cm | 0.30 | 0.30 | 0.20 | 0.20 | 0.17 | 0.17 | |
| sf/cm | 0.20 | 0.20 | 0.17 | 0.17 | 0.16 | 0.16 | |
| s/cm | 0.53 | 0.49 | 0.92 | 0.88 | 1.00 | 0.96 | |
| HRWRA/cm | 0.047 | 0.047 | 0.048 | 0.048 | 0.059 | 0.059 | |
| Flow diameter (mm) | Static | >250 | 230 | >250 | 230 | >250 | 230 |
| Dynamic | >250 | >250 | >250 | >250 | >250 | >250 | |
| Type | Designation | Specification |
|---|---|---|
| Standard curing | SC | Air cured in the molds for 24 h. After demolding, specimens were immersed under water until the day of testing. |
| Moist curing | MC | Air cured in the molds for 24 h. After demolding, the specimens were placed in a closed curing box at room temperature to maintain ~100% relative humidity until the day of testing. Water was filled to cover the bottom 50 mm depth of the curing box. A screen was used to place the specimens so that the specimens were not in direct contact with water. |
| Warm bath curing | WB | Air cured in the molds for 24 h. After demolding, specimens were cured in a water bath at 90 °C (194 °F) until the time of testing. |
| Heat curing | HC | Air cured in the molds for 24 h. After demolding, specimens were cured in a water bath at 90 °C (194 °F) until two days prior to testing and were then removed from water bath, and dry-cured at 90 °C (194 °F) in an oven for the last two days. This curing method is used to accelerate pozzolanic reaction of silica fume and to enhance the microstructure of UHPC. |
| Mixture | w/cm Ratio | Curing | Permeable Porosity (%) | Compressive Strength (MPa) | Split Tensile Strength (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 50 mm Cube | 100 mm Cube | ||||||||||
| 7 Day | 28 Day | 7 Day | 28 Day | 7 Day | 28 Day | 7 Day | 28 Day | ||||
| AP | 0.3 | SC | mean | 21.8 | 9.9 | 79.7 | 88.3 | 43.0 | 54.3 | 3.85 | 7.60 |
| std.dev | 2.2 | 1.3 | 0.7 | 0.9 | 3.5 | 2.5 | 0.70 | 0.30 | |||
| MC | mean | 13.7 | 9.4 | 91.9 | 99.3 | 51.4 | 54.3 | 5.15 | 6.95 | ||
| std.dev | 0.7 | 1.1 | 3.7 | 1.0 | 3.7 | 1.1 | 0.80 | 0.80 | |||
| WB | mean | 20.3 | 7.4 | 108.3 | 113.0 | 91.9 | 103.8 | 4.80 | 5.10 | ||
| std.dev | 1.4 | 0.4 | 2.6 | 2.5 | 3.8 | 0.4 | 1.40 | 0.50 | |||
| HC | mean | 13.0 | 10.5 | 98.0 | 127.0 | 83.5 | 96.8 | 5.55 | 3.80 | ||
| std.dev | 1.1 | 0.9 | 0.2 | 5.9 | 5.3 | 4.8 | 0.20 | 0.30 | |||
| AF | 0.3 | SC | mean | 17.9 | 16.7 | 100.5 | 113.9 | 50.9 | 83.4 | 6.65 | 8.85 |
| std.dev | 1.6 | 0.4 | 3.5 | 1.5 | 5.5 | 1.7 | 1.60 | 0.20 | |||
| MC | mean | 16.8 | 15.6 | 63.7 | 94.3 | 55.9 | 65.2 | 7.85 | 8.60 | ||
| std.dev | 0.2 | 0.2 | 9.7 | 1.7 | 0.1 | 0.1 | 1.20 | 1.70 | |||
| WB | mean | 20.3 | 16.4 | 43.7 | 138.0 | 69.4 | 73.9 | 7.60 | 9.75 | ||
| std.dev | 0.2 | 0.6 | 2.1 | 0.1 | 0.9 | 2.1 | 0.20 | 2.50 | |||
| HC | mean | 20.9 | 8.7 | 112.6 | 123.9 | 82.8 | 88.1 | 9.20 | 10.45 | ||
| std.dev | 0.6 | 0.1 | 0.4 | 2.8 | 2.1 | 1.9 | 0.60 | 4.30 | |||
| BP | 0.2 | SC | mean | 7.7 | 5.9 | 96.1 | 103.7 | 41.5 | 47.7 | 7.15 | 8.25 |
| std.dev | 0.3 | 0.1 | 1.7 | 2.0 | 0.6 | 0.6 | 0.20 | 0.20 | |||
| MC | mean | 4.1 | 3.7 | 100.5 | 128.2 | 49.2 | 90.8 | 7.35 | 8.35 | ||
| std.dev | 0.2 | 0.2 | 2.0 | 2.5 | 8.5 | 0.4 | 0.50 | 0.20 | |||
| WB | mean | 4.5 | 2.9 | 125.1 | 138.6 | 122.1 | 129.4 | 8.50 | 8.75 | ||
| std.dev | 0.4 | 0.2 | 4.4 | 1.7 | 3.2 | 1.8 | 0.80 | 0.30 | |||
| HC | mean | 3.1 | 2.8 | 124.2 | 126.5 | 89.5 | 103.8 | 3.70 | 6.75 | ||
| std.dev | 0.6 | 0.1 | 0.3 | 1.3 | 22.7 | 2.5 | 1.10 | 1.20 | |||
| BF | 0.2 | SC | mean | 5.3 | 5.3 | 116.6 | 128.9 | 75.4 | 105.9 | 12.15 | 14.35 |
| std.dev | 0.2 | 0.3 | 3.3 | 2.9 | 1.7 | 2.1 | 0.90 | 0.40 | |||
| MC | mean | 5.9 | 5.9 | 119.4 | 131.7 | 81.4 | 98.1 | 12.10 | 14.70 | ||
| std.dev | 0.2 | 0.2 | 2.6 | 1.0 | 0.9 | 0.7 | 0.20 | 0.70 | |||
| WB | mean | 5.9 | 5.9 | 127.0 | 138.0 | 106.2 | 115.9 | 11.35 | 11.40 | ||
| std.dev | 0.3 | 0.1 | 2.6 | 0.7 | 4.1 | 0.7 | 0.10 | 0.70 | |||
| HC | mean | 4.2 | 4.2 | 128.6 | 136.9 | 100.1 | 115.7 | 13.60 | 13.40 | ||
| std.dev | 0.1 | 0.1 | 2.6 | 2.6 | 5.4 | 8.8 | 0.70 | 1.30 | |||
| CP | 0.17 | SC | mean | 4.0 | 3.5 | 84.7 | 92.7 | 78.1 | 95.0 | 8.05 | 9.30 |
| std.dev | 0.4 | 0.5 | 0.3 | 2.5 | 2.7 | 0.5 | 0.70 | 0.30 | |||
| MC | mean | 4.7 | 4.0 | 121.2 | 131.4 | 79.8 | 89.5 | 6.45 | 8.75 | ||
| std.dev | 0.2 | 0.1 | 0.8 | 3.0 | 0.6 | 1.3 | 0.40 | 0.30 | |||
| WB | mean | 3.9 | 2.3 | 114.0 | 130.6 | 58.0 | 127.8 | 7.70 | 7.95 | ||
| std.dev | 0.2 | 0.3 | 4.6 | 7.8 | 0.7 | 13.4 | 0.70 | 0.20 | |||
| HC | mean | 5.5 | 2.3 | 115.4 | 134.0 | 87.3 | 100.5 | 7.10 | 7.65 | ||
| std.dev | 0.1 | 0.5 | 2.3 | 5.0 | 0.4 | 0.9 | 0.70 | 0.10 | |||
| CF | 0.17 | SC | mean | 6.8 | 6.8 | 121.7 | 136.9 | 81.7 | 103.2 | 11.70 | 13.25 |
| std.dev | 0.5 | 0.2 | 1.7 | 0.2 | 1.0 | 4.4 | 0.60 | 0.80 | |||
| MC | mean | 4.0 | 4.0 | 116.9 | 118.3 | 68.9 | 88.6 | 12.60 | 13.55 | ||
| std.dev | 0.2 | 0.2 | 3.4 | 3.3 | 1.6 | 2.5 | 0.90 | 1.90 | |||
| WB | mean | 2.4 | 2.4 | 137.7 | 138.1 | 125.2 | 131.9 | 13.95 | 14.20 | ||
| std.dev | 0.1 | 0.2 | 3.6 | 3.8 | 2.1 | 3.1 | 2.00 | 0.10 | |||
| HC | mean | 1.7 | 1.7 | 142.2 | 147.2 | 138.0 | 137.7 | 13.15 | 14.60 | ||
| std.dev | 0.1 | 0.2 | 2.2 | 4.4 | 5.9 | 5.8 | 3.50 | 0.70 | |||
| Fiber Content (by Volume) | w/cm Ratio | 100 mm Cube | 50 mm Cube at 7 Day | 50 mm Cube at 28 Day | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SC | MC | WB | HC | SC | MC | WB | HC | |||
| 0% | 0.30 | 1.00 | 1.86 | 1.79 | 1.18 | 1.17 | 1.63 | 1.83 | 1.09 | 1.31 |
| 0.20 | 1.00 | 2.32 | 2.04 | 1.14 | 1.39 | 2.17 | 1.41 | 0.97 | 1.22 | |
| 0.17 | 1.00 | 1.08 | 1.52 | 1.97 | 1.32 | 0.98 | 1.47 | 1.02 | 1.33 | |
| 1.5% | 0.30 | 1.00 | 1.97 | 1.69 | 0.63 | 1.36 | 1.37 | 0.98 | 1.87 | 1.41 |
| 0.20 | 1.00 | 1.55 | 1.47 | 1.20 | 1.28 | 1.22 | 1.34 | 1.19 | 1.18 | |
| 0.17 | 1.00 | 1.49 | 1.70 | 1.10 | 1.03 | 1.33 | 1.34 | 1.05 | 1.07 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hasan, T.M.; Gilbert, L.; Allena, S.; Owusu-Danquah, J.; Torres, A. Development of Non-Proprietary Ultra-High Performance Concrete Mixtures. Buildings 2022, 12, 1865. https://doi.org/10.3390/buildings12111865
Hasan TM, Gilbert L, Allena S, Owusu-Danquah J, Torres A. Development of Non-Proprietary Ultra-High Performance Concrete Mixtures. Buildings. 2022; 12(11):1865. https://doi.org/10.3390/buildings12111865
Chicago/Turabian StyleHasan, Tawsif Mohammad, Levi Gilbert, Srinivas Allena, Josiah Owusu-Danquah, and Anthony Torres. 2022. "Development of Non-Proprietary Ultra-High Performance Concrete Mixtures" Buildings 12, no. 11: 1865. https://doi.org/10.3390/buildings12111865
APA StyleHasan, T. M., Gilbert, L., Allena, S., Owusu-Danquah, J., & Torres, A. (2022). Development of Non-Proprietary Ultra-High Performance Concrete Mixtures. Buildings, 12(11), 1865. https://doi.org/10.3390/buildings12111865