
Experimental Investigation of Novel Angle Bracket Connection in Cold-Formed Steel Structures



Abstract
:1. Introduction
2. Experimental Study
2.1. Specimen Description
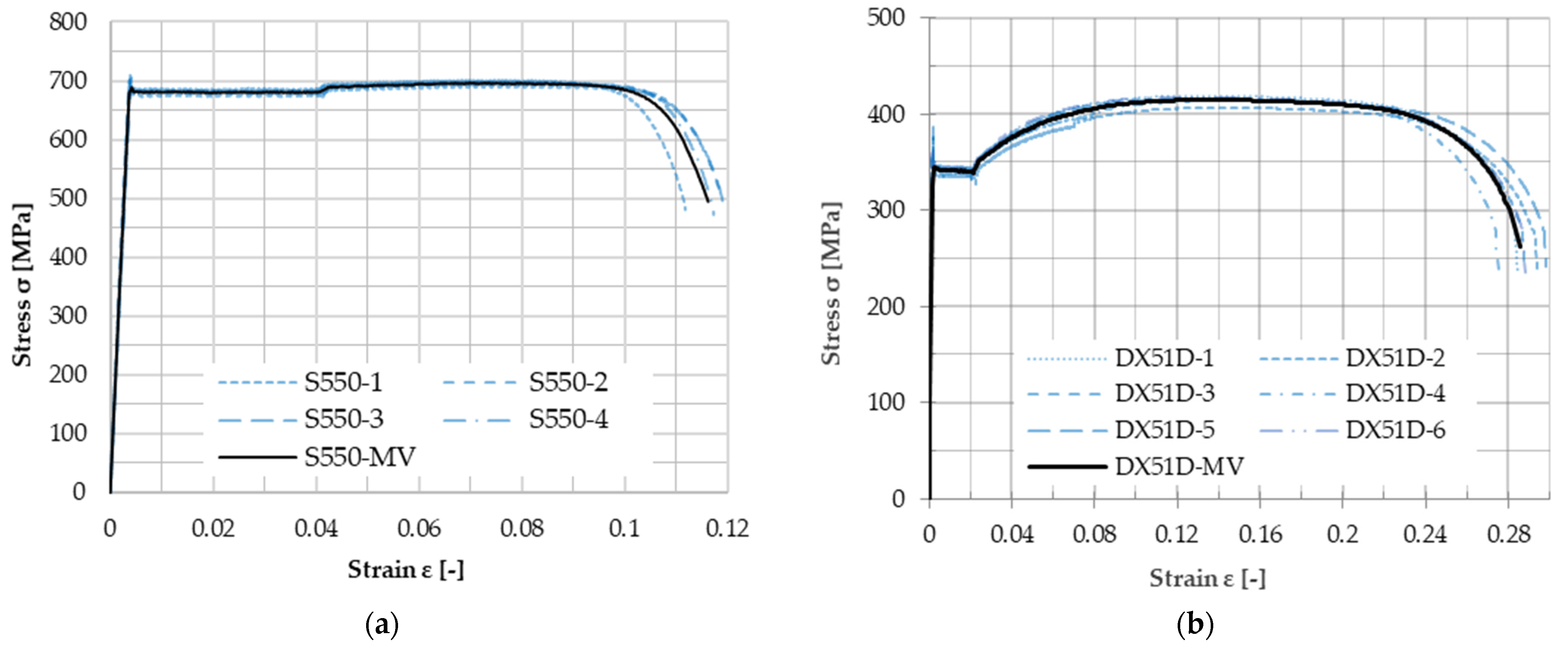
Materials
2.2. Test Tools
2.3. Test Setup and Measuring Equipment
3. Results
3.1. Comparison of the Results Obtained by Different Measuring Techniques
3.2. Behavior of Angle Bracket
4. Pull-Through Resistance
4.1. Pull-Through Resistance According to EN 1993-1-3 and EN 1993-1-8
- dm is the mean of the across points and across flats dimensions of the bolt head or the nut, whichever is smaller;
- tp is the thickness of the plate under the bolt or the nut;
- fu is the tensile strength of the material; and
- γM2 is the partial safety factor for joints.
4.2. Pull-Through Resistance According to AISI S100-16
- d’w is the effective pull-over diameter determined in accordance with (a), (b), (c) as per AISI S100-16 J.4.4.2 [12];
- t1 is the thickness of the plate under the bolt or the nut; and
- Fu1 is the tensile strength of the plate material.
4.3. Comparison of the Calculated and Experimental Results
5. Discussion
6. Conclusions
- The displacements measured with the universal testing machine are accurate enough for engineering applications and deviate by less than 10% from the more accurate displacements measured using the DIC method. The displacements obtained by the DIC method should be used for finite element modelling and model validation because the elastic stiffness values were 16% different from those obtained with the universal testing machine.
- The use of an innovative angle bracket for connecting to thin-walled C-profiles was demonstrated to be a viable alternative to screws. The connection of the C-profile and the angle bracket by clinch pressing showed a rigid connection without relative displacements. The eccentric effect of the load on the angle connector produces a combined effect of shear and tensile load, resulting in clamping rather than pure shear.
- The main failure mechanism of the angle bracket is the pull-through of the M12 bolt, which can lead to complete separation of the connection.
- Calculation of pull-through resistance using EN 1993-1-8 and AISI S100-16 is overestimated and does not provide an adequate assessment of resistance for angle bracket connectors. To determine the pull-through resistance specified in the standards, the existing expressions must be modified, which will be investigated in future work.
- Despite the fact that the thickness of the angle bracket of 3 mm does not fall within the range of thicknesses greater than or equal to 0.75 mm and less than 3 mm specified by the EN1993-1-3 standard, we proposed a design by testing the method specified in the mentioned standard.
- The higher ductility steel DX51D-Z275 of the angle bracket compensates for the lower ductility of the high-strength steel S550 of the CFS C-profile, and can increase the overall ductility of a structure.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Komara, I.; Wahyuni, E.; Suprobo, P. A study on Cold-formed Steel Frame Connection: A review. J. Technol. Sci. 2017, 28, 83–89. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.H.; Tan, C.S.; Mohammad, S.; Tahir, M.M.; Shek, P.N. Review on Cold-Formed Steel Connections. Sci. World J. 2014, 2014, 11. [Google Scholar] [CrossRef] [PubMed]
- Bučmys, Z.; Šaučiuvenas, G. The Behavior of Cold Formed Steel Structure Connections. Eng. Struct. Technol. 2013, 5, 113–122. [Google Scholar]
- Pedreschi, R.; Sinha, B.P.; Davies, R. Advanced Connection Techniques for Cold-Formed Steel Structures. J. Struct. Eng. 1997, 12, 138–144. [Google Scholar] [CrossRef]
- Pedreschi, R.; Sinha, B. Predicting the Shear Strength of Mechanical Clinching. J. Mater. Civ. Eng. 2006, 18, 435–442. [Google Scholar]
- Fiorino, L.; Macillo, V.; Landolfo, R. Experimental characterization of quick mechanical connecting systems for cold-formed steel structures. Adv. Struct. Eng. 2016, 20, 1098–1110. [Google Scholar] [CrossRef]
- Weiming, Y.; Tingting, M.; Zhiqiang, X.; Cheng, Y. Experimental investigation of typical connection for fabricated cold-formed steel structures. Adv. Struct. Eng. 2018, 22, 141–155. [Google Scholar]
- Da Silva, L.S.; Silva, L.C.; Tankova, T.; Craveiro, H.D.; Simoes, R.; Costa, R.; D’Aniello, M.; Landolfo, R. Performance of modular hybrid cold-formed/tubular structural system. Structures 2021, 30, 1006–1019. [Google Scholar] [CrossRef]
- Mathison, C.; Roy, K.; Clifton, C.G.; Ahmadi, A.; Masood, R.; Lim, B.P.J. Novel pin jointed moment connection for cold-formed steel trusses. Steel Compos. Struct. 2019, 31, 453–467. [Google Scholar]
- Simpson Strong-Tie. Connectors for Cold-Formed Steel Construction, 2020, C-CF-2020. Available online: https://www.strongtie.com/coldformedsteelconnectors/landing (accessed on 20 May 2022).
- Framecad. Connection Solutions for Cold formed Steel Construction. 2013. Available online: https://www.framecad.com/media/1488/framecad-connector-solutions-technical-manual.pdf (accessed on 20 May 2022).
- AISI S100-16. North American Specification for the Design of Cold-Formed Steel Structural Members; American Iron and Steel Institute: Washington, DC, USA, 2016. [Google Scholar]
- EN 1993-1-3. Eurocode 3—Design of Steel structures—Part 1–3: General Rules—Supplementary Rules for Cold-Formed Members and Sheeting; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- ISO 6892-1:2019. Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; The International Organization for Standardization: Geneva, Switzerland, 2019. [Google Scholar]
- EN 1993-1-8. Eurocode 3: Design of Steel Structures—Part 1–8: Design of Joints; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- Quan, G.; Ye, J.; Li, W. Computational modelling of Cold-formed steel lap joints with screw fasteners. Structures 2021, 33, 230–245. [Google Scholar] [CrossRef]
- DIN 6921. Hexagon Flange Bolts; International Organization for Standardization: Geneva, Switzerland, 1983. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Width d1 [mm] | Width d2 [mm] | Height h1 [mm] | Height h2 [mm] | Length of Specimen L [mm] |
|---|---|---|---|---|---|
| Ab-1 | 92.1 | 94.1 | 43.1 | 43.5 | 405 |
| Ab-2 | 88.4 | 90.9 | 43.0 | 42.9 | 405 |
| Ab-3 | 88.6 | 93.6 | 43.7 | 43.5 | 405 |
| Ab-4 | 88.3 | 93.2 | 43.3 | 43.2 | 405 |
| Ab-5 | 87.7 | 89.8 | 43.3 | 42.3 | 405 |
| Ab (Average) | 89.0 | 92.3 | 43.3 | 43.0 | 405 |
| Specimen | E [MPa] | ReH [MPa] | Rm [MPa] | Ae [%] | Agt [%] | At [%] |
|---|---|---|---|---|---|---|
| S550-1 | 183,828 | 701.55 | 701.47 | 0.37 | 7.26 | 9.42 |
| S550-2 | 195,059 | 691.59 | 700.84 | 0.35 | 7.50 | 8.44 |
| S550-3 | 185,232 | 698.62 | 710.23 | 0.38 | 7.28 | 9.54 |
| S550-4 | 170,829 | 697.12 | 707.39 | 0.43 | 7.59 | 8.17 |
| S550 GD (Average) | 183,737 | 697.22 | 704.98 | 0.39 | 7.41 | 8.89 |
| Standard deviation | 5.42% | 0.60% | 0.65% | 3.92% | 2.20% | 7.75% |
| Specimen | E [MPa] | ReH [MPa] | Rm [MPa] | Ae [%] | Agt [%] | At [%] |
|---|---|---|---|---|---|---|
| DX51D-1 | 179,155 | 379.12 | 419.19 | 0.21 | 13.56 | 26.09 |
| DX51D-2 | 187,945 | 376.37 | 406.66 | 0.19 | 14.18 | 27.06 |
| DX51D-3 | 196,720 | 373.77 | 414.55 | 0.19 | 12.70 | 26.43 |
| DX51D-4 | 203,929 | 386.87 | 413.90 | 0.19 | 13.88 | 25.15 |
| DX51D-5 | 203,724 | 362.77 | 416.06 | 0.18 | 12.88 | 27.49 |
| DX51D-6 | 203,613 | 359.03 | 417.80 | 0.17 | 12.78 | 26.46 |
| DX51D (Average) | 194,295 | 375.78 | 414.07 | 0.19 | 13.33 | 26.44 |
| Standard deviation | 5.30% | 2.77% | 1.06% | 7.00% | 4.72% | 3.06% |
| Measuring Technique | Elastic Stiffness [N/mm] | ||||
| Ab-1 | Ab-2 | Ab-3 | Mean Value | St.Dev | |
| LVDT | 9261.37 | 15,427.06 | 8720.22 | 11,136.22 | 3725.82 |
| UTM | 7566.09 | 7781.01 | 8172.65 | 7839.92 | 307.54 |
| Difference [%] | 22.4% | 98.3% | 6.7% | 42.0% | / |
| Measuring Technique | Displacement at Max. Force [mm] | ||||
| Ab-1 | Ab-2 | Ab-3 | As | St.Dev | |
| LVDT | 10.91 | 10.17 | 11.94 | 11.01 | 0.89 |
| UTM | 10.80 | 10.93 | 10.80 | 10.84 | 0.08 |
| Difference [%] | 1.1% | 6.9% | 10.6% | 1.5% | / |
| Measuring Technique | Elastic Stiffness [N/mm] | Displacement at Max. Force [mm] |
|---|---|---|
| DIC | 9070.29 | 9.98 |
| UTM | 7572.25 | 10.90 |
| Difference | 16.52% | 8.49% |
| Specimen | Max. Force Fmax [N] | Displacement at Fmax × [mm] | Elastic Stiffness K [N/mm] |
|---|---|---|---|
| Ab-1 | 37,396.1 | 10.80 | 7566.1 |
| Ab-2 | 38,342.4 | 10.93 | 7781.0 |
| Ab-3 | 38,073.2 | 10.80 | 8172.7 |
| Ab-4 | 38,444.7 | 10.37 | 7572.3 |
| Ab-5 | 38,804.9 | 11.01 | 7547.6 |
| Ab* | 38,212.3 | 10.8 | 7727.9 |
| Specimen | Width d1 [mm] | Width d2 [mm] | d1–d1 [mm] | d2–d2 [mm] |
|---|---|---|---|---|
| Ab-1 | 89.8 | 92.2 | 2.3 | 1.9 |
| Ab-2 | 86.5 | 87.9 | 1.9 | 3 |
| Ab-3 | 86.6 | 91.4 | 2 | 2.2 |
| Ab-4 | 86.1 | 91.7 | 2.2 | 1.5 |
| Ab-5 | 86.4 | 88.1 | 1.3 | 1.7 |
| Ab (Average) | 87.1 | 90.3 | 1.94 | 2.06 |
| Standard | Pull-through Resistance [N] | Resistance Ratio |
|---|---|---|
| Experiment | 38,212.3 | 1.00 |
| EN 1993-1-8 | 55,699.7 | 1.46 |
| AISI S100-16 | 44,346.9 | 1.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lukačević, L.; Krolo, P.; Bakran, A. Experimental Investigation of Novel Angle Bracket Connection in Cold-Formed Steel Structures. Buildings 2022, 12, 1115. https://doi.org/10.3390/buildings12081115
Lukačević L, Krolo P, Bakran A. Experimental Investigation of Novel Angle Bracket Connection in Cold-Formed Steel Structures. Buildings. 2022; 12(8):1115. https://doi.org/10.3390/buildings12081115
Chicago/Turabian StyleLukačević, Lazar, Paulina Krolo, and Antonio Bakran. 2022. "Experimental Investigation of Novel Angle Bracket Connection in Cold-Formed Steel Structures" Buildings 12, no. 8: 1115. https://doi.org/10.3390/buildings12081115
APA StyleLukačević, L., Krolo, P., & Bakran, A. (2022). Experimental Investigation of Novel Angle Bracket Connection in Cold-Formed Steel Structures. Buildings, 12(8), 1115. https://doi.org/10.3390/buildings12081115