

Performance of Silica Fume on Preventing Strength Retrogression in Hardened Cement Paste and Mortar at Elevated Temperatures

Abstract
:1. Introduction
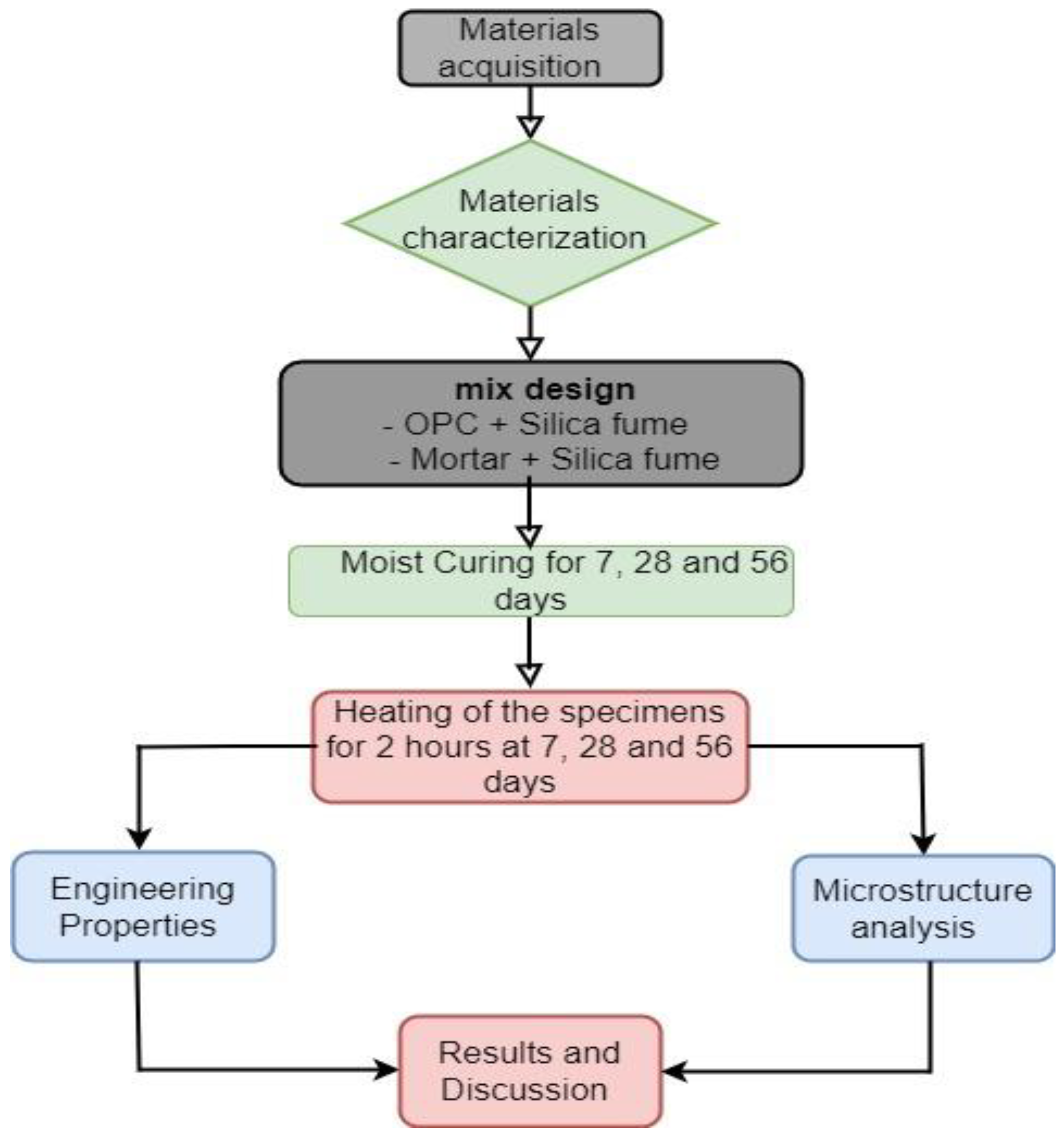
2. Materials and Methods
2.1. Materials and Acquisition
2.2. Mixing and Casting Procedure
2.3. Curing and Heating Procedures
2.4. Testing Procedure
2.4.1. Compressive Strength
2.4.2. XRD and SEM Tests
3. Results and Discussion
3.1. Material Characterization
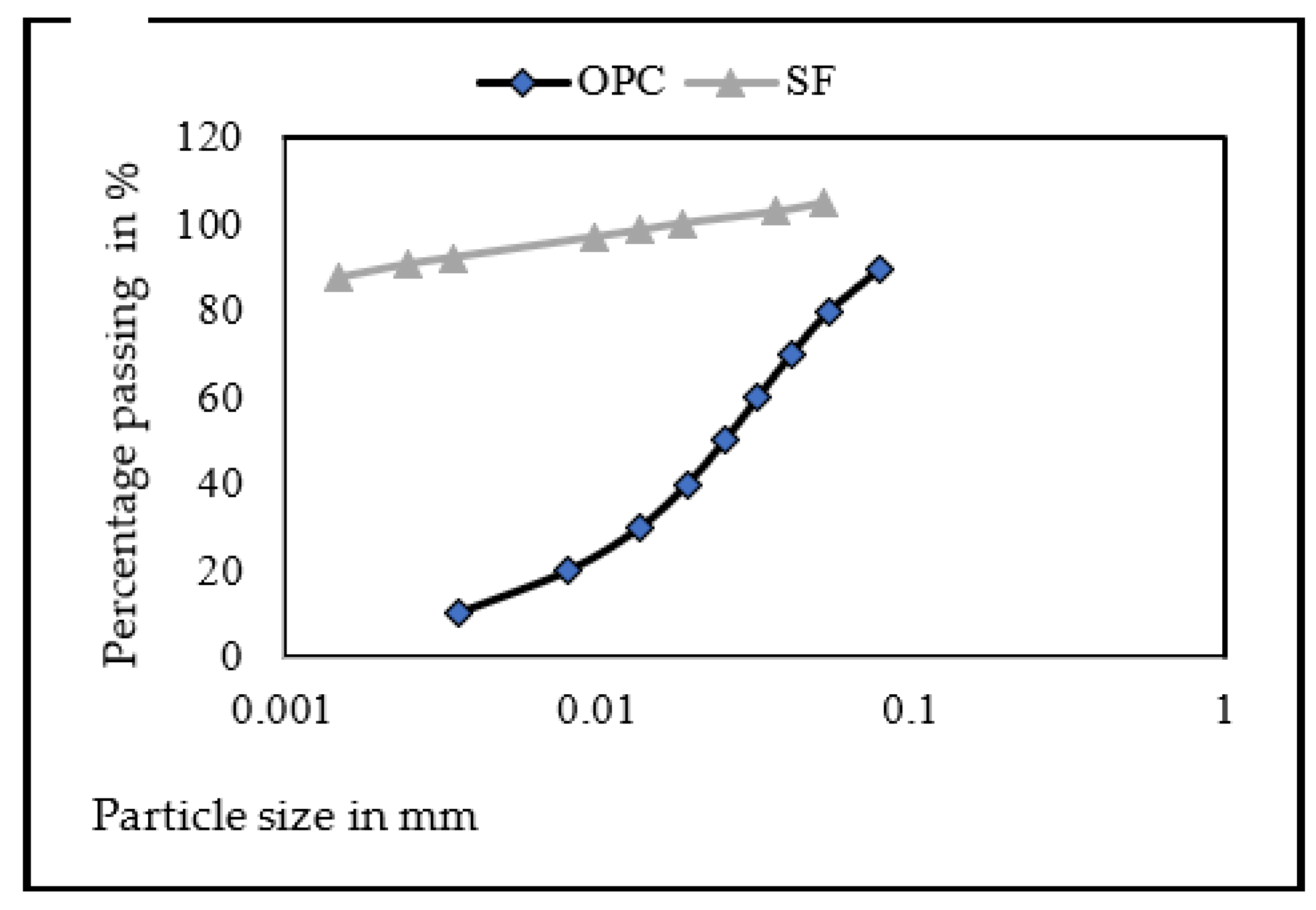
3.1.1. Physical and chemical properties of OPC and SF
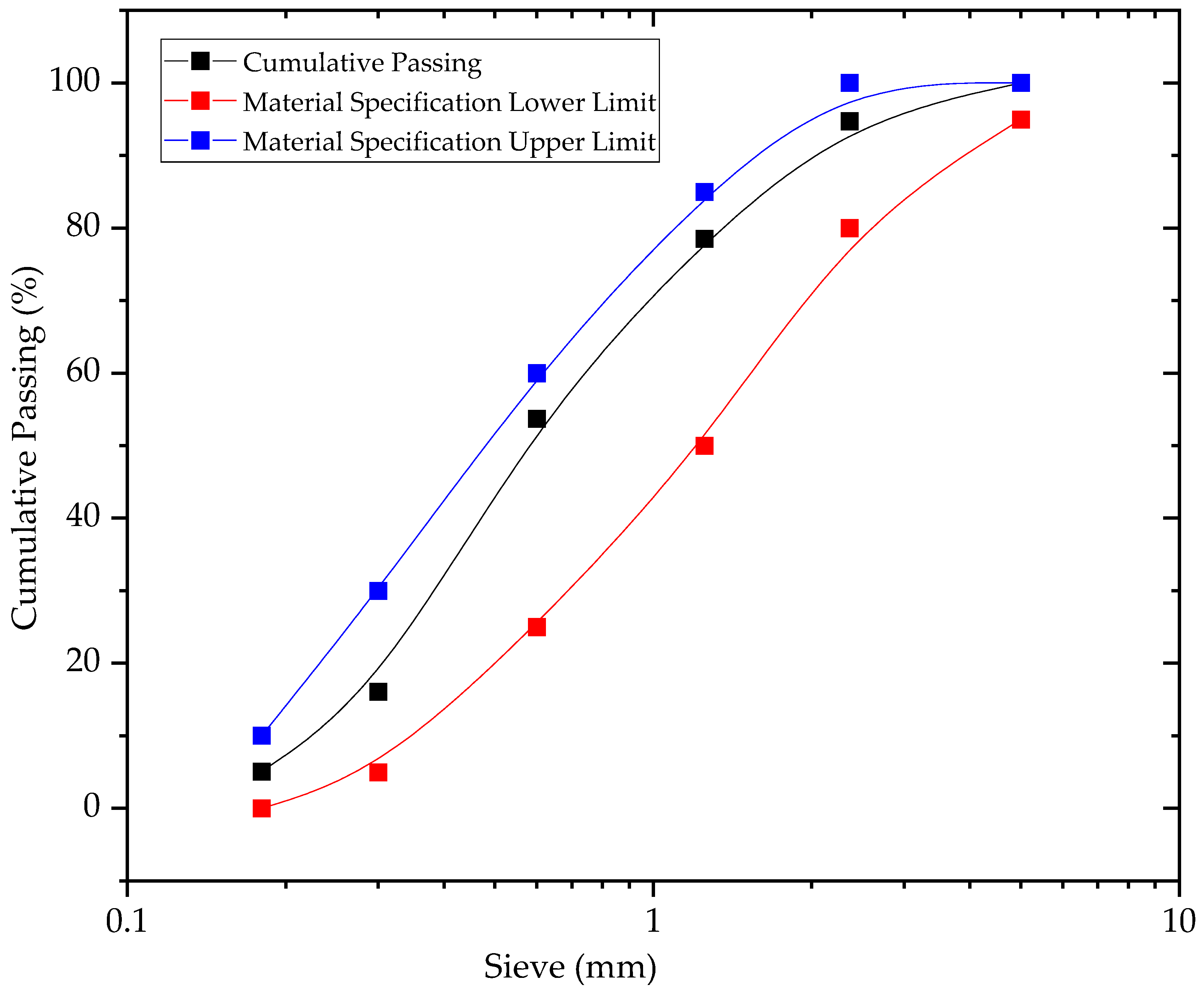
3.1.2. Physical Properties of Fine Aggregates
3.2. Properties of Fresh Cement Paste and Mortar
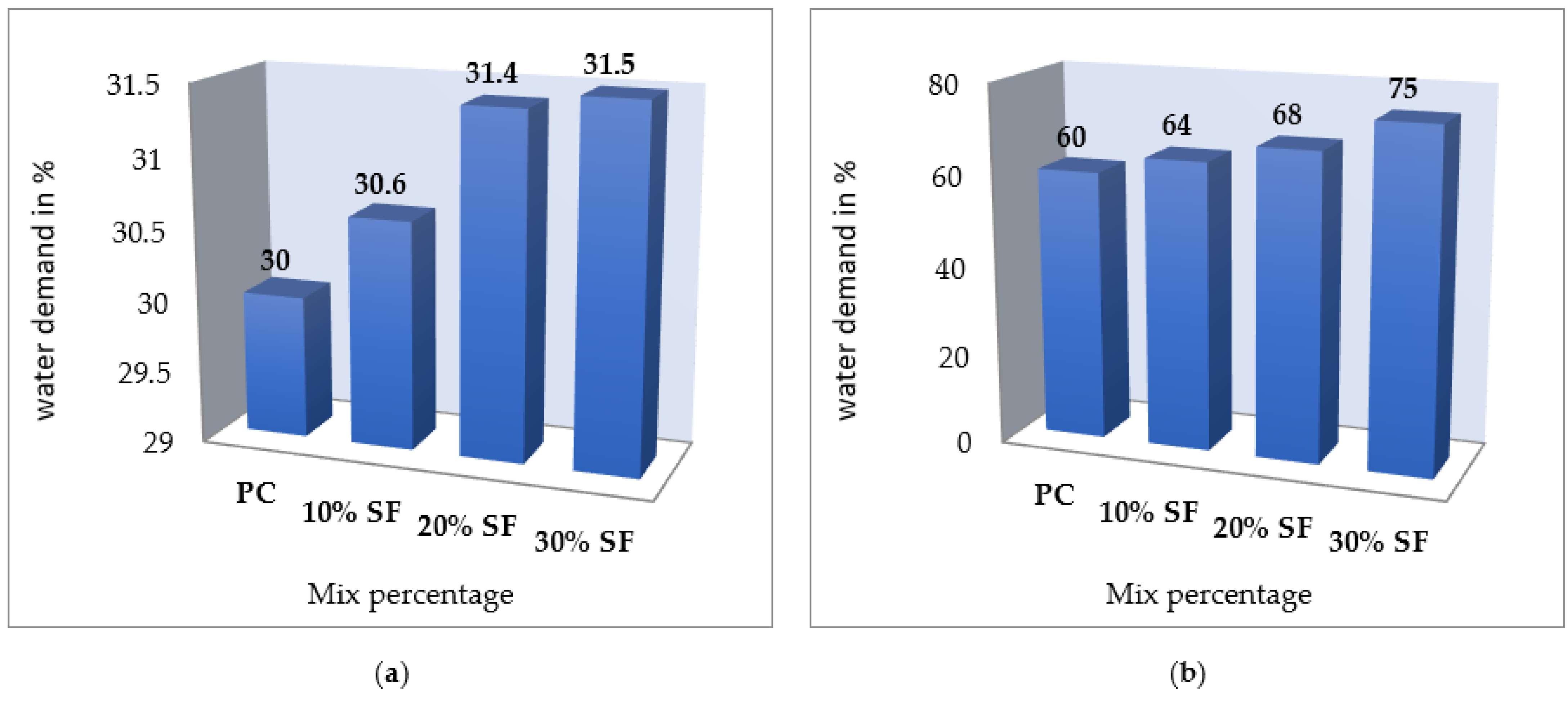
3.2.1. Water Demand
3.2.2. Properties of Hardened Cement and Mortar
3.3. Microstructure of Hardened Cement and Mortar Control and of Hardened Cement and Mortar Control
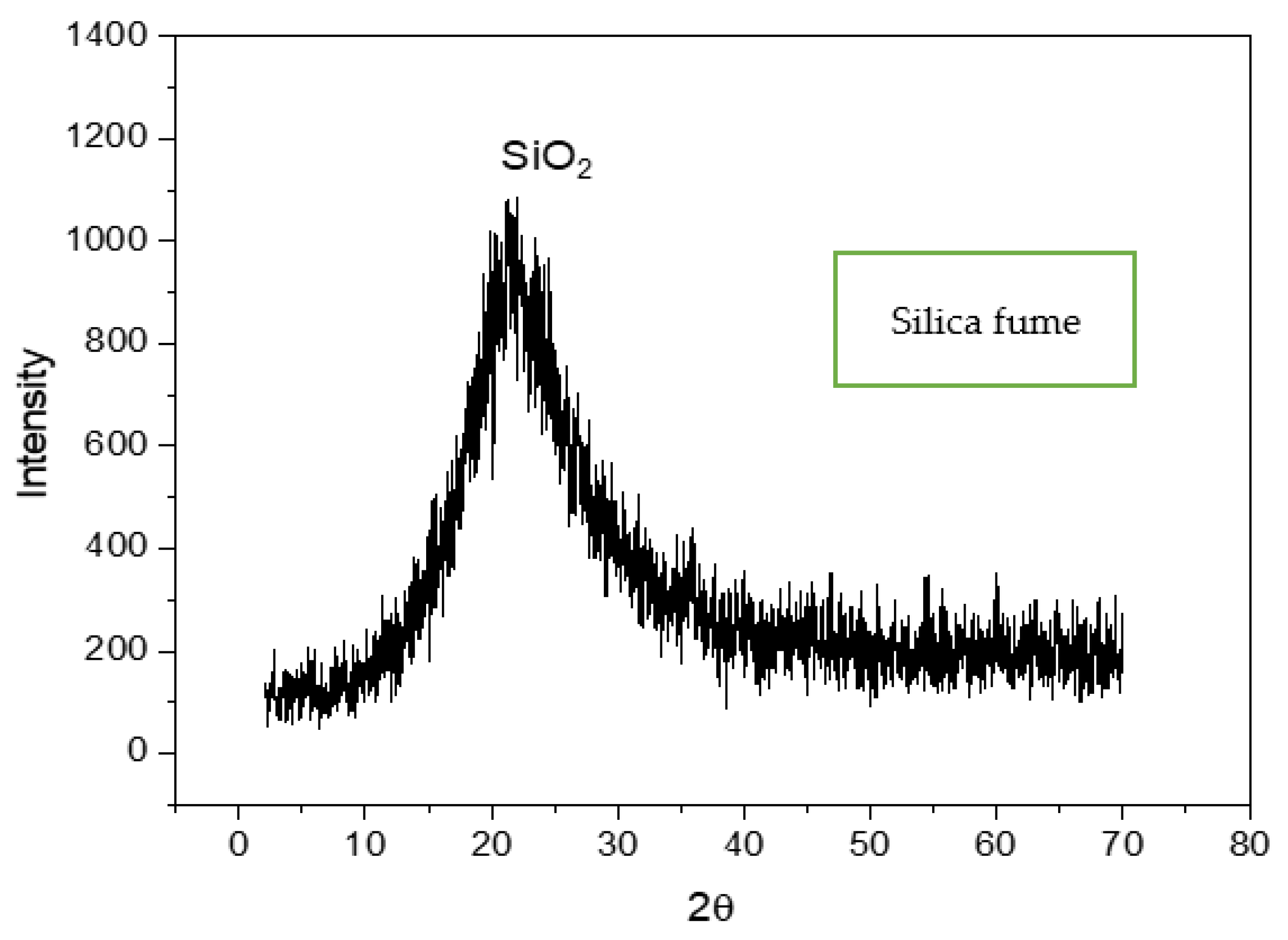
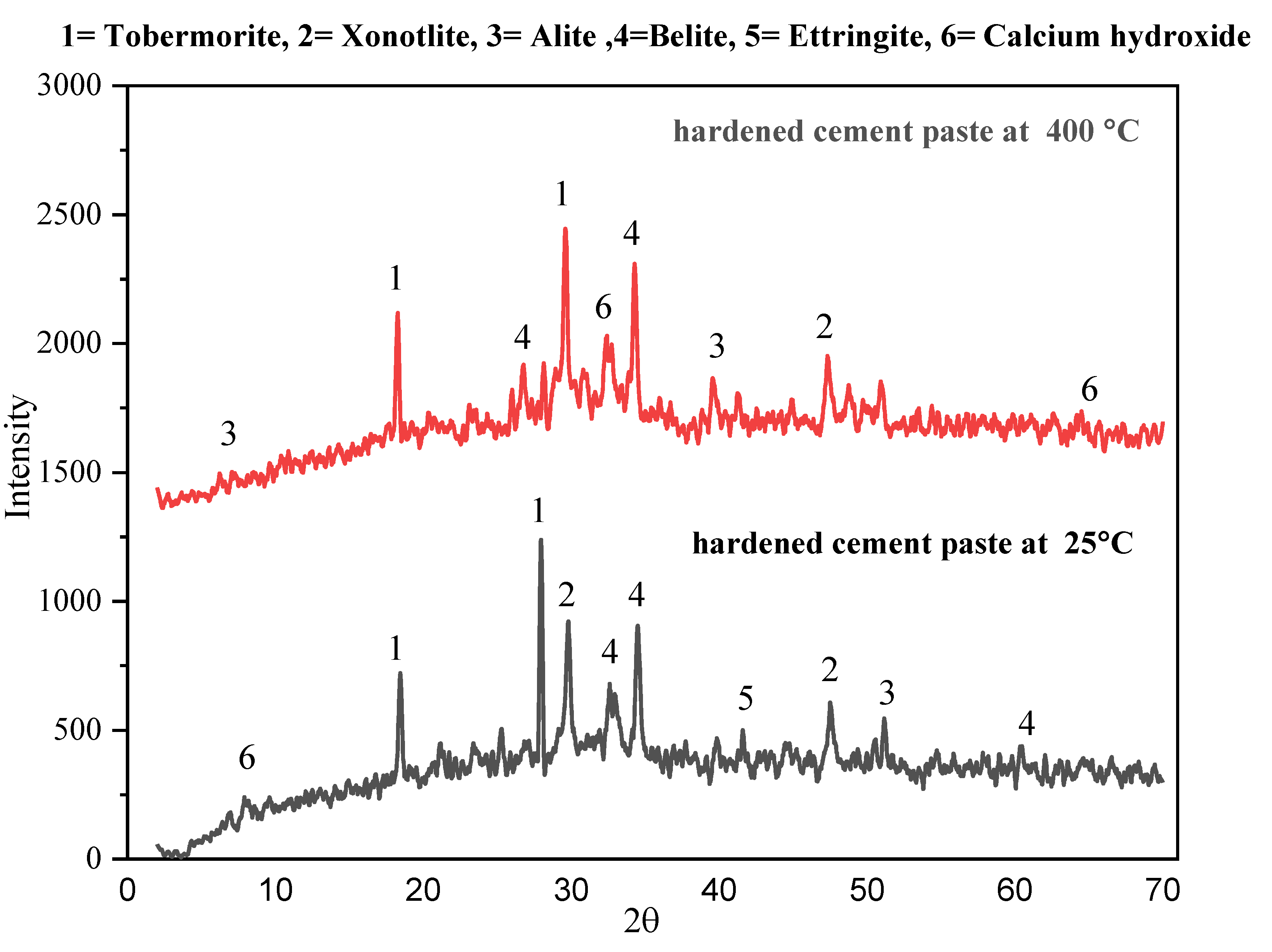
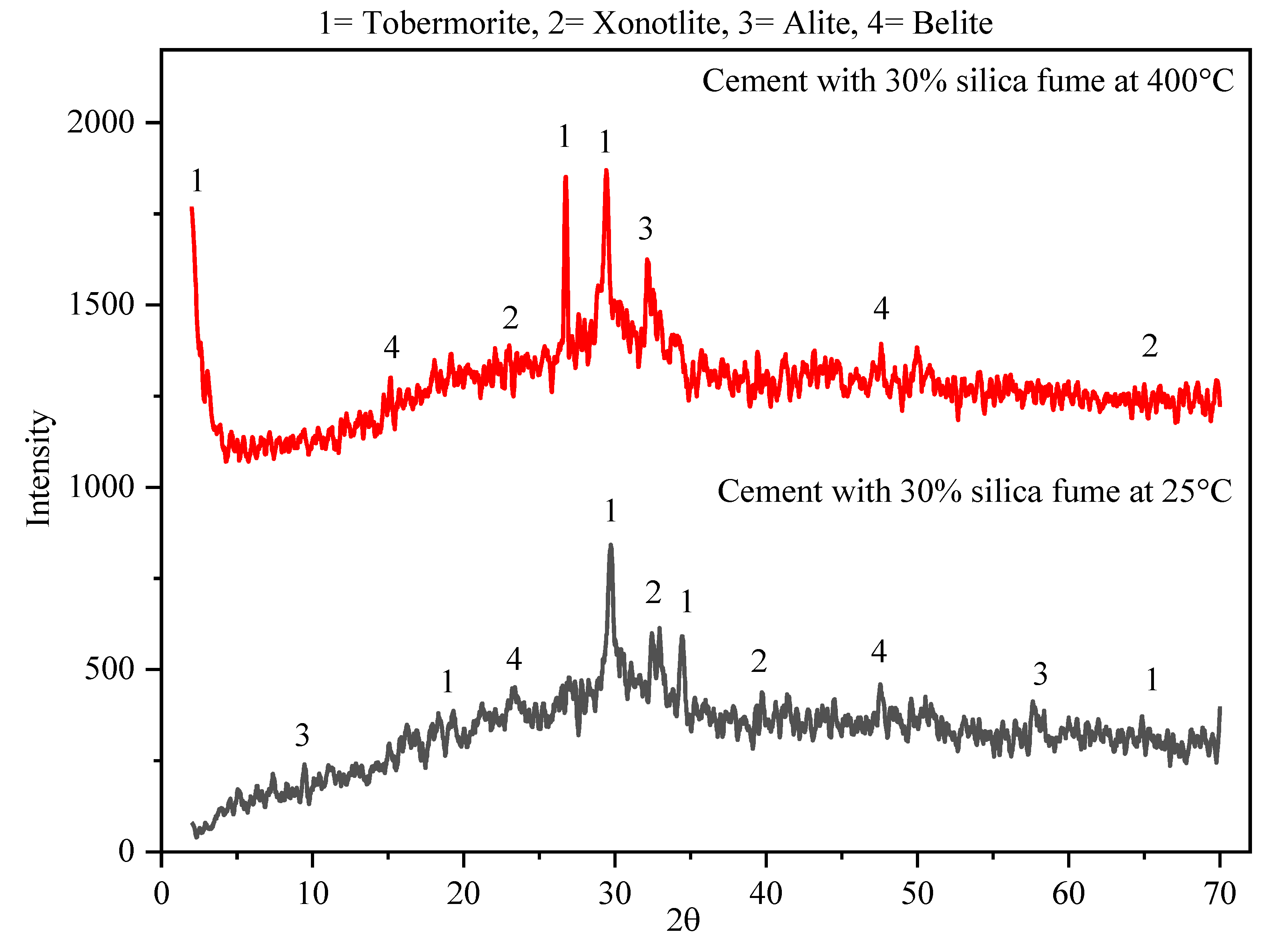
3.3.1. XRD Analysis
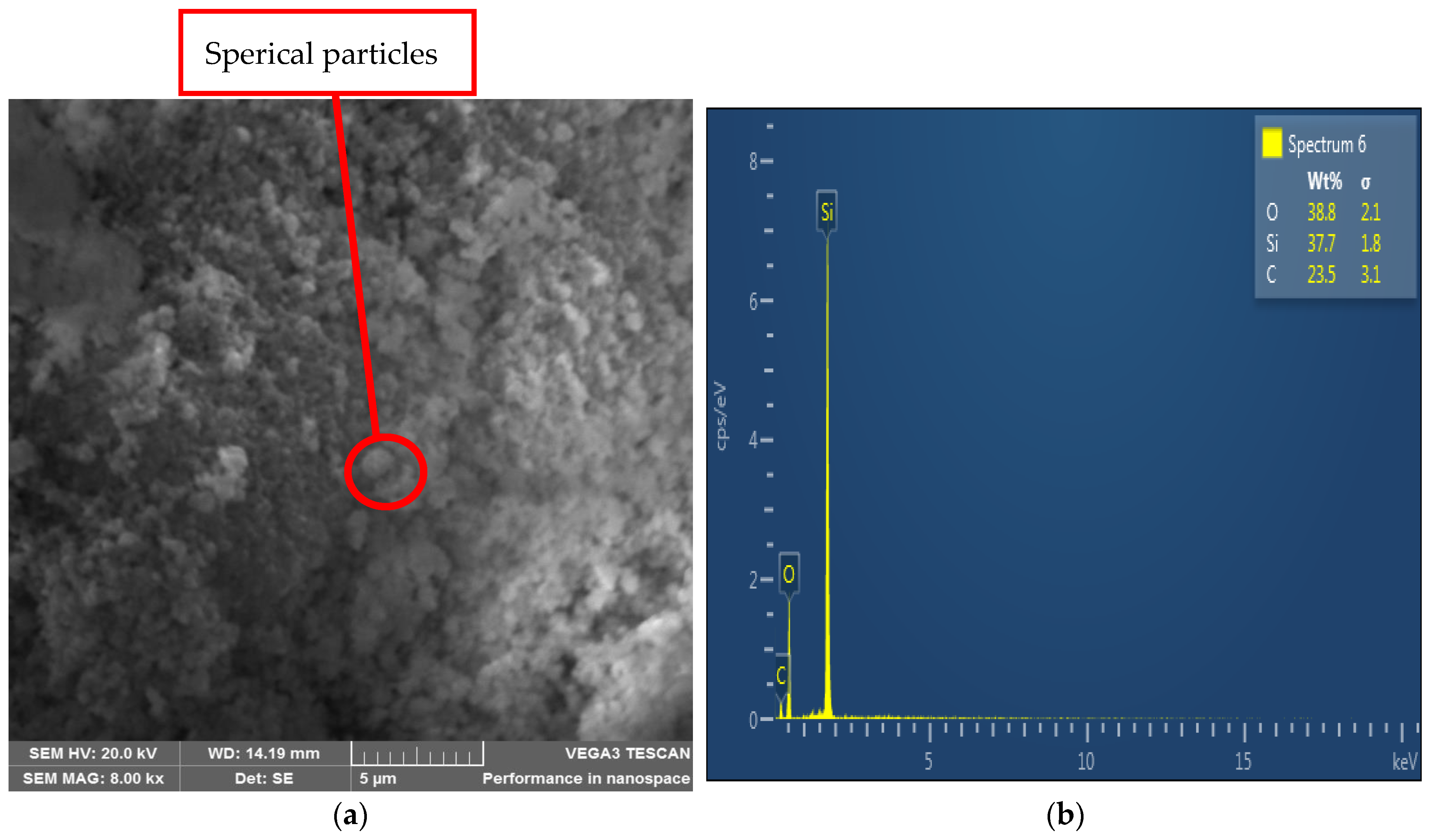
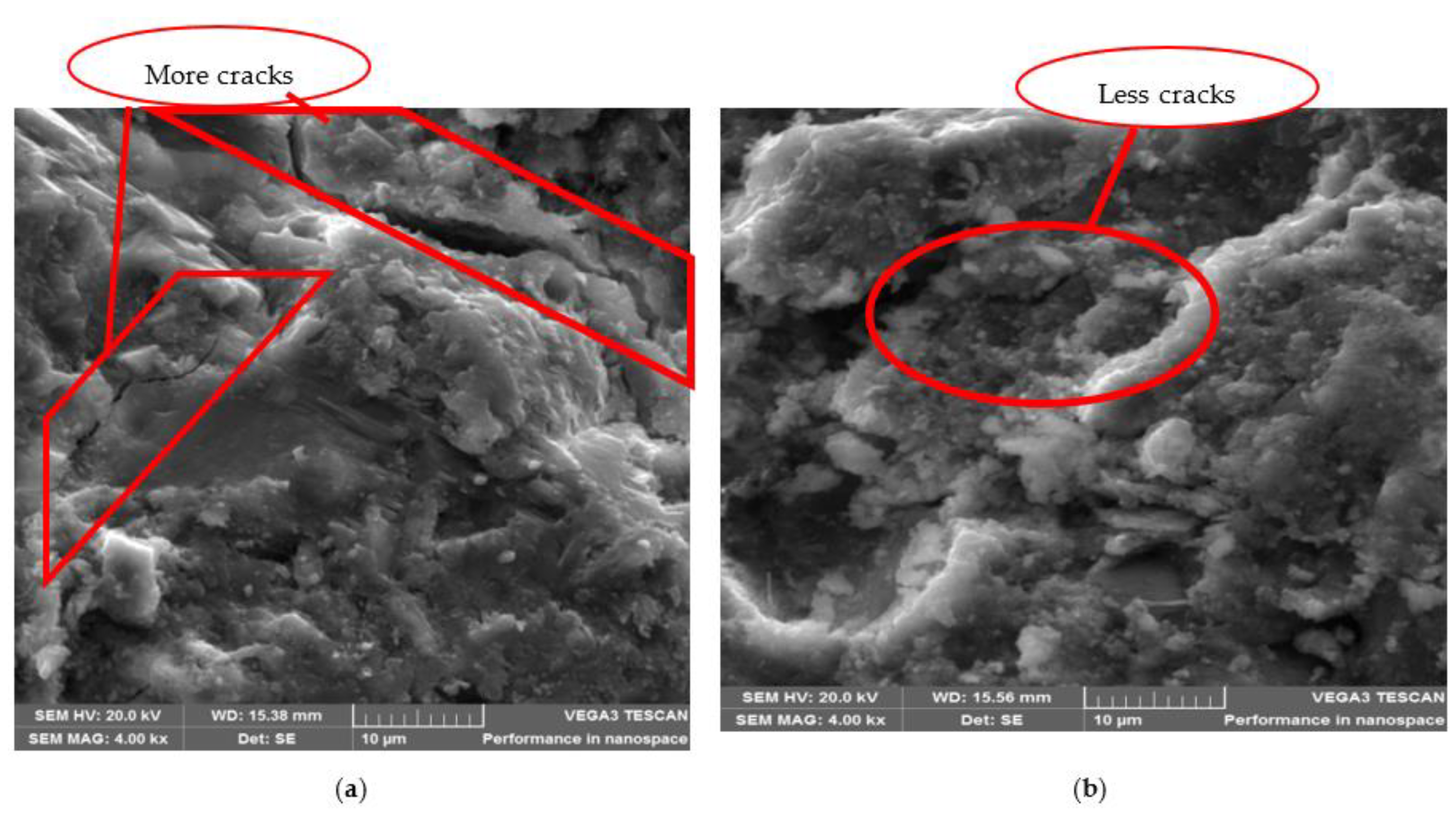
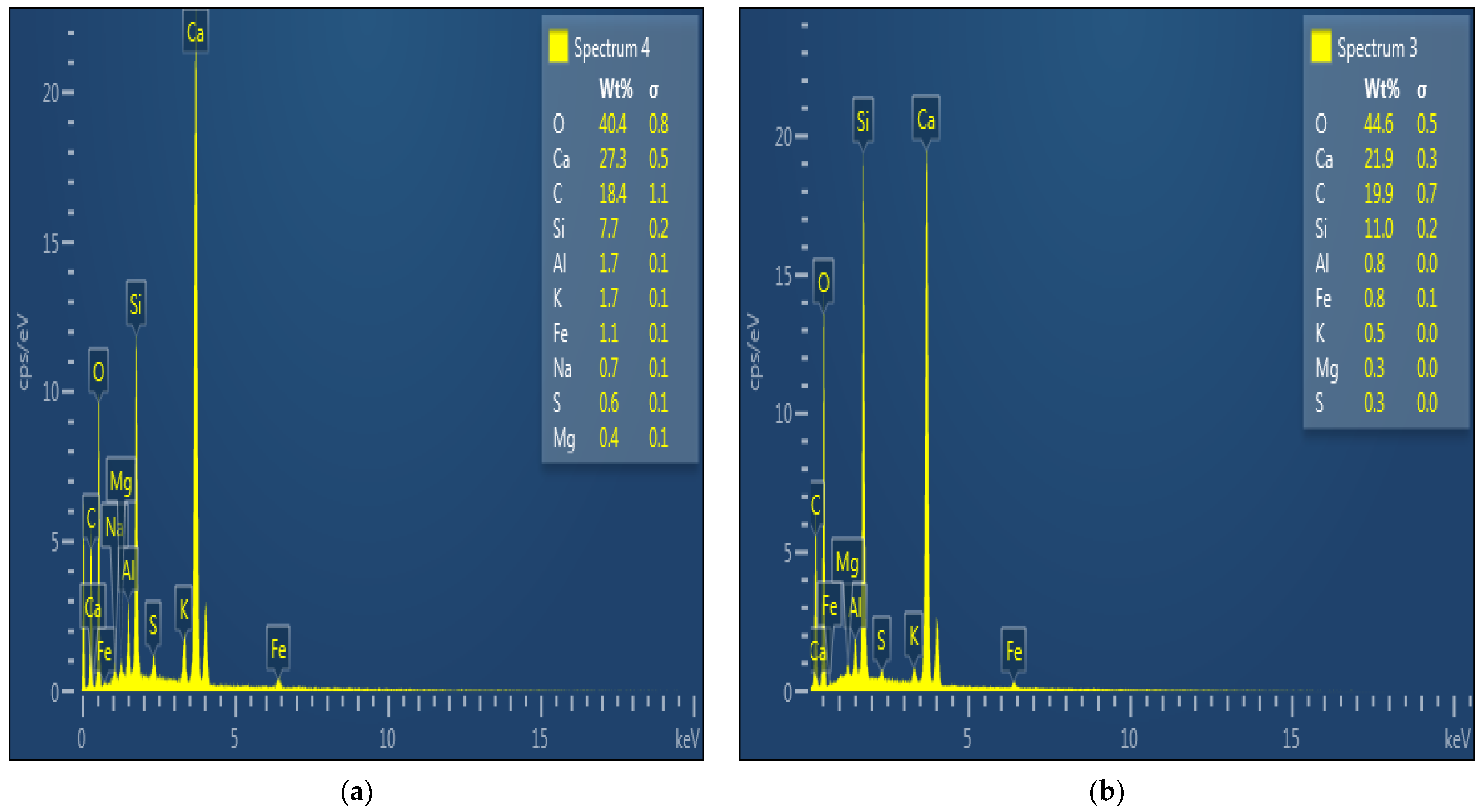
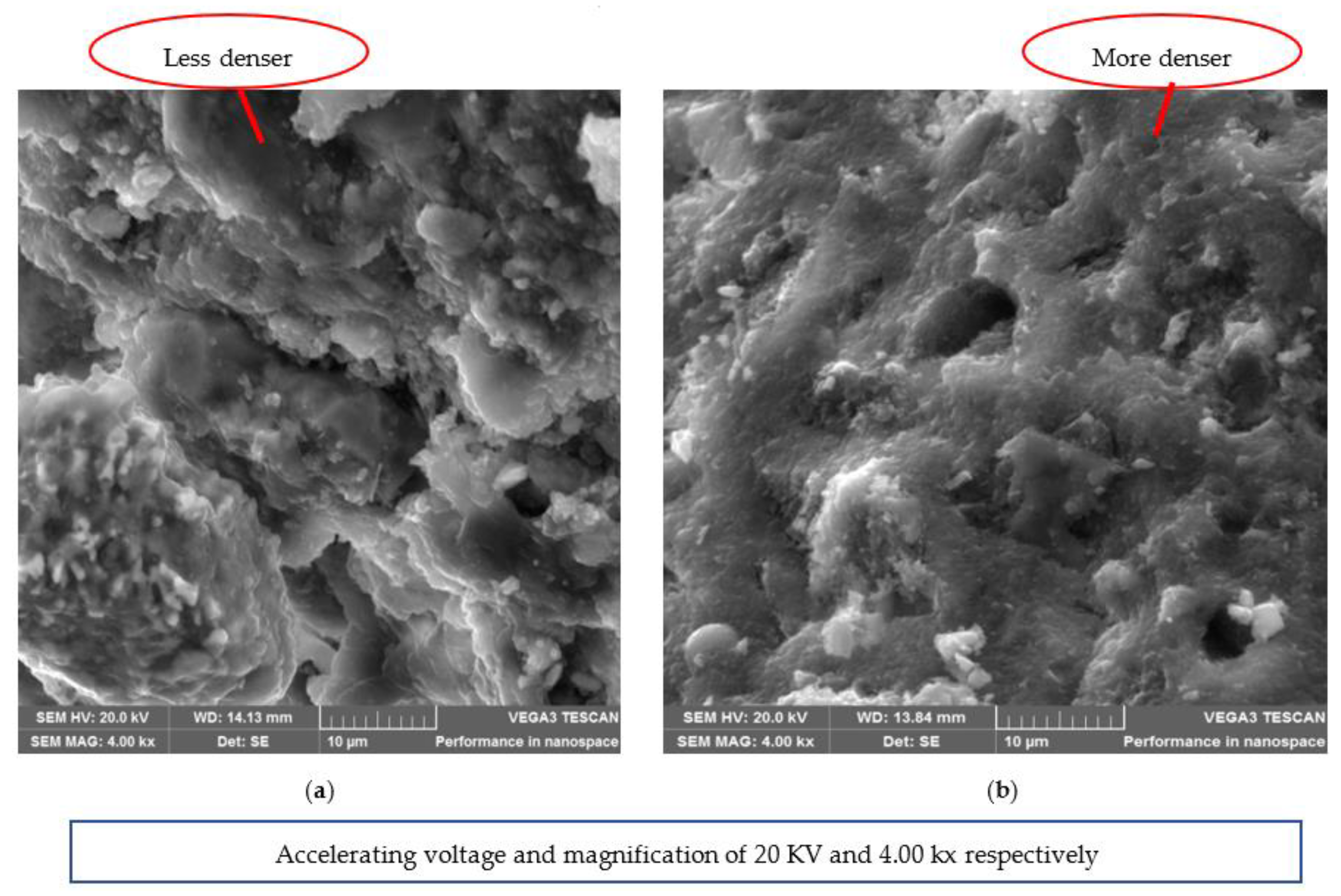
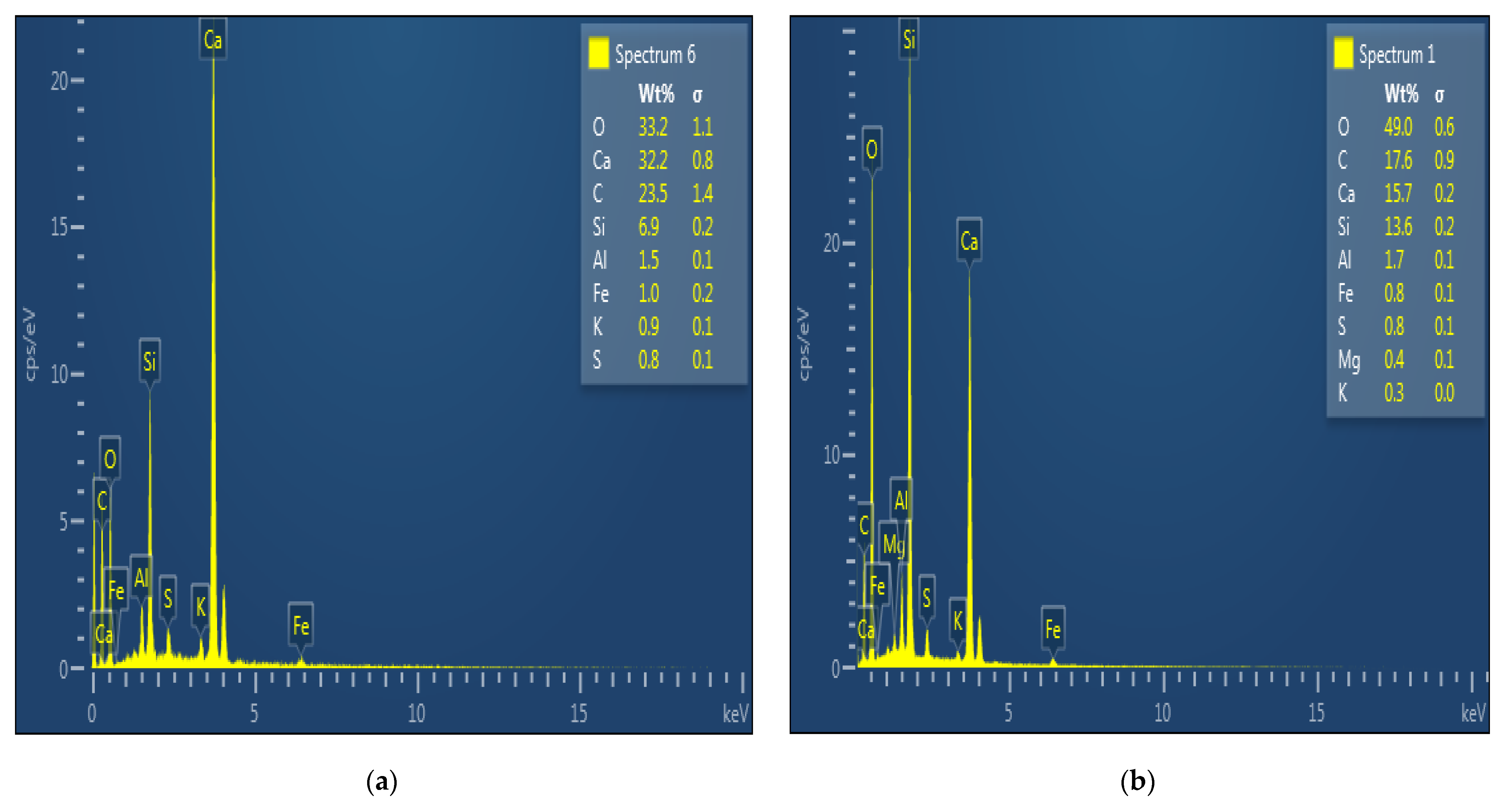
3.3.2. SEM and EDS Analysis
4. Conclusions
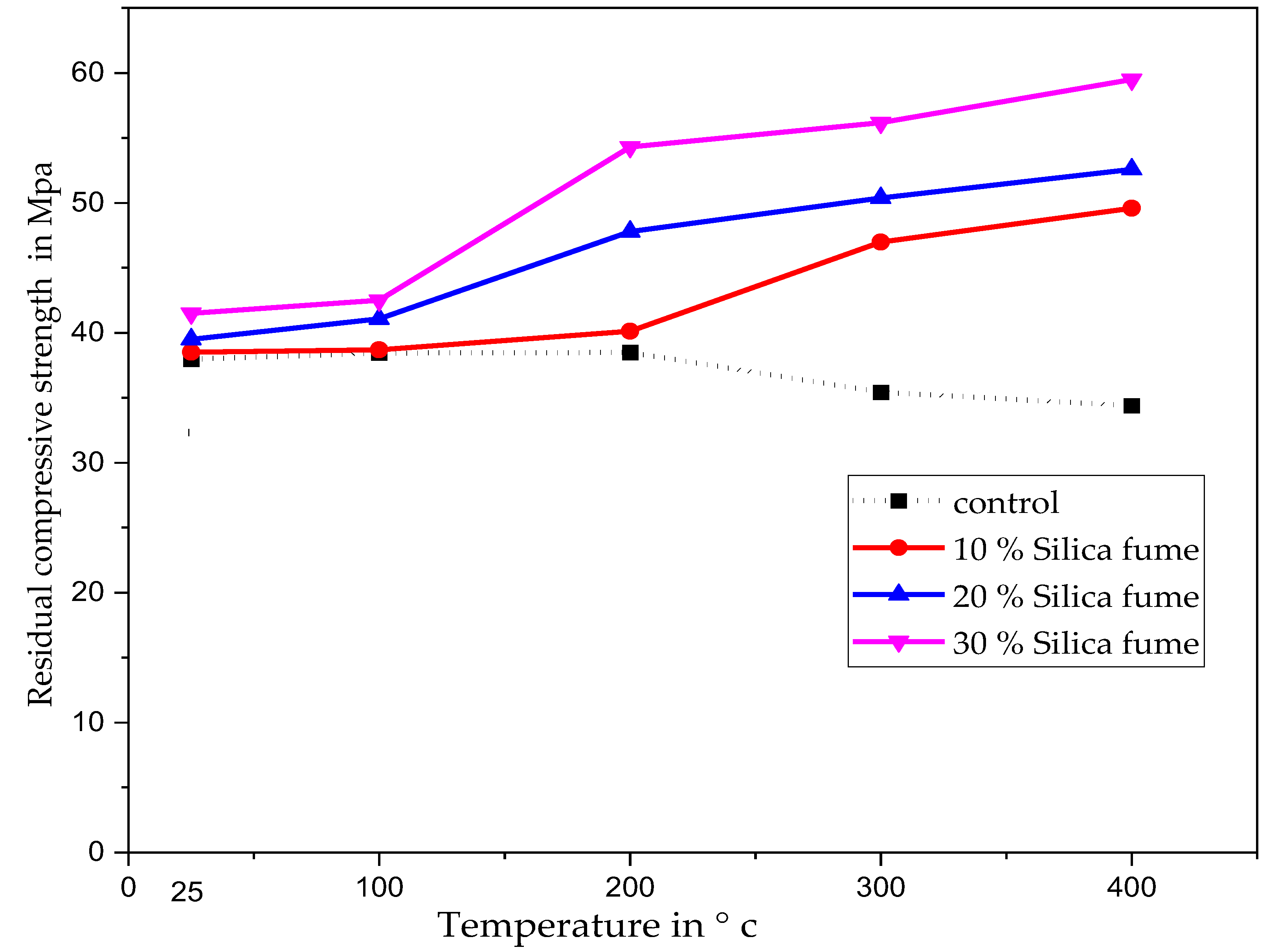
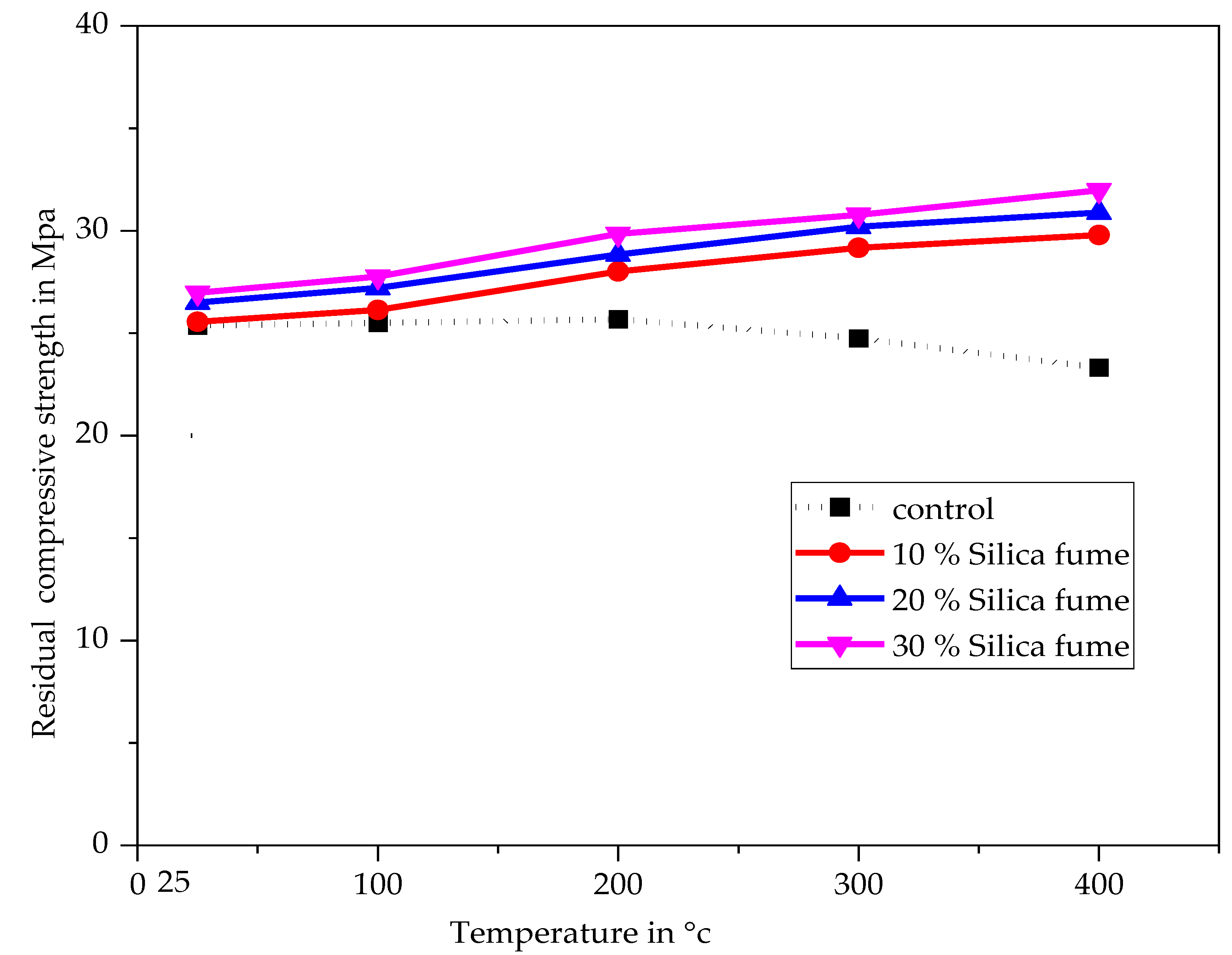
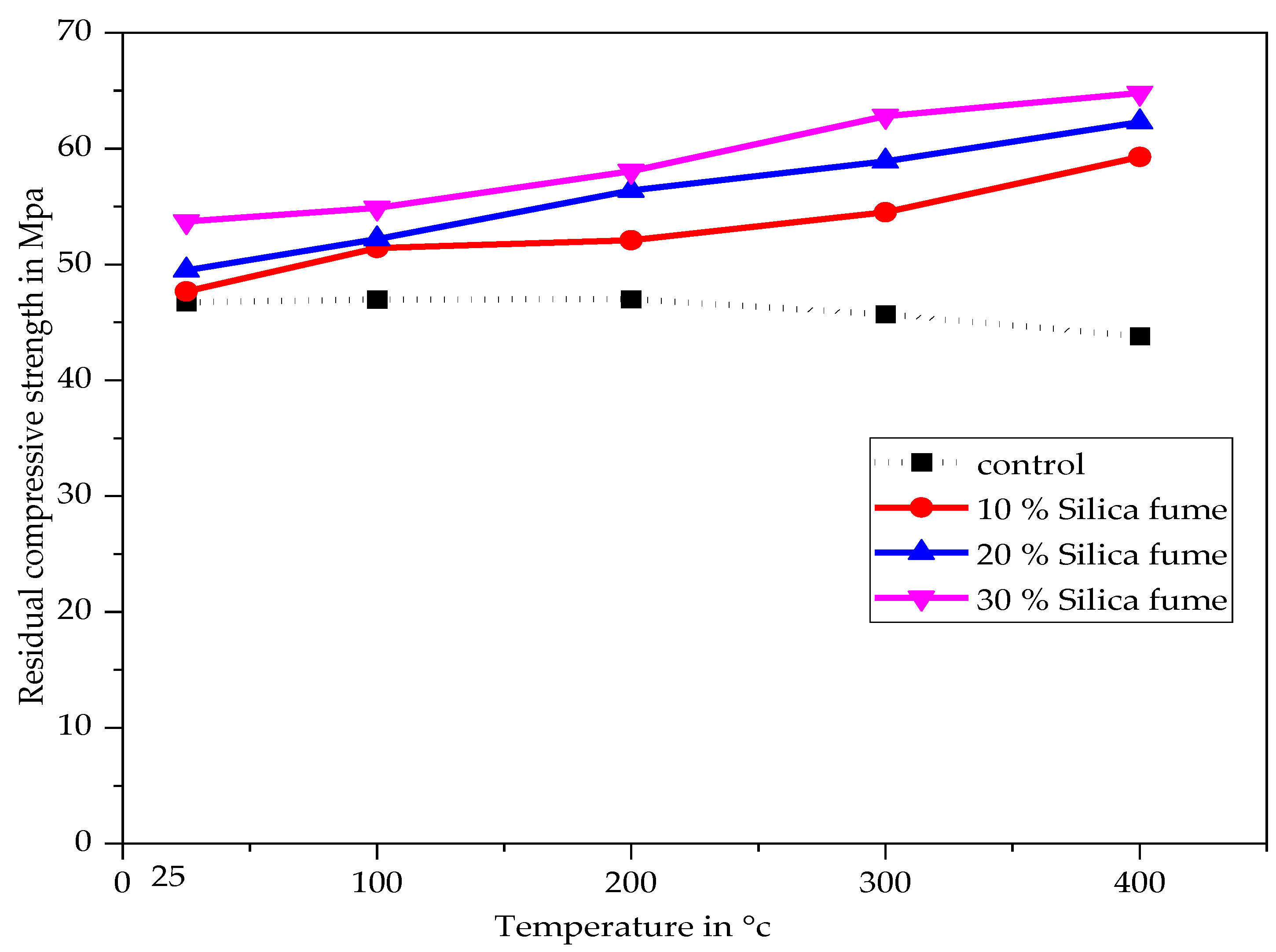
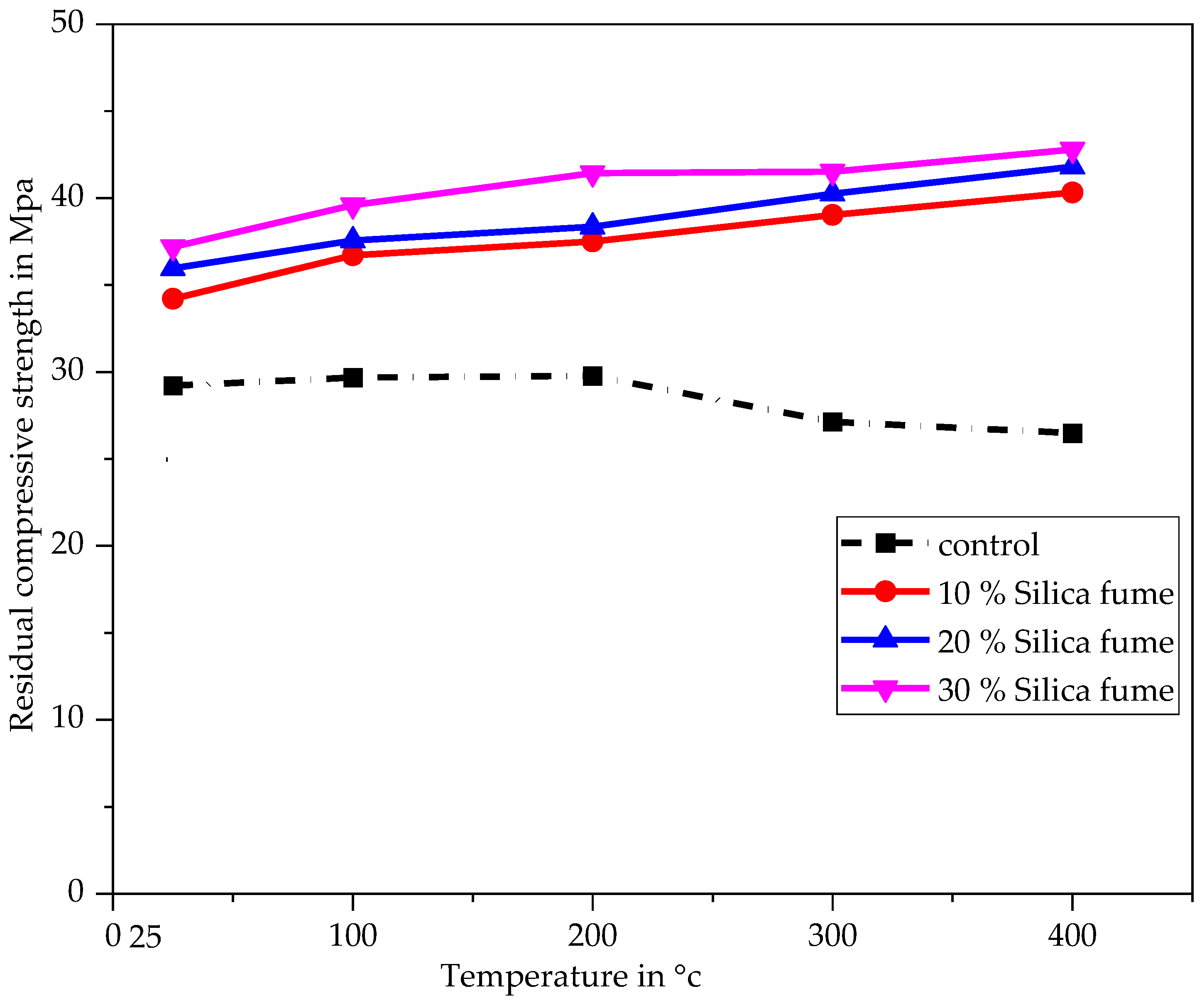
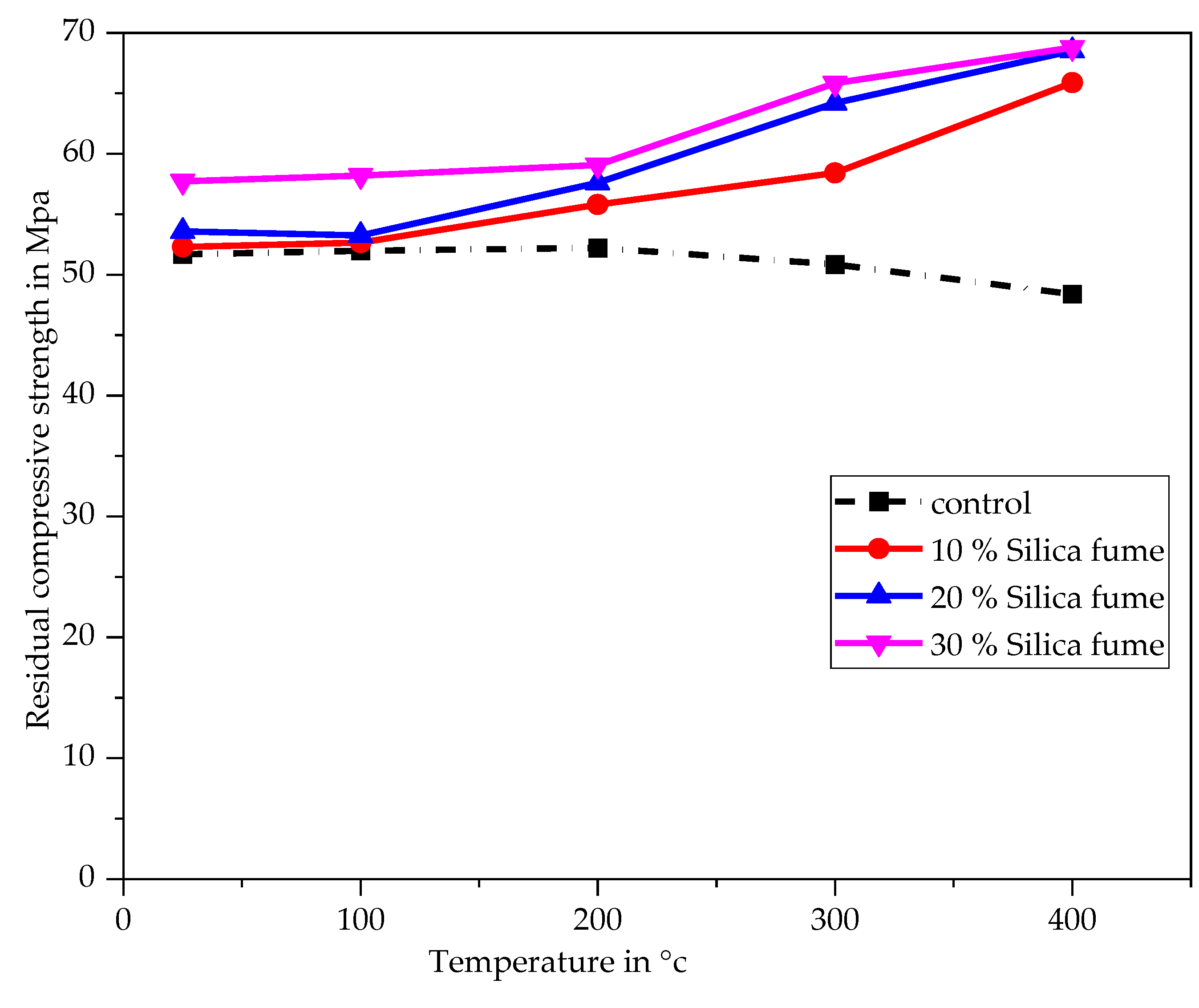
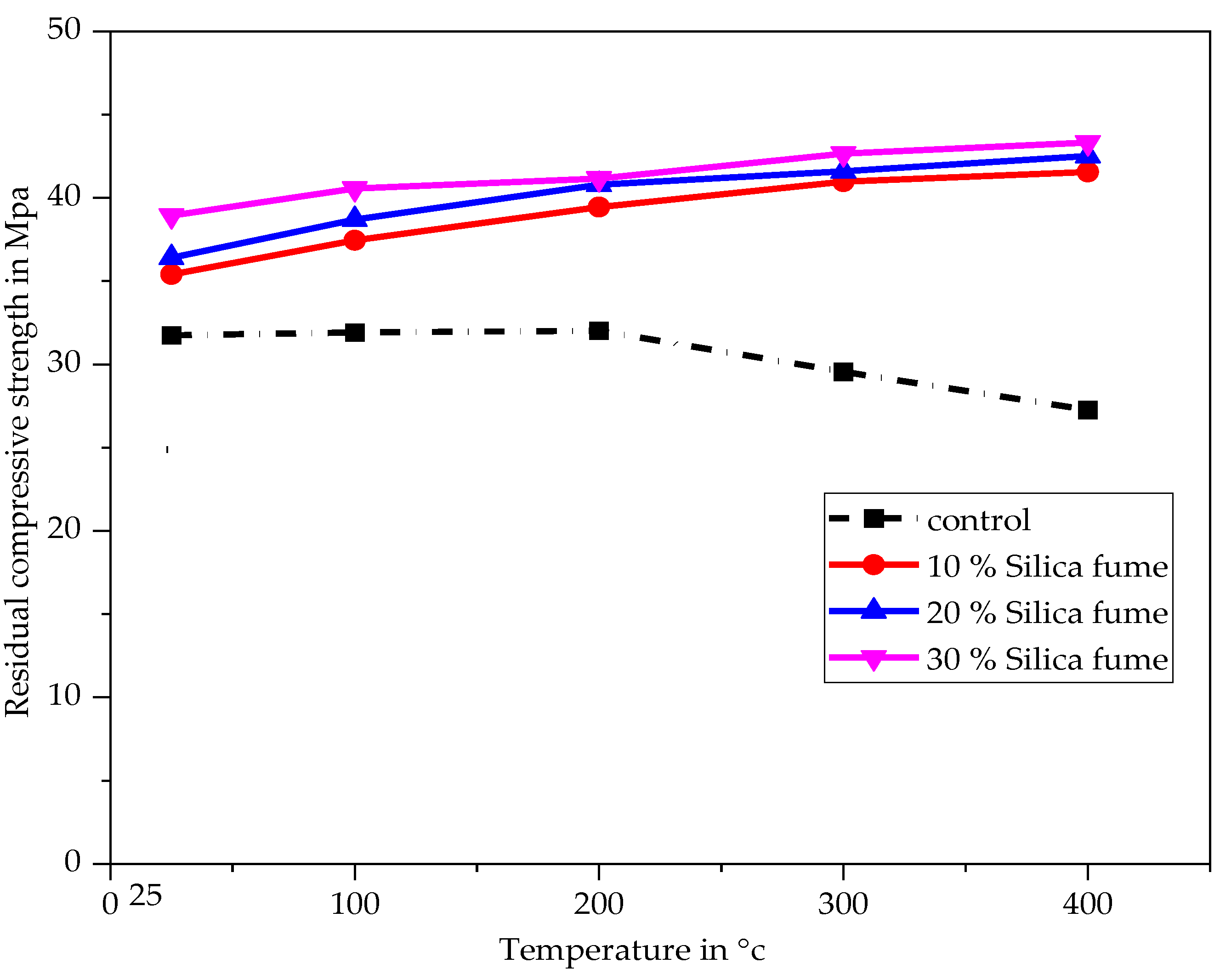
- Control cement paste and control mortar residual compressive strengths increase slightly with temperatures up to 200 °C, then decrease with temperatures up to 400 °C. At 400 °C, the strength loss was 11% for the control cement paste and 9.2% for the mortar control.
- Hardened cement and mortar made with 30% silica fume possess the highest compressive strength values at 25, 100, 200, 300, and 400 ℃.
- The inclusion of silica fume has a very positive effect on the strength of hardened cement paste and mortar at 25 ℃ and at different temperatures up to 400 ℃. That is due to the reaction between the calcium hydroxide from the cement hydration and the SiO2 from the silica fume leading to the formation of extra calcium silicate hydrates, which are responsible for the strength development of the materials.
- At 25 ℃, the estimated amount of C-S-H was 42.4% for cement control and 54.8% for cement with 30% silica fume. The resulting percentage increase was found to be 29.25.
- At 400 ℃, the estimated amount of C-S-H was 36.2% for cement control and 57.9% for cement with 30% silica fume. The resulting percentage increase was found to be 59.94.
- Silica fume cement pastes at 25 and 400 ℃ have a denser microstructure compared to the microstructure of control cement paste.
- The silica fume can be considered a sustainable material to prevent strength retrogression at elevated temperatures.
5. Recommendation
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Burrow, R.C.; Griswold, G.D.; Oland, C.B. Properties of Concrete at Elevated Temperatures. Desalination 1979, 2014, 429–432. [Google Scholar]
- Georgali, B.; Tsakiridis, P.E. Microstructure of fire-damaged concrete. A case study. Cem. Concr. Compos. 2005, 27, 255–259. [Google Scholar] [CrossRef]
- Chan, S.Y.N.; Peng, G.-F.; Chan, J.K.W. Comparison between high strength concrete and normal strength concrete subjected to high temperature. Mater. Struct. 1996, 29, 616–619. [Google Scholar] [CrossRef]
- Arioz, O. Effects of elevated temperatures on properties of concrete. Fire Saf. J. 2007, 42, 516–522. [Google Scholar] [CrossRef]
- Ma, Q.; Guo, R.; Zhao, Z.; Lin, Z.; He, K. Mechanical properties of concrete at high temperature—A review. Constr. Build. Mater. 2015, 93, 371–383. [Google Scholar] [CrossRef]
- Concrete, E.; Asbl, P.F. Sustainability, Copyright: European Concrete Platform ASBL, February 2009 Foreword Sustainability Lies at the Heart of Construction and Design. A Sustainable Approach of Construction Brings Lasting Environmental, Social and Economic Benefits to a Construction Project. Available online: https://mpaprecast.org/Publications/Sustainable-Benefits-of-Concrete-Structures.aspx (accessed on 19 April 2023).
- Tantawy, M.A. Effect of High Temperatures on the Microstructure of Cement Paste. J. Mater. Sci. Chem. Eng. 2017, 5, 33. [Google Scholar] [CrossRef]
- Beaudoin, J.; Odler, I. Hydration, Setting and Hardening of Portland Cement, 5th ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2019. [Google Scholar] [CrossRef]
- Vidal, A.V.; Araujo, R.G.; Freitas, J.C. Sustainable cement slurry using rice husk ash for high temperature oil well. J. Clean. Prod. 2018, 204, 292–297. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Capmas, A. Calcium Aluminate Cements. In Lea’s Chemistry of Cement and Concrete; Journal of the American Chemical Society: Washington, DC, USA, 2003; pp. 713–782. [Google Scholar] [CrossRef]
- Peng, G.-F.; Huang, Z.-S. Change in microstructure of hardened cement paste subjected to elevated temperatures. Constr. Build. Mater. 2008, 22, 593–599. [Google Scholar] [CrossRef]
- Jia, Z.; Chen, C.; Shi, J.; Zhang, Y.; Sun, Z.; Zhang, P. The microstructural change of C-S-H at elevated temperature in Portland cement/GGBFS blended system. Cem. Concr. Res. 2019, 123, 105773. [Google Scholar] [CrossRef]
- Phan, L.T. Effects of elevated temperature exposure on heating characteristics, spalling, and residual properties of high performance concrete. Mater. Struct. 2005, 34, 83–91. [Google Scholar] [CrossRef]
- Alarcon-Ruiz, L.; Platret, G.; Massieu, E.; Ehrlacher, A. The use of thermal analysis in assessing the effect of temperature on a cement paste. Cem. Concr. Res. 2005, 35, 609–613. [Google Scholar] [CrossRef]
- Khoury, G.A. Compressive strength of concrete at high temperatures: A reassessment. Mag. Concr. Res. 1992, 44, 291–309. [Google Scholar] [CrossRef]
- Zemri, C.; Bouiadjra, M.B. Comparison between physical–mechanical properties of mortar made with Portland cement (CEMI) and slag cement (CEMIII) subjected to elevated temperature. Case Stud. Constr. Mater. 2020, 12, e00339. [Google Scholar] [CrossRef]
- Lublóy, É.; Kopecskó, K.; Balázs, G.L.; Restás, Á.; Szilágyi, I.M. Impoved fire resistance by using Portland-pozzolana of Portland fly-ash cements. J. Therm. Anal. Calorim. 2017, 129, 925–936. [Google Scholar] [CrossRef]
- Sarshar, R.; Khoury, G.A. Material and environmental factors influencing the compressive strength of unsealed cement paste and concrete at high temperatures. Mag. Concr. Res. 1993, 45, 51–61. [Google Scholar] [CrossRef]
- Mindess, S. Resistance of Concrete to Destructive Agencies, 5th ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2019. [Google Scholar] [CrossRef]
- Grattan-Bellew, P.E. Microstructural investigation Portland cement concretes. Constr. Build. Mater. 1996, 10, 3–16. [Google Scholar] [CrossRef]
- Zhu, J. Prevent Cement Strength Retrogression under Ultra High Temperature. In Proceedings of the Abu Dhabi International Petroleum Exhibition & Conference, Abu Dhabi, UAE, 11–14 November 2019; pp. 11–14. [Google Scholar] [CrossRef]
- Mahmoud, A.A.; Elkatatny, S. The Effect of Silica Content on the Changes in the Mechanical Properties of Class G cement at High Temperature from Slurry to Set. In Proceedings of the 53rd U.S. Rock Mechanics/Geomechanics Symposium, New York NY, USA, 23–26 June 2019. [Google Scholar]
- Li, Q.H.; Yao, Y.; Sun, B.; Li, Z.J. Mechanism of effect of elevated temperature on compressive strength of cement mortar, Jianzhu Cailiao Xuebao. J. Build. Mater. 2008, 11, 699–703. [Google Scholar]
- Ibrahim, R.K.; Hamid, R.; Taha, M. Fire resistance of high-volume fly ash mortars with nanosilica addition. Constr. Build. Mater. 2012, 36, 779–786. [Google Scholar] [CrossRef]
- Ghazy, M. Performance of Blended Cement Mortars Incorporating Nano- Performance of Blended Cement Mortars Incorporating Nano-Metakaolin Particles at Elevated Temperatures. In Proceedings of the International Conference on Advances in Structural and Geotechnical Engineering, Hurghada, Egypt, 6–9 April 2015. [Google Scholar]
- Snellings, R.; Mertens, G.; Elsen, J. Supplementary Cementitious Materials. Rev. Miner. Geochem. 2012, 74, 211–278. [Google Scholar] [CrossRef]
- Ramzi, S.; Hajiloo, H. The Effects of Supplementary Cementitious Materials (SCMs) on the Residual Mechanical Properties of Concrete after Exposure to High Temperatures—Review. Buildings 2022, 13, 103. [Google Scholar] [CrossRef]
- De Belie, N.; Soutsos, M.; Gruyaert, E. Properties of Fresh and Hardened Concrete Containing Supplementary Cementitious Materials; State-of-the-Art Report of the RILEM Technical Committee 238-SCM, Working Group 4; Springer: New York, NY, USA, 2018. [Google Scholar] [CrossRef]
- Ahmad, J.; Abid, S.R.; Arbili, M.M.; Majdi, A.; Hakamy, A.; Deifalla, A.F. A Review on Sustainable Concrete with the Partially Substitutions of Silica Fume as a Cementitious Material. Sustainability 2022, 14, 12075. [Google Scholar] [CrossRef]
- Pachideh, G.; Gholhaki, M.; Moshtagh, A. On the post-heat performance of cement mortar containing silica fume or Granulated Blast- Furnace Slag. J. Build. Eng. 2019, 24, 100757. [Google Scholar] [CrossRef]
- Medina, N.F.; Barluenga, G.; Hernández-Olivares, F. Combined effect of Polypropylene fibers and Silica Fume to improve the durability of concrete with natural Pozzolans blended cement. Constr. Build. Mater. 2015, 96, 556–566. [Google Scholar] [CrossRef]
- Çakır, Ö.; Sofyanlı, Ö.Ö. Influence of silica fume on mechanical and physical properties of recycled aggregate concrete. HBRC J. 2014, 11, 157–166. [Google Scholar] [CrossRef]
- Saad, M.; Abo-El-Enein, S.; Hanna, G.; Kotkata, M. Effect of temperature on physical and mechanical properties of concrete containing silica fume. Cem. Concr. Res. 1996, 26, 669–675. [Google Scholar] [CrossRef]
- ASTM C1240; C1240—14 Standard Specification for Silica Fume Used in Cementitious Mixtures. Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2012; pp. 1–7.
- ASTM C778-13; Standard Specification for Sand. ASTM Standards: West Conshohocken, PA, USA, 2013; pp. 1–3.
- ASTM C109/109M-16a; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or Cube Specimens). Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2016; pp. 1–10.
- ASTM C143/C143M; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM Standards: West Conshohocken, PA, USA, 2015; pp. 1–4.
- ASTM C780; Standard Test Method for Preconstruction and Construction Evaluation of Mortars for Plain and Reinforced Unit Masonry. Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2012; pp. 1–18.
- ASTM C305; Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic Consistency. ASTMStandard: West Conshohocken, PA, USA, 2020; pp. 1–3.
- Hlavička, É.L.-V. Bond after fire. Constr. Build. Mater. 2017, 132, 210–218. [Google Scholar] [CrossRef]
- BS EN 196-3; Methods of testing cement. Determination of setting times and soundness (+A1:2008). British Standard Institute (BSI): London, UK, 2005.
- ASTM C618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use. Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2010; pp. 3–6.
- Morsy, M.S.; Shebl, S.S. Effect of silica fume and metakaoline pozzolana on the performance of blended cement pastes against fire. Ceramics-Silikáty 2007, 51, 40–44. [Google Scholar]
- ASTM C188-95; Standard Test Method for Density of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2003; Volume 95, pp. 1–2.
- ASTMC191-08; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2009; pp. 1–8.
- ASTM C1585-13; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic Cement Concretes. ASTM International: West Conshohocken, PA, USA, 2013; pp. 1–6.
- Index @ www.civilalliedgyan.com. n.d. Available online: https://www.civilalliedgyan.com/ (accessed on 19 April 2023).
- Abdalla, T.A.; Koteng, D.O.; Shitote, S.M.; Matallah, M. Mechanical and durability properties of concrete incorporating silica fume and a high volume of sugarcane bagasse ash. Results Eng. 2022, 16, 100666. [Google Scholar] [CrossRef]
- ASTM C128-07; Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Fine Aggregate. Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2017; pp. 1–5.
- ASTM C566-19; Standard Test Method for Total Evaporable Moisture Content of Aggregate by Drying. ASTM International: West Conshohocken, PA, USA, 2009; Volume 97, pp. 1–3.
- ASTM C117; Standard Test Method for Materials Finer Than 75-µm (No. 200) Sieve in Mineral Aggregates by Washing. ASTM International: West Conshohocken, PA, USA, 2017; pp. 1–3.
- C29/C29M-09; Standard Test Method for Bulk Density (“ Unit Weight ”) and Voids in Aggregate. ASTM International: West Conshohocken, PA, USA, 2009; pp. 1–5.
- ASTM C33/C33M—18; Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–11.
- Index @ www.vaultconcretetoilets.com. n.d. Available online: https://www.vaultconcretetoilets.com/ (accessed on 19 April 2023).
- Rao, G. Investigations on the performance of silica fume-incorporated cement pastes and mortars. Cem. Concr. Res. 2003, 33, 1765–1770. [Google Scholar] [CrossRef]
- Nadeem, A.; Memon, S.A.; Lo, T.Y. Mechanical performance, durability, qualitative and quantitative analysis of microstructure of fly ash and Metakaolin mortar at elevated temperatures. Constr. Build. Mater. 2013, 38, 338–347. [Google Scholar] [CrossRef]
- Bye, G.; Livesey, P.; Struble, L. Portland Cement, 3rd ed.; ICE Publishing: London, UK, 2011. [Google Scholar] [CrossRef]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Academic Press: Cambridge, MA, USA, 1997; Volume 20, p. 335. [Google Scholar]
- Xiao, J.; Li, Z.; Xie, Q.; Shen, L. Effect of strain rate on compressive behaviour of high-strength concrete after exposure to elevated temperatures. Fire Saf. J. 2016, 83, 25–37. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of silica fume in concrete: Review of hardened properties. Resour. Conserv. Recycl. 2011, 55, 923–932. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cement with Silica Fume | Material | Mortar with Silica Fume | |||||
|---|---|---|---|---|---|---|---|---|
| Cement (kg) | Silica Fume (kg) | Water (kg) | Cement (kg) | Silica Fume (kg) | Sand (kg) | Water (kg) | ||
| Control | 1600 | 0 | 480 | Control | 550 | 0 | 1513 | 330 |
| 10 SF | 1440 | 160 | 489 | 10 SF | 495 | 55 | 1513 | 496 |
| 20 SF | 1280 | 320 | 502 | 20 SF | 440 | 110 | 1513 | 502 |
| 30 SF | 1120 | 480 | 504 | 30 SF | 385 | 165 | 1513 | 504 |
| Compounds | OPC | Silica Fume |
|---|---|---|
| 26.666 | 98.089 | |
| 6.037 | 0.420 | |
| 2.296 | 0.155 | |
| CaO | 60.306 | 0.616 |
| MgO | 0.00 | 0.00 |
| S | 2.806 | 0.283 |
| O | 0.807 | 0.238 |
| Others | 1.082 | 0.199 |
| LOI | 4.48 | 4.30 |
| Property | OPC | Silica Fume | Standard |
|---|---|---|---|
| Specific gravity | 3.14 | 2.2 | ASTM C188-95 [44] |
| Normal consistency (%) | 34 | / | ASTM C187-04 [39] |
| Initial setting time (min) | 156 | / | ASTM C191-08 [45] |
| Final setting time (min) | 224 | / | ASTM C191-08 [45] |
| Moisture (%) | / | 0.5 | ASTM-C 1585 [46] |
| Property | Results | Standard |
|---|---|---|
| Specific gravity | 2.56 | ASTM C128-07 [49] |
| Loose density (kg/m3) | 1403 | ASTM C29-09 [52] |
| Bulk density (kg/m3) | 1512 | ASTM C29-09 [52] |
| Water absorption (%) | 2.81 | ASTM C128-07 [49] |
| Moisture content (%) | 3.4 | ASTM C566 [50] |
| Fineness modulus | 2.52 | ASTM C33 [53] |
| Silt content (%) | 5.3 | ASTM C117-04 [51] |
| Phase | Chemical Formula | Cement Paste (%) at 25 ℃ | Cement Paste with Silica Fume (%) at 25 ℃ |
|---|---|---|---|
| Belite | 24.9 | 34.6 | |
| Alite | 21.0 | 10.8 | |
| Portlandite | 2.7 | / | |
| Tobermorite | 31.4 | 31 | |
| Xonotlite | 11 | 23.8 | |
| Ettringite | 9.0 | / |
| Phase | Chemical Formula | Cement Paste Control (%) at 400 ℃ | Cement Paste with Silica Fume (%) at 400 ℃ |
|---|---|---|---|
| Belite | 25.5 | 21.2 | |
| Alite | 22.1 | 20.8 | |
| Calcium oxide | 16.1 | / | |
| Tobermorite | 36.2 | 39.6 | |
| Xonotlite | / | 18.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nkanpa Moffo, N.D.; Mwero, J.; Gariy, Z.A. Performance of Silica Fume on Preventing Strength Retrogression in Hardened Cement Paste and Mortar at Elevated Temperatures. Buildings 2023, 13, 1301. https://doi.org/10.3390/buildings13051301
Nkanpa Moffo ND, Mwero J, Gariy ZA. Performance of Silica Fume on Preventing Strength Retrogression in Hardened Cement Paste and Mortar at Elevated Temperatures. Buildings. 2023; 13(5):1301. https://doi.org/10.3390/buildings13051301
Chicago/Turabian StyleNkanpa Moffo, Ngaelle Dorivice, John Mwero, and Zachary A. Gariy. 2023. "Performance of Silica Fume on Preventing Strength Retrogression in Hardened Cement Paste and Mortar at Elevated Temperatures" Buildings 13, no. 5: 1301. https://doi.org/10.3390/buildings13051301
APA StyleNkanpa Moffo, N. D., Mwero, J., & Gariy, Z. A. (2023). Performance of Silica Fume on Preventing Strength Retrogression in Hardened Cement Paste and Mortar at Elevated Temperatures. Buildings, 13(5), 1301. https://doi.org/10.3390/buildings13051301