2. System Design Codes
To simplify design processes, building standards agencies have thus developed and issued wastewater system design codes (e.g. [
18,
19,
20,
21]). These codes contain design procedures which may be summarized according in
Figure 2. The engineer supplies key building data (building height, number of floors, etc.), key appliance data (types of appliances and usage patterns of appliances) and preferences regarding the vent system configuration. These inputs are used to establish diameters and slopes for the branches, the stack, the vent line, the drain at the base of the stack and specifications for air admittance valves, through various design rules and look-up tables.
The two primary outputs from this design process are the diameters of the vertical stack and the diameter of the parallel vent line. Focusing on these components, all codes referenced in this article have a set of five general characteristics. These characteristics are:
Design is performed based upon a nominated maximum water flowrate (i.e., a ‘design flowrate’ ).
If a design flowrate is input, stack and vent diameters will be output (i.e., stack and vent diameter solutions are guaranteed).
Stack and vent diameters increase monotonically with ‘stack loading’ (i.e., numbers of appliances which are connected to the stack).
Stack and vent size diameters increase weakly with ‘stack loading’ (i.e., small increases in pipe sizes require much larger increases in stack loading).
Design solutions are assumed to be valid for all flowrates below design flowrate (i.e., stack and vent diameters are valid for ).
These shared characteristics of design codes are illustrated as a set
C which is shown in
Figure 3a. Increases in ‘stack loading’ generally correspond to increases in the number of appliances connected to each branch of the stack and increases in overall building height. While these characteristics are apparent from a casual inspection of Refs. [
18,
19,
20,
21], the methodologies used to establish recommended diameters for the stack and vent lines are unclear.
2.1. A Process Analogy
A useful insight into the design methodology may be gained by considering the wastewater system as a form of a multi-phase flow transport system. Examples of such systems include hydrocarbon transport pipelines, nuclear plants, parabolic trough solar devices, and refrigeration devices. In such systems, gas phase feed stream(s) are commingled with a liquid (and/or solid) phase stream(s), sometimes in a controlled manner and sometimes in an uncontrolled manner. This commingling is performed either to transport fluids though an inaccessible environment (to a location where separation and processing is possible), or to promote interaction between fluids (i.e., to encourage heat transfer or chemical reactions).
Multiphase flow transport systems generally have constraints imposed upon their range of operating conditions (‘operating envelopes’). To operate smoothly and efficiently, these systems tend to require that:
The liquid phase feed stream is reasonably steady;
The vapor phase feed stream is reasonably steady;
The vapor phase feed stream is adequately large;
The system pressure is regulated, i.e., the system operates within a narrow and tolerable pressure band.
The impact of these requirements is schematically illustrated in
Figure 3b. The ‘performance envelope’ of a system where performance is acceptable (space ‘
P’) becomes much smaller than the space of all operating conditions (the ‘operating envelope space’ ‘
O’). Note that the four performance criteria shown in
Figure 3b have a considerable overlap; that is to say, the criteria are closely interlinked. Thus, the joint probability of all performance criteria being satisfied may be defined by expressions:
Whereas their joint probability of performance criteria not being satisfied is defined by expressions:
To put Equation (2) into words: if any one of the performance criteria (a), (b), (c) or (d) is not satisfied, it is likely that all four criteria will not be satisfied.
The areas of the four performance regions shown in
Figure 3, and the area of the overlap region
P shown in
Figure 3, are generally sensitive to the size of the pipeline which transports the flowing fluid mixture. It follows from this statement that design engineers will generally try to select the pipeline size for the system which maximizes the size of the overlap region
P at the lowest overall cost.
Implications for High-Rise Drainage Systems
It is appropriate to consider high-rise wastewater systems to consider as a form of multiphase flow transport system. These systems admit air and water (and also solids) from appliances in a manner which is uncontrolled, and transport the flow mixture to ground level while attempting to satisfying the performance criteria described above. More formally, these systems must admit flows and remove and dissipate the potential energy which is associated with these flows without converting this potential energy to more disruptive forms of energy.
The discussions above thus imply that the performance of wastewater stacks is linked to the stability of flows of fluids within the system. Moreover, an acceptable flow of the vapour phase in the system (which is in this case air) is also linked to the stability of the pressure within the system. These links can be demonstrated with the aid of
Figure 4 and
Figure 5.
Figure 4 shows a typical ‘flow pattern map’ for vertical, downward air–water flow in circular pipes derived from experimental testing (based loosely on [
25]). The normalised velocities which form the axes of this graph are related to phase flowrates by relations
=
and
=
. It is apparent that a low air flow encourages the flow of fluids in the pipe as an intermittent ’churn type’ flow, as opposed to an ‘annular flow’.
Figure 4 which follows qualitatively illustrates the pressure gradient behaviour for the churn–annular flow transition, [
26] (Pressure gradient data for a vertically downward flow are not currently available; however the data shown in
Figure 5 illustrate the effect of the transition from intermittent flow to annular flow in an upward flow). This figure suggests that this transition to an intermittent flow from an annular flow causes the system pressure to become highly unstable. Collectively, the two figures suggest that if criterion (
c) defined above is not satisfied (i.e., if there is low air flow), criteria (
a), (
b) and (
d) are also unlikely to be satisfied (i.e., there will be likely be unsteady air flow, unsteady water flow and an unsteady system pressure).
2.2. A Conditional Methodology
The arguments presented so far allow a conditional methodology for the sizing of the vertical stack and vent line components to be proposed. This methodology assumes, as a precondition, that appropriate action is taken to stabilise the water flow and the air flow within the stack (
and
). This precondition constrains the system within the operating space
shown in
Figure 3. Provided
is satisfied, the selection of stack and vent line diameters which constrain the system within space
automatically place the system within the space
, and hence place the system within the optimum performance region
shown. Thus, the following design methodology statement
can be proposed:
where
is a nominated demand air flowrate (i.e., a minimum tolerable air flowrate within the stack) and
is a nominated tolerable pressure excursion (i.e., maximum tolerable value for the pressure excursion
). Note that the statement
requires the specification maximum water flowrate for the system, i.e., a ‘design flowrate’, which shall be denoted as
.
It is apparent from
Figure 3 that parameter
(the minimum air flowrate required to avoid an intermittent flow and to ensure the system operates with an annular flow regime) increases as a function of the water flowrate
. This dependency suggests that a simpler design methodology statement can be written by considering the air–water flowrate parameter
in place of parameter
. Thus, a revised methodology statement
is:
where
is a nominated minimum tolerable air flowrate ratio (a ‘demand’ ratio),
is the minimum achievable air–water flowrate ratio for all possible scenarios of flow in the system (
,
) and
is a maximum observed pressure excursion for all possible scenarios of flow in the system (
,
). The need to select the smallest diameters possible is an economic decision, driven by piping material costs and space constraints.
2.2.1. Implementation
This design methodology lends itself naturally to implementation using steady-state hydraulic modelling techniques. Two such modelling approaches will be presented in
Section 3 and
Section 4 which follow. The first of these procedures is a relatively simple ’explicit approach’ in which the diameters are directly calculated, whereas the second approach is a more sophisticated ‘implicit approach’ where diameters are indirectly derived with the aid of a hydraulic model. Both these procedures are transparent and they integrate the supply of air to the stack and the most extreme pressure within the stack into calculations in a way which is not evident from a consultation of design codes. The two methods are compared in
Section 5; the underlying pre-condition
that there must be stable flows of air and water within the system is then revisited in
Section 6.
2.2.2. A Note on ‘Fixture Units’ and ‘Fixture Unit Density’
The layouts of floors and locations and the types of appliances connected to a stack tend to vary with floor height in high-rise buildings. While these effects are accounted for in most standard design code procedures, it is convenient for the purposes of this study to assume uniform floor layouts so that the simplifying concept of a ‘fixture unit density’ can be introduced. If appliances (or, equivalently, groups of appliances) of one single type are connected to a stack of height
at regular vertical intervals it follows that:
where
is the total number of appliances in the building,
is its total number of fixture units,
is the building ‘appliance density’ (appliances m
−1) and
is the building ‘fixture unit density’ (fixture units m
−1). The fixture unit approach has its origins in probability theory that is outlined in [
27]. This approach provides a simple means of relating the flow characteristics of appliances, with calculated ratings such as are shown in
Table 1, to an average maximum discharge flowrate.
While the ‘fixture unit density approach’ is simplistic it enables the two different methodologies for sizing the stack and the vent lines now presented to be described and analysed in the simplest manner possible.
3. An Explicit Design Approach
The first methodology which will be proposed is an ‘explicit approach’ for the calculation of stack and vent line diameters. In this approach a group of ten input parameters are used to calculate two output parameters, as shown in
Figure 6. The inputs are grouped into pairs of ‘loading parameters’ (the stack height
and a fixture unit density
), ‘operating parameters’ (an air–water flowrate ratio
and a stack suction pressure
), and ‘vent line parameters’ (vent line air flowrate fraction
and vent line delivery distance
). The model also requires four empirical constants (two ‘appliance usage’ parameters
and
and two parameters which characterize an annular flow,
and
). These inputs are used to evaluate five intermediate variables (
,
,
,
, and
), and the stack and vent line diameters (
and
).
The calculation procedure consists of seven steps: the calculation of the five intermediate variables and then the calculation of the output sizes and . Details are as follows:
Step 1. Calculate a maximum water flowrate,
(i.e., a design flowrate) using the loading parameters
and
. and a fixture unit method of the form described in [
27]. According to this method, the design flowrate is defined as:
where the parameters
and
represent characteristics of the discharge appliances and the product
represents the total number of fixture units connected to the stack, as defined by Equation (1) above. Typical values for the parameters
and
are proposed in [
28].
Step 2. Calculate a supply air flowrate, based on the design flowrate,
and an air–water flowrate ratio,
:
The flowrate
is the minimum necessary airflow which is required to ensure a stable operation of the system.
Step 3. Calculate a slip ratio for the air–water flowing mixture,
. This slip ratio is defined as a ratio of in situ phase flowing velocities
=
, and is defined by:
where
is the air–water flowrate supply ratio, and where
and
are the slip ratio correlation parameters. Representative values for these parameters, which are valid on condition that there is a steady-state annular flow in the stack, can be obtained from consultation of [
5,
29].
Step 4. Calculate a maximum acceptable water cross-section fraction for the air–water flow,
. This maximum water fraction is derived from the expression:
in which the parameters
and
are defined as:
and where
is the air cross-section fraction, defined as
= 1
.
Step 5. Calculate a stack diameter,
, using the parameters
and
obtained in Steps 1 and 4. This diameter is given by:
Equation (11) is based upon a balance of forces within an element of water film adopting an annular flow geometry, as discussed in [
28]. In applying this balance, several significant assumptions are made regarding the turbulence of the annular flow within the stack.
Step 6. Calculate the air flowrate which is supplied to the stack through the vent line system, according to:
where
is the fraction of the air flow supplied through the vent line. It is assumed that air which is not supplied from the vent line is drawn in through the stack inlet. Thus, it is equivalently possible to define a stack supply fraction,
, such that air flowrate supplied to the stack through the stack inlet is given by
. Note that
= 0 if
= 0; this setting for parameter
corresponds to a single-stack design where there is no vent line.
Step 7. Calculate a vent line diameter,
, based on the vent line supply flowrate
. This diameter is estimated using Darcy’s equation:
where
is the distance over which ventilating air supplied from the vent line inlet requires to be transported, and
is a nominated suction pressure in the stack at the point of delivery (
for
< 0 mm H
2Og). This parameter
can typically be related to the depth of water in a standard trap seal (discussed in e.g., [
28,
30]).
This explicit approach shares two features with the standard industry design code approaches which are schematically illustrated in
Figure 2. Firstly, a design solution is always guaranteed (the nature of the empirical correlations defined above is that any set of input values will always yield meaningful output). Secondly the design is conducted on the basis that there is a maximum flowrate (a design flowrate
=
) and it is assumed that the system performs acceptably for all
<
. In contrast to
Figure 2, however, the airflow in the stack and the pressure within the stack have been integrated into the design procedure.
3.1. Procedure Features
The six variable input parameters which are defined in
Figure 3 may be compiled to form an input vector
= [
,
,
,
,
,
] and the two outputs may be compiled to form the output vector
= [
,
]. The nature of the equations employed in the approach means that the entries for the derivative matrix
/
have properties which are shown in
Table 2. Most of the entries in this matrix have a definitive positive or negative polarity. The stack diameter
is sensitive to the loading parameters,
and
and the air-water ratio,
. The vent diameter
is, on the other hand, sensitive to all six entries in
.
The information contained in
Table 2 allows several important features of the model to be identified. Firstly, it is observed that the model outputs increase monotonically with the loading parameters
and
. Since the water flowrate
is proportional to
and to
(Equation (2)), it follows that:
which is to say that the model output
increases monotonically with the nominated design flowrate
. Note, however, that the design flowrate
is merely the largest of a range of water flowrates that the system is required to handle. Evidently, smaller sizes would be preferable according to the procedure, were the system to be operated below its nominated design flowrate (
<
). Thus, these monotonic trends infer that model output
contains the largest entries of a set of preferable component sizes.
This observation raises a subtle, but important, point. Methodology statement
stipulates that component sizes should be as small as possible (
Section 2.2). In order for the entries of
to satisfy this requirement, an argument external to the procedure shown in
Figure 6 must be applied. An appropriate argument is to assume that undersized pipes which are handling large discharge flowrates will always lead to poorer system performance than oversized pipes which handle low discharge flowrates. While this statement may appear obvious it is not connected to the procedure shown in
Figure 6 in any way, nor it is explicitly stated within design codes. Nevertheless this preferential logic requires to be applied in order to be able to consider the model outputs
and
as minimum pipe sizes.
The entries within the third and fourth columns of
Table 2 indicate, additionally, that outputs
and
will be the smallest sizes possible, if the input parameter
is as small as possible and the input parameter
is as large as possible. Thus, to satisfy statement
, these parameters should be set to the limiting values defined in
Section 2.2 above, which are namely:
where
is the ‘minimum tolerable flowrate ratio’ and
is the ‘maximum tolerable stack pressure excursion’. The modelling approach is thus compatible with the general observations illustrated within
Figure 4 and
Figure 5. Note that suitable values require to be nominated for parameters
and
, but are not presented here. In nominating these suitable values, it is assumed that the supply of air to the stack always meets a nominated minimum air demand and that pressure extremes in the stack are always avoided. These are critical assumptions, but are unproven.
Finally, a substitution of Equations (7) and (9) into the Equations (11) and (13) yields the following relationships between the loading parameters
and
and output component sizes
and
:
in which
,
,
and
are constants and the exponents
,
,
and
are functions of the input parameter
.
Table 3 summarizes the relationships between exponent
,
,
and
and
, and illustrates representative values for the exponents based on the constant value
= 0.5 proposed in [
28]. These representative values are all positive but are also all less than unity, indicating that output component sizes have only a weak dependency upon the input loading parameters
and
. This weakly dependent behaviour is ultimately attributed to the turbulence models which are used to model the flows in the wet and dry part of the stack, as reflected in the use of Equations (7) and (9).
3.2. Approach Summary
The explicit approach is a straightforward calculation process which shares many of the three characteristic features of design codes which are illustrated in
Figure 3a. The model provides guaranteed output solutions which increase monotonically and weakly with a pair of input loading parameters
and
. However, this approach requires a large number of input parameters to be specified (
,
,
,
,
,
,
,
) and makes a relatively large number of assumptions. These assumptions are as follows:
The fixture unit method as defined by Equation (4) provides a reliable estimate of the design flowrate .
There is fully developed, steady-state, droplet-free annular downflow within the stack, such that Equation (9) can be applied.
The supply of air through the stack meets the stipulated necessary minimum demand, and pressure excursions within the stack remain below the maximum tolerable level ( and ).
Influences that system geometry have upon system performance (e.g., the sizes and orientations of branches, discharge junctions, and the base horizontal drain) can be captured through the remaining model input parameters ().
There is particular concern that these assumptions will cause the model to lose reliability as fixture unit density, stack height, and stack diameter increase. Thus, an alternative design approach in which these critical assumptions can be bypassed is now described.
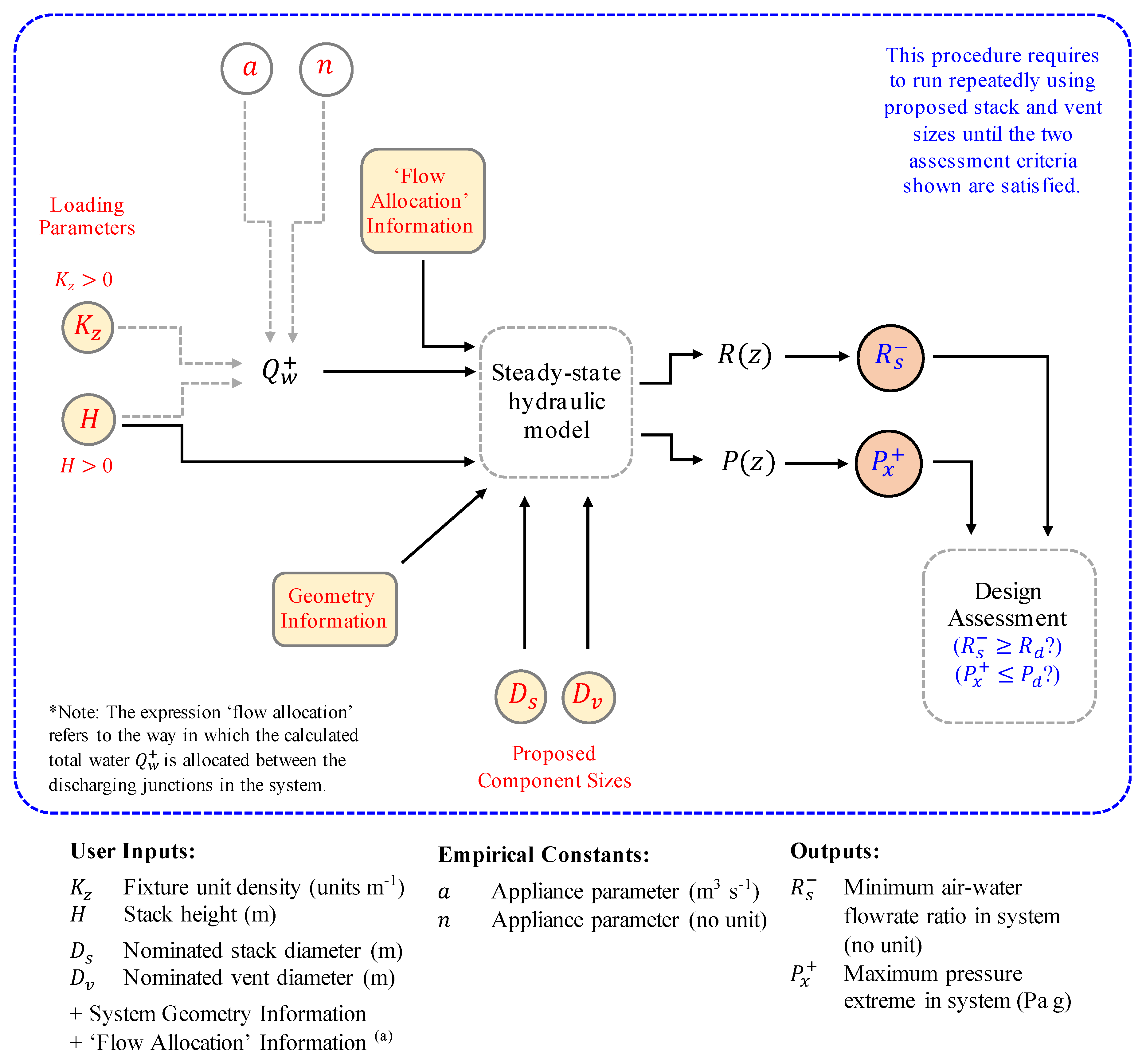
4. An Implicit Design Approach
An alternative approach to sizing the stack and vent lines components is an implicit approach, which is illustrated within
Figure 5. In this implicit approach, a set of four parametric inputs (the two loading parameters
and
, and candidate stack and vent diameters
and
), two input constants (
and
) and two sets of input data that define the geometry of the system and the ‘discharge configuration’ (i.e., the feed of discharge water is delivered to the stack via the appliance branches) are fed into a steady-state hydraulic model. This model is used to calculate two output parameters: a minimum air-to-water flowrate ratio,
, and a maximum system pressure excursion,
.
To establish stack and vent diameters, the implicit approach must be run iteratively using trail values for the stack diameter and vent diameter, until the outputs and satisfy suitably chosen design criteria. Each iteration cycle consists of four steps, which are as follows:
Step 1. Calculate a design flowrate
, using the fixture unit method employed in the explicit approach; that is to say, via equation:
where the constants
and
reflect appliance loadings and typically adopt values of the order of 0.5 (Step 1 may be bypassed by directly supplying a design flowrate
as input to the hydraulic model, as indicated in
Figure 7. In this case, the stack height
and the design flowrate
become independent variables).
Step 2. Calculate the steady-state flowrate ratio profile in the stack, , and a steady-state pressure profile within the stack, , using the calculated design flowrate, the system geometry, and by implementing a steady-state flow hydraulic model. This model is described in further detail below.
Step 3. Extract summary data from the flowrate ratio profiles and pressure profiles, according to the formulae:
Typically, the limit value is obtained at the base of the stack (where the discharge water flowrate has its maximum value), whereas the limit value is obtained downstream of active junctions (where there will be significant suction pressure, due to junction losses).
Step 4. Assess the design by comparing the summary output parameters
and
against the design criteria. Based on discussions above, it is proposed for acceptable performance that it is necessary that:
i.e., the calculated air-to-water flowrate ratio should exceed a minimum demand ratio, and the maximum pressure deviation should remain below the minimum tolerable demand for pressure excursion.
The implicit approach is fundamentally different to the design code approaches illustrated in
Figure 2 and the explicit approach illustrated in
Figure 4. Firstly, there is no guarantee that a design solution is to be found, for any given set of inputs. There is also no guarantee that the ‘maximum discharge flow case’ is necessarily a design case: it is possible for a system to fail the assessment process when operated below the design flowrate. Finally, it is not necessarily true that selected component sizes increase monotonically with the loading parameters
and
. In these respects, the implicit approach is more conservative than the explicit approach; however, the trade-off is that the hydraulic model forming the core of the procedure must be physically accurate. This model is required to predict behaviour of vertical, downwards annular flow within the stack. The key features of this model are now described.
4.1. Steady-State Hydraulic Model
The steady-state hydraulic model which can be implemented within
Figure 4 has been presented and discussed in [
13]. This model makes use of pressure gradient functions for vertical, downward air–water annular flow to derive a pressure profile within the stack and to establish air flowrates in the branches according to a procedure which is now outlined.
The principle of the model can be most easily described by considering a ‘single-stack’ system (i.e., a stack without a parallel vent line). Such a system has a single inlet pressure boundary and a single outlet pressure boundary (a roof inlet and an outlet to the sewer network). When a steady flow of water is discharged into this stack, air is drawn into it at a steady rate, and is drawn through the stack with a uniform flow profile. This system is required to satisfy the constraint:
where the parameter
is the hydraulic pressure gradient (having units Pa m
−1). This parameter
is a function of the normalised velocities
and
, the vertical elevation
, and, critically, the stack diameter
. The parameter
is also a function of the stack geometry, and changes particularly rapidly in the vicinity of junctions where water is being discharged into the stack (e.g., [
31,
32]).
A more complicated balance exists for a vented stack system. A vented stack system as shown in
Figure 1 delivers air drawn through the top of the vent line to the stack at multiple locations. Denoting the total number of cross-vents in this design as
, there are
possible paths along which air can flow between the inlets and the outlet and
characteristic air velocities in the system (one air velocity for the stack inlet, and
air velocities which are added to these velocities at each cross-vent). There are thus
+ 1 ways to write equations analogous to Equation (20) applied along a path between an inlet point and the stack base. It is convenient to denote these equations using notation
(
= {0, …
+ 1}), such that:
Within Equation (21) the pressure gradient is a function of air velocities (velocity representing the air drawn in through the top of the stack and air velocities for air drawn in through the cross-vents), the water velocity , the stack diameter , and the vent line diameter . Equation (21) is thus a system of + 1 equations for + 1 unknowns.
4.2. Solution Procedure
As Equation (21) is a system of non-linear equations it must be solved iteratively, using numerical techniques. These techniques require the pressure gradient function to be accurately defined in all regions of the system (particularly within the region of the system where pressure changes rapidly: i.e., at active discharging junctions, at active cross-vents and at the stack base). Moreover, the non-linear nature of the equations means that no solutions, one solution or several feasible solutions for air velocities and pressure profiles may be returned. If several solutions are returned, a ‘best judgement’ must be applied to determine which solution is most appropriate. Typically, the most appropriate solution is the most conservative solution: i.e., the solution resulting in the lowest values for the ratio and highest values for the system pressure .
4.3. Method Summary
The implicit approach is a relatively complicated approach to component sizing that is fundamentally different to the explicit approach described in
Section 4 and the design codes approaches as represented within
Figure 3a. A design solution is not guaranteed; the method does not ‘design for maximum flow’, and the model output is not necessarily monotonic with appliance loading. However, the implicit approach addresses the following inherent limitations of the explicit approach:
Air supply is not automatically assumed to meet air demand;
Stack pressure is not automatically assumed to be adequately regulated;
Adjustments to system geometry can be directly handled rather than being indirectly handled through the adjustment of model parameters.
The trade-off is increased model complexity, and increased difficulty in model implementation: a potentially large number of flow configurations have to be investigated, with decisions required to be made about how flow is to be allocated within the junctions of the system, to arrive at a design solution.
6. Key Design Premise Revisited
The design approaches described in
Section 3 and
Section 4 are based upon a precondition of ‘flow stability’ (premise
and
as defined in
Section 2.2). This precondition requires to be satisfied so that systems operate within the ‘optimum performance region’
illustrated in
Figure 3. Wastewater stacks generally, however, must process fluids which are discharged in an uncontrolled manner. This inability to control the supply water to the stack places the validity of premise
in doubt, and it is appropriate to conclude this article by exploring this issue in closer detail. We propose that the physical geometry of wastewater stacks tends to promote compliance with premise
but also tends, temporarily, to cause significant violations of premise
.
6.1. Stabilising Effect upon Water Flow
Appliances which are discharged randomly into a wastewater stack tend to have ‘sharply defined’ water flowrate discharge profiles at their outlets as shown, for example, in
Figure 7 (data for a typical WC appliance, discussed in [
33]). This fact would, upon first consideration, suggest that water flow within the stack is highly variable, such that the stability premise
cannot normally be satisfied. However,
applies to the stack and not to the branches; and the effect of the appliance branches and the stack itself is to stabilize water flow within the stack, as shown schematically in
Figure 8 and
Figure 9. These figures demonstrate that:
Frictional resistances of the branches which connect appliances to the stack have a diffusive effect upon single-flush discharge profiles that increases as branch length increases (
Figure 8);
The commingling of multiple, randomly operated appliance discharges in the stack tends to cause a relative stabilisation of water flowrate (
Figure 9);
The frictional resistance of the stack wall also has a diffusive effect that tends to mitigate sudden changes in water flowrate (
Figure 9).
Figure 8.
An example of flow attenuation within a horizontal branch downstream of a flushing WC appliance, as modelled using proprietary DRAINET software (developed by Heriot-Watt University).
Figure 8.
An example of flow attenuation within a horizontal branch downstream of a flushing WC appliance, as modelled using proprietary DRAINET software (developed by Heriot-Watt University).
Figure 9.
The stabilising effect of increasing numbers of discharge appliances upon the normalised water flowrate within a stack
, where
is the mean water flowrate for
appliances. The calculation is based on appliances having a mean duration between discharges of 300 s and a flush profile at the end of the discharge branch, as shown in
Figure 8. The effect of flow diffusion in the stack (red line) is schematically illustrated only.
Figure 9.
The stabilising effect of increasing numbers of discharge appliances upon the normalised water flowrate within a stack
, where
is the mean water flowrate for
appliances. The calculation is based on appliances having a mean duration between discharges of 300 s and a flush profile at the end of the discharge branch, as shown in
Figure 8. The effect of flow diffusion in the stack (red line) is schematically illustrated only.
The net result is that discharges which occur randomly and which have sharply defined profiles (
Figure 8) transform into a relatively stable water flowrate profile at the stack base (
Figure 9). The physical geometry of the system has a significant bearing on this outcome; it is the large length-to-diameter ratio of the branches and the stack itself which steady the water flowrate. When the stack water flowrate is relatively stable it follows from joint probability relationships (Equations (1) and (2)) that the stack air flowrate is also likely to be stable. Thus a system which contains relatively long and thin appliance branches and a relatively long and thin stack has a natural ability to steady the water flow and to steady the air flow.
6.2. Vulnerability to Air Flow Instabilities
The large length-to-diameter ratio of the stack has, however, another important and undesirable consequence. This large ratio makes tall stacks susceptible to ‘upset events’ in which pipe blockages cause brief, but severe, interruptions to air supply. There are a wide range of possible causes of these upset events, and these causes are well documented in the academic literature. Some examples include:
These events are more likely to occur in tall and heavily-loaded stacks hosting many discharging junctions, and in environments subject to extreme rainfall patterns. Should these events cause temporary but significant instabilities in the air flows, it follows from the joint probability relationships (Equations (1) and (2)) that there will be temporary but significant instabilities in water flows.
6.3. Design Implications
Thus, the physical geometry of a wastewater system—the low diameter-to-length ratio,
, of the stack and connecting branches—tends predominantly to promote steady flows of air and water in the stack, but also, for brief instances, to cause flowrates of air and water to become very unstable. This behaviour suggests that systems designed according to the explicit or implicit approaches will normally deliver an acceptable performance (i.e., they will operate within the ‘performance region’
illustrated in
Figure 3). However, on rare occasions these systems are prone to deliver a substandard performance (i.e., they may operate outside the ‘performance region’
illustrated in
Figure 3, so that some form of mitigation strategy is required).
An unstable annular flow has a natural ability to release or absorb significant amounts of energy held in the water feed stream. These energy transfers manifest themselves as pressure surges which travel at the acoustic velocity of the compressible fluid phase (approximately c. 340 m/s for dry air). The physical behaviour of these pressure waves within the dry regions of drainage stacks is well understood [
28]; however, their behaviour within the wet regions of drainage stacks is currently not well understood, and is subject to ongoing research. Despite having the potential to be enormously disruptive to system performance these pressure waves have been minimally discussed within system design codes [
18,
19,
20,
21].
Pressure surge risks were discussed within
Section 1, and form one of four system performance criteria shown within
Figure 1. It is proposed that the pressure surge criterion is closely linked to the other three criteria displayed in this figure according to the expression:
such that should pressure surges give rise to performance issues (criterion
D shown in
Figure 1), there is strong likelihood that waste will not be removed efficiently (criterion
C), water trap seals will not be retained (criterion
B), and the system will be subject to excessive noise and vibration (criterion
A).
Mitigation Strategies
The design approaches discussed in this article have no inherent ability to prevent pressure surges, and therefore require that supplemental surge mitigation strategies must be adopted. It is not the intention of this study to discuss appropriate strategies in any great detail; however, it is proposed that mitigation strategies must enable air to be rapidly delivered to any location where interruptions to air supply arising from events listed in
Section 6.2 may occur. This mitigation may be achieved passively, via a set of intake vents connecting the atmosphere to the stack or a network of cross-vents between the stack and vent line, or actively, via components such as air admittance values (AAVs) or pressure suppression components (PAPAs). This is a topic of considerable industrial interest and of ongoing research.
7. Conclusions
Diameters of the stack and vent-line components for high-rise building drainage systems are normally determined through the use of building service design codes. These codes are invaluable to engineers, but transparency in engineering methodologies is notably absent. Though a consideration of behaviours of different types of multiphase flow systems, a new methodology for selecting stack and vent diameters has been presented and two approaches which draw upon this methodology have been proposed. The first approach is an ‘explicit approach’ which has many features in common with building service design codes but makes a series of critical assumptions. The second approach is an ‘implicit approach’ which makes use of the hydraulic model described in [
9], allowing these critical assumptions to be bypassed. This approach does not directly calculate component sizes, however, and thus is more complex to implement in practice. Both approaches are, however, transparent, and integrate the air flow and the pressure regime in the stack into the design process.
A limitation of both approaches presented in this article is an assumption that flow in the stack is stable (i.e., flows of air and water remain steady over time). It is argued that long, thin appliance branches and a long, thin stack tend to promote a stable flow in a wastewater system, but also render it susceptible to blockages, causing temporary instabilities in the air supply. Thus, the approaches presented are considered appropriate for systems under ‘normal operation’ conditions, but inappropriate for systems subject to ‘upset conditions’. Both approaches require to be supplemented with methods which permit the alleviation of pressure surges which arise from air flow instabilities. A variety of potential mitigating strategies have been proposed.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}