
Utilization of Copper–Molybdenum Tailings to Enhance the Compressive Strength of Alkali-Activated Slag-Fly Ash System

Abstract
:1. Introduction
2. Materials and Methods
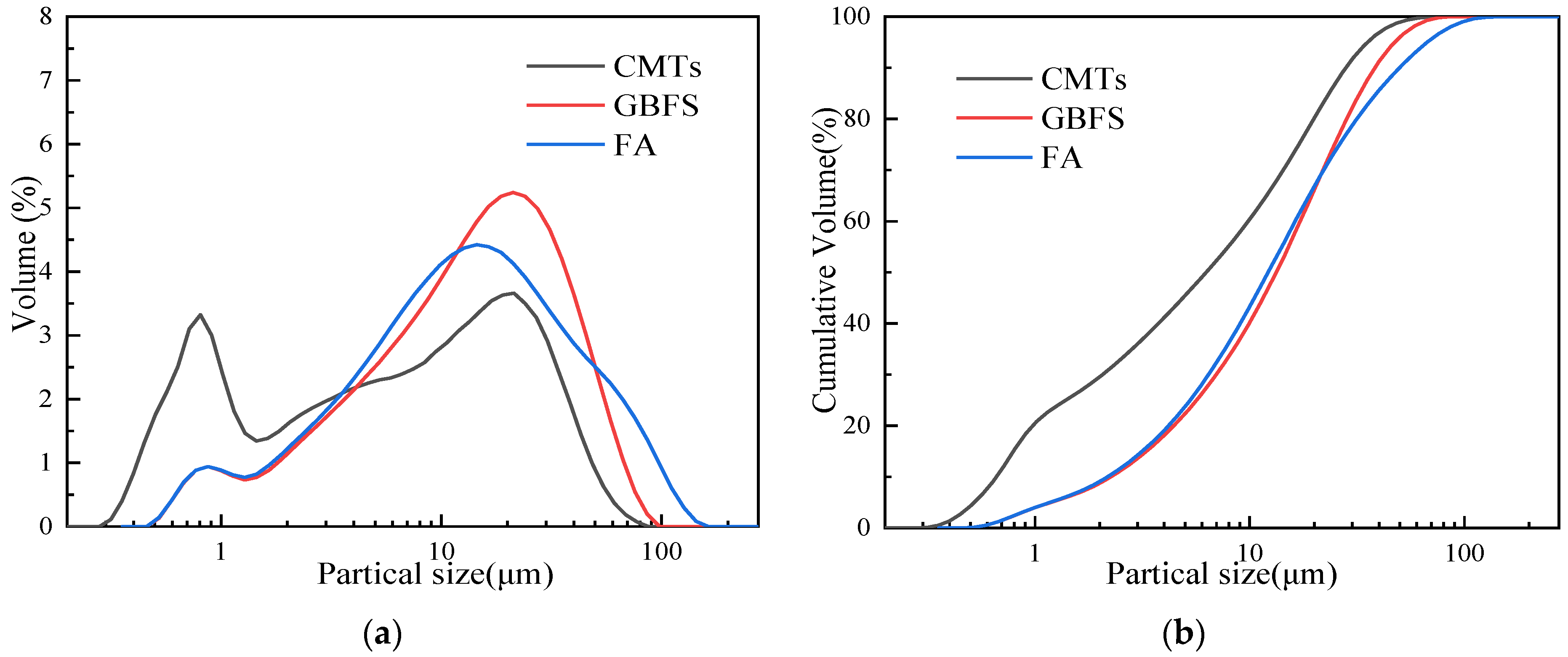
2.1. Materials
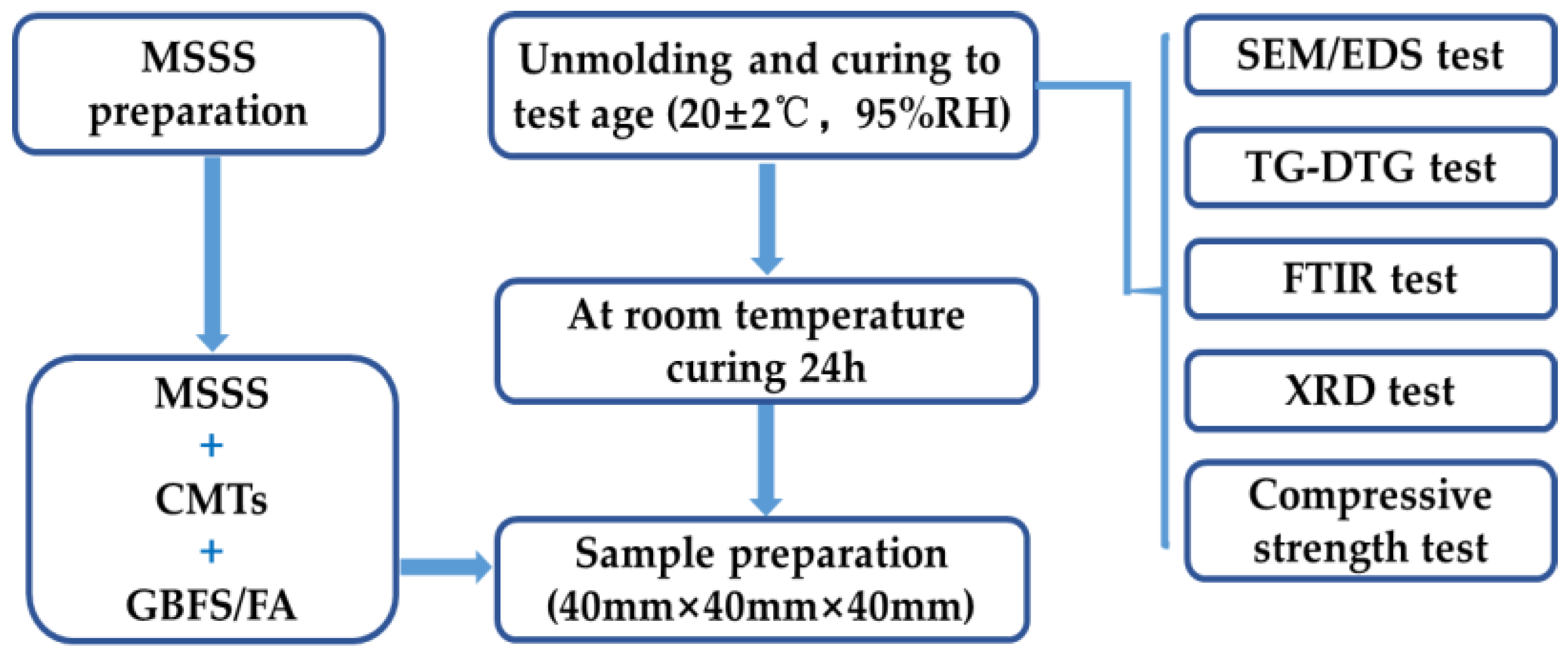
2.2. Sample Preparation
2.3. Testing Methods
3. Results and Discussion
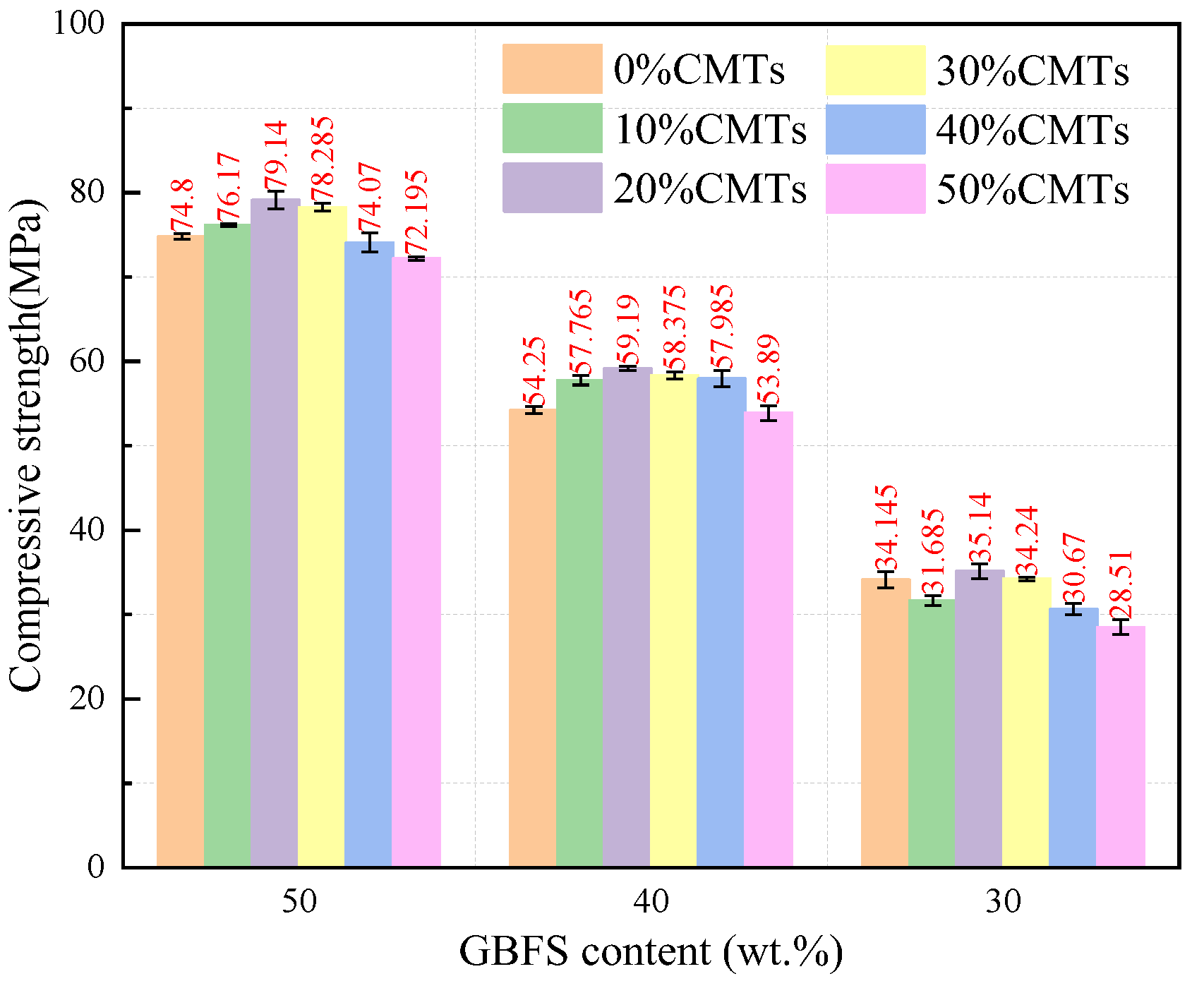
3.1. Compressive Strength
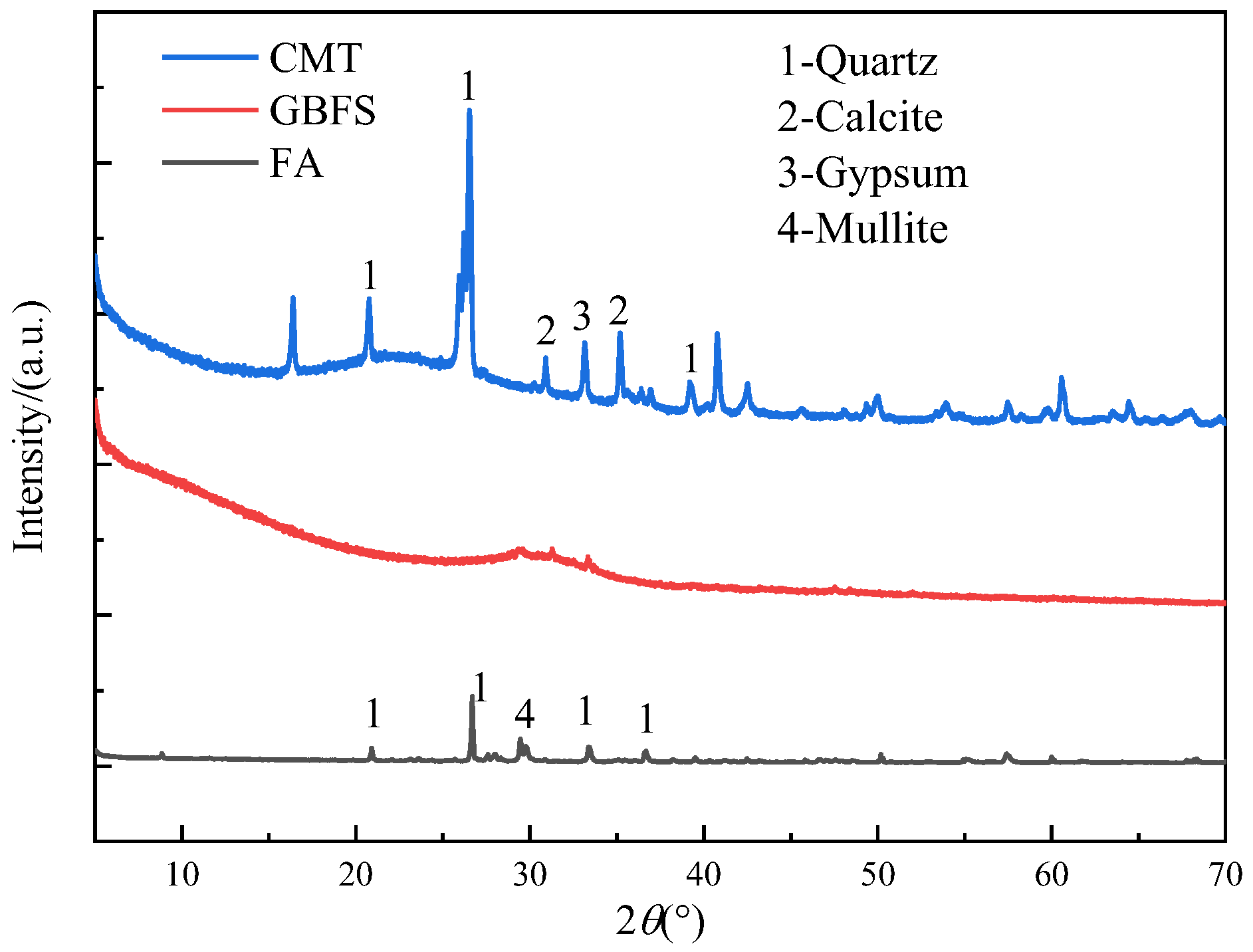
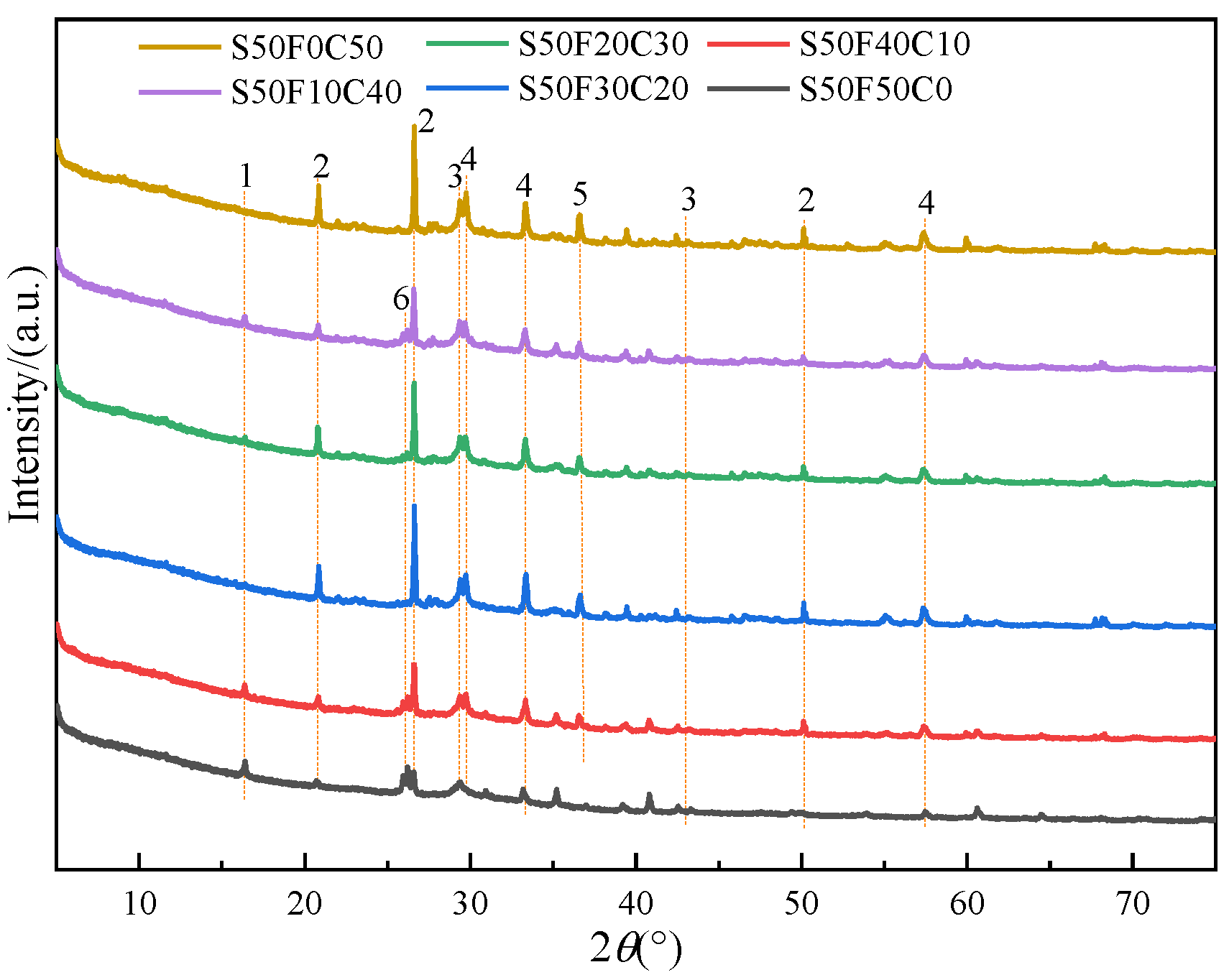
3.2. XRD Analysis
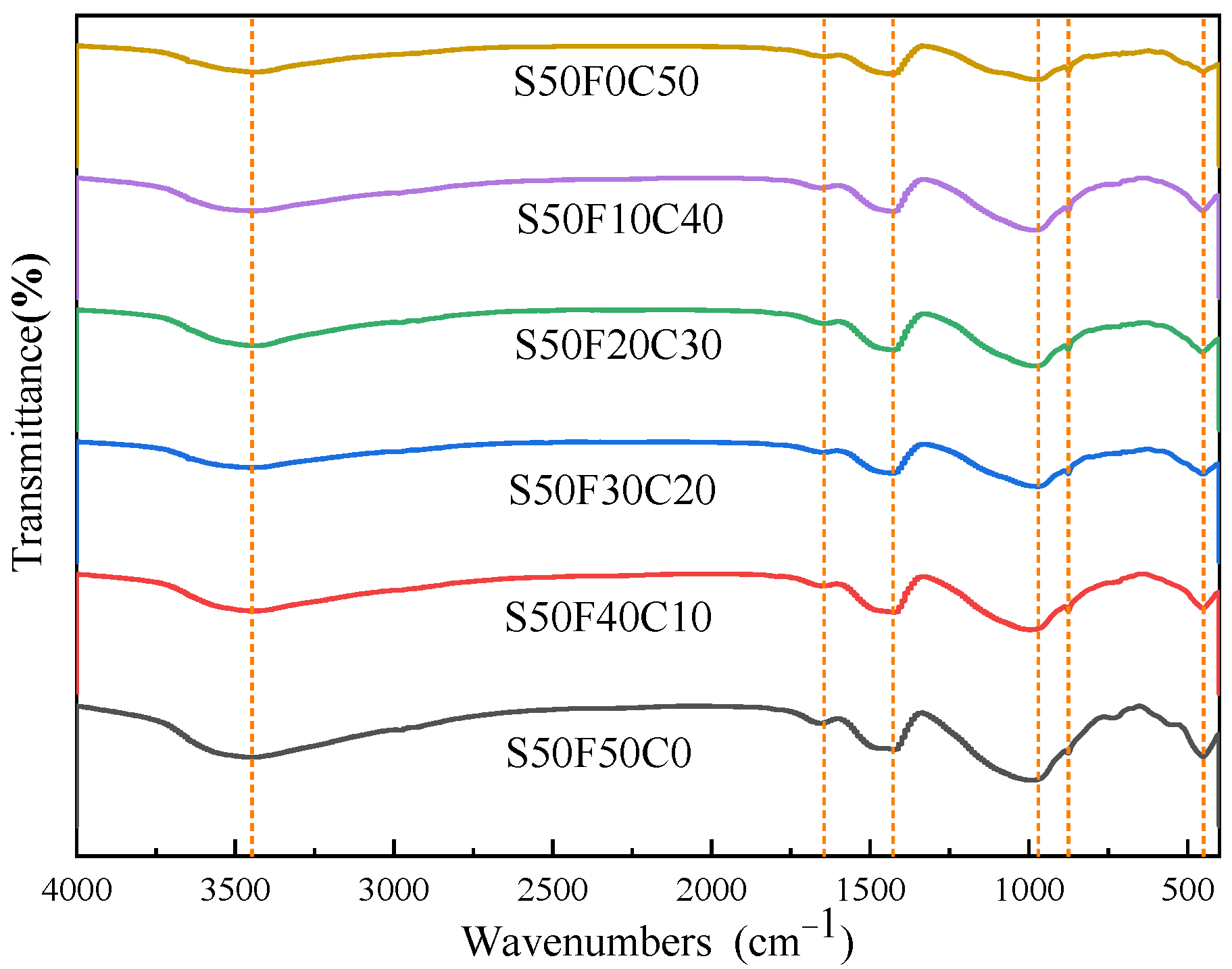
3.3. FTIR Analysis
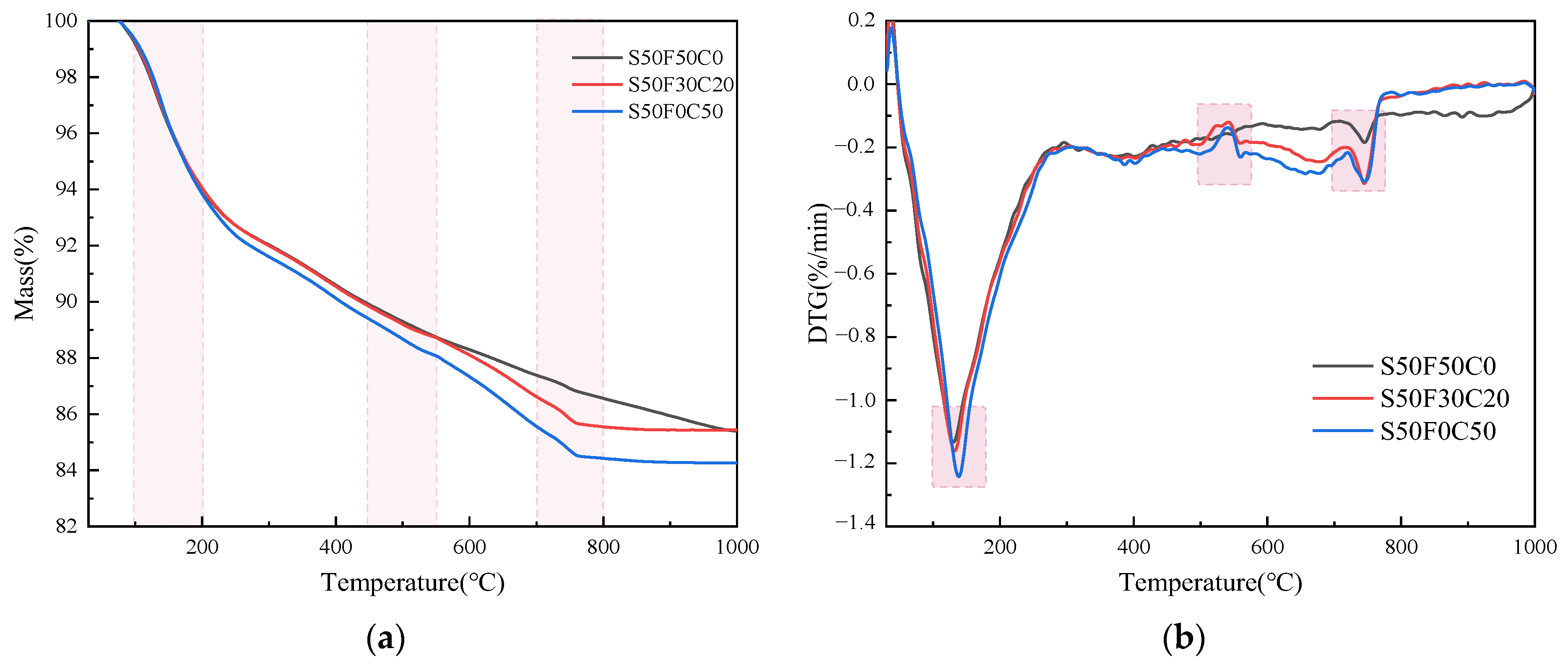
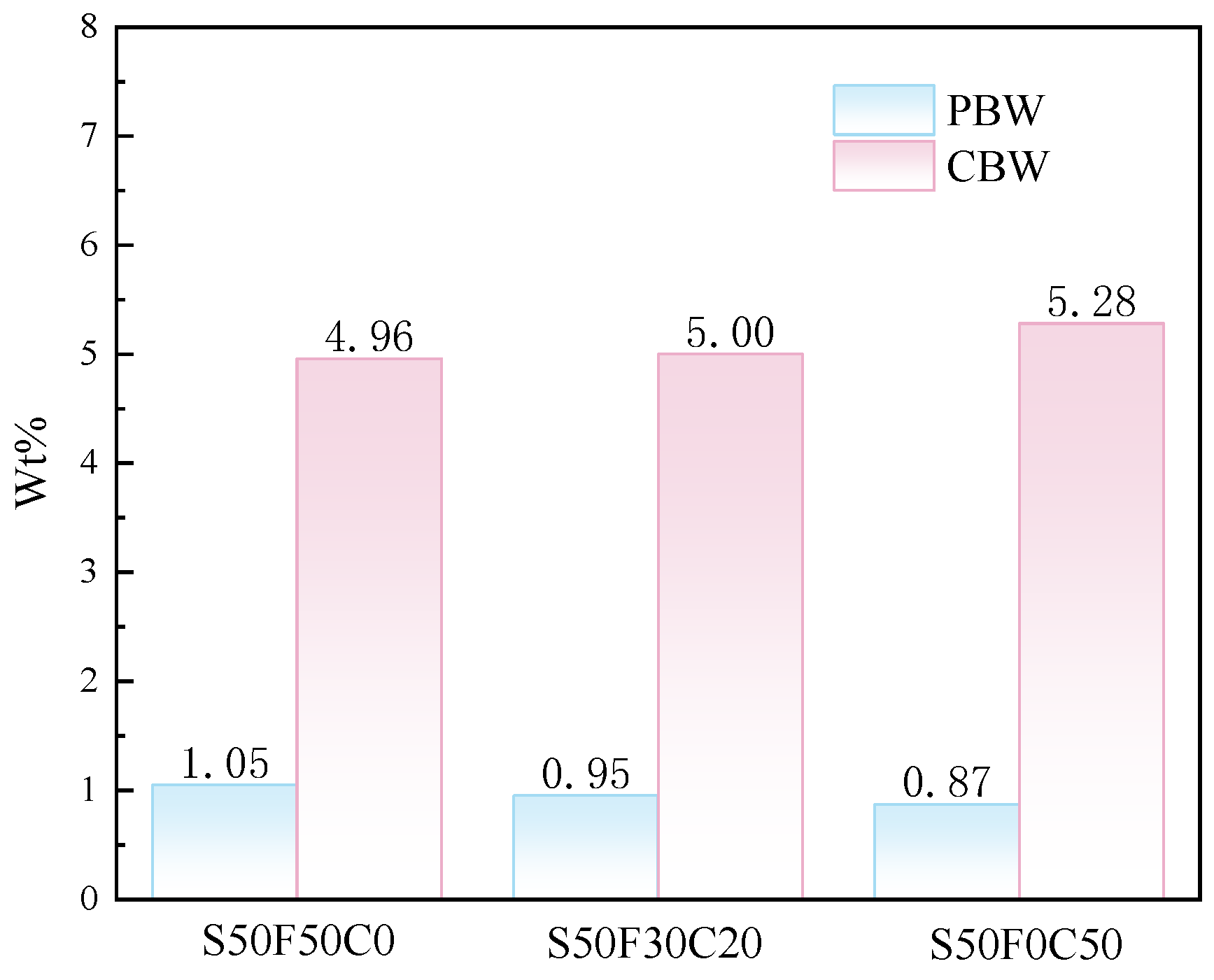
3.4. TG Analysis
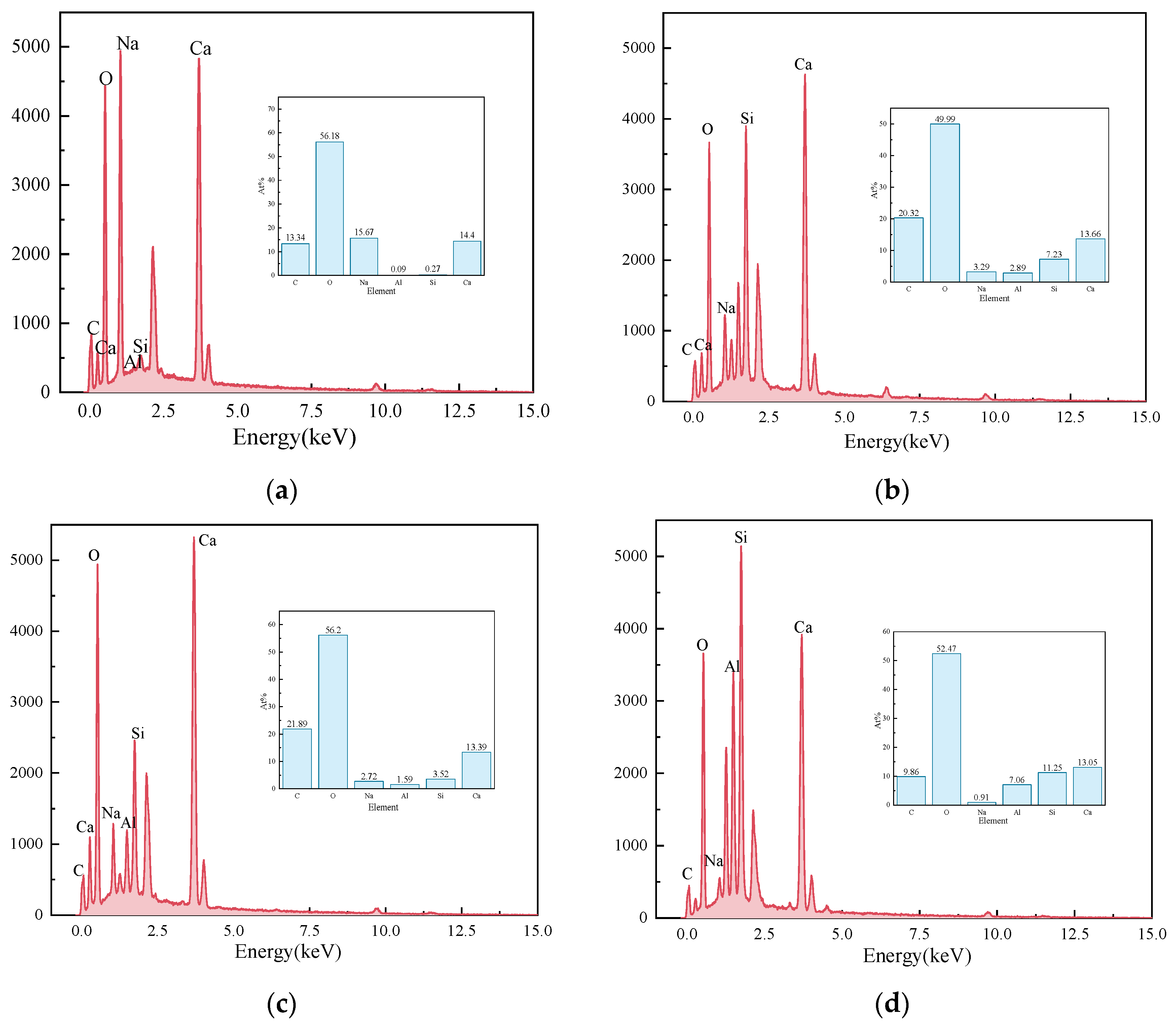
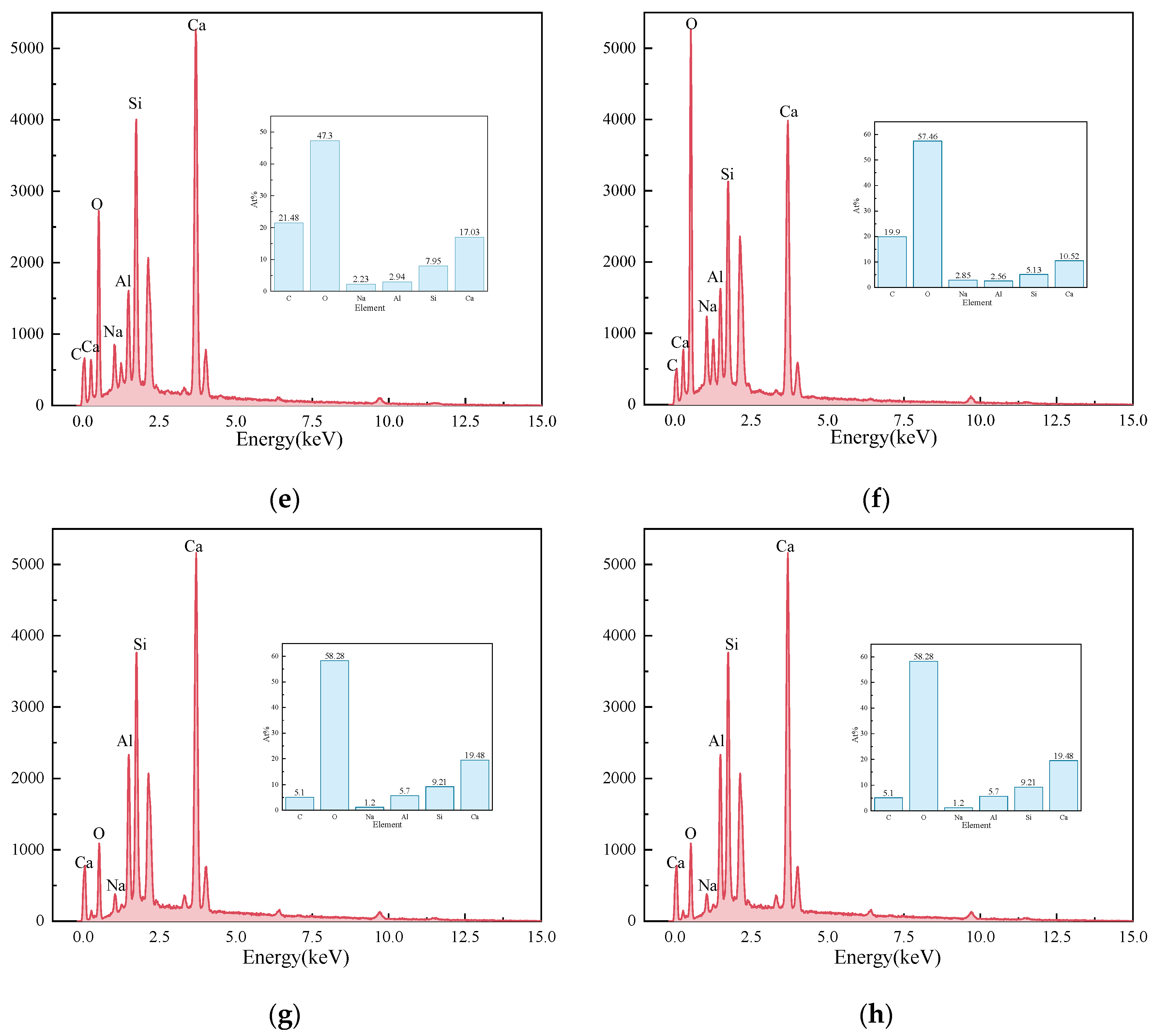
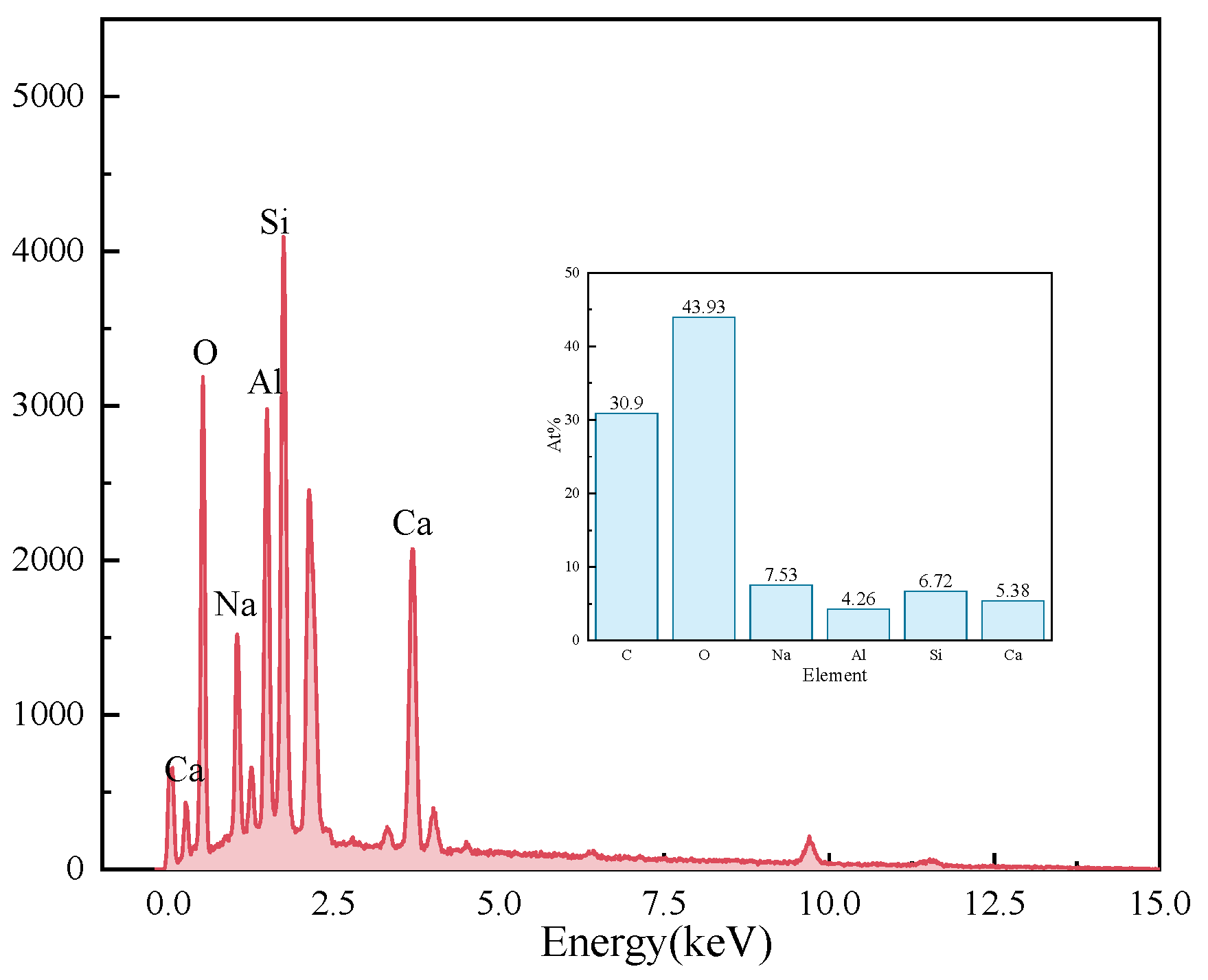
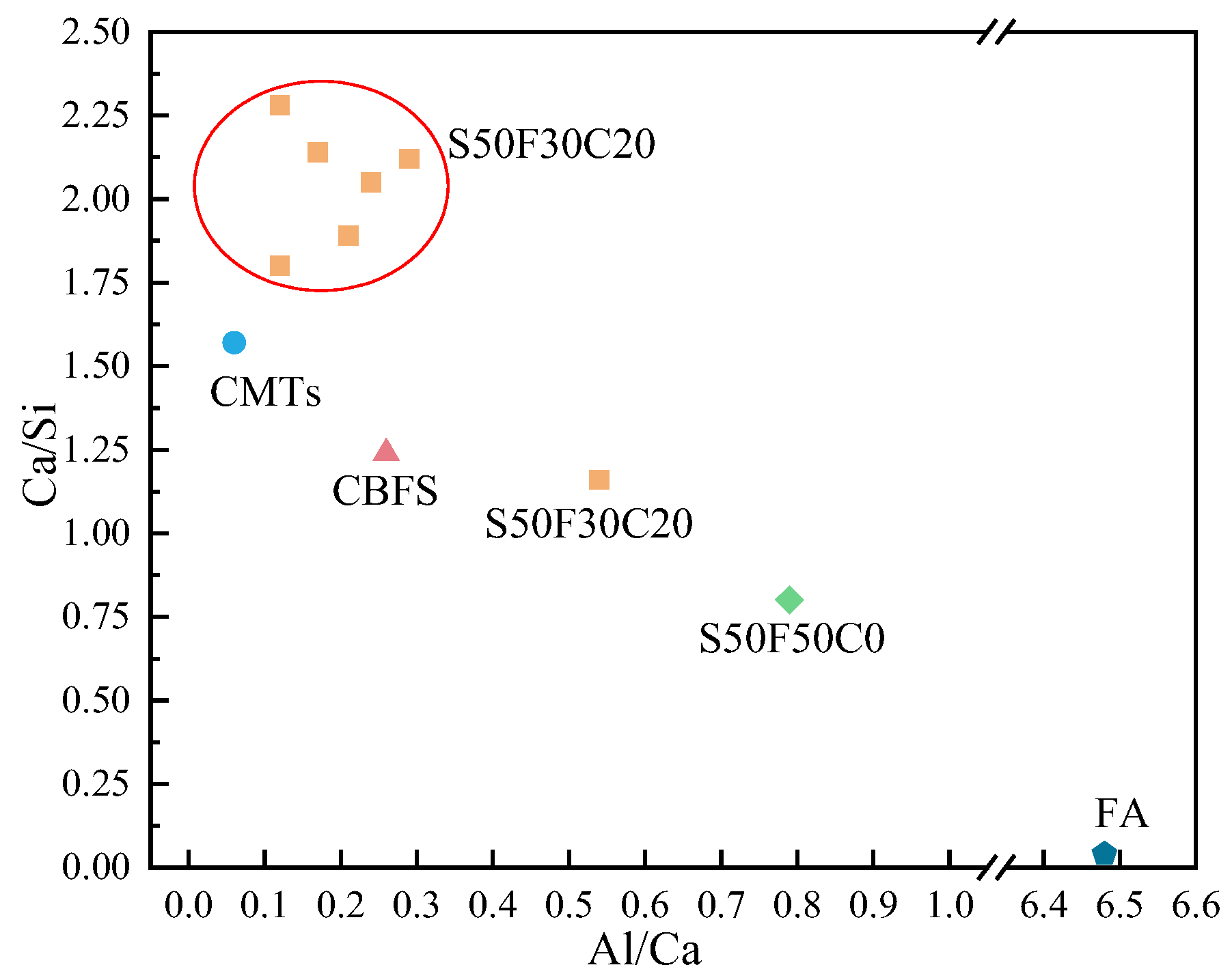
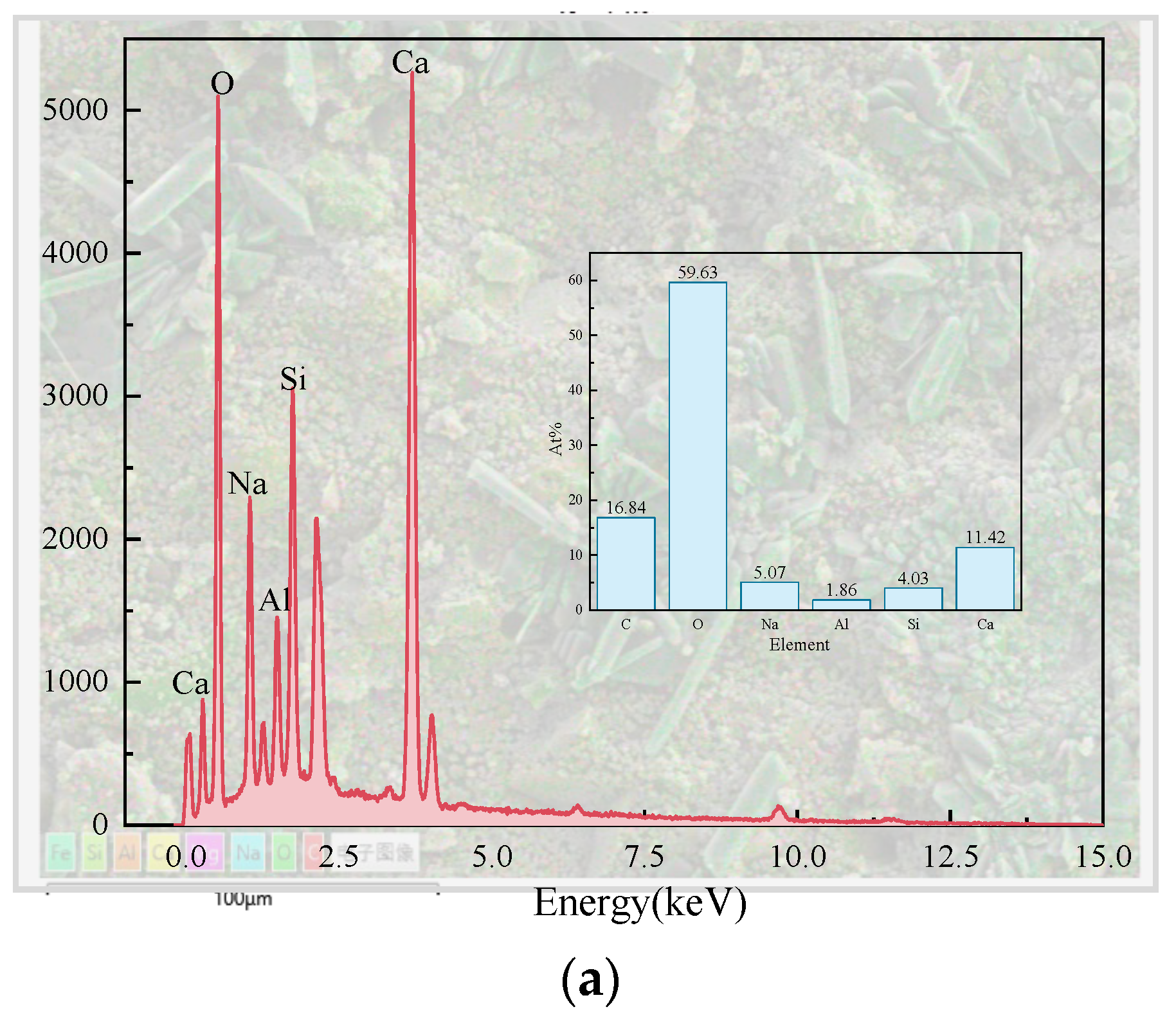
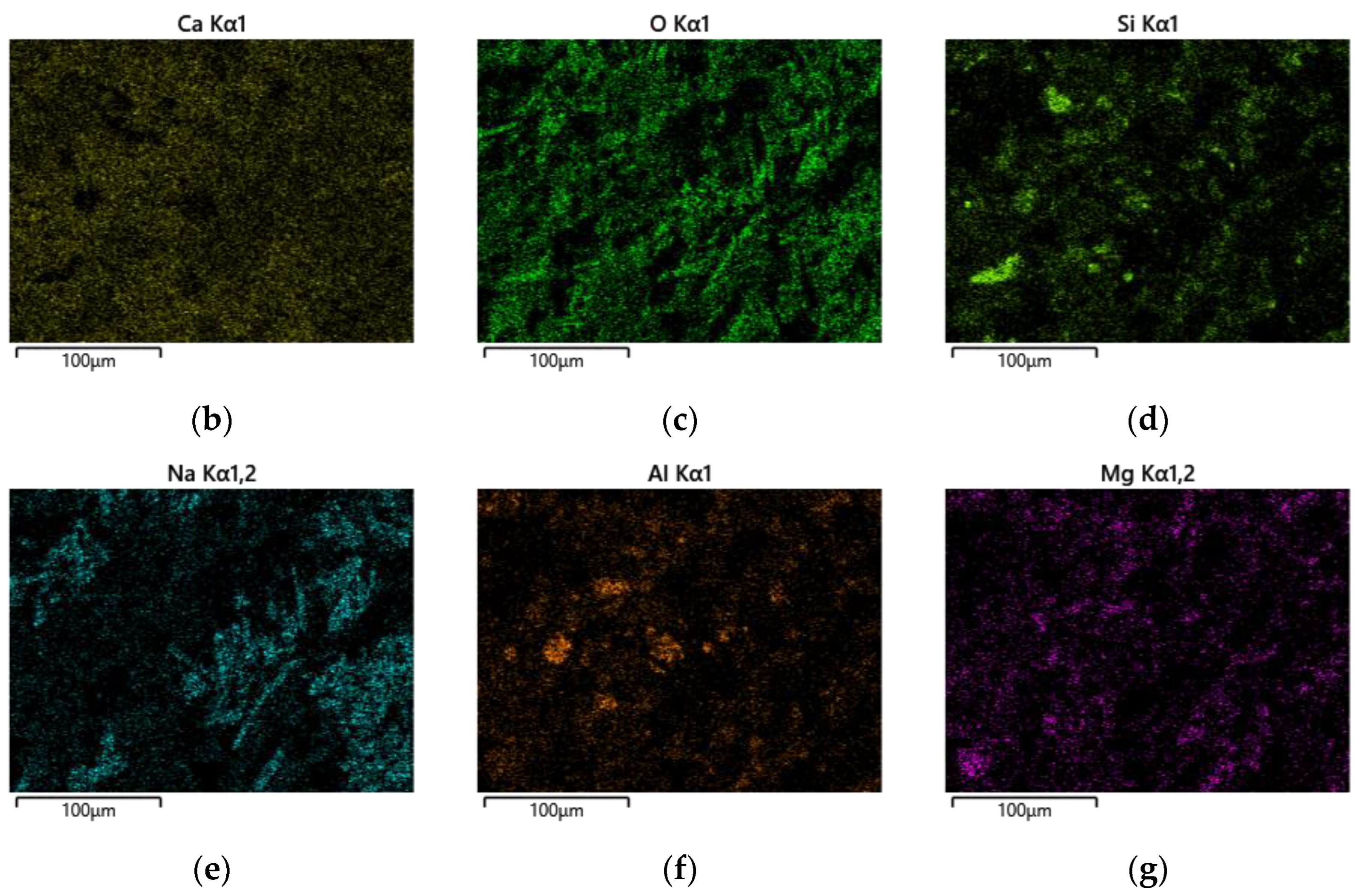
3.5. SEM/EDS Analysis
4. Conclusions
- The AASFCS paste with the incorporation of CMTs, S50F30C20 (50% GBFS, 30% FA, 20% CMTs), achieved the highest 28 d compressive strength, achieving up to 79.14 MPa. When the CBFS content was kept constant, varying the amounts of FA and CMTs affected the compressive strength of the samples in the range of 8% to 20%, with samples containing different amounts of CMTs showing similar strength development. When the CMTs content was constant, the compressive strength of the specimens increased with the increase in the amount of CBFS.
- FTIR spectroscopy and XRD analysis indicated that the reaction products of AASFCS mainly included ettringite, quartz, C(-N)-S-H gel, and calcite, with the presence of CMTs leading to the formation of the complex salt phase gaylussite. TG-DTG results once again confirmed the types of reaction products in AASFCS, with an increasing trend in the mass of chemically bound water in hydration products after the addition of CMTs.
- SEM and EDS results showed that the presence of CMTs increases the calcium element in the hydration products, significantly affecting the morphological characteristics of the hydration products. Under the optimal proportion conditions of AASFCS, the reaction products formed a continuous and unified whole, resulting in a denser microstructure. Excessive CMTs particles might restrict the growth of the hydration gel, leading to poor continuity and more micro-defects in the samples, which exhibit lower compressive strength.
- CMTs in AASFCS might improve the compressive strength due to both filling effects and participation in chemical reactions. On the one hand, the fine particles in CMTs provided additional nucleation sites that promoted the formation of hydration products, thereby leading to a slight increase in compressive strength. On the other hand, the increase in compressive strength might be attributed to the release of Ca2+ from CMTs under the action of alkaline solutions, which participated in the reactions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Zheng, Y.; Wang, Y.; Ren, P.; Sun, B.; Gao, F.; Gong, X. Life cycle assessment of beneficial use of calcium carbide sludge in cement clinker production: A case study in China. J. Clean Prod. 2023, 418, 138003. [Google Scholar] [CrossRef]
- Dobiszewska, M.; Bagcal, O.; Beycioğlu, A.; Goulias, D.; Köksal, F.; Płomiński, B.; Ürünveren, H. Utilization of rock dust as cement replacement in cement composites: An alternative approach to sustainable mortar and concrete productions. J. Build. Eng. 2023, 69, 106180. [Google Scholar] [CrossRef]
- Xiang, Q.; Pan, H.; Ma, X.; Yang, M.; Lyu, Y.; Zhang, X.; Shui, W.; Liao, W.; Xiao, Y.; Wu, J.; et al. Impacts of energy-saving and emission-reduction on sustainability of cement production. Renew. Sustain. Energy Rev. 2024, 191, 114089. [Google Scholar] [CrossRef]
- Zhao, J.; Li, S. Study on processability, compressive strength, drying shrinkage and evolution mechanisms of microstructures of alkali-activated slag-glass powder cementitious material. Constr. Build. Mater. 2022, 344, 128196. [Google Scholar] [CrossRef]
- Sahoo, N.; Kumar, A.; Samsher. Design of solar cement plant for supplying thermal energy in cement production. J. Clean. Prod. 2023, 426, 139151. [Google Scholar] [CrossRef]
- Gallego Dávila, J.; Sacchi, R.; Pizzol, M. Preconditions for achieving carbon neutrality in cement production through CCUS. J. Clean. Prod. 2023, 425, 138935. [Google Scholar] [CrossRef]
- Sahoo, N.; Kumar, A.; Samsher. Potential of solar thermal calciner technology for cement production in India and consequent carbon mitigation. Process Saf. Environ. Prot. 2023, 179, 667–676. [Google Scholar] [CrossRef]
- Luo, Q.; Li, P.; Cai, L.; Zhou, P.; Tang, D.; Zhai, P.; Zhang, Q. A Thermoelectric Waste-Heat-Recovery System for Portland Cement Rotary Kilns. J. Electron. Mater. 2014, 44, 1750–1762. [Google Scholar] [CrossRef]
- Madlool, N.A.; Saidur, R.; Hossain, M.S.; Rahim, N.A. A critical review on energy use and savings in the cement industries. Renew. Sustain. Energy Rev. 2011, 15, 2042–2060. [Google Scholar] [CrossRef]
- Sun, B.; Ye, G.; de Schutter, G. A review: Reaction mechanism and strength of slag and fly ash-based alkali-activated materials. Constr. Build. Mater. 2022, 326, 126843. [Google Scholar] [CrossRef]
- Li, X.; Gu, X.; Liu, B.; Li, Z.; Zhang, W.; Liu, J.; Nehdi, M.L. Evaluation of waste powder from open pit mines as supplementary cementitious material: Crystal structure and hydration characteristics. J. Build. Eng. 2023, 71, 106514. [Google Scholar] [CrossRef]
- Zhang, W.; Gu, X.; Qiu, J.; Liu, J.; Zhao, Y.; Li, X. Effects of iron ore tailings on the compressive strength and permeability of ultra-high performance concrete. Constr. Build. Mater. 2020, 260, 119917. [Google Scholar] [CrossRef]
- Du, Z.; Ge, L.; Ng, A.H.-M.; Zhu, Q.; Horgan, F.G.; Zhang, Q. Risk assessment for tailings dams in Brumadinho of Brazil using InSAR time series approach. Sci. Total Environ. 2020, 717, 137125. [Google Scholar] [CrossRef] [PubMed]
- Felekoglu, B. Utilisation of high volumes of limestone quarry wastes in concrete industry (self-compacting concrete case). Resour. Conserv. Recycl. 2007, 51, 770–791. [Google Scholar] [CrossRef]
- Tang, Z.; Zhang, Q.; Sun, Y.; Gao, P.; Han, Y. Pilot-scale extraction of iron from flotation tailings via suspension magnetization roasting in a mixture of CO and H2 followed by magnetic separation. Resour. Conserv. Recycl. 2021, 172, 105680. [Google Scholar] [CrossRef]
- Saedi, A.; Jamshidi-Zanjani, A.; Mohseni, M.; Khodadadi Darban, A.; Nejati, H. Mechanical activation of lead–zinc mine tailings as a substitution for cement in concrete construction. Constr. Build. Mater. 2023, 364, 129973. [Google Scholar] [CrossRef]
- Xie, R.; Ge, R.; Li, Z.; Qu, G.; Zhang, Y.; Xu, Y.; Zeng, Y.; Li, Z. Synthesis and influencing factors of high-performance concrete based on copper tailings for efficient solidification of heavy metals. J. Environ. Manag. 2023, 325, 116469. [Google Scholar] [CrossRef] [PubMed]
- Sun, B.; Sun, Y.; Ye, G.; De Schutter, G. A mix design methodology of slag and fly ash-based alkali-activated paste. Cem. Concr. Compos. 2022, 126, 104368. [Google Scholar] [CrossRef]
- Abdulkareem, M.; Havukainen, J.; Nuortila-Jokinen, J.; Horttanainen, M. Environmental and economic perspective of waste-derived activators on alkali-activated mortars. J. Clean. Prod. 2021, 280, 124651. [Google Scholar] [CrossRef]
- Puertas, F.; González-Fonteboa, B.; González-Taboada, I.; Alonso, M.M.; Torres-Carrasco, M.; Rojo, G.; Martínez-Abella, F. Alkali-activated slag concrete: Fresh and hardened behaviour. Cem. Concr. Compos. 2018, 85, 22–31. [Google Scholar] [CrossRef]
- Yazdi, M.A.; Liebscher, M.; Hempel, S.; Yang, J.; Mechtcherine, V. Correlation of microstructural and mechanical properties of geopolymers produced from fly ash and slag at room temperature. Constr. Build. Mater. 2018, 191, 330–341. [Google Scholar] [CrossRef]
- Stefanini, L.; Ghorbani, S.; De Schutter, G.; Matthys, S.; Walkley, B.; Provis, J.L. Evaluation of copper slag and stainless steel slag as replacements for blast furnace slag in binary and ternary alkali-activated cements. J. Mater. Sci. 2023, 58, 12537–12558. [Google Scholar] [CrossRef]
- Huang, G.; Zhang, X.; Liu, M.; Fang, B.; Wang, C.; Mi, H. Compatibility of sodium hydroxide, sodium silicate and calcium-enriched additives in alkali-activated materials: From the perspectives of flowability, strength and microstructure. Constr. Build. Mater. 2023, 403, 133102. [Google Scholar] [CrossRef]
- Liu, J.; Ge, X.; Liu, P.; Song, G.; Hu, Z. Experimental study on the preparation of cementitious materials from iron ore tailings by activation. Constr. Build. Mater. 2023, 385, 131409. [Google Scholar] [CrossRef]
- Sumajouw, D.M.J.; Hardjito, D.; Wallah, S.E.; Rangan, B.V. Fly ash-based geopolymer concrete: Study of slender reinforced columns. J. Mater. Sci. 2006, 42, 3124–3130. [Google Scholar] [CrossRef]
- Ramagiri, K.K.; Kar, A. Environmental impact assessment of alkali-activated mortar with waste precursors and activators. J. Build. Eng. 2021, 44, 103391. [Google Scholar] [CrossRef]
- Shi, C.; Jiménez, A.F.; Palomo, A. New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res. 2011, 41, 750–763. [Google Scholar] [CrossRef]
- Provis, J.L.; Palomo, A.; Shi, C. Advances in understanding alkali-activated materials. Cem. Concr. Res. 2015, 78, 110–125. [Google Scholar] [CrossRef]
- Xiang, J.; Qiu, J.; Zhao, Y.; Zheng, P.; Peng, H.; Fei, X. Rheology, mechanical properties, and hydration of synergistically activated coal gasification slag with three typical solid wastes. Cem. Concr. Compos. 2024, 147, 105418. [Google Scholar] [CrossRef]
- Brough, A.R.; Atkinson, A. Sodium silicate-based, alkali-activated slag mortars Part I. Strength, hydration and microstructure. Cem. Concr. Res. 2002, 32, 865–879. [Google Scholar] [CrossRef]
- Ghorbani, S.; Stefanini, L.; Sun, Y.; Walkley, B.; Provis, J.L.; De Schutter, G.; Matthys, S. Characterisation of alkali-activated stainless steel slag and blast-furnace slag cements. Cem. Concr. Compos. 2023, 143, 105230. [Google Scholar] [CrossRef]
- Sarıdemir, M.; Bulut, M.; Akça, U. Effects of different curing conditions on the long-term properties of alkali activated GBP + GBFS mortars exposed to high temperatures. Constr. Build. Mater. 2022, 321, 125732. [Google Scholar] [CrossRef]
- Bayat, A.; Hassani, A.; Yousefi, A.A. Effects of red mud on the properties of fresh and hardened alkali-activated slag paste and mortar. Constr. Build. Mater. 2018, 167, 775–790. [Google Scholar] [CrossRef]
- Gao, X.; Yu, Q.L.; Brouwers, H.J.H. Properties of alkali activated slag–fly ash blends with limestone addition. Cem. Concr. Compos. 2015, 59, 119–128. [Google Scholar] [CrossRef]
- Perumal, P.; Niu, H.; Kiventerä, J.; Kinnunen, P.; Illikainen, M. Upcycling of mechanically treated silicate mine tailings as alkali activated binders. Miner. Eng. 2020, 158, 106587. [Google Scholar] [CrossRef]
- Falah, M.; Ohenoja, K.; Obenaus-Emler, R.; Kinnunen, P.; Illikainen, M. Improvement of mechanical strength of alkali-activated materials using micro low-alumina mine tailings. Constr. Build. Mater. 2020, 248, 118659. [Google Scholar] [CrossRef]
- Tian, X.; Zhang, H.; Zhang, T.; Fernández, C.A. Alkali-activated copper tailings-based pastes: Compressive strength and microstructural characterization. J. Mater. Res. Technol. 2020, 9, 6557–6567. [Google Scholar] [CrossRef]
- Obenaus-Emler, R.; Falah, M.; Illikainen, M. Assessment of mine tailings as precursors for alkali-activated materials for on-site applications. Constr. Build. Mater. 2020, 246, 118470. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, H.; Ma, T.; Chen, C.; Gu, G.; Wang, J.; Shang, X. Experimental assessment of utilizing copper tailings as alkali-activated materials and fine aggregates to prepare geopolymer composite. Constr. Build. Mater. 2023, 408, 133751. [Google Scholar] [CrossRef]
- Wang, C.; Chen, P.; Wang, C. Investigation on the basic performance of the sustainable alkali-activated slag blended with sulphidic copper tailings. Case Stud. Constr. Mater. 2024, 20, e02844. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, J.; Fu, Y.; Long, W.; Dong, B. Synthesis of one-part geopolymers from alkaline-activated molybdenum tailings: Mechanical properties and microstructural evolution. J. Clean. Prod. 2024, 443, 141129. [Google Scholar] [CrossRef]
- Cheng, Y.; Qi, R.; Hou, J.; Huang, Q. Feasibility study on utilization of copper tailings as raw meal and addition for low carbon Portland cement production. Constr. Build. Mater. 2023, 382, 131275. [Google Scholar] [CrossRef]
- Yu, R.; Dong, E.; Shui, Z.; Qian, D.; Fan, D.; Wang, J.; Leng, Y.; Liu, K.; Chen, Z. Advanced utilization of molybdenum tailings in producing Ultra High-Performance Composites based on a green activation strategy. Constr. Build. Mater. 2022, 330, 127272. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, X.; Zhang, Z.; Li, Y.; Gu, J.; Wang, Y.; Xue, Y. Circulating fluidized bed fly ash-blast furnace slag based cementitious materials: Hydration behaviors and performance. Constr. Build. Mater. 2022, 342, 128006. [Google Scholar] [CrossRef]
- Nguyen, T.H.Y.; Tsuchiya, K.; Atarashi, D. Microstructure and composition of fly ash and ground granulated blast furnace slag cement pastes in 42-month cured samples. Constr. Build. Mater. 2018, 191, 114–124. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Wang, K.-t.; Tang, Q.; Cui, X.-m. Study on the development of inorganic polymers from red mud and slag system: Application in mortar and lightweight materials. Constr. Build. Mater. 2017, 156, 486–495. [Google Scholar] [CrossRef]
- Wang, S.; Gu, X.; Liu, J.; Zhu, Z.; Wang, H.; Ge, X.; Xu, X.; Nehdi, M.L. Modulation of the workability and Ca/Si/Al ratio of cement-metakaolin cementitious material system by using fly ash: Synergistic effect and hydration products. Constr. Build. Mater. 2023, 404, 133300. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Asaad, M.A.; Tahir, M.M.; Mirza, J. Properties of ceramic tile waste based alkali-activated mortars incorporating GBFS and fly ash. Constr. Build. Mater. 2019, 214, 355–368. [Google Scholar] [CrossRef]
- Kumar, S.; García-Triñanes, P.; Teixeira-Pinto, A.; Bao, M. Development of alkali activated cement from mechanically activated silico-manganese (SiMn) slag. Cem. Concr. Compos. 2013, 40, 7–13. [Google Scholar] [CrossRef]
- Zhao, Y.; Gu, X.; Xu, X.; Zhang, Z. Using calcium carbide residue to prepare ecological alkali activated slag composites: Effect of anion type. Ceram. Int. 2023, 49, 25092–25104. [Google Scholar] [CrossRef]
- Cota, T.G.; Cheloni, L.M.d.M.S.; Guedes, J.J.M.; Reis, É.L. Silico-manganese slag and its utilization into alkali-activated materials: A critical review. Constr. Build. Mater. 2023, 399, 132589. [Google Scholar] [CrossRef]
- Hasnaoui, A.; Bourguiba, A.; El Mendili, Y.; Sebaibi, N.; Boutouil, M. A preliminary investigation of a novel mortar based on alkali-activated seashell waste powder. Powder Technol. 2021, 389, 471–481. [Google Scholar] [CrossRef]
- Wang, T.; Qiu, X.; Yang, W.; Ma, C. Study on properties and mechanism of alkali-activated geopolymer cementitious materials of marble waste powder. Dev. Built Environ. 2023, 16, 100249. [Google Scholar] [CrossRef]
- Wang, H.; Gu, X.; Liu, J.; Zhu, Z.; Wang, S.; Xu, X.; Meng, J. Enhancement mechanism of micro-iron ore tailings on mechanical properties and hydration characteristics of cement-steel slag system. J. Build. Eng. 2023, 79, 107882. [Google Scholar] [CrossRef]
- Srinivas, D.; Ramagiri, K.K.; Kar, A.; Adak, D.; Noroozinejad Farsangi, E.; Dutta, S. Experimental characterization of quaternary blended mortar exposed to marine environment using mechanical strength, corrosion resistance and chemical composition. J. Build. Eng. 2021, 42, 102822. [Google Scholar] [CrossRef]
- Aydın, S.; Baradan, B. Mechanical and microstructural properties of heat cured alkali-activated slag mortars. Mater. Des. 2012, 35, 374–383. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides (wt.%) | GBFS | FA | CMTs |
|---|---|---|---|
| SiO2 | 31.98 | 60.24 | 28.42 |
| CaO | 36.91 | 2.49 | 41.52 |
| Al2O3 | 17.22 | 29.38 | 4.41 |
| K2O | 1.60 | 1.24 | 1.37 |
| Fe2O3 | 0.62 | 3.78 | 11.01 |
| MgO | 9.27 | 0.50 | 1.39 |
| SO3 | 1.81 | 0.26 | 0.91 |
| MnO | 0.12 | 0.05 | 0.95 |
| Activator | Solid Raw Materials | ||||||
|---|---|---|---|---|---|---|---|
| GBFS (wt%) | FA (wt%) | CMTs (wt%) | GBFS (kg/m3) | FA (kg/m3) | CMTs (kg/m3) | ||
| S50F50C0 | Ms 1 = 1.2 Mc 2 = 45% | 50 | 50 | 0 | 150 | 150 | 0 |
| S40F60C0 | 40 | 60 | 120 | 180 | |||
| S30F70C0 | 30 | 70 | 90 | 210 | |||
| S50F40C10 | 50 | 40 | 10 | 150 | 120 | 30 | |
| S40F50C10 | 40 | 50 | 120 | 150 | |||
| S30F60C10 | 30 | 60 | 90 | 180 | |||
| S50F30C20 | 50 | 30 | 20 | 150 | 90 | 60 | |
| S40F40C20 | 40 | 40 | 120 | 120 | |||
| S30F50C20 | 30 | 50 | 90 | 150 | |||
| S50F20C30 | 50 | 20 | 30 | 150 | 60 | 90 | |
| S40F30C30 | 40 | 30 | 120 | 90 | |||
| S30F40C30 | 30 | 40 | 90 | 120 | |||
| S50F10C40 | 50 | 10 | 40 | 150 | 30 | 120 | |
| S40F20C40 | 40 | 20 | 120 | 60 | |||
| S30F30C40 | 30 | 30 | 90 | 90 | |||
| S50F0C50 | 50 | 0 | 50 | 150 | 0 | 150 | |
| S40F10C50 | 40 | 10 | 120 | 30 | |||
| S30F20C50 | 30 | 20 | 90 | 60 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Gu, X.; Wang, Q.; Liu, J.; Xu, X.; Zhao, Y. Utilization of Copper–Molybdenum Tailings to Enhance the Compressive Strength of Alkali-Activated Slag-Fly Ash System. Buildings 2024, 14, 1031. https://doi.org/10.3390/buildings14041031
Wang F, Gu X, Wang Q, Liu J, Xu X, Zhao Y. Utilization of Copper–Molybdenum Tailings to Enhance the Compressive Strength of Alkali-Activated Slag-Fly Ash System. Buildings. 2024; 14(4):1031. https://doi.org/10.3390/buildings14041031
Chicago/Turabian StyleWang, Fengdan, Xiaowei Gu, Qing Wang, Jianping Liu, Xiaochuan Xu, and Yunqi Zhao. 2024. "Utilization of Copper–Molybdenum Tailings to Enhance the Compressive Strength of Alkali-Activated Slag-Fly Ash System" Buildings 14, no. 4: 1031. https://doi.org/10.3390/buildings14041031
APA StyleWang, F., Gu, X., Wang, Q., Liu, J., Xu, X., & Zhao, Y. (2024). Utilization of Copper–Molybdenum Tailings to Enhance the Compressive Strength of Alkali-Activated Slag-Fly Ash System. Buildings, 14(4), 1031. https://doi.org/10.3390/buildings14041031