
Flexible Green Ammonia Production Plants: Small-Scale Simulations Based on Energy Aspects

Abstract
:1. Introduction
2. Materials and Methods
2.1. System Boundary
2.2. Membrane Air Separation Unit
2.3. H2 Generation on Alkaline Electrolyzer
2.4. Haber–Bosch Process for the Synthesis of Ammonia
3. Results and Discussion
3.1. N2 Production from the Membrane Unit: Operational Conditions
3.2. H2 Generation from Alkaline Electrolyzers: Operational Conditions and Energy Consumption
3.3. HBP Ammonia Synthesis Loop: Operational Conditions and Energy Consumption
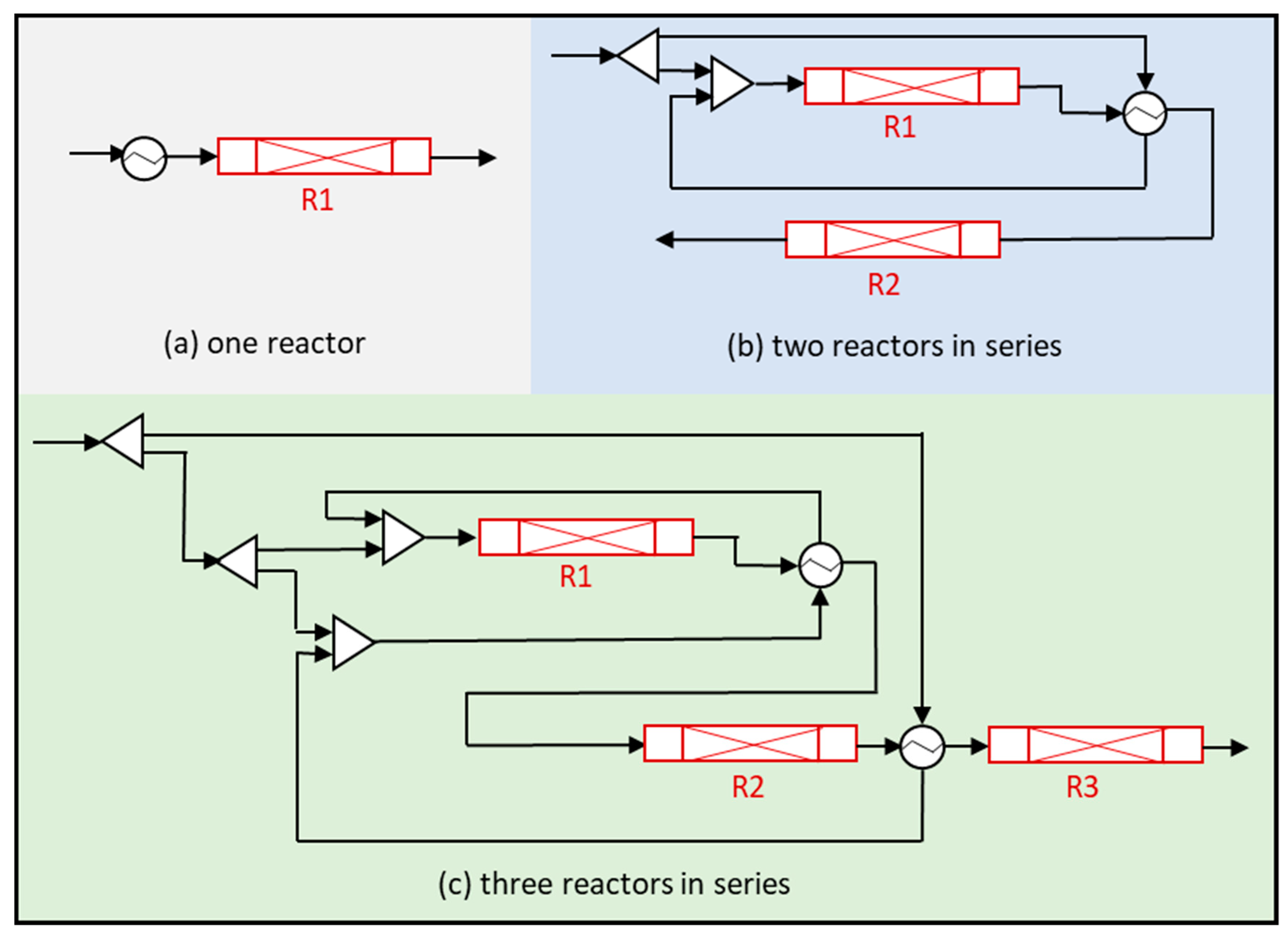
3.3.1. Influence of the Number of Reactors on NH3 Conversion
3.3.2. Influence of the Number of Reactors on NH3 Consumption Energy
3.3.3. Influence of Pressure on Ammonia Conversion
3.3.4. Influence of Pressure on Energy Consumption
3.4. Energy Consumption in a Complete HBP Ammonia Synthesis Loop
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Wang, S.; Xu, Q.; Ho, T.C. Eco-Friendly Natural Gas Monetization Complex for Simultaneous Power Generation and Nitrogen-Based Fertilizer Production. Ind. Eng. Chem. Res. 2023, 62, 489–499. [Google Scholar] [CrossRef]
- Ammonia Energy Association. Articles. Available online: https://www.ammoniaenergy.org/articles/ (accessed on 15 January 2024).
- Zhao, C.; Zhang, S.; Han, M.; Zhang, X.; Liu, Y.; Li, W.; Chen, C.; Wang, G.; Zhang, H.; Zhao, H. Ambient Electrosynthesis of Ammonia on a Biomass-Derived Nitrogen-Doped Porous Carbon Electrocatalyst: Contribution of Pyridinic Nitrogen. ACS Energy Lett. 2019, 4, 377–383. [Google Scholar] [CrossRef]
- Egerer, J.; Grimm, V.; Niazmand, K.; Runge, P. The Economics of Global Green Ammonia Trade—“Shipping Australian Wind and Sunshine to Germany”. Appl. Energy 2023, 334, 120662. [Google Scholar] [CrossRef]
- European Union. EU Transport and the Green Deal. Available online: https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal/transport-and-green-deal_en (accessed on 15 January 2024).
- Machaj, K.; Kupecki, J.; Malecha, Z.; Morawski, A.W.; Skrzypkiewicz, M.; Stanclik, M.; Chorowski, M. Ammonia as a Potential Marine Fuel: A Review. Energy Strat. Rev. 2022, 44, 100926. [Google Scholar] [CrossRef]
- International Maritime Organization; Marine Environmental Protection Committee; IMO. Revised IMO Strategy on Reduction of GHG Emissions from Ships, Resolution MEPC.377 (80). MEPC 80/WP.12 Annex 11. Available online: https://www.imo.org/en/MediaCentre/PressBriefings/pages/Revised-GHG-reduction-strategy-for-global-shipping-adopted-.aspx (accessed on 12 March 2024).
- International Maritime Organization. Fourth IMO Greenhouse Gas Study. Full Report. 2020. Available online: https://www.imo.org/en/ourwork/Environment/Pages/Fourth-IMO-Greenhouse-Gas-Study-2020.aspx (accessed on 15 January 2024).
- International Energy Agency. World Energy Outlook 2021. 2021. Available online: www.iea.org/weo (accessed on 15 January 2024).
- Sousa, J.; Waiblinger, W.; Friedrich, K.A. Techno-Economic Study of an Electrolysis-Based Green Ammonia Production Plant. Ind. Eng. Chem. Res. 2022, 61, 14515–14530. [Google Scholar] [CrossRef]
- Baeyens, J.; Zhang, H.; Nie, J.; Appels, L.; Dewil, R.; Ansart, R.; Deng, Y. Reviewing the Potential of Bio-Hydrogen Production by Fermentation. Renew. Sustain. Energy Rev. 2020, 131, 110023. [Google Scholar] [CrossRef]
- Li, S.; Kang, Q.; Baeyens, J.; Zhang, H.L.; Deng, Y.M. Hydrogen Production: State of Technology. In Proceedings of the IOP Conference Series: Earth and Environmental Science; Institute of Physics Publishing: Bristol, UK, 2020; Volume 544. [Google Scholar]
- Deng, Y.; Dewil, R.; Appels, L.; Li, S.; Baeyens, J.; Degrève, J.; Wang, G. Thermo-Chemical Water Splitting: Selection of Priority Reversible Redox Reactions by Multi-Attribute Decision Making. Renew. Energy 2021, 170, 800–810. [Google Scholar] [CrossRef]
- Deng, W.; Huang, C.; Li, X.; Zhang, H.; Dai, Y. Dynamic Simulation Analysis and Optimization of Green Ammonia Production Process under Transition State. Processes 2022, 10, 2143. [Google Scholar] [CrossRef]
- Smith, C.; Torrente-Murciano, L. The Importance of Dynamic Operation and Renewable Energy Source on the Economic Feasibility of Green Ammonia. Joule 2023, 8, 157–174. [Google Scholar] [CrossRef]
- AmmPower. IAMM Systems Spec Sheets. Available online: http://www.iamm.green/ (accessed on 8 February 2024).
- Osman, O.; Sgouridis, S.; Sleptchenko, A. Scaling the Production of Renewable Ammonia: A Techno-Economic Optimization Applied in Regions with High Insolation. J. Clean. Prod. 2020, 271, 121627. [Google Scholar] [CrossRef]
- Olabi, A.G.; Abdelkareem, M.A.; Al-Murisi, M.; Shehata, N.; Alami, A.H.; Radwan, A.; Wilberforce, T.; Chae, K.J.; Sayed, E.T. Recent Progress in Green Ammonia: Production, Applications, Assessment; Barriers, and Its Role in Achieving the Sustainable Development Goals. Energy Convers. Manag. 2023, 277, 116594. [Google Scholar] [CrossRef]
- David, W.I.F.; Agnew, G.D.; Bañares-Alcántara, R.; Barth, J.; Bøgild Hansen, J.; Bréquigny, P.; de Joannon, M.; Fürstenberg Stott, S.; Fürstenberg Stott, C.; Guati-Rojo, A.; et al. 2023 Roadmap on Ammonia as a Carbon-Free Fuel. J. Phys. Energy 2024, 6, 021501. [Google Scholar] [CrossRef]
- Lin, B.; Wiesner, T.; Malmali, M. Performance of a Small-Scale Haber Process: A Techno-Economic Analysis. ACS Sustain. Chem. Eng. 2020, 8, 15517–15531. [Google Scholar] [CrossRef]
- Patil, A.; Laumans, L.; Vrijenhoef, H. Solar to Ammonia—Via Proton’s NFuel Units. In Procedia Engineering; “SYMPHOS 2013”; Elsevier: Amsterdam, The Netherlands, 2014; Volume 83, pp. 322–327. [Google Scholar]
- Cardoso, J.S.; Silva, V.; Chavando, J.A.M.; Eusébio, D.; Hall, M.J.; Costa, M. Small-Scale Biomass Gasification for Green Ammonia Production in Portugal: A Techno-Economic Study. Energy Fuels 2021, 35, 13847–13862. [Google Scholar] [CrossRef]
- Rouwenhorst, K.H.R.; Van der Ham, A.G.J.; Mul, G.; Kersten, S.R.A. Islanded Ammonia Power Systems: Technology Review & Conceptual Process Design. Renew. Sustain. Energy Rev. 2019, 114, 109339. [Google Scholar] [CrossRef]
- Spatolisano, E.; Pellegrini, L.A. Haber-Bosch Process Intensification: A First Step towards Small-Scale Distributed Ammonia Production. Chem. Eng. Res. Des. 2023, 195, 651–661. [Google Scholar] [CrossRef]
- Koschwitz, P.; Bellotti, D.; Liang, C.; Epple, B. Steady State Process Simulations of a Novel Containerized Power to Ammonia Concept. Int. J. Hydrogen Energy 2022, 47, 25322–25334. [Google Scholar] [CrossRef]
- Koschwitz, P.; Bellotti, D.; Liang, C.; Epple, B. Exergetic Comparison of a Novel to a Conventional Small-Scale Power-to-Ammonia Cycle. Int. J. Exergy 2023, 42, 127–158. [Google Scholar] [CrossRef]
- Wang, L.; Xia, M.; Wang, H.; Huang, K.; Qian, C.; Maravelias, C.T.; Ozin, G.A. Greening Ammonia toward the Solar Ammonia Refinery. Joule 2018, 2, 1055–1074. [Google Scholar] [CrossRef]
- Ishaq, H.; Crawford, C. Review and Evaluation of Sustainable Ammonia Production, Storage and Utilization. Energy Convers. Manag. 2024, 300, 117869. [Google Scholar] [CrossRef]
- Du, Z.; Denkenberger, D.; Pearce, J.M. Solar Photovoltaic Powered On-Site Ammonia Production for Nitrogen Fertilization. Sol. Energy 2015, 122, 562–568. [Google Scholar] [CrossRef]
- Flórez-Orrego, D.; de Oliveira Junior, S. Modeling and Optimization of an Industrial Ammonia Synthesis Unit: An Exergy Approach. Energy 2017, 137, 234–250. [Google Scholar] [CrossRef]
- Arnaiz del Pozo, C.; Cloete, S. Techno-Economic Assessment of Blue and Green Ammonia as Energy Carriers in a Low-Carbon Future. Energy Convers. Manag. 2022, 255, 115312. [Google Scholar] [CrossRef]
- Hassan, Q.; Algburi, S.; Sameen, A.Z.; Salman, H.M.; Jaszczur, M. Green Hydrogen: A Pathway to a Sustainable Energy Future. Int. J. Hydrogen Energy 2023, 50, 310–333. [Google Scholar] [CrossRef]
- Satterfield, C.N. Heterogeneous Catalysis in Practice; McGraw-Hill Inc: New York, NY, USA, 1980. [Google Scholar]
- Barclay, J.E.; Leigh, G.J. Nitrogen Fixation. In Ullmann’s Encyclopedia of Industrial Chemistry; Available online: https://doi.org/10.1002/14356007.a17_471 (accessed on 15 January 2024).
- Sánchez, A.; Martín, M. Scale up and Scale down Issues of Renewable Ammonia Plants: Towards Modular Design. Sustain. Prod. Consum. 2018, 16, 176–192. [Google Scholar] [CrossRef]
- Karousos, D.S.; Favvas, E.P. Membranes Targeting Industrial O2 Production from Air-A Short Review. Int. J. Membr. Sci. Technol. 2022, 14–24. [Google Scholar]
- Bozorg, M.; Addis, B.; Piccialli, V.; Ramírez-Santos, Á.A.; Castel, C.; Pinnau, I.; Favre, E. Polymeric Membrane Materials for Nitrogen Production from Air: A Process Synthesis Study. Chem. Eng. Sci. 2019, 207, 1196–1213. [Google Scholar] [CrossRef]
- Adhikari, B.; Orme, C.J.; Klaehn, J.R.; Stewart, F.F. Technoeconomic Analysis of Oxygen-Nitrogen Separation for Oxygen Enrichment Using Membranes. Sep. Purif. Technol. 2021, 268, 118703. [Google Scholar] [CrossRef]
- Deng, Y.; Dewil, R.; Appels, L.; Van Tulden, F.; Li, S.; Yang, M.; Baeyens, J. Hydrogen-Enriched Natural Gas in a Decarbonization Perspective. Fuel 2022, 318, 123680. [Google Scholar] [CrossRef]
- Cameli, F.; Kourou, A.; Rosa, V.; Delikonstantis, E.; Galvita, V.; Van Geem, K.M.; Stefanidis, G.D. Conceptual Process Design and Technoeconomic Analysis of an E-Ammonia Plant: Green H2 and Cryogenic Air Separation Coupled with Haber-Bosch Process. Int. J. Hydrogen Energy 2024, 49, 1416–1425. [Google Scholar] [CrossRef]
- Nemmour, A.; Inayat, A.; Janajreh, I.; Ghenai, C. Green Hydrogen-Based E-Fuels (E-Methane, E-Methanol, E-Ammonia) to Support Clean Energy Transition: A Literature Review. Int. J. Hydrogen Energy 2023, 48, 29011–29033. [Google Scholar] [CrossRef]
- Gallandat, N.; Romanowicz, K.; Züttel, A. An Analytical Model for the Electrolyser Performance Derived from Materials Parameters. J. Power Energy Eng. 2017, 5, 34–49. [Google Scholar] [CrossRef]
- Qi, R.; Gao, X.; Lin, J.; Song, Y.; Wang, J.; Qiu, Y.; Liu, M. Pressure Control Strategy to Extend the Loading Range of an Alkaline Electrolysis System. Int. J. Hydrogen Energy 2021, 46, 35997–36011. [Google Scholar] [CrossRef]
- Cheema, I.I.; Krewer, U. Operating Envelope of Haber-Bosch Process Design for Power-to-Ammonia. RSC Adv. 2018, 8, 34926–34936. [Google Scholar] [CrossRef]
- Sagel, V.N.; Rouwenhorst, K.H.R.; Faria, J.A. Leveraging Green Ammonia for Resilient and Cost-Competitive Islanded Electricity Generation from Hybrid Solar Photovoltaic-Wind Farms: A Case Study in South Africa. Energy Fuels 2023, 37, 14383–14392. [Google Scholar] [CrossRef]
- Appl, M. Ammonia—Catalysis and Manufacture; Nielsen, A., Ed.; Springer: Berlin/Heidelberg, Germany, 1995; Volume 68, 346p, ISBN 3-540-58335-1. [Google Scholar]
- Ghoreishian, S.M.; Shariati, K.; Huh, Y.S.; Lauterbach, J. Recent Advances in Ammonia Synthesis over Ruthenium Single-Atom-Embedded Catalysts: A Focused Review. Chem. Eng. J. 2023, 467, 143533. [Google Scholar] [CrossRef]
- Smith, C.; Hill, A.K.; Torrente-Murciano, L. Current and Future Role of Haber-Bosch Ammonia in a Carbon-Free Energy Landscape. Energy Environ. Sci. 2020, 13, 331–344. [Google Scholar] [CrossRef]
- Smith, C.; Torrente-Murciano, L. Exceeding Single-Pass Equilibrium with Integrated Absorption Separation for Ammonia Synthesis Using Renewable Energy—Redefining the Haber-Bosch Loop. Adv. Energy Mater. 2021, 11, 2003845. [Google Scholar] [CrossRef]
- Stargate Hydrogen. Stargate. 2024. Available online: https://stargatehydrogen.com/wp-content/uploads/2023/11/Spec_sheet_Electrolyser_stargate_hydrogen-2023-1.pdf (accessed on 15 January 2024).
- El-Shafie, M. Hydrogen Production by Water Electrolysis Technologies: A Review. Results Eng. 2023, 20, 101426. [Google Scholar] [CrossRef]
- El-Shafie, M.; Kambara, S.; Hayakawa, Y. Hydrogen Production Technologies Overview. J. Power Energy Eng. 2019, 7, 107–154. [Google Scholar] [CrossRef]
- Gambou, F.; Guilbert, D.; Zasadzinski, M.; Rafaralahy, H. A Comprehensive Survey of Alkaline Electrolyzer Modeling: Electrical Domain and Specific Electrolyte Conductivity. Energies 2022, 15, 3452. [Google Scholar] [CrossRef]
- Shiva Kumar, S.; Lim, H. An Overview of Water Electrolysis Technologies for Green Hydrogen Production. Energy Rep. 2022, 8, 13793–13813. [Google Scholar] [CrossRef]
- Sánchez, M.; Amores, E.; Abad, D.; Rodríguez, L.; Clemente-Jul, C. Aspen Plus Model of an Alkaline Electrolysis System for Hydrogen Production. Int. J. Hydrogen Energy 2020, 45, 3916–3929. [Google Scholar] [CrossRef]
- Jang, D.; Cho, H.S.; Kang, S. Numerical Modeling and Analysis of the Effect of Pressure on the Performance of an Alkaline Water Electrolysis System. Appl. Energy 2021, 287, 116554. [Google Scholar] [CrossRef]
- Frattini, D.; Cinti, G.; Bidini, G.; Desideri, U.; Cioffi, R.; Jannelli, E. A System Approach in Energy Evaluation of Different Renewable Energies Sources Integration in Ammonia Production Plants. Renew. Energy 2016, 99, 472–482. [Google Scholar] [CrossRef]
- Wiskich, A.; Rapson, T. Economics of Emerging Ammonia Fertilizer Production Methods—A Role for On-Farm Synthesis? ChemSusChem 2023, 16, e202300565. [Google Scholar] [CrossRef]
- FuelPositive. Fuel for A Mindful World. Available online: https://fuelpositive.com/ (accessed on 22 March 2024).
- Atmonia. Reiventing the Future. Available online: https://atmonia.com/ (accessed on 22 March 2024).
- Eikeng, E. Power to Ammonia—A Computational Framework for Optimizing Green Ammonia Production from Off-Grid Wind and Solar Energy. Master’s Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 2023. [Google Scholar]
- Baeyens, J.; Li, S.; Zhang, H.; Dewil, R.; Flamant, G.; Ansart, R.; Deng, Y. Bio-Energy Carriers as Back-up Fuel in Hybrid Solar Power Plants. In Proceedings of the IOP Conference Series: Earth and Environmental Science; Institute of Physics Publishing: Bristol, UK, 2020; Volume 544. [Google Scholar] [CrossRef]
 ). Studied processes in the present work.
). Studied processes in the present work.
). Studied processes in the present work.
). Studied processes in the present work.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Values |
|---|---|
| Material | Polyphenylene oxide (PPO) |
| Membrane thickness (µm) | 1 |
| O2 permeability (GPU) | 200 |
| N2 permeability (GPU) | 44 |
| Selectivity () | 4.5 |
| Parameter | AEC | Membrane |
|---|---|---|
| Active area (sqm) | 1.01 | --- |
| Channel width (m) | 0.750 | --- |
| Length of channel (m) | 1.35 | --- |
| Reference exchange current density (mA/sqcm) | 100 | --- |
| Resistivity (ohm-cm) | 2.00 | --- |
| Thickness (m) | --- | 0.000500 |
| Porosity | --- | 0.500 |
| Tortuosity | --- | 3.14 |
| Module | 1 MW Electrolyzer | 5 MW Electrolyzer | 10 MW Electrolyzer | |||
|---|---|---|---|---|---|---|
| Membrane Area (m2) | N2 Flow (mol/s) | Membrane Area (m2) | N2 Flow (mol/s) | Membrane Area (m2) | N2 Flow (mol/s) | |
| 1 | 180 | 0.0530 | 900 | 0.265 | 1800 | 0.531 |
| 2 | 64.0 | 0.0188 | 386 | 0.114 | 772 | 0.228 |
| 3 | 198 | 0.0583 | 1310 | 0.385 | 2610 | 0.770 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
de la Hera, G.; Ruiz-Gutiérrez, G.; Viguri, J.R.; Galán, B. Flexible Green Ammonia Production Plants: Small-Scale Simulations Based on Energy Aspects. Environments 2024, 11, 71. https://doi.org/10.3390/environments11040071
de la Hera G, Ruiz-Gutiérrez G, Viguri JR, Galán B. Flexible Green Ammonia Production Plants: Small-Scale Simulations Based on Energy Aspects. Environments. 2024; 11(4):71. https://doi.org/10.3390/environments11040071
Chicago/Turabian Stylede la Hera, Guillermo, Gema Ruiz-Gutiérrez, Javier R. Viguri, and Berta Galán. 2024. "Flexible Green Ammonia Production Plants: Small-Scale Simulations Based on Energy Aspects" Environments 11, no. 4: 71. https://doi.org/10.3390/environments11040071
APA Stylede la Hera, G., Ruiz-Gutiérrez, G., Viguri, J. R., & Galán, B. (2024). Flexible Green Ammonia Production Plants: Small-Scale Simulations Based on Energy Aspects. Environments, 11(4), 71. https://doi.org/10.3390/environments11040071