Identification of Deformation Stage and Crack Initiation in TC11 Alloys Using Acoustic Emission

Abstract
:1. Introduction
2. AE Signal Energy Ratio
3. Experiment
3.1. Test Specimen
3.2. Sensor Arrangement and Parameter Setting
4. Analysis of Experimental Results
4.1. AE Signals during Deformation and Damage of TC11 Titanium Alloy
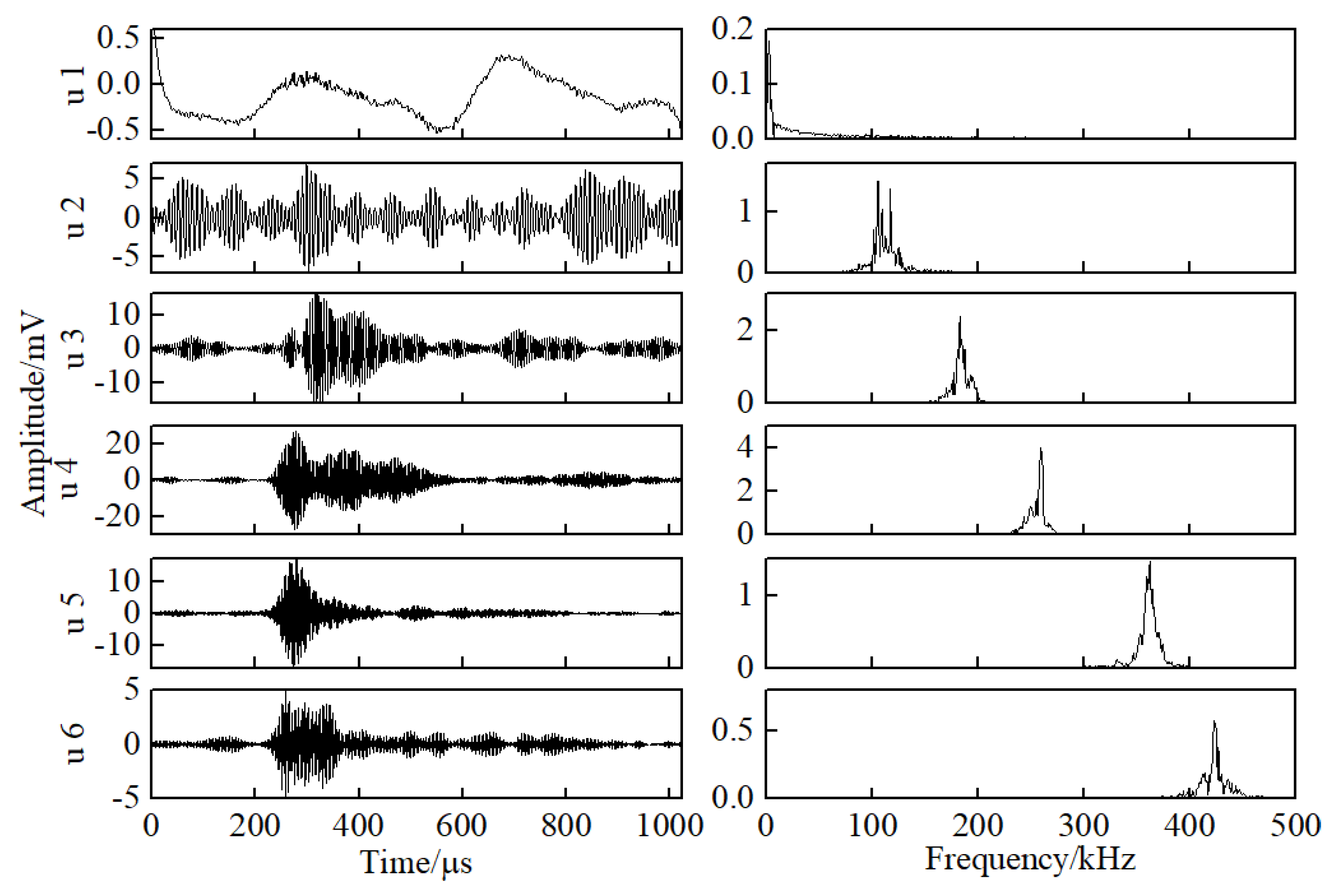
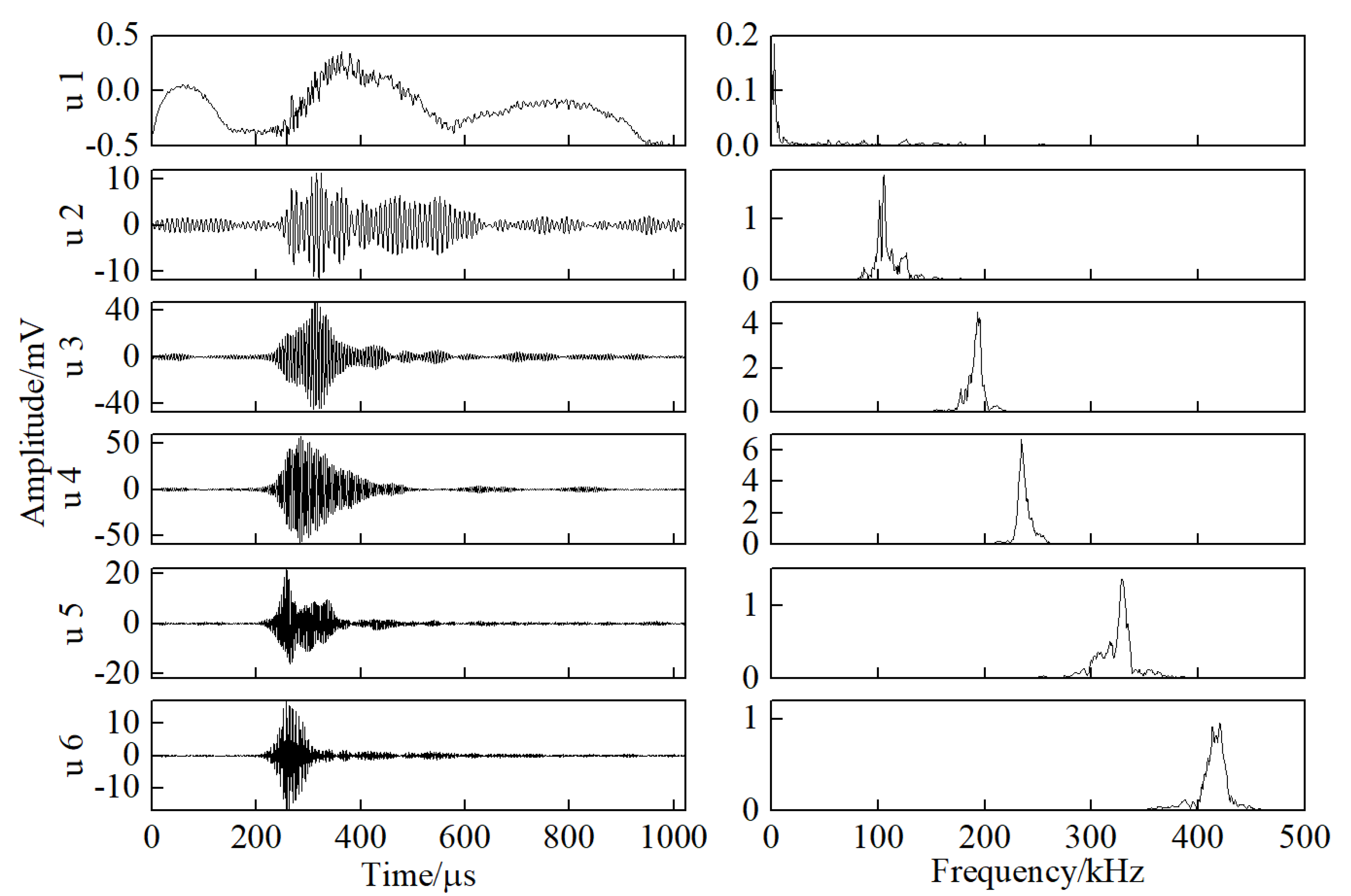
4.2. AE Signal Preprocessing Based on Variational Modal Decomposition
4.3. AE Signal Energy Ratio in Deformation Damage
4.4. AE Crack Initiation Identification Method
5. Conclusions
- The AE signals collected in the four stages of blade deformation had different characteristics in the time domain or the frequency domain. Thus, the AE can be used to obtain the deformation state of the specimen in time.
- Preprocessing the AE signal by the VMD method can effectively filter out noises with frequencies less than 50 kHz, and it can decompose the AE signal in the frequency domain.
- The AE signal energy ratio, the ratio of the AE signal energy generated by deformation to the signal energy generated by friction and hydraulic systems, can be used to identify the deformation stage of the test specimen, showing better robustness than the traditional AE characteristic parameters.
- The combined use of the PER and WPF of the AE signal can determine the time of crack occurrence in the TC11 titanium alloy material, but with an earlier prediction time than the actual observation from the micro camera device.
- The method we proposed in the paper will help to eliminate the need for a middle sensor by separating the noise based on frequency.
Author Contributions
Funding
Conflicts of Interest
References
- Hamed, A.; Tabakoff, W.C.; Wenglarz, R.V. Erosion and Deposition in Turbomachinery. J. Propuls. Power 2012, 22, 350–360. [Google Scholar] [CrossRef] [Green Version]
- Witek, L. Experimental crack propagation and failure analysis of the first stage compressor blade subjected to vibration. Eng. Fail. Anal. 2009, 16, 2163–2170. [Google Scholar] [CrossRef]
- Silveira, E.; Atxaga, G.; Irisarri, A.M. Failure analysis of a set of compressor blades. Eng. Fail. Anal. 2008, 15, 666–674. [Google Scholar] [CrossRef]
- Mishra, R.K.; Srivastav, D.K.; Srinivasan, K.; Nandi, V.; Bhat, R.R. Impact of Foreign Object Damage on an Aero Gas Turbine Engine. J. Fail. Anal. Prev. 2015, 15, 25–32. [Google Scholar] [CrossRef]
- Quan, Y.M.; Xu, H.; Ke, Z.Y. Research on some influence factors in high temperature measurement of metal with thermal infrared imager. Phys. Procedia 2011, 19, 207–213. [Google Scholar]
- Papakyriacou, M.; Mayer, H.; Fuchs, U.; Stanzl-Tschegg, S.E.; Wei, R.P. Influence of atmospheric moisture on slow fatigue crack growth at ultrasonic frequency in aluminium and magnesium alloys. Fatigue Fract. Eng. Mater. Struct. 2010, 25, 795–804. [Google Scholar] [CrossRef]
- Szczepankowski, A.; Szymczak, J. Initiation of Damage to the Hot Part of Aircraft Turbine Engines. Res. Work. Air Force Inst. Technol. 2016, 38, 61–74. [Google Scholar] [CrossRef] [Green Version]
- García, I.; Zubia, J.; Durana, G.; Aldabaldetreku, G.; Illarramendi, M.A.; Villatoro, J. Optical Fiber Sensors for Aircraft Structural Health Monitoring. Sensors 2015, 15, 15494–15519. [Google Scholar] [CrossRef] [Green Version]
- Mukhopadhyay, S.C.; Ihara, I. Sensors and Technologies for Structural Health Monitoring: A Review. In New Developments in Sensing Technology for Structural Health Monitoring; Springer Berlin and Heidelberg GmbH & Co. KG: Berlin, Germany, 2011; pp. 78–82. [Google Scholar]
- Barile, C.; Casavola, C.; Pappalettera, G.; Vimalathithan, P.K. Damage characterization in composite materials using acoustic emission signal-based and parameter-based data. Compos. Part B 2019, 178, 107469. [Google Scholar] [CrossRef]
- Beattie, A.G. Acoustic emission, principles and instrumentation. J. Acoust. Emiss. 1983, 2, 95–128. [Google Scholar]
- Ativitavas, N.; Fowler, T.; Pothisiri, T. Acoustic Emission Characteristics of Pultruded Fiber Reinforced Plastics under Uniaxial Tensile Stress; European Working Group on Acoustic Emission: Berlin, Germany, 2004; pp. 447–454. [Google Scholar]
- Barre, S.; Benzeggagh, M.-L. On the use of acoustic emission to investigate damage mechanisms in glass-fiber reinforced polypropylene. Compos. Sci. Technol. 1994, 52, 369–376. [Google Scholar] [CrossRef]
- Marec, A.; Thomas, J.H.; Guerjouma, R.E. Damage characterization of polymer-based composite materials: Multivariable analysis and wavelet transform for clustering acoustic emission data. Mech. Syst. Signal Process. 2008, 22, 1441–1464. [Google Scholar] [CrossRef]
- Jiang, J.; Ye, C.; Zhang, Z.Z.; Zhang, B.B. Study on Sources Classification Amplitude Criterion of Non-ferrous Metal Pressure Vessel Acoustic Emission Inspection. Petro-Chem. Equip. 2015, 44, 11–15. [Google Scholar]
- Maire, E.; Carmona, V.; Courbon, J.; Ludwig, W. Fast X-ray tomography and acoustic emission study of damage in metals during continuous tensile tests. Acta Mater. 2007, 55, 6806–6815. [Google Scholar] [CrossRef]
- Hu, S.W.; Lu, J.; Fan, X.Q. The Fracture of Concrete Based on Acoustic Emission. Appl. Mech. Mater. 2011, 80–81, 261–265. [Google Scholar] [CrossRef]
- Elforjani, M.A. Condition Monitoring of Slow Speed Rotating Machinery Using Acoustic Emission Technology. Ph.D. Thesis, Cranfield University, Cranfield, UK, 2010. [Google Scholar]
- Harris, D.O.; Dunegan, H.L. Continuous monitoring of fatigue-crack growth by acoustic-emission techniques. Exp. Mech. 1974, 14, 71–81. [Google Scholar] [CrossRef]
- Haugse, E.D.; Leeks, T.J.; Ikegami, R.; Johnson, P.E.; Ziola, S.M.; Dorighi, J.F.; May, S.; Phelps, N. Crack growth detection and monitoring using broadband acoustic emission techniques. In Nondestructive Evaluation of Aging Aircraft, Airports, and Aerospace Hardware III; Proc. SPIE: Newport Beach, CA, USA, 1999. [Google Scholar]
- Blanchette, Y.; Dickson, J.I.; Bassim, M.N. Acoustic emission behavior during crack growth of 7075-T651 Al alloy. Eng. Fract. Mech. 1986, 24, 647–656. [Google Scholar] [CrossRef]
- Merson, D.L.; Razuvaev, A.A.; Vinogradov, A.Y. Application of the Spectral Analysis of Acoustic Emission Signals to Studies of Vulnerability of TiN Coatings on Steel Substrates. Russ. J. Nondestruct. Test. 2002, 38, 508–516. [Google Scholar] [CrossRef]
- Świt, G.; Adamczak, A.; Krampikowska, A. Time-frequency analysis of acoustic emission signals generated by the Glass Fibre Reinforced Polymer Composites during the tensile test. Mater. Sci. Eng. Conf. Ser. 2017, 251, 012002. [Google Scholar] [CrossRef]
- Lu, C.; Ding, P.; Chen, Z. Time-frequency Analysis of Acoustic Emission Signals Generated by Tension Damage in CFRP. Procedia Eng. 2011, 23, 210–215. [Google Scholar] [CrossRef] [Green Version]
- Rocadenbosch, F.; Soriano, C.; Comerón, A.; Baldasano, J.M. Lidar Inversion of Atmospheric Backscatter and Extinction-To-Backscatter Ratios by Use of a Kalman Filter. Appl. Opt. 1999, 38, 3175–3189. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barely Visible Impact Damage Assessment in Laminated Composites Using Acoustic Emission. Available online: https://www.researchgate.net/publication/326333149 (accessed on 14 July 2018).
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Yen, N.C.; Tung, C.C.; Liu, H.H. The empirical mode decomposition and the Hilbert spectrum for nonlinear and non-stationary time series analysis. Proc. R. Soc. Lond. 1998, 454, 903–955. [Google Scholar] [CrossRef]
- Dragomiretskiy, K.; Zosso, D. Variational mode decomposition. IEEE Trans. Signal Process. 2014, 62, 531–544. [Google Scholar] [CrossRef]
- Yin, A.; Ren, H. A propagating mode extraction algorithm for microwave waveguide using variational mode decomposition. Meas. Sci. Technol. 2015, 26, 095009. [Google Scholar] [CrossRef]
- Ono, K. Acoustic Emission in Materials Research—A Review. J. Acoust. Emiss. 2011, 29, 284–308. [Google Scholar]
- Sause, M. Identification of Failure Mechanisms in Hybrid Materials Utilizing Pattern Recognition Techniques Applied to Acoustic Emission Signals. Ph.D. Thesis, Augsburg University, Augsburg, Germany, 2010. [Google Scholar]
- Sherine, M.E.; Kumari, S.L. Study of acoustic emission signals in continuous monitoring. In Proceedings of the Circuit, Power and Computing Technologies (ICCPCT), Kollam, India, 20–21 April 2017. [Google Scholar]
- GB/T228.1-2010. Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature; Standardization Administration of the P. R. C., Standards Press of China: Beijing, China, 2011. [Google Scholar]
- ASTM E/E8M-13. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Kundu, T.; Nakatani, H.; Takeda, N. Acoustic source localization in anisotropic plates. Ultrasonics 2012, 52, 740–746. [Google Scholar] [CrossRef]
- Maugis, D.; Pollock, H.M. Surface forces, deformation and adherence at metal microcontacts. Acta Metall. 1984, 32, 1323–1334. [Google Scholar] [CrossRef]
- Kuwabara, T.; Sugawara, F. Multiaxial tube expansion test method for measurement of sheet metal deformation behavior under biaxial tension for a large strain range. Int. J. Plast. 2013, 45, 103–118. [Google Scholar] [CrossRef]
- Botvina, L.R.; Tyutina, M.R.; Petersenb, T.B.; Levina, V.P.; Soldatenkova, A.P.; Prosvirnin, D.V. Residual Strength, Microhardness, and Acoustic Properties of Low-Carbon Steel after Cyclic Loading. J. Mach. Manuf. Reliab. 2018, 47, 516–524. [Google Scholar] [CrossRef]
- Botvina, L.R.; Shebalin, P.N.; Oparina, I.B. The mechanism of temporal variations of seismicity and acoustic emission before microfracture. Dokl. Akad. Nauk 2001, 376, 480–484. [Google Scholar]
- Botvina, L.R.; Tyutin, M.R. New acoustic parameter characterizing loading history effects. Eng. Fract. Mech. 2019, 210, 358–366. [Google Scholar] [CrossRef]
- Barile, C. Innovative Mechanical characterization of CFRP by using acoustic emission technique. Eng. Fract. Mech. 2019, 210, 414–421. [Google Scholar] [CrossRef]
- Fatih, L.O.; Nuri, E.; Stepan, V. Do high frequency acoustic emission events always represent fibre failure in CFRP laminates? Compos. Part A 2017, 103, 230–235. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Composition | Al | Mo | Zr | Si | Ti |
|---|---|---|---|---|---|
| Quality score (%) | 5.8–7.0 | 2.8–3.8 | 0.8–2.0 | 0.20–0.35 | margin |
| Temperature θ/°C | ||||
|---|---|---|---|---|
| 20 | 1114 | 1014 | 17.6 | 52.1 |
| 500 | 780 | 593 | 22.4 | 59.0 |
| Instrument Parameters | Value |
|---|---|
| Sampling frequency/MHz | 1 |
| Sampling length/k Peak definition time/μs Impact definition time/μs Impact blocking time/μs | 1 k 300 600 1000 |
| Sensor | Resonant Frequency/kHz | Frequency Range/kHz | Threshold/dB |
|---|---|---|---|
| S1/S3 | 150 | 50–400 | 48 |
| S2/S4 | 650 | 100–1000 | 38 |
| Characteristic Value | Specimen | Elastic-Yield Stage | Strengthening Stage | Necking Stage | Fracture Stage | |
|---|---|---|---|---|---|---|
| Mean value | 1 2 3 4 | −0.084 −0.124 −0.076 −0.054 | −0.145 −0.167 −0.092 −0.085 | −0.973 −1.017 −0.954 −0.921 | −0.974 −1.114 −0.967 −0.957 | −0.196 −0.210 −0.185 −0.231 |
| Standard deviation | 1 2 3 4 | 0.266 0.244 0.198 0.231 | 0.218 0.195 0.241 0.187 | 0.178 0.183 0.154 0.207 | 0.189 0.213 0.171 0.192 | 0.209 0.167 0.204 0.157 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Zhang, Z.; Han, C.; Yang, G. Identification of Deformation Stage and Crack Initiation in TC11 Alloys Using Acoustic Emission. Appl. Sci. 2020, 10, 3674. https://doi.org/10.3390/app10113674
Huang J, Zhang Z, Han C, Yang G. Identification of Deformation Stage and Crack Initiation in TC11 Alloys Using Acoustic Emission. Applied Sciences. 2020; 10(11):3674. https://doi.org/10.3390/app10113674
Chicago/Turabian StyleHuang, Jiaoyan, Zhiheng Zhang, Cong Han, and Guoan Yang. 2020. "Identification of Deformation Stage and Crack Initiation in TC11 Alloys Using Acoustic Emission" Applied Sciences 10, no. 11: 3674. https://doi.org/10.3390/app10113674
APA StyleHuang, J., Zhang, Z., Han, C., & Yang, G. (2020). Identification of Deformation Stage and Crack Initiation in TC11 Alloys Using Acoustic Emission. Applied Sciences, 10(11), 3674. https://doi.org/10.3390/app10113674